Ottenere ±0,005 mm: Guida per progettisti alla lavorazione con tolleranze strette
Ottenere tolleranze di ±0,005 mm rappresenta l'intersezione tra precisione ingegneristica ed eccellenza produttiva, dove anche deviazioni microscopiche possono significare la differenza tra successo funzionale e costosi fallimenti. Presso Microns Hub, abbiamo perfezionato questi processi attraverso migliaia di componenti di alta precisione in applicazioni aerospaziali, mediche e automobilistiche.
Punti chiave
- Il controllo della temperatura entro ±1°C è fondamentale per mantenere tolleranze di ±0,005 mm durante le operazioni di lavorazione
- La selezione del materiale influisce direttamente sulla realizzabilità: l'Al 6061-T6 offre una stabilità dimensionale superiore rispetto alle alternative a lavorazione libera
- La deflessione dell'utensile diventa il principale fattore limitante a tolleranze inferiori a ±0,01 mm, richiedendo strategie di fissaggio specializzate
- I protocolli di misurazione post-processo devono tenere conto dei coefficienti di espansione termica e dei budget di incertezza di misurazione
Comprendere la fisica della lavorazione con tolleranze strette
Ottenere tolleranze di ±0,005 mm richiede una comprensione fondamentale delle forze fisiche in gioco durante la rimozione del materiale. I coefficienti di espansione termica diventano critici: l'alluminio si espande di 23,6 × 10⁻⁶ m/m°C, il che significa che una variazione di temperatura di 10°C in una parte di 100 mm crea una variazione dimensionale di 0,0236 mm, quasi cinque volte la nostra tolleranza target.
La deflessione dell'utensile segue la teoria di base della trave, dove la deflessione è uguale alla forza per la lunghezza al cubo, diviso per tre volte il modulo elastico e il momento di inerzia (δ = FL³/3EI). Per una fresa in metallo duro da 25 mm sotto una forza di taglio di 200 N, la deflessione raggiunge circa 0,003 mm, già il 60% del nostro budget di tolleranza prima di considerare altre fonti di errore.
La crescita termica del mandrino rappresenta un altro fattore critico. I mandrini moderni possono crescere di 0,01-0,02 mm durante la prima ora di funzionamento quando le temperature dei cuscinetti si stabilizzano. Questo tasso di crescita richiede protocolli di precondizionamento termico e sistemi di posizionamento a compensazione termica per risultati coerenti.
Selezione del materiale per applicazioni con tolleranze strette
Le proprietà del materiale influenzano direttamente la lavorabilità e la stabilità dimensionale a tolleranze strette. Le caratteristiche chiave includono conduttività termica, coefficiente di espansione termica, modulo elastico e omogeneità microstrutturale.
| Grado del materiale | Espansione termica (10⁻⁶/°C) | Conducibilità termica (W/m·K) | Stabilità dimensionale | Fattore di costo |
|---|---|---|---|---|
| Al 6061-T6 | 23.6 | 167 | Eccellente | 1.0x |
| Al 7075-T6 | 23.2 | 130 | Molto buono | 1.8x |
| Acciaio 4140 | 11.2 | 42.6 | Buono | 1.2x |
| Inossidabile 316L | 16.0 | 16.3 | Discreto | 2.1x |
| Titanio Ti-6Al-4V | 8.6 | 6.7 | Eccellente | 8.5x |
L'alluminio 6061-T6 emerge come la scelta ottimale per la maggior parte delle applicazioni con tolleranze strette, combinando un'eccellente conduttività termica per la dissipazione del calore con una microstruttura coerente per la stabilità dimensionale. La tempra T6 fornisce una distribuzione uniforme della durezza, eliminando le variazioni di stress interno che possono causare distorsioni post-lavorazione.
Per le applicazioni in acciaio, il 4140 offre una stabilità dimensionale superiore grazie al suo inferiore coefficiente di espansione termica. Tuttavia, le caratteristiche di incrudimento richiedono un'attenta attenzione ai parametri di taglio per prevenire modifiche dello strato superficiale che influiscono sulle dimensioni finali.
Requisiti e capacità delle macchine utensili
Ottenere tolleranze di ±0,005 mm richiede macchine utensili con caratteristiche di prestazione specifiche. Precisione di posizionamento, ripetibilità, stabilità termica e rigidità dinamica contribuiscono tutti alla capacità di tolleranza finale.
I moderni centri di lavoro CNC devono dimostrare una precisione di posizionamento migliore di ±0,0025 mm e una ripetibilità entro ±0,001 mm per ottenere costantemente tolleranze delle parti di ±0,005 mm. Ciò lascia un margine adeguato per l'usura dell'utensile, gli effetti termici e la variazione del processo.
La rigidità dinamica diventa critica durante la rimozione del materiale. La struttura della macchina deve resistere alla deflessione sotto le forze di taglio mantenendo un preciso percorso utensile. La rigidità dell'anello, la rigidità combinata del mandrino, del portautensili, dell'utensile da taglio e del setup del pezzo, deve in genere superare i 200 N/μm per lavori con tolleranze strette.
I sistemi di compensazione termica monitorano e correggono attivamente la crescita termica nelle strutture della macchina. Gli encoder lineari forniscono un feedback di posizione in tempo reale, mentre i sensori di temperatura in tutta la macchina consentono la modellazione termica predittiva per la compensazione dimensionale.
Selezione e geometria degli utensili da taglio
La selezione degli utensili per la lavorazione con tolleranze strette privilegia la rigidità, la resistenza all'usura e la stabilità termica rispetto alle massime velocità di rimozione del materiale. Gli utensili in metallo duro con geometrie ottimizzate riducono al minimo le forze di taglio fornendo al contempo una coerenza prolungata della durata dell'utensile.
Il diametro della fresa influisce direttamente sulla deflessione: raddoppiare il diametro aumenta la rigidità di 16 volte (relazione di quarta potenza). Tuttavia, gli utensili più grandi richiedono una maggiore potenza del mandrino e potrebbero non adattarsi ai vincoli geometrici delle caratteristiche della parte.
| Diametro utensile (mm) | Rapporto lunghezza/diametro | DOC massimo (mm) | Deflessione tipica (μm) |
|---|---|---|---|
| 6.0 | 3:1 | 0.5 | 2.1 |
| 10.0 | 3:1 | 1.0 | 0.8 |
| 16.0 | 3:1 | 2.0 | 0.2 |
| 20.0 | 3:1 | 3.0 | 0.1 |
I rivestimenti degli utensili da taglio svolgono un ruolo cruciale nella coerenza dimensionale. I rivestimenti TiAlN offrono un'eccellente resistenza all'usura e stabilità termica fino a 800°C, mantenendo i taglienti affilati più a lungo per una finitura superficiale e una precisione dimensionale costanti.
Strategie di fissaggio e bloccaggio del pezzo
I sistemi di bloccaggio del pezzo per la lavorazione con tolleranze strette devono fornire un supporto rigido riducendo al minimo le sollecitazioni indotte che potrebbero causare la distorsione della parte. La filosofia di progettazione del dispositivo di fissaggio passa dalla massima forza di serraggio alla distribuzione ottimizzata delle sollecitazioni.
I sistemi di bloccaggio idraulico offrono forze di serraggio precise e ripetibili con un'eccellente rigidità. Le tipiche pressioni di serraggio di 50-70 bar forniscono un'adeguata potenza di tenuta senza vincolare eccessivamente le sezioni a parete sottile che potrebbero flettersi sotto una forza eccessiva.
La localizzazione a sei punti seguendo il principio 3-2-1 garantisce un vincolo cinematico senza definire eccessivamente la posizione del pezzo. Le superfici di riferimento primarie richiedono un'area di contatto minima di 20 mm² per la stabilità, mentre i riferimenti secondari e terziari necessitano di una progressiva riduzione dei punti di contatto per evitare un vincolo eccessivo.
Per risultati di alta precisione, Richiedi il tuo preventivo personalizzato entro 24 ore da Microns Hub.
Le morse morbide personalizzate lavorate in situ forniscono un supporto ottimale per la parte adattandosi a geometrie complesse. Le morse vengono sgrossate, montate sul dispositivo di fissaggio, quindi rifinite alle dimensioni finali utilizzando lo stesso setup che lavorerà le parti di produzione.
Controlli ambientali e gestione termica
Il controllo della temperatura rappresenta il fattore ambientale più critico per la lavorazione con tolleranze strette. Un ambiente controllato mantiene dimensioni coerenti durante tutto il processo di lavorazione e le successive operazioni di misurazione.
Il controllo della temperatura dell'officina entro ±1°C consente un comportamento di espansione termica prevedibile. Per le applicazioni critiche, il controllo della temperatura entro ±0,5°C fornisce un margine aggiuntivo per la stabilità dimensionale. Ciò richiede sistemi HVAC industriali con controllo della temperatura specifico per zona e monitoraggio continuo.
La gestione della temperatura del fluido da taglio previene gli shock termici e mantiene prestazioni costanti dell'utensile. Le temperature del fluido mantenute entro ±2°C rispetto all'ambiente prevengono i gradienti termici che potrebbero indurre la distorsione della parte. L'erogazione di refrigerante ad alto volume e bassa pressione (200-400 L/min) fornisce un'efficace rimozione del calore senza forze di taglio eccessive.
Il precondizionamento della macchina prevede il funzionamento dei mandrini e degli azionamenti di avanzamento attraverso cicli di movimento rappresentativi prima della lavorazione di produzione. Ciò stabilizza le temperature dei cuscinetti e i modelli di crescita termica, eliminando la deriva dimensionale comune nelle condizioni di avvio a freddo.
Ottimizzazione dei parametri di processo
I parametri di taglio per la lavorazione con tolleranze strette privilegiano la precisione dimensionale e l'integrità superficiale rispetto alla massima produttività. I parametri conservativi garantiscono prestazioni costanti dell'utensile durante i cicli di vita estesi dell'utensile.
Le velocità superficiali in genere funzionano al 20-30% al di sotto delle raccomandazioni massime per la combinazione materiale/utensile. Per Al 6061-T6 con utensili in metallo duro non rivestiti, le velocità superficiali ottimali variano da 150-200 m/min rispetto alle capacità massime vicino a 300 m/min.
Le velocità di avanzamento bilanciano i requisiti di finitura superficiale con la generazione di forza di taglio. Gli avanzamenti ottimali mantengono la formazione continua di trucioli riducendo al minimo la deflessione dell'utensile. Per tolleranze di ±0,005 mm, gli avanzamenti in genere variano da 0,05-0,15 mm/dente a seconda del diametro dell'utensile e della geometria della parte.
| Materiale | Velocità di taglio (m/min) | Avanzamento (mm/dente) | DOC assiale (mm) | DOC radiale (mm) |
|---|---|---|---|---|
| Al 6061-T6 | 150-200 | 0.08-0.12 | 3-5 | 0.2-0.5 |
| Acciaio 4140 | 80-120 | 0.05-0.10 | 2-4 | 0.1-0.3 |
| Inossidabile 316L | 60-100 | 0.05-0.08 | 1-3 | 0.1-0.2 |
| Titanio Ti-6Al-4V | 40-80 | 0.03-0.06 | 1-2 | 0.05-0.15 |
La fresatura in concordanza fornisce una finitura superficiale e una precisione dimensionale superiori per lavori con tolleranze strette. L'azione di taglio tira il pezzo nel dispositivo di fissaggio anziché sollevarlo, mantenendo un posizionamento coerente durante tutto il ciclo di lavorazione.
Controllo qualità e protocolli di misurazione
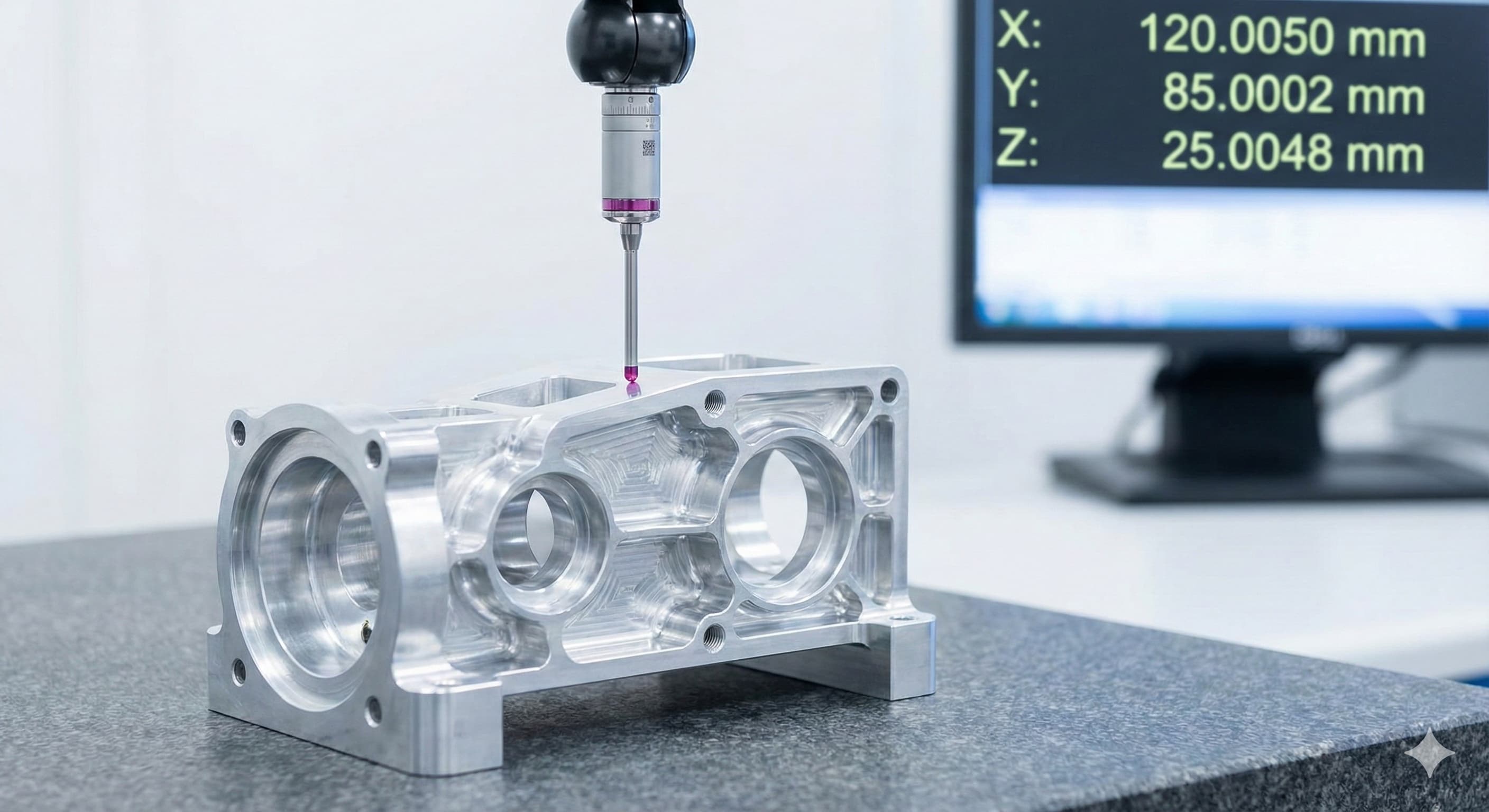
Le strategie di misurazione per tolleranze di ±0,005 mm richiedono strumenti con una precisione almeno 10 volte migliore della tolleranza da verificare. Ciò richiede macchine di misura a coordinate (CMM) con una precisione volumetrica migliore di ±0,0005 mm sull'inviluppo di misurazione.
L'immersione termica garantisce la precisione della misurazione consentendo alle parti di stabilizzarsi alla temperatura ambiente di misurazione. La pratica standard richiede tempi di immersione minimi di 4 ore per le parti in alluminio, con 8 ore di immersione per i componenti in acciaio a causa della minore conduttività termica.
I budget di incertezza di misurazione tengono conto di tutte le fonti di errore, tra cui la calibrazione dello strumento, gli effetti ambientali, il setup della parte e la tecnica dell'operatore. L'incertezza di misurazione combinata non deve superare il 20% della tolleranza da verificare: incertezza massima di ±0,001 mm per tolleranze di ±0,005 mm.
Quando ordini da Microns Hub, trai vantaggio da relazioni dirette con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio di servizio personalizzato significano che ogni progetto riceve l'attenzione ai dettagli che merita, con una documentazione completa a supporto di ogni verifica dimensionale.
Tecniche avanzate per la precisione estrema
La lavorazione a filo (Electrical Discharge Machining) offre capacità dimensionali superiori alla lavorazione convenzionale per geometrie specifiche. La lavorazione a filo raggiunge regolarmente tolleranze di ±0,002 mm su contorni complessi mantenendo eccellenti caratteristiche di finitura superficiale.
La lavorazione multi-asse consente la fabbricazione completa della parte in setup singoli, eliminando le tolleranze di accumulo da più operazioni. I centri di lavoro a cinque assi con una precisione dell'asse rotativo migliore di ±2 secondi d'arco consentono geometrie complesse mantenendo tolleranze strette in tutto.
I sistemi di misurazione in-process monitorano le dimensioni durante le operazioni di lavorazione, consentendo la compensazione in tempo reale per l'usura dell'utensile e gli effetti termici. I sistemi di misurazione laser e le sonde a contatto forniscono feedback per algoritmi di controllo adattivo che mantengono le dimensioni entro le specifiche.
Per le applicazioni che richiedono sia lavorazioni di precisione che produzione di volume, i nostri servizi di produzione completi includono capacità specializzate per lavori con tolleranze strette insieme a metodi di produzione ad alto volume.
Considerazioni sui costi e ottimizzazione economica
La lavorazione con tolleranze strette comporta significativi premi di costo rispetto al lavoro con tolleranze standard. Comprendere questi fattori di costo consente decisioni di progettazione informate che bilanciano i requisiti di prestazione con i vincoli economici.
I costi di setup aumentano notevolmente per i lavori con tolleranze strette a causa del fissaggio specializzato, dei tempi di setup più lunghi e degli estesi requisiti di ispezione del primo articolo. I costi di setup in genere rappresentano il 40-60% del costo totale del lavoro per piccole quantità, rispetto al 15-25% per il lavoro con tolleranze standard.
I tempi del ciclo di lavorazione aumentano a causa dei parametri di taglio conservativi, delle passate di finitura aggiuntive e delle potenziali ispezioni a metà ciclo. Prevedete tempi di ciclo 2-3 volte più lunghi rispetto alla lavorazione con tolleranze standard per geometrie simili.
| Intervallo di tolleranza | Moltiplicatore tempo di impostazione | Moltiplicatore tempo ciclo | Impatto costo totale |
|---|---|---|---|
| ±0.1mm (Standard) | 1.0x | 1.0x | Base di riferimento |
| ±0.02mm | 1.5x | 1.8x | 2.2x |
| ±0.01mm | 2.2x | 2.8x | 3.8x |
| ±0.005mm | 3.5x | 4.2x | 6.5x |
I costi di controllo qualità aumentano significativamente a causa delle attrezzature di misurazione specializzate, dei tempi di ispezione prolungati e dei requisiti di documentazione completi. I soli costi di ispezione CMM possono rappresentare il 15-25% del costo totale di produzione per le parti con tolleranze strette.
Linee guida di progettazione per la producibilità
L'ottimizzazione del progetto per la producibilità con tolleranze strette richiede la comprensione dell'interazione tra i requisiti geometrici e i vincoli di produzione. Le corrette decisioni di progettazione prese nelle prime fasi del processo di sviluppo possono ridurre drasticamente i costi di produzione migliorando al contempo i risultati di qualità.
L'accessibilità delle caratteristiche influisce sia sulla realizzabilità della tolleranza che sui costi. Le caratteristiche interne che richiedono utensili lunghi e di piccolo diametro affrontano significative sfide di deflessione. Ove possibile, progettate caratteristiche accessibili con utensili corti e rigidi o considerate approcci di lavorazione multi-lato.
Le specifiche del raggio d'angolo devono riflettere le capacità dell'utensile piuttosto che i requisiti puramente funzionali. Gli angoli interni inferiori a 0,5 mm di raggio richiedono micro utensili specializzati con rigidità limitata. I raggi d'angolo standard della fresa di 0,1-0,2 mm forniscono un buon compromesso tra funzionalità e producibilità.
La nostra esperienza nella verifica CAD e nell'analisi di producibilità aiuta a identificare potenziali problemi prima che inizi la produzione, risparmiando tempo e riducendo i costi garantendo al contempo che l'intento del vostro progetto sia correttamente realizzato nei componenti finali.
Integrazione con altri processi di produzione
La lavorazione con tolleranze strette spesso rappresenta un passo in una sequenza di produzione multi-processo. Comprendere come la lavorazione si integra con altri processi garantisce risultati complessivi ottimali e previene problemi a valle.
Le operazioni di trattamento termico possono introdurre variazioni dimensionali che devono essere compensate nella sequenza di lavorazione. Le distorsioni post-trattamento termico in genere variano da 0,01-0,05 mm a seconda della geometria della parte e del materiale, richiedendo operazioni di finitura dopo la lavorazione termica.
I trattamenti superficiali come l'anodizzazione aggiungono uno spessore di 0,005-0,015 mm alle parti in alluminio, richiedendo una compensazione nelle dimensioni pre-trattamento. L'anodizzazione dura può aggiungere fino a 0,025 mm per superficie, influenzando significativamente le caratteristiche con tolleranze strette.
Per le applicazioni che richiedono componenti in plastica con inserti metallici, i nostri servizi di stampaggio a iniezione possono ospitare inserti metallici lavorati con precisione con tolleranze mantenute durante il processo di sovrastampaggio, creando componenti ibridi che sfruttano i punti di forza di entrambi i materiali.
Domande frequenti
Quale precisione della macchina utensile è richiesta per ottenere costantemente tolleranze delle parti di ±0,005 mm?
Le macchine utensili devono dimostrare una precisione di posizionamento migliore di ±0,0025 mm e una ripetibilità entro ±0,001 mm. Ciò fornisce un margine adeguato per la variazione del processo, l'usura dell'utensile e gli effetti termici mantenendo al contempo la tolleranza target.
In che modo la selezione del materiale influisce sulla capacità di ottenere tolleranze strette?
Il coefficiente di espansione termica del materiale e l'omogeneità microstrutturale sono fattori critici. Al 6061-T6 offre un'eccellente stabilità dimensionale grazie alla tempra uniforme e alla buona conduttività termica, mentre i gradi a lavorazione libera possono avere proprietà meno coerenti che influiscono sulle dimensioni finali.
Quali controlli ambientali sono necessari per la lavorazione con tolleranze di ±0,005 mm?
Il controllo della temperatura entro ±1°C è essenziale, con ±0,5°C preferito per le applicazioni critiche. Il controllo dell'umidità tra il 45-55% di umidità relativa previene problemi di condensa e potrebbe essere necessario l'isolamento dalle vibrazioni negli stabilimenti vicino a macchinari pesanti o trasporti.
In che modo gli errori di deflessione dell'utensile da taglio influiscono sulle capacità di tolleranza stretta?
La deflessione dell'utensile segue la relazione L³/D⁴, dove la deflessione aumenta con il cubo della lunghezza e diminuisce con la quarta potenza del diametro. Una fresa in metallo duro lunga 25 mm e con un diametro di 6 mm può flettere di 0,003 mm sotto le tipiche forze di taglio, consumando il 60% del budget di tolleranza di ±0,005 mm.
Quale incertezza di misurazione è accettabile per la verifica di tolleranze di ±0,005 mm?
L'incertezza di misurazione non deve superare il 20% della tolleranza da verificare, richiedendo un'incertezza massima di ±0,001 mm per tolleranze di ±0,005 mm. Ciò richiede una precisione CMM migliore di ±0,0005 mm e un corretto controllo della temperatura durante la misurazione.
Di quanto aumentano i tempi di setup e di ciclo per i lavori con tolleranze strette?
I tempi di setup in genere aumentano di 3,5 volte a causa del fissaggio specializzato e dell'ampia verifica del setup. I tempi di ciclo aumentano di 4,2 volte a causa dei parametri di taglio conservativi e delle passate di finitura aggiuntive, con un conseguente impatto sui costi complessivi di circa 6,5 volte il lavoro con tolleranze standard.
La lavorazione a filo può ottenere tolleranze migliori rispetto alla lavorazione convenzionale per geometrie complesse?
La lavorazione a filo raggiunge regolarmente tolleranze di ±0,002 mm su contorni complessi con un'eccellente finitura superficiale. Tuttavia, è limitata alle geometrie passanti e ha velocità di rimozione del materiale più lente, il che la rende adatta per applicazioni specifiche in cui la lavorazione convenzionale affronta vincoli geometrici.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece