Impregnazione sottovuoto: Sigillatura dei percorsi di perdita nelle fusioni idrauliche
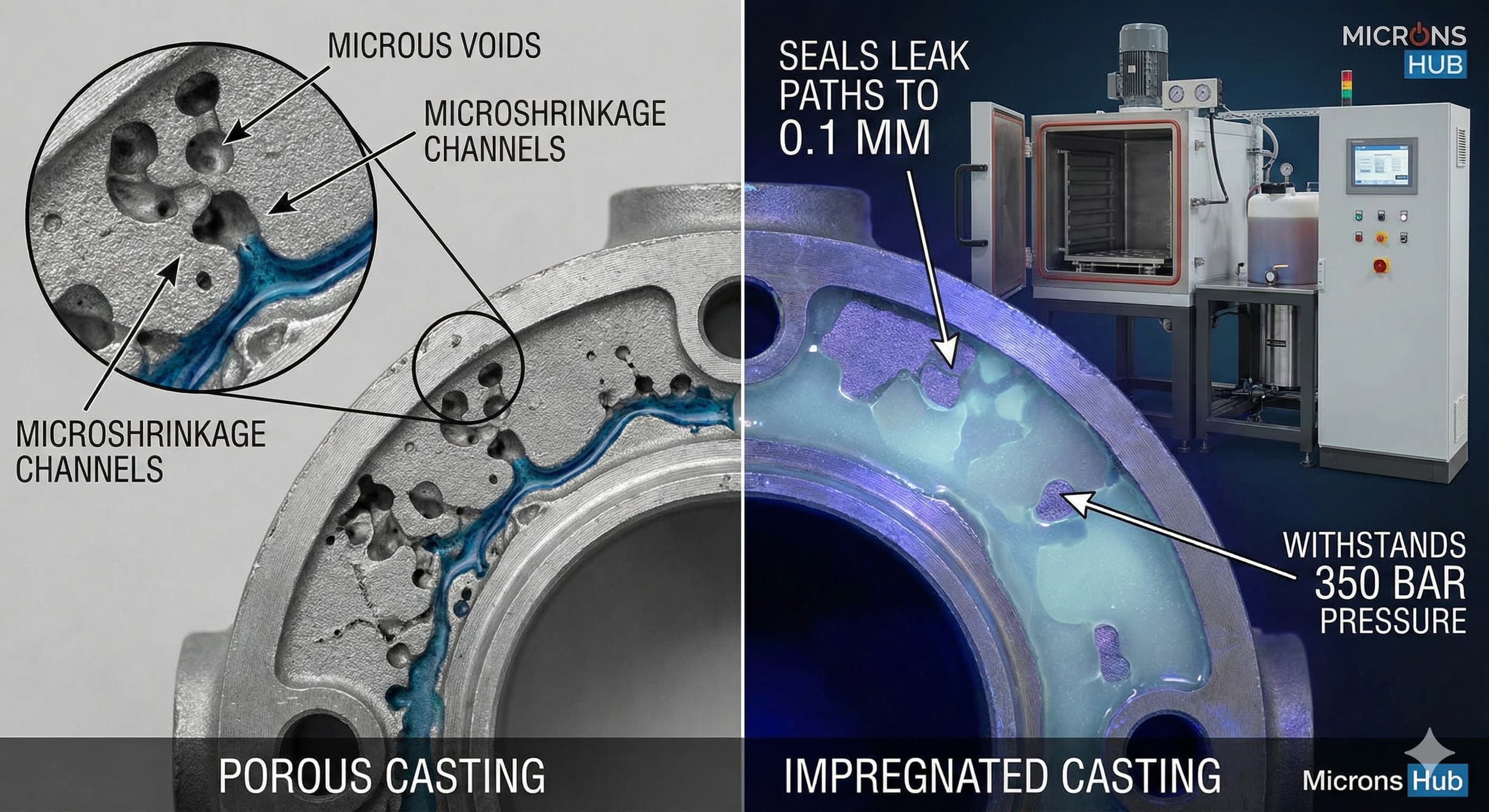
La porosità nelle fusioni idrauliche rappresenta una delle modalità di guasto più critiche nelle applicazioni ad alta pressione. Quando la microcontrazione interconnessa crea percorsi di perdita attraverso le pareti della fusione, il risultato è un guasto catastrofico del sistema, contaminazione ambientale e significativi costi di fermo macchina. L'impregnazione sottovuoto è emersa come la soluzione definitiva per sigillare questi difetti microscopici, trasformando componenti potenzialmente scartati in assiemi a tenuta di pressione in grado di resistere a pressioni operative superiori a 350 bar.
Questa analisi tecnica completa esamina il processo di impregnazione sottovuoto sia da un punto di vista metallurgico che pratico, fornendo agli ingegneri di produzione le conoscenze dettagliate necessarie per implementare protocolli di sigillatura delle perdite di successo.
Punti chiave
- L'impregnazione sottovuoto può sigillare la porosità fino a 0,1 mm di diametro, raggiungendo tassi di perdita inferiori a 10⁻⁶ mbar·l/s come specificato nella norma ISO 3530
- Una corretta preparazione della superficie e la rimozione della contaminazione sono fondamentali: anche 0,05 mm di fluidi di lavorazione possono impedire la completa penetrazione della resina
- Le moderne resine anaerobiche polimerizzano all'interno dei pori interconnessi rimanendo liquide nelle aree esposte all'aria, consentendo una sigillatura selettiva
- L'analisi dei costi mostra che l'impregnazione sottovuoto recupera l'85-95% delle fusioni idrauliche altrimenti scartate al 15-25% del costo di sostituzione
Comprensione della formazione della porosità nelle fusioni idrauliche
Le fusioni idrauliche subiscono la formazione di porosità attraverso molteplici meccanismi durante il processo di solidificazione. Il principale contributo è la microcontrazione, che si verifica quando la solidificazione del metallo crea una contrazione volumetrica senza un'adeguata alimentazione da materozze o canali di colata. Questo fenomeno è particolarmente pronunciato nelle leghe di alluminio come A356-T6 e A380, dove il ritiro di solidificazione si avvicina al 6,5% in volume.
La porosità da gas rappresenta la seconda sfida principale, formata quando l'idrogeno disciolto precipita durante il raffreddamento. La solubilità dell'idrogeno nell'alluminio diminuisce drasticamente da 0,69 cm³/100g allo stato liquido a soli 0,036 cm³/100g in forma solida. Questa sovrasaturazione crea pori sferici che vanno da 0,1 mm a diversi millimetri di diametro.
La distinzione critica per le applicazioni idrauliche risiede nell'interconnessione della porosità. I pori isolati presentano un rischio minimo, ma le reti interconnesse creano percorsi di perdita continui attraverso le pareti della fusione. Questi canali microscopici, spesso invisibili all'ispezione visiva standard, consentono la migrazione del fluido idraulico sotto pressione, portando a perdite esterne e contaminazione del sistema.
| Tipo di porosità | Intervallo di dimensioni tipico | Meccanismo di formazione | Livello di rischio idraulico |
|---|---|---|---|
| Microritiro | 0.05-0.5 mm | Contrazione di solidificazione | Alto - interconnesso |
| Porosità da gas (H₂) | 0.1-2.0 mm | Precipitazione di idrogeno | Medio - tipicamente isolato |
| Inclusioni di ossido | 0.02-0.2 mm | Intrappolamento di ossidazione superficiale | Alto - crea punti di innesco di perdite |
| Giunti freddi | 0.1-1.0 mm larghezza | Fusione incompleta del metallo | Molto alto - percorsi di perdita lineari |
I moderni processi di pressofusione hanno ridotto significativamente il verificarsi di porosità, in particolare con la pressofusione di zinco che offre caratteristiche di densità superiori rispetto alle alternative in alluminio. Tuttavia, geometrie complesse e sezioni spesse nei componenti idraulici presentano ancora sfide di solidificazione che richiedono un trattamento post-fusione.
Fondamenti del processo di impregnazione sottovuoto
L'impregnazione sottovuoto opera sul principio della pressione differenziale per forzare resine a bassa viscosità nella porosità microscopica. Il processo inizia posizionando le fusioni pulite in una camera a vuoto, raggiungendo tipicamente pressioni inferiori a 1 mbar (100 Pa). Questa estrazione del vuoto rimuove l'aria dai pori interconnessi, creando la forza motrice per la successiva penetrazione della resina.
La selezione della resina si rivela fondamentale per le applicazioni idrauliche. Le moderne resine anaerobiche, in particolare le formulazioni a base di metacrilato, polimerizzano solo in assenza di ossigeno rimanendo liquide nelle aree esposte all'aria. Questa polimerizzazione selettiva garantisce una completa sigillatura dei pori senza contaminazione superficiale che potrebbe interferire con le successive operazioni di lavorazione o rivestimento.
Parametri critici del processo
Il livello di vuoto rappresenta il parametro di controllo primario, che influisce direttamente sulla profondità e sulla completezza della penetrazione. Risultati ottimali richiedono pressioni assolute inferiori a 1 mbar, mantenute per un tempo sufficiente a ottenere una completa evacuazione dell'aria. Il tempo di evacuazione dipende dalla geometria del pezzo e dal volume della porosità, variando tipicamente da 15 a 45 minuti per le fusioni idrauliche.
Il controllo della temperatura durante l'impregnazione influisce sia sulla viscosità della resina che sulle caratteristiche di penetrazione. La maggior parte delle resine anaerobiche raggiunge proprietà di flusso ottimali a 60-80°C, riducendo la viscosità di circa il 40% rispetto al funzionamento a temperatura ambiente. Tuttavia, una temperatura eccessiva accelera l'inizio della polimerizzazione, bloccando potenzialmente i canali dei pori stretti prima della completa penetrazione.
Il differenziale di pressione durante l'introduzione della resina utilizza tipicamente la pressione atmosferica contro il vuoto mantenuto. Alcuni sistemi avanzati impiegano una pressione positiva fino a 6 bar per migliorare la penetrazione in porosità estremamente fine, anche se ciò richiede un controllo accurato per prevenire la distorsione della fusione in sezioni a pareti sottili.
Selezione dei materiali e compatibilità
La selezione della chimica della resina deve considerare sia la lega di fusione di base che la compatibilità del fluido idraulico previsto. Per le fusioni di alluminio, le resine a base di metacrilato offrono un'eccellente adesione e resistenza chimica. Queste formulazioni raggiungono tipicamente resistenze alla trazione superiori a 25 MPa dopo la completa polimerizzazione, con valori di durezza Shore D compresi tra 75 e 85.
I test di compatibilità del fluido idraulico seguono i protocolli ASTM D471, valutando il rigonfiamento del volume e la ritenzione delle proprietà dopo un'esposizione prolungata. Le moderne resine anaerobiche dimostrano un'eccellente compatibilità con gli oli idraulici a base minerale, mostrando meno del 3% di variazione di volume dopo 1000 ore a 100°C. La compatibilità del fluido sintetico varia significativamente con la chimica del fluido, richiedendo una validazione specifica per ogni applicazione.
| Tipo di resina | Tempo di polimerizzazione (25°C) | Intervallo di temperatura | Compatibilità con fluidi idraulici | Costo per litro |
|---|---|---|---|---|
| Metacrilato anaerobico | 2-4 ore | -55°C a +150°C | Eccellente con oli minerali | €125-180 |
| Poliuretano modificato | 6-8 ore | -40°C a +120°C | Buono con la maggior parte dei fluidi | €95-140 |
| A base di resina epossidica | 12-24 ore | -30°C a +130°C | Discreto - richiede test | €80-120 |
| Modificato con silicone | 4-6 ore | -65°C a +180°C | Eccellente flessibilità | €160-220 |
La resina polimerizzata deve mantenere l'integrità sotto il ciclo di pressione idraulica. I protocolli di test includono il ciclo di pressione da 0 alla massima pressione operativa per un minimo di 100.000 cicli, con rilevamento delle perdite eseguito a intervalli regolari. Un'impregnazione di successo resiste tipicamente a pressioni 1,5 volte superiori alla massima pressione operativa senza perdite rilevabili.
Requisiti di preparazione della superficie
La pulizia della superficie influisce direttamente sull'efficacia dell'impregnazione, con anche una contaminazione microscopica che impedisce la completa penetrazione della resina. I fluidi di lavorazione, in particolare i refrigeranti a base d'acqua, creano la barriera più significativa al flusso della resina. La rimozione completa richiede protocolli di pulizia a più stadi che combinano lo sgrassaggio con solvente con la pulizia alcalina.
La sequenza di pulizia raccomandata inizia con lo sgrassaggio a vapore utilizzando tricloroetilene o moderne alternative di idrocarburi, seguito dalla pulizia alcalina a 80-90°C per 10-15 minuti. Il risciacquo finale con acqua deionizzata previene i depositi minerali che potrebbero bloccare la porosità fine. L'asciugatura completa a 120°C per un minimo di 30 minuti garantisce l'eliminazione dell'umidità che potrebbe interferire con i meccanismi di polimerizzazione anaerobica.
Per risultati di alta precisione, Invia il tuo progetto per un preventivo in 24 ore da Microns Hub.
Protocolli di controllo qualità e test
La verifica del test di tenuta segue i protocolli stabiliti delineati nella norma ISO 3530 per i componenti idraulici. Il metodo più sensibile impiega la spettrometria di massa dell'elio, in grado di rilevare tassi di perdita inferiori a 10⁻⁸ mbar·l/s. Tuttavia, i test di produzione pratici utilizzano spesso metodi di decadimento della pressione con una sensibilità di rilevamento delle perdite appropriata per i requisiti dell'applicazione.
Il test di tenuta pre-impregnazione stabilisce la gravità della porosità di base, tipicamente eseguito a 1,5 volte la pressione operativa con una durata della misurazione di 15-30 minuti a seconda del volume del componente. I criteri di rifiuto variano in base all'applicazione, ma i componenti idraulici generalmente richiedono tassi di perdita inferiori a 10⁻⁴ mbar·l/s per la considerazione dell'impregnazione.
La verifica post-impregnazione deve tenere conto della progressione della polimerizzazione della resina. I test iniziali immediatamente dopo la lavorazione possono mostrare tassi di perdita artificialmente bassi a causa della mobilità della resina non polimerizzata. I protocolli standard richiedono un tempo di polimerizzazione minimo di 24 ore prima del test di tenuta finale, con alcune specifiche che si estendono a 72 ore per applicazioni critiche.
Monitoraggio e controllo del processo
Il monitoraggio del livello di vuoto durante il ciclo di evacuazione fornisce informazioni sul volume della porosità e sull'interconnessione. Un rapido aumento della pressione quando si verifica l'isolamento del vuoto indica una significativa porosità interna, mentre un aumento graduale suggerisce difetti minimi o scarsamente collegati. Queste informazioni guidano l'ottimizzazione del tempo di evacuazione e aiutano a prevedere la probabilità di successo dell'impregnazione.
Il monitoraggio della penetrazione della resina utilizza diverse tecniche a seconda della geometria e dell'accessibilità del componente. L'aggiunta di colorante fluorescente consente la verifica visiva sotto illuminazione UV, particolarmente utile per passaggi interni complessi. La misurazione dell'aumento di peso fornisce una valutazione quantitativa dell'assorbimento della resina, con valori tipici che vanno dallo 0,1 al 2,0% del peso del componente a seconda della gravità della porosità.
| Gravità della porosità | Tempo di evacuazione del vuoto | Aumento di peso previsto | Tasso di successo | Applicazioni tipiche |
|---|---|---|---|---|
| Leggera (pori sparsi) | 15-20 minuti | 0.1-0.3% | 95-98% | Blocchi idraulici standard |
| Moderata (qualche interconnessione) | 25-35 minuti | 0.4-0.8% | 90-95% | Corpi valvola complessi |
| Grave (reti estese) | 40-60 minuti | 0.9-2.0% | 80-90% | Alloggiamenti pompa a sezione spessa |
| Critica (passante) | 45-75 minuti | 1.5-3.0% | 70-85% | Testate cilindri, collettori |
Analisi economica e giustificazione dei costi
L'economia dell'impregnazione sottovuoto dipende da diversi fattori, tra cui il costo di sostituzione della fusione, la riduzione del tasso di scarto e i requisiti di produttività della lavorazione. Per i tipici corpi valvola idraulici con costi di produzione compresi tra 45 e 85 €, la lavorazione di impregnazione aggiunge circa 8-15 € per componente, rappresentando il 15-25% del costo totale di produzione.
La ripartizione dei costi include il consumo di resina (tipicamente 2-4 € per componente), la manodopera di lavorazione, l'ammortamento delle attrezzature e i test di verifica della qualità. Le operazioni su larga scala raggiungono economie di scala attraverso la lavorazione in batch, riducendo i costi per componente a 5-8 € per le fusioni idrauliche standard.
I calcoli del ritorno sull'investimento devono considerare l'alternativa del rifiuto del componente e della rifabbricazione. Con tassi di rifiuto tipici per fusioni idrauliche complesse che vanno dal 3 all'8% a causa di perdite correlate alla porosità, l'impregnazione può recuperare l'85-95% dei componenti altrimenti scartati. Questo tasso di recupero si traduce in un significativo risparmio sui costi, in particolare per geometrie complesse che richiedono una lavorazione estesa.
Considerazioni sull'integrazione del processo
L'ottimizzazione della sequenza di produzione richiede un'attenta integrazione dell'impregnazione sottovuoto all'interno dei flussi di lavoro di produzione esistenti. Il tempismo ideale posiziona l'impregnazione dopo la sgrossatura ma prima delle operazioni finali, consentendo la verifica dell'efficacia della tenuta riducendo al minimo i costi di rilavorazione in caso di fallimento del trattamento.
La compatibilità del trattamento termico presenta importanti considerazioni per le fusioni di alluminio che richiedono condizioni di tempra T6. I trattamenti di invecchiamento standard a 155°C superano la maggior parte dei limiti di temperatura della resina anaerobica, richiedendo la selezione della resina per capacità ad alta temperatura o la modifica della sequenza di processo per eseguire l'impregnazione dopo il completamento del trattamento termico.
Quando si integra l'impregnazione sottovuoto con i nostri servizi di produzione, un coordinamento attento garantisce risultati ottimali mantenendo l'efficienza della produzione e l'efficacia dei costi.
Applicazioni avanzate e considerazioni speciali
Le applicazioni idrauliche ad alta pressione superiori a 280 bar richiedono protocolli di impregnazione avanzati e formulazioni di resina specializzate. Queste applicazioni utilizzano spesso cicli di impregnazione multipli con resine a viscosità progressivamente inferiore per garantire la completa penetrazione di reti di porosità estremamente fine.
I componenti idraulici aerospaziali che operano a pressioni fino a 350 bar richiedono test di qualificazione aggiuntivi, tra cui resistenza alle vibrazioni, ciclo di temperatura e convalida del ciclo di pressione esteso. I protocolli di test seguono gli standard aerospaziali come AS9100, richiedendo documentazione completa e tracciabilità durante tutto il processo di impregnazione.
Le considerazioni ambientali influenzano sempre più la selezione della resina e i protocolli di lavorazione. Le formulazioni anaerobiche a base d'acqua riducono le emissioni di composti organici volatili mantenendo le caratteristiche di prestazione adatte alla maggior parte delle applicazioni idrauliche. Queste opzioni ecocompatibili aggiungono in genere il 10-15% ai costi di lavorazione, ma eliminano il recupero del solvente e le spese di smaltimento.
Geometrie specializzate e componenti complessi
I passaggi interni e i collettori idraulici complessi presentano sfide uniche per l'efficacia dell'impregnazione sottovuoto. Queste geometrie richiedono spesso tempi di evacuazione prolungati e attrezzature specializzate per garantire la completa rimozione dell'aria dai passaggi a fondo cieco e dalle reti di canali complessi.
Le sezioni a pareti sottili richiedono un controllo accurato della pressione durante l'impregnazione per prevenire la distorsione. I componenti con spessori di parete inferiori a 3 mm limitano tipicamente l'applicazione di pressione positiva a un massimo di 2 bar, prolungando i tempi di lavorazione ma prevenendo cambiamenti dimensionali che potrebbero influire sulle relazioni di adattamento critiche.
Quando ordini da Microns Hub, trai vantaggio da relazioni dirette con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica nei processi di impregnazione sottovuoto significa che ogni fusione idraulica riceve l'attenzione ai dettagli necessaria per un funzionamento affidabile a tenuta di pressione.
Risoluzione dei problemi comuni di impregnazione
La penetrazione incompleta rappresenta la modalità di guasto dell'impregnazione più frequente, derivante tipicamente da un'evacuazione del vuoto insufficiente o da una contaminazione che blocca l'accesso ai pori. Le procedure diagnostiche includono il sezionamento di campioni di prova per verificare la profondità di penetrazione della resina e l'analisi del modello di distribuzione.
La colorazione superficiale si verifica occasionalmente quando la resina trasuda dalla porosità sottosuperficiale durante la progressione della polimerizzazione. Questo problema indica tipicamente una porosità interconnessa che si estende alle superfici dei componenti, richiedendo tempi di evacuazione prolungati o cicli di impregnazione multipli per una sigillatura completa.
L'inibizione della polimerizzazione può derivare dalla contaminazione superficiale o da materiali incompatibili a contatto con la resina non polimerizzata. I composti siliconici si rivelano particolarmente problematici, richiedendo la rimozione completa prima della lavorazione. I protocolli di test includono la verifica della polimerizzazione su provini testati insieme ai componenti di produzione.
| Sintomo del problema | Causa probabile | Metodo diagnostico | Azione correttiva |
|---|---|---|---|
| Perdita post-polimerizzazione | Penetrazione incompleta | Analisi di sezionamento | Tempo di evacuazione esteso |
| Macchie superficiali | Porosità subsuperficiale | Test con liquidi penetranti | Cicli di impregnazione multipli |
| Nessuna indicazione di polimerizzazione | Contaminazione/inibizione | Valutazione del coupon di prova | Protocollo di pulizia migliorato |
| Risultati variabili | Incoerenza del processo | Controllo statistico del processo | Standardizzazione dei parametri |
Sviluppi futuri e tendenze tecnologiche
La chimica avanzata delle resine continua a evolversi verso capacità di temperatura più elevate e una maggiore resistenza chimica. Nuove formulazioni in fase di sviluppo promettono intervalli di temperatura operativa che si estendono fino a 200°C mantenendo le caratteristiche di polimerizzazione selettiva essenziali per un'impregnazione efficace.
L'automazione dei processi incorpora sempre più sistemi di monitoraggio in tempo reale e controllo adattivo. Questi sviluppi includono il monitoraggio continuo del livello di vuoto, il controllo automatico del livello di resina e la verifica integrata del test di tenuta all'interno di apparecchiature di lavorazione a stazione singola.
L'integrazione della produzione additiva presenta opportunità emergenti poiché i componenti idraulici stampati in 3D spesso presentano porosità che richiedono un trattamento di sigillatura. La combinazione di servizi di stampaggio a iniezione con l'impregnazione post-lavorazione crea nuove possibilità per la produzione di componenti idraulici complessi.
Le applicazioni nanotecnologiche esplorano l'incorporazione di nanoparticelle all'interno delle resine di impregnazione per migliorare le proprietà meccaniche e fornire caratteristiche di auto-guarigione in condizioni di carico ciclico. Queste formulazioni avanzate rimangono in fase di sviluppo, ma si dimostrano promettenti per prolungare la durata dei componenti in applicazioni idrauliche impegnative.
Domande frequenti
Quali livelli di pressione possono sopportare le fusioni idrauliche impregnate sottovuoto?
Le fusioni idrauliche adeguatamente impregnate sopportano tipicamente pressioni fino a 350 bar in servizio continuo, con pressioni di scoppio superiori a 525 bar. La capacità di pressione effettiva dipende dall'integrità della fusione di base, dalla completezza della penetrazione della resina e dalla geometria del componente. I protocolli di test verificano le prestazioni a 1,5 volte la pressione operativa per l'accettazione della qualifica.
Quanto tempo richiede il processo di impregnazione sottovuoto per i componenti idraulici?
L'impregnazione sottovuoto completa richiede tipicamente 4-8 ore, comprese le fasi di evacuazione, impregnazione e polimerizzazione iniziale. Il tempo di evacuazione varia da 15 a 60 minuti a seconda delle dimensioni del componente e della gravità della porosità. La polimerizzazione della resina richiede ulteriori 2-4 ore prima della manipolazione, con il pieno sviluppo delle proprietà raggiunto entro 24-48 ore a temperatura ambiente.
Le fusioni idrauliche precedentemente lavorate possono essere impregnate con successo?
Sì, le fusioni lavorate possono essere impregnate efficacemente a condizione che una pulizia accurata rimuova tutti i fluidi di lavorazione e i contaminanti. Il protocollo di pulizia deve includere lo sgrassaggio a vapore e il lavaggio alcalino per garantire la completa rimozione della contaminazione. I tassi di successo per i componenti lavorati si avvicinano a quelli delle fusioni non lavorate quando vengono seguite le corrette procedure di preparazione della superficie.
Cosa succede se l'impregnazione sottovuoto non riesce a sigillare tutti i percorsi di perdita?
L'impregnazione fallita può spesso essere ripetuta dopo aver identificato e corretto la causa principale. Le azioni correttive comuni includono cicli di pulizia estesi, tempi di evacuazione più lunghi o selezione di resina alternativa. I componenti che mostrano un successo parziale possono richiedere cicli di impregnazione multipli con resine a viscosità progressivamente inferiore. Circa l'85-95% dei tentativi di impregnazione ottiene risultati accettabili alla prima lavorazione.
In che modo la polimerizzazione della resina influisce sulle successive operazioni di lavorazione?
Le resine anaerobiche polimerizzate si lavorano in modo simile alla lega di alluminio di base, in genere senza richiedere utensili speciali o regolazioni dei parametri. La durezza della resina (Shore D 75-85) è compatibile con gli utensili in metallo duro standard utilizzati per la lavorazione dell'alluminio. La selezione del refrigerante dovrebbe evitare fluidi a base d'acqua che potrebbero ammorbidire la resina polimerizzata durante le operazioni di lavorazione prolungate.
Quali certificazioni di qualità si applicano ai processi di impregnazione sottovuoto?
I processi di impregnazione sottovuoto operano tipicamente nell'ambito dei sistemi di gestione della qualità ISO 9001, con applicazioni aerospaziali che richiedono la certificazione AS9100. La convalida del processo segue gli standard ASTM, incluso D471 per la compatibilità chimica e standard di test di tenuta appropriati come ISO 3530. I requisiti di documentazione includono i parametri di processo, la tracciabilità del lotto di resina e i record di verifica del test di tenuta.
Esistono problemi ambientali o di sicurezza con le resine di impregnazione sottovuoto?
Le moderne resine anaerobiche presentano un impatto ambientale minimo se adeguatamente manipolate e smaltite. Le formulazioni a base d'acqua eliminano le emissioni di composti organici volatili durante la lavorazione. Le considerazioni sulla sicurezza includono i protocolli standard di manipolazione delle sostanze chimiche, una ventilazione adeguata durante la lavorazione e lo smaltimento corretto dei materiali di scarto in conformità con le normative ambientali locali. La maggior parte delle resine anaerobiche non sono pericolose quando polimerizzate.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece