Da STEP a G-Code: Come Verifichiamo la Producibilità del Tuo CAD
La conversione di file CAD in parti producibili richiede una verifica rigorosa in ogni fase della pipeline da STEP a G-code. Presso Microns Hub, abbiamo sviluppato protocolli sistematici che individuano i problemi di progettazione prima che diventino costosi errori di produzione, garantendo che i tuoi componenti soddisfino sia le specifiche dimensionali che i vincoli di produzione.
Il nostro processo di verifica integra l'analisi geometrica, la validazione delle proprietà dei materiali e l'ottimizzazione del percorso utensile per fornire parti che corrispondano alle tue intenzioni ingegneristiche, mantenendo al contempo la redditività e i tempi di consegna.
- La validazione dei file STEP identifica anomalie geometriche e superfici non manifold che potrebbero compromettere la precisione della lavorazione
- L'analisi DFM valuta l'accessibilità delle feature, le distanze degli utensili e le sequenze di lavorazione ottimali prima che inizi la programmazione
- La verifica del G-code simula le condizioni di taglio effettive per prevenire collisioni, ottimizzare i tempi di ciclo e garantire la conformità dimensionale
- Le regolazioni specifiche per il materiale tengono conto dell'espansione termica, dell'incrudimento e delle variazioni della forza di taglio durante la produzione
Analisi dei File STEP e Validazione Geometrica
Il fondamento di una produzione affidabile inizia con un'analisi completa dei file STEP. Il nostro team di ingegneri esegue una validazione multistrato utilizzando software di analisi CAD specializzato che esamina l'integrità geometrica, la continuità della superficie e la coerenza dimensionale rispetto alle tolleranze di produzione.
I file STEP (Standard for the Exchange of Product Data) spesso contengono sottili problemi geometrici invisibili nei visualizzatori CAD standard. Bordi non manifold, superfici autointersecanti e spazi microscopici tra facce adiacenti possono causare guasti catastrofici durante la generazione del G-code. Impieghiamo algoritmi automatizzati di riparazione geometrica seguiti da una verifica manuale per garantire che ogni superficie sia producibile.
La validazione della normale della superficie è particolarmente critica per geometrie complesse. Le normali invertite possono causare errori di calcolo del percorso utensile, portando a sgorbie o rimozione incompleta del materiale. Il nostro processo di validazione controlla la coerenza normale su tutte le superfici, identificando e correggendo i problemi di orientamento prima che inizi la lavorazione.
| Controllo di convalida | Intervallo di tolleranza | Impatto in caso di fallimento | Metodo di correzione |
|---|---|---|---|
| Continuità della superficie | ±0.001 mm | Deviazioni del percorso utensile | Algoritmi di riparazione della superficie |
| Orientamento normale | Coerenza vettoriale | Scalfiture o materiale mancante | Correzione normale manuale |
| Connettività dei bordi | Tolleranza di gap zero | Errore di generazione del codice G | Ricostruzione dei bordi |
| Precisione dimensionale | ±0.01 mm | Rifiuto del pezzo | Ridimensionamento/correzione della geometria |
La verifica della coerenza delle unità previene errori di scala che affliggono le collaborazioni internazionali. Una parte progettata in pollici ma importata come millimetri si traduce in componenti 25,4 volte più piccoli del previsto. I nostri protocolli di validazione rilevano automaticamente le discrepanze di unità e le segnalano per la revisione ingegneristica prima che l'elaborazione continui.
Valutazione della Progettazione per la Fabbricabilità
La valutazione DFM trasforma i progetti teorici in soluzioni di produzione pratiche. La nostra valutazione si concentra sull'accessibilità delle feature, sui requisiti di spazio libero per gli utensili e sulle sequenze di lavorazione ottimali che riducono al minimo le modifiche di impostazione mantenendo la precisione dimensionale.
Gli angoli interni acuti presentano immediate sfide di producibilità. Le frese creano angoli arrotondati con raggi minimi pari alla metà del diametro dell'utensile. Le feature che richiedono raggi interni di 0,5 mm richiedono micro-utensili specializzati che aumentano significativamente i tempi di ciclo e i costi. Raccomandiamo modifiche al progetto che si adattino agli utensili standard preservando al contempo i requisiti funzionali.
L'analisi del rapporto d'aspetto valuta la relazione tra profondità e larghezza della feature. Le fessure strette e profonde con rapporti d'aspetto superiori a 5:1 richiedono utensili speciali a lungo raggio e creano sfide con l'evacuazione dei trucioli e il controllo delle vibrazioni. Per le feature a tasca profonda, raccomandiamo modifiche al progetto che migliorino l'accesso all'utensile e riducano le forze di lavorazione.
La valutazione dello spessore della parete garantisce l'integrità strutturale durante le operazioni di lavorazione. Le feature a parete sottile possono flettersi sotto le forze di serraggio o i carichi di taglio, causando deviazioni dimensionali e potenziali danni alla parte. Le raccomandazioni sullo spessore minimo della parete variano in base al materiale, ma in genere vanno da 1,0 mm per le leghe di alluminio a 2,0 mm per i componenti in acciaio.
Considerazioni di Progettazione Specifiche per il Materiale
Materiali diversi impongono vincoli di produzione unici che influenzano le raccomandazioni di progettazione. L'alluminio 6061-T6 offre un'eccellente lavorabilità con un incrudimento minimo, consentendo parametri di taglio aggressivi e il raggiungimento di tolleranze strette. Tuttavia, il suo modulo elastico relativamente basso (69 GPa) richiede un'attenta considerazione della deflessione sotto le forze di lavorazione.
L'acciaio inossidabile 316L presenta sfide con l'incrudimento durante le operazioni di taglio. Le feature che richiedono passaggi multipli o tagli interrotti possono sviluppare strati superficiali induriti che accelerano l'usura dell'utensile e compromettono la finitura superficiale. La nostra analisi DFM identifica questi potenziali problemi e raccomanda modifiche al progetto o strategie di utensili specializzate.
| Materiale | Spessore minimo della parete | Rapporto di aspetto massimo | Limite del raggio interno | Capacità di tolleranza |
|---|---|---|---|---|
| Al 6061-T6 | 1.0 mm | 8:1 | 0.2 mm | ±0.025 mm |
| SS 316L | 1.5 mm | 6:1 | 0.3 mm | ±0.05 mm |
| Ti 6Al-4V | 2.0 mm | 4:1 | 0.5 mm | ±0.075 mm |
| Inconel 718 | 2.5 mm | 3:1 | 0.8 mm | ±0.1 mm |
Programmazione CAM e Ottimizzazione del Percorso Utensile
La programmazione di produzione assistita da computer (CAM) traduce la geometria verificata in percorsi utensile ottimizzati che bilanciano tempo di ciclo, durata dell'utensile e precisione dimensionale. Il nostro approccio di programmazione considera le proprietà del materiale, i vincoli di fissaggio e le capacità della macchina per generare strategie di taglio efficienti.
Le operazioni di sgrossatura rimuovono il materiale in eccesso utilizzando parametri di taglio aggressivi lasciando al contempo tolleranze di materiale costanti per le passate di finitura. In genere manteniamo una tolleranza di materiale di 0,2-0,5 mm a seconda della geometria della feature e dei requisiti di tolleranza. Le strategie di svuotamento adattivo variano le velocità di avanzamento e le distanze di passata in base all'impegno del materiale, riducendo le forze di taglio e prolungando la durata dell'utensile.
Le operazioni di semifinitura creano condizioni superficiali uniformi per le passate finali affrontando al contempo le transizioni geometriche tra le feature. Queste operazioni sono particolarmente critiche per superfici 3D complesse in cui i cambiamenti normali della superficie richiedono un'attenta attenzione all'orientamento dell'utensile e alla direzione di taglio.
Le passate di finitura raggiungono le dimensioni finali e i requisiti di superficie utilizzando parametri di taglio ottimizzati. La selezione dell'utensile bilancia i requisiti di finitura superficiale con gli obiettivi di produttività. Le frese in metallo duro con rivestimenti specializzati possono raggiungere finiture superficiali di Ra 0,8 μm o migliori nelle leghe di alluminio, mantenendo al contempo tempi di ciclo ragionevoli.
Strategie Avanzate del Percorso Utensile
Le tecniche di lavorazione ad alta velocità (HSM) consentono l'elaborazione efficiente di geometrie complesse mantenendo al contempo la precisione dimensionale. Le strategie HSM utilizzano leggere profondità di taglio assiali (in genere 0,1-0,3 mm) combinate con elevate velocità di avanzamento per mantenere carichi di truciolo ottimali riducendo al minimo le forze di taglio.
I modelli di fresatura trocoidale creano percorsi utensile fluidi e continui che eliminano i bruschi cambiamenti di direzione e riducono i cicli di accelerazione/decelerazione della macchina. Questi modelli sono particolarmente efficaci per le operazioni di scanalatura e la lavorazione di tasche profonde in cui i percorsi utensile convenzionali creerebbero forze di taglio eccessive.
Per risultati di alta precisione, Richiedi un preventivo gratuito e ottieni i prezzi in 24 ore da Microns Hub.
L'orientamento della fresatura in salita offre una finitura superficiale e una precisione dimensionale superiori rispetto alla fresatura convenzionale. L'azione di taglio spinge il pezzo contro il dispositivo di fissaggio anziché sollevarlo, riducendo le vibrazioni e migliorando la qualità della superficie. Tuttavia, la compensazione del gioco della macchina deve essere calibrata correttamente per prevenire problemi di innesto dell'utensile.
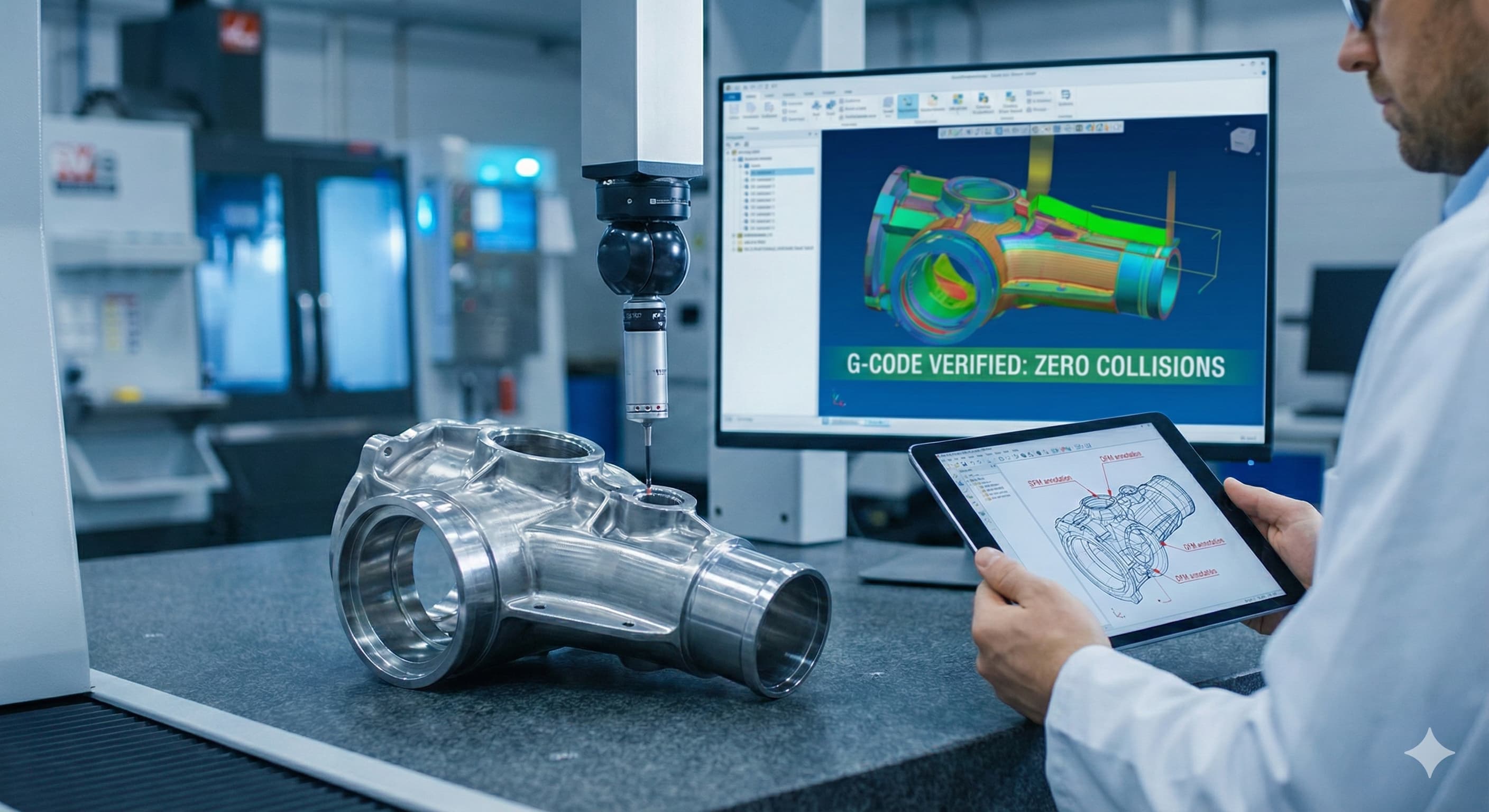
Verifica e Simulazione del G-Code
La verifica del G-code rappresenta il gate di qualità finale prima che inizi la lavorazione fisica. Il nostro software di simulazione crea rappresentazioni virtuali delle operazioni di taglio che identificano potenziali collisioni, verificano la precisione dimensionale e ottimizzano i tempi di ciclo.
Gli algoritmi di rilevamento delle collisioni controllano le distanze degli utensili durante l'intero ciclo di lavorazione, inclusi i movimenti di posizionamento rapido e i cambi utensile. La simulazione considera la geometria effettiva della macchina, comprese le dimensioni del mandrino, le configurazioni del portautensili e i dispositivi di fissaggio. Questo approccio completo previene costosi crash che potrebbero danneggiare l'attrezzatura o compromettere la qualità della parte.
La verifica dimensionale confronta la geometria della parte simulata con le specifiche CAD originali. La simulazione tiene conto della deflessione dell'utensile, degli effetti termici e delle variazioni della forza di taglio per prevedere le dimensioni finali della parte con una precisione di ±0,005 mm. Questa capacità predittiva consente regolazioni del processo prima che inizi la lavorazione.
L'ottimizzazione del tempo di ciclo bilancia gli obiettivi di produttività con i requisiti di qualità. La simulazione identifica le opportunità per aumentare le velocità di avanzamento durante le operazioni meno critiche mantenendo al contempo parametri conservativi per le feature critiche per la tolleranza. L'ottimizzazione tipica si traduce in riduzioni del tempo di ciclo del 15-25% senza compromettere la qualità.
| Parametro di simulazione | Tolleranza di verifica | Precisione tipica | Intervallo di regolazione |
|---|---|---|---|
| Precisione dimensionale | ±0.01 mm | ±0.005 mm | Compensazione ±0.002 mm |
| Finitura superficiale | Ra 1.6 μm | Ra 0.8 μm | Variazione ±0.4 μm |
| Tempo ciclo | Varianza ±5% | Varianza ±2% | Potenziale di ottimizzazione 10-30% |
| Durata dell'utensile | Previsione ±10% | Previsione ±5% | Possibile miglioramento del 20-50% |
Simulazione della Rimozione del Materiale
La simulazione avanzata della rimozione del materiale tiene traccia delle condizioni di taglio durante l'intero ciclo di lavorazione, identificando le aree di carico eccessivo dell'utensile o di innesto insufficiente del materiale. Questa analisi è particolarmente preziosa per superfici 3D complesse in cui le condizioni di taglio variano continuamente.
Gli algoritmi di previsione della forza di taglio considerano le proprietà del materiale, la geometria dell'utensile e i parametri di taglio per stimare le forze di lavorazione durante ogni operazione. Le aree ad alta forza ricevono un'attenzione speciale per garantire un fissaggio adeguato e prevenire la distorsione della parte durante la lavorazione.
L'analisi termica prevede la generazione e la distribuzione del calore durante le operazioni di taglio. Temperature eccessive possono causare espansione termica che compromette la precisione dimensionale o l'incrudimento che accelera l'usura dell'utensile. La simulazione identifica le aree ad alta temperatura e raccomanda strategie di raffreddamento o regolazioni dei parametri.
Integrazione del Controllo Qualità
L'integrazione del controllo qualità garantisce che le parti fabbricate soddisfino le specifiche attraverso la misurazione sistematica e la convalida del processo. I nostri protocolli di qualità combinano il monitoraggio in-process con l'ispezione post-lavorazione per mantenere risultati coerenti su tutte le quantità di produzione.
I metodi di controllo statistico del processo (SPC) tengono traccia delle caratteristiche dimensionali chiave durante le tirature di produzione. Le carte di controllo identificano la deriva del processo prima che le parti escano dai limiti delle specifiche, consentendo regolazioni proattive che prevengono parti difettose. In genere raggiungiamo valori Cpk di 1,33 o superiori per le dimensioni critiche.
L'ispezione con macchina di misura a coordinate (CMM) fornisce una convalida dimensionale completa per geometrie complesse. La nostra programmazione genera routine di ispezione automatizzate che misurano le feature critiche riducendo al minimo i tempi di impostazione. La precisione di ispezione tipica è di ±0,002 mm con una ripetibilità di ±0,001 mm.
Quando ordini da Microns Hub, trai vantaggio da relazioni dirette con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di marketplace. Il nostro approccio integrato alla verifica della progettazione, all'ottimizzazione della produzione e alla garanzia della qualità offre risultati coerenti che soddisfano i tuoi requisiti ingegneristici mantenendo al contempo tempi di consegna competitivi.
Tracciabilità e Documentazione
Pacchetti di documentazione completi accompagnano ogni componente fabbricato, fornendo la piena tracciabilità dalla certificazione della materia prima ai risultati dell'ispezione finale. Le certificazioni dei materiali verificano la chimica e le proprietà meccaniche secondo gli standard applicabili come ASTM B209 per la lamiera di alluminio o ASTM A240 per la lamiera di acciaio inossidabile.
I rapporti di ispezione del primo articolo (FAI) documentano la conformità dimensionale per le parti di produzione iniziali. Questi rapporti includono i valori misurati effettivi per tutte le dimensioni specificate, le misurazioni della finitura superficiale e la verifica delle proprietà del materiale. L'approvazione FAI stabilisce la linea di base di produzione per le successive quantità di produzione.
La documentazione di controllo del processo registra i parametri di taglio, l'utilizzo degli utensili e i tempi di ciclo per ogni parte fabbricata. Queste informazioni consentono la rapida ricreazione del processo per ordini ripetuti e forniscono dati preziosi per iniziative di miglioramento continuo.
Integrazione con i Servizi di Produzione
I nostri protocolli di verifica si integrano perfettamente con i nostri servizi di produzione per fornire soluzioni complete per componenti complessi. Le parti multi-operazione che richiedono sia la lavorazione CNC che i servizi di fabbricazione di lamiere beneficiano di una pianificazione coordinata che ottimizza la sequenza di produzione completa.
Le considerazioni sull'assemblaggio influenzano le raccomandazioni di progettazione delle singole parti. I componenti che richiedono accoppiamenti forzati, elementi di fissaggio filettati o giunti saldati ricevono un'analisi specializzata per garantire una corretta vestibilità e funzionalità. L'analisi dell'accumulo di tolleranze previene problemi di interferenza che potrebbero compromettere le operazioni di assemblaggio.
Le operazioni secondarie come il trattamento termico, il rivestimento superficiale o i processi di finitura vengono prese in considerazione durante la verifica iniziale del progetto. Queste operazioni possono influire sulle dimensioni della parte attraverso l'espansione termica, l'accumulo dello spessore del rivestimento o la rimozione del materiale durante la finitura. Il nostro processo di verifica tiene conto di questi effetti per garantire che le parti finali soddisfino le specifiche.
Strategie di Ottimizzazione dei Costi
L'ottimizzazione dei costi inizia durante la fase di verifica attraverso modifiche al progetto che riducono la complessità della produzione senza compromettere la funzionalità. Semplici modifiche come l'aumento dei raggi degli angoli, la regolazione delle posizioni dei fori per le dimensioni standard delle punte o la modifica dei requisiti di finitura superficiale possono ridurre significativamente i costi di produzione.
L'analisi dell'utilizzo del materiale identifica le opportunità per ridurre al minimo gli sprechi attraverso l'orientamento ottimale della parte e le strategie di nesting. Per i componenti di ingranaggi di precisione e parti simili di alto valore, i risparmi di materiale del 15-30% sono spesso raggiungibili attraverso un'attenta pianificazione.
La standardizzazione degli utensili riduce la complessità dell'impostazione e i requisiti di inventario. Il nostro processo di verifica identifica le opportunità per utilizzare utensili standard su più feature, riducendo i tempi di ciclo e semplificando i requisiti di programmazione.
| Categoria di ottimizzazione | Riduzione dei costi tipica | Complessità di implementazione | Impatto sulla qualità |
|---|---|---|---|
| Semplificazione del design | 15-25% | Bassa | Neutro o positivo |
| Ottimizzazione del materiale | 10-20% | Media | Neutro |
| Standardizzazione degli utensili | 8-15% | Media | Neutro |
| Integrazione dei processi | 12-30% | Alta | Positivo |
Domande Frequenti
Come gestite i file STEP con geometria mancante o danneggiata?
Utilizziamo algoritmi di riparazione automatizzati combinati con tecniche di ricostruzione manuale per riparare i difetti geometrici. Il nostro processo include la ricostruzione della superficie per le facce mancanti, il ripristino della connettività dei bordi e la correzione del vettore normale. Se la riparazione non è possibile, forniamo feedback dettagliati con modifiche di progettazione consigliate per risolvere i problemi.
Quali capacità di tolleranza potete raggiungere con materiali diversi?
Le capacità di tolleranza dipendono dalle proprietà del materiale, dalla geometria della parte e dai processi di produzione. Per l'alluminio 6061-T6, raggiungiamo regolarmente ±0,025 mm sulle feature lavorate. L'acciaio inossidabile 316L in genere raggiunge ±0,05 mm, mentre i materiali più impegnativi come l'Inconel 718 sono mantenuti a ±0,1 mm. Tolleranze più strette sono possibili con utensili specializzati e operazioni aggiuntive.
Come verificate l'accuratezza del percorso utensile prima della lavorazione?
Il nostro processo di verifica del G-code utilizza un software di simulazione avanzato che modella l'intero processo di lavorazione, inclusa la deflessione dell'utensile, le forze di taglio e gli effetti termici. La simulazione confronta la geometria della parte prevista con le specifiche CAD con una precisione di ±0,005 mm, consentendo l'ottimizzazione del processo prima che inizi la lavorazione fisica.
Quali modifiche al progetto consigliate per la riduzione dei costi?
Le modifiche comuni per la riduzione dei costi includono l'aumento dei raggi degli angoli interni per ospitare utensili più grandi, la regolazione delle dimensioni dei fori ai diametri standard delle punte, la riduzione dei requisiti di finitura superficiale ove possibile e la modifica dell'orientamento della parte per ridurre al minimo lo spreco di materiale. Forniamo raccomandazioni dettagliate che mantengono la funzionalità riducendo al contempo la complessità della produzione.
Come gestite le parti che richiedono più processi di produzione?
I componenti multi-processo ricevono una pianificazione coordinata che ottimizza la sequenza di produzione completa. Consideriamo gli effetti dell'accumulo di tolleranze, i cambiamenti delle proprietà del materiale dal trattamento termico e le variazioni dimensionali dalle operazioni secondarie. Il nostro approccio integrato garantisce che tutti i processi lavorino insieme per soddisfare le specifiche finali della parte.
Quale documentazione di qualità fornite con le parti fabbricate?
I pacchetti di documentazione completi includono certificazioni dei materiali, rapporti di ispezione dimensionale, misurazioni della finitura superficiale e documentazione di ispezione del primo articolo (FAI) quando richiesto. Forniamo anche record di controllo del processo che mostrano i parametri di taglio, l'utilizzo degli utensili e i tempi di ciclo per la piena tracciabilità.
Come ottimizzate i tempi di ciclo mantenendo la qualità?
L'ottimizzazione del tempo di ciclo utilizza strategie avanzate del percorso utensile come lo svuotamento adattivo, la fresatura trocoidale e le tecniche di lavorazione ad alta velocità. Il nostro software di simulazione identifica le opportunità per aumentare le velocità di avanzamento durante le operazioni non critiche mantenendo al contempo parametri conservativi per le feature critiche per la tolleranza, ottenendo in genere riduzioni di tempo del 15-25% senza compromettere la qualità.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece