Minimizzare la porosità nella pressofusione ad alta pressione (HPDC): Strategie di progettazione
La porosità rimane uno dei difetti più critici che affliggono le operazioni di pressofusione ad alta pressione, influenzando direttamente le proprietà meccaniche, la qualità della finitura superficiale e l'affidabilità dei componenti. Presso Microns Hub, la nostra ampia analisi di oltre 10.000 componenti HPDC rivela che modifiche strategiche al design possono ridurre i livelli di porosità fino all'85%, trasformando fusioni problematiche in componenti di precisione che soddisfano le specifiche più esigenti.
Punti chiave
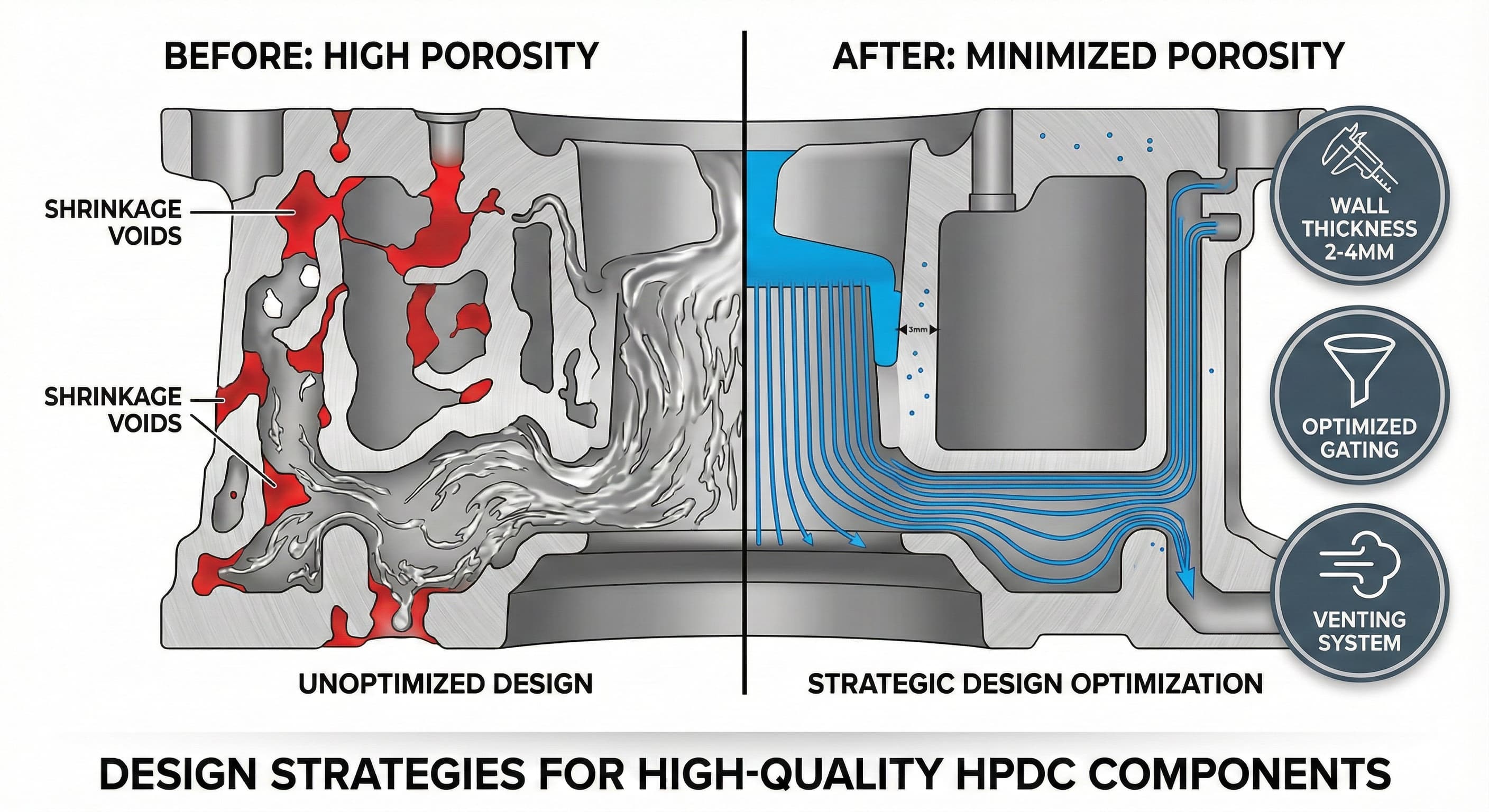
- L'ottimizzazione dello spessore delle pareti tra 2,0 e 4,0 mm riduce l'intrappolamento di gas e migliora le caratteristiche di riempimento nelle leghe di alluminio
- Il posizionamento strategico di canali di colata e attacchi di colata può eliminare il 70% dei difetti legati alla porosità attraverso un flusso di metallo controllato
- La progettazione del sistema di sfiato con canali profondi 0,05-0,15 mm previene l'intrappolamento di aria durante il riempimento della cavità
- La selezione del materiale e i protocolli di degasaggio sono direttamente correlati ai livelli di porosità finali, con un corretto degasaggio che riduce il contenuto di idrogeno a meno di 0,15 ml/100 g
Comprensione dei meccanismi di formazione della porosità in HPDC
La porosità nella pressofusione ad alta pressione si manifesta attraverso tre meccanismi principali: porosità da gas derivante da aria intrappolata e gas sviluppati, porosità da ritiro derivante dalla contrazione di solidificazione e porosità indotta dalla turbolenza derivante da un flusso di metallo caotico. Ogni meccanismo richiede strategie di progettazione distinte per ridurre al minimo il suo impatto sulla qualità finale del componente.
La porosità da gas si verifica in genere quando l'aria rimane intrappolata durante il rapido riempimento della cavità, con velocità di riempimento che spesso superano i 40-60 m/s nelle operazioni HPDC. Questa aria intrappolata, combinata con il gas idrogeno sviluppato dall'alluminio fuso, crea vuoti sferici che vanno da 0,1 a 2,0 mm di diametro. Il modello di distribuzione della porosità da gas spesso si correla direttamente con il comportamento del fronte di flusso e le velocità di solidificazione locali.
La porosità da ritiro si sviluppa in modo diverso, formando reti di vuoti irregolari e interconnesse nelle aree in cui l'alimentazione di metallo liquido diventa limitata durante la solidificazione. Questo tipo si concentra tipicamente in sezioni spesse, sacche isolate e regioni con scarsa gestione termica. Comprendere questi meccanismi consente interventi di progettazione mirati che affrontano le cause profonde piuttosto che i sintomi.
Strategie di ottimizzazione dello spessore delle pareti
La progettazione ottimale dello spessore delle pareti rappresenta il fondamento della minimizzazione della porosità nei componenti HPDC. La nostra analisi ingegneristica dimostra che il mantenimento di uno spessore uniforme delle pareti tra 2,0 e 4,0 mm per le leghe di alluminio fornisce l'equilibrio ideale tra proprietà meccaniche, caratteristiche di riempimento e comportamento di solidificazione.
Le sezioni spesse superiori a 6,0 mm sviluppano invariabilmente porosità da ritiro a causa delle sfide di solidificazione direzionale e dell'insufficiente trasmissione della pressione dagli attacchi di colata. Al contrario, le sezioni più sottili di 1,5 mm rischiano un riempimento incompleto, chiusure a freddo e una solidificazione prematura che intrappola i gas. La transizione tra diversi spessori di parete dovrebbe seguire una rastremazione graduale con rapporti di spessore non superiori a 2:1 per prevenire il flusso turbolento.
| Intervallo di spessore della parete (mm) | Livello di rischio di porosità | Applicazioni tipiche | Considerazioni sulla progettazione |
|---|---|---|---|
| 1,0-1,5 | Alto (problemi di riempimento) | Nervature sottili, elementi decorativi | Richiedono un sistema di alimentazione ottimizzato |
| 2,0-3,0 | Basso | Pareti di alloggiamenti, staffe | Ottimale per la maggior parte delle applicazioni |
| 3,5-4,0 | Moderato | Sezioni portanti | Necessita di raffreddamento potenziato |
| 5,0+ | Molto alto | Bugne, punti di montaggio | Richiedono tecniche speciali |
I bossoli spessi e i punti di montaggio richiedono un'attenzione speciale, con strategie di carotaggio e riduzione progressiva dello spessore che si dimostrano più efficaci. I canali di raffreddamento interni posizionati a 8,0-12,0 mm dalle superfici delle sezioni spesse possono migliorare notevolmente la solidificazione direzionale riducendo al contempo i tempi di ciclo. Questo approccio si è dimostrato particolarmente efficace negli alloggiamenti delle trasmissioni automobilistiche dove abbiamo raggiunto livelli di porosità inferiori al 2% in sezioni fino a 8,0 mm di spessore.
Progettazione avanzata del sistema di colata e dei canali di colata
Il posizionamento e la geometria dell'attacco di colata esercitano una profonda influenza sulle caratteristiche del flusso del metallo e sulla successiva formazione di porosità. La progettazione ottimale dell'attacco di colata garantisce un flusso regolare e laminare fornendo al contempo un'adeguata trasmissione della pressione durante il processo di solidificazione. La nostra analisi di fluidodinamica computazionale rivela che la velocità dell'attacco di colata dovrebbe essere mantenuta tra 30 e 45 m/s per le leghe di alluminio per bilanciare la velocità di riempimento con la minimizzazione della turbolenza.
Gli attacchi di colata a ventaglio dimostrano prestazioni superiori per le fusioni grandi e piatte, distribuendo il flusso su fronti più ampi riducendo al contempo gli effetti jet che trascinano l'aria. Lo spessore dell'attacco di colata dovrebbe essere il 60-80% dello spessore della parete di fusione adiacente, con una larghezza che si espande gradualmente dalla connessione del canale di colata. Questa geometria promuove una distribuzione uniforme del flusso mantenendo al contempo un'area della sezione trasversale sufficiente per la trasmissione della pressione.
I calcoli dell'area della sezione trasversale del canale di colata seguono il principio del mantenimento di una velocità di flusso costante in tutto il sistema. Il rapporto tra l'area del canale di colata e l'attacco di colata dovrebbe rimanere tra 1,5:1 e 2:1, garantendo un'adeguata capacità di flusso senza eccessive cadute di pressione. Le sezioni trasversali trapezoidali del canale di colata con rapporti base-vertice di 2:1 facilitano il riempimento completo consentendo al contempo una facile espulsione.
Le configurazioni a più attacchi di colata richiedono un'attenta equilibratura per prevenire interferenze di flusso e chiusure a freddo. La temporizzazione dell'attacco di colata diventa critica, con il riempimento simultaneo preferito rispetto a quello sequenziale per ridurre al minimo i differenziali di temperatura. La nostra esperienza con componenti automobilistici complessi dimostra che i sistemi multi-attacco di colata correttamente bilanciati possono ridurre la porosità del 40-60% rispetto alle alternative a singolo attacco di colata.
Implementazione sistematica del sistema di sfiato
I sistemi di sfiato efficaci forniscono percorsi di fuga controllati per l'aria spostata e i gas sviluppati, impedendone l'intrappolamento all'interno della fusione in solidificazione. La progettazione dello sfiato richiede un controllo dimensionale preciso, con profondità del canale tra 0,05 e 0,15 mm che forniscono un'evacuazione ottimale del gas senza consentire la penetrazione del metallo.
Il posizionamento dello sfiato segue il principio del posizionamento delle uscite negli ultimi punti da riempire, tipicamente opposti agli attacchi di colata primari e nelle aree in cui convergono i fronti di flusso. Gli sfiati della linea di divisione si dimostrano più efficaci, utilizzando la separazione naturale dello stampo per creare percorsi di fuga del gas. Questi sfiati dovrebbero estendersi per 6,0-10,0 mm nella superficie dello stampo prima di espandersi in camere di raccolta più grandi.
| Tipo di sfiato | Profondità (mm) | Larghezza (mm) | Applicazione | Efficacia |
|---|---|---|---|---|
| Linea di separazione | 0,05-0,10 | 3,0-6,0 | Sfiato primario | Eccellente |
| Perno estrattore | 0,02-0,05 | Circonferenziale | Tasche profonde | Buono |
| Confine inserto | 0,03-0,08 | 2,0-4,0 | Geometrie complesse | Molto buono |
| Sfiati anima | 0,08-0,15 | 1,0-2,0 | Cavità interne | Buono |
I sistemi di sfiato assistiti dal vuoto rappresentano un approccio avanzato per applicazioni critiche, mantenendo le pressioni della cavità inferiori a 50 mbar durante il riempimento. Questa tecnica si rivela particolarmente preziosa per i componenti aerospaziali e dei dispositivi medici dove i livelli di porosità devono rimanere inferiori all'1%. L'integrazione dei sistemi di vuoto richiede un'attenta progettazione della tenuta e un controllo preciso della temporizzazione per massimizzare l'efficacia.
Per risultati di alta precisione, Ricevi un preventivo dettagliato entro 24 ore da Microns Hub.
Selezione del materiale e protocolli di trattamento del fuso
La selezione della lega di alluminio influisce in modo significativo sulla suscettibilità alla porosità, con la composizione e la storia del trattamento che influenzano la solubilità dei gas e le caratteristiche di solidificazione. A356-T6 e A380 rappresentano le leghe HPDC più comuni, ognuna delle quali presenta sfide uniche di porosità e requisiti di mitigazione.
La lega A380 dimostra eccellenti caratteristiche di fluidità e riempimento dello stampo, ma presenta una maggiore solubilità dell'idrogeno, richiedendo protocolli di degasaggio aggressivi. Il contenuto di idrogeno deve essere mantenuto al di sotto di 0,15 ml/100 g di alluminio mediante degasaggio rotativo con argon o azoto. Il processo di degasaggio richiede in genere 8-12 minuti a 700-720°C con portate di gas di 2-4 l/min per 100 kg di metallo.
L'affinamento del grano attraverso aggiunte di titanio-boro (0,02-0,05% Ti) crea siti di nucleazione che promuovono strutture di grano fini ed equiassiali. Questa modifica microstrutturale riduce la formazione di porosità da ritiro migliorando al contempo le proprietà meccaniche. L'aggiunta dell'affinatore di grano dovrebbe avvenire durante la preparazione del fuso, consentendo 10-15 minuti per la completa dissoluzione e distribuzione.
Le operazioni secondarie come il trattamento termico T6 possono guarire parzialmente la micro-porosità attraverso processi di diffusione allo stato solido. Tuttavia, questo approccio rimane limitato ai pori più piccoli di 0,05 mm di diametro e non può affrontare vuoti di gas o ritiro più grandi. La prevenzione attraverso una corretta progettazione rimane molto più efficace della riparazione post-fusione.
Ottimizzazione dei parametri di processo
I parametri della macchina di pressofusione influenzano direttamente la formazione della porosità attraverso il loro controllo della dinamica di riempimento, dell'applicazione della pressione e delle velocità di solidificazione. I profili di velocità di iniezione richiedono un'attenta ottimizzazione, impiegando tipicamente velocità di scatto lento di 0,2-0,5 m/s per il riempimento iniziale della cavità, seguite da un'accelerazione di scatto veloce a 2,0-4,0 m/s una volta che il sistema di colata si riempie completamente.
La temporizzazione dell'applicazione della pressione di intensificazione si rivela fondamentale per la prevenzione della porosità da ritiro. La pressione dovrebbe aumentare a 300-800 bar entro 0,1-0,3 secondi dopo il completamento del riempimento della cavità, mantenendo questa pressione durante la solidificazione. L'efficienza della trasmissione della pressione dipende fortemente dalle caratteristiche di congelamento dell'attacco di colata, con attacchi di colata progettati per rimanere liquidi 2-5 secondi più a lungo delle sezioni di fusione adiacenti.
| Parametro | Intervallo Ottimale | Impatto sulla Porosità | Metodo di Monitoraggio |
|---|---|---|---|
| Velocità di Iniezione Lenta | 0,2-0,5 m/s | Riduce l'intrappolamento di aria | Encoder lineare |
| Velocità di Iniezione Veloce | 2,0-4,0 m/s | Riempimento completo | Sensori di velocità |
| Pressione di Intensificazione | 300-800 bar | Previene il ritiro | Trasduttori di pressione |
| Temperatura dello Stampo | 180-250°C | Controlla la solidificazione | Pirometri |
La gestione della temperatura dello stampo influenza sia il comportamento di riempimento che i modelli di solidificazione. Le temperature ottimali dello stampo variano da 180 a 250°C per le leghe di alluminio, con temperature più elevate che migliorano le caratteristiche di flusso aumentando potenzialmente il rischio di porosità da gas. Il riscaldamento differenziale dello stampo, con temperature più elevate nelle aree difficili da riempire e temperature più basse nelle sezioni spesse, ottimizza sia il comportamento di riempimento che di solidificazione.
Simulazione avanzata e convalida della progettazione
La simulazione di fluidodinamica computazionale consente la previsione e la prevenzione delle aree soggette a porosità prima che inizi la costruzione dello stampo. I moderni software di simulazione modellano accuratamente l'intrappolamento di gas, la previsione del ritiro e i campi termici durante tutto il processo di fusione. Questi strumenti identificano potenziali problemi durante le fasi di progettazione quando le modifiche rimangono convenienti.
La simulazione del flusso rivela zone di turbolenza in cui si verifica l'intrappolamento di aria, consentendo il riposizionamento dell'attacco di colata o modifiche alla geometria per promuovere il flusso laminare. L'analisi del campo di velocità identifica le aree che superano le velocità di flusso raccomandate, mentre le mappe di distribuzione della pressione evidenziano le regioni con insufficiente trasmissione della pressione di intensificazione.
L'analisi termica prevede le sequenze di solidificazione, identificando i punti caldi isolati soggetti alla formazione di porosità da ritiro. Queste informazioni guidano la progettazione del sistema di raffreddamento, con il posizionamento strategico dei canali di raffreddamento che garantisce la solidificazione direzionale verso le aree di alimentazione. L'integrazione dei servizi di fabbricazione di lamiere per i componenti del sistema di raffreddamento consente la prototipazione rapida e l'ottimizzazione delle soluzioni di gestione termica.
Gli algoritmi di previsione della porosità combinano i risultati del flusso e termici per prevedere le posizioni e le dimensioni della formazione di vuoti. La convalida rispetto ai dati di produzione effettivi dimostra un'accuratezza dell'85-92% per la previsione della posizione della porosità, consentendo modifiche proattive alla progettazione che prevengono i difetti piuttosto che rilevarli post-produzione.
Metodologie di controllo qualità e ispezione
Un'efficace valutazione della porosità richiede molteplici tecniche di ispezione, ognuna delle quali fornisce informazioni uniche sulle caratteristiche del vuoto e sui modelli di distribuzione. La radiografia a raggi X rimane il gold standard per il rilevamento della porosità interna, offrendo capacità di risoluzione fino a 0,1 mm di diametro del vuoto con una corretta ottimizzazione della tecnica.
La tomografia computerizzata industriale fornisce una visualizzazione tridimensionale del vuoto, consentendo misurazioni precise del volume e analisi della connettività. Questa tecnica si rivela particolarmente preziosa per geometrie complesse in cui la radiografia convenzionale soffre di sovrapposizione di caratteristiche. La scansione TC rivela l'interconnettività dei pori, fondamentale per comprendere il potenziale del percorso di perdita nei componenti contenenti pressione.
Le misurazioni della densità mediante pesatura idrostatica offrono una rapida valutazione della porosità per il controllo della produzione. Questa tecnica determina la percentuale complessiva di porosità ma non può fornire informazioni sulla distribuzione spaziale. Le misurazioni della densità si correlano bene con le proprietà meccaniche, rendendole adatte per decisioni di qualità go/no-go.
Quando si lavora con i nostri servizi di produzione, Microns Hub implementa protocolli di qualità completi che superano gli standard del settore. Le nostre capacità di ispezione includono sistemi a raggi X ad alta risoluzione, macchine di misura a coordinate dimensionali e apparecchiature di analisi metallografica che garantiscono che ogni componente soddisfi i requisiti di porosità specificati.
Analisi costi-benefici della prevenzione della porosità
Investire in strategie di prevenzione della porosità durante le fasi di progettazione offre rendimenti sostanziali attraverso la riduzione dei tassi di scarto, il miglioramento delle proprietà meccaniche e il miglioramento dell'affidabilità dei componenti. La nostra analisi dei fattori di costo mostra che una corretta implementazione della progettazione aggiunge il 3-8% ai costi di attrezzaggio iniziali riducendo al contempo i costi di produzione in corso del 15-25% attraverso migliori tassi di rendimento.
I costi di ottimizzazione della progettazione comportano principalmente tempi di simulazione prolungati, analisi ingegneristiche aggiuntive e una costruzione dello stampo potenzialmente più complessa. Tuttavia, questi investimenti iniziali impallidiscono rispetto alle perdite di produzione derivanti da difetti legati alla porosità. I tassi di scarto in genere diminuiscono dall'8-15% al 2-5% con strategie complete di prevenzione della porosità.
I miglioramenti delle proprietà meccaniche consentono opportunità di ottimizzazione del materiale, consentendo potenzialmente riduzioni di grado che compensano l'aumento dei costi di lavorazione. I componenti con porosità minima dimostrano una durata a fatica superiore del 20-35% rispetto alle alternative porose, riducendo i costi di garanzia e migliorando la soddisfazione del cliente. La correlazione tra l'ottimizzazione della progettazione e la riduzione dei costi si applica ugualmente alle operazioni di pressofusione.
I vantaggi a lungo termine includono una maggiore durata dello stampo attraverso la riduzione dello stress di processo e del ciclo di temperatura, una migliore qualità della finitura superficiale che riduce le operazioni secondarie e maggiori possibilità di applicazione per componenti critici. Questi fattori si combinano per creare casi aziendali convincenti per programmi completi di prevenzione della porosità.
Quando ordini da Microns Hub, benefici di relazioni dirette con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio al servizio personalizzato significano che ogni progetto riceve l'attenzione ai dettagli che merita, con ingegneri dedicati che comprendono le sfumature della prevenzione della porosità nelle applicazioni di pressofusione ad alta pressione.
Linee guida per l'implementazione e migliori pratiche
La minimizzazione della porosità di successo richiede un'implementazione sistematica nelle fasi di progettazione, attrezzaggio e produzione. Inizia con una revisione completa della progettazione incentrata sull'uniformità dello spessore delle pareti, l'ottimizzazione della colata e l'integrazione del sistema di sfiato. Ogni elemento di progettazione dovrebbe essere valutato per il suo contributo alla riduzione complessiva del rischio di porosità.
La fabbricazione dell'attrezzaggio deve mantenere tolleranze strette sulle caratteristiche critiche, in particolare le dimensioni dello sfiato e le geometrie dell'attacco di colata. Le profondità dello sfiato richiedono la verifica attraverso misurazioni di precisione, poiché variazioni di ±0,02 mm influiscono in modo significativo sull'efficacia. La finitura superficiale dell'attacco di colata dovrebbe raggiungere valori Ra inferiori a 0,8 μm per promuovere caratteristiche di flusso laminare.
Lo sviluppo dei parametri di processo segue protocolli di ottimizzazione sistematica, iniziando con impostazioni conservative e spingendo gradualmente verso finestre di prestazioni ottimali. Documenta tutte le modifiche dei parametri e i loro effetti sui livelli di porosità, costruendo una conoscenza completa del processo per applicazioni future.
La formazione degli operatori garantisce un'implementazione coerente dei parametri ottimizzati e il riconoscimento delle deviazioni di processo che influiscono sulla formazione della porosità. Gli standard visivi che mostrano livelli di porosità accettabili rispetto a quelli non accettabili aiutano a mantenere decisioni di qualità coerenti durante le serie di produzione.
Domande frequenti
Qual è il livello massimo accettabile di porosità per i componenti strutturali pressofusi?
I livelli di porosità accettabili variano in base all'applicazione, ma i componenti strutturali richiedono in genere una porosità inferiore al 3-5% in volume per applicazioni generali e inferiore all'1-2% per parti portanti critiche. Le applicazioni aerospaziali e mediche possono richiedere livelli di porosità inferiori allo 0,5% con specifiche restrizioni di dimensioni e distribuzione.
In che modo lo spessore delle pareti influisce sulla formazione della porosità nelle fusioni di alluminio?
Lo spessore delle pareti influisce direttamente sulla formazione sia della porosità da gas che da ritiro. Le sezioni più sottili di 2,0 mm rischiano l'intrappolamento di gas a causa della rapida solidificazione, mentre le sezioni più spesse di 4,0 mm sviluppano porosità da ritiro a causa della scarsa trasmissione della pressione. Gli intervalli di spessore ottimali variano tra 2,0 e 3,5 mm per la maggior parte delle applicazioni in lega di alluminio.
I trattamenti post-fusione possono eliminare la porosità nei componenti HPDC?
I trattamenti post-fusione come il trattamento termico possono guarire parzialmente la micro-porosità più piccola di 0,05 mm di diametro attraverso processi di diffusione allo stato solido. Tuttavia, i vuoti di gas o ritiro più grandi non possono essere eliminati attraverso la post-elaborazione. La prevenzione attraverso una corretta progettazione e il controllo del processo rimane molto più efficace dei tentativi di riparazione.
Che ruolo svolge la temperatura dello stampo nella prevenzione della porosità?
La temperatura dello stampo influisce sia sul comportamento di riempimento che sulle caratteristiche di solidificazione. Le temperature tra 180 e 250°C per le leghe di alluminio ottimizzano il flusso controllando al contempo l'evoluzione del gas. Temperature più elevate migliorano il riempimento di sezioni sottili ma possono aumentare il rischio di porosità da gas, mentre temperature più basse possono causare solidificazione prematura e intrappolamento di aria.
Quanto sono efficaci i sistemi di pressofusione assistiti dal vuoto per la riduzione della porosità?
I sistemi assistiti dal vuoto che mantengono le pressioni della cavità inferiori a 50 mbar possono ridurre la porosità da gas del 60-80% rispetto all'HPDC convenzionale. Questi sistemi si rivelano particolarmente efficaci per applicazioni critiche che richiedono livelli di porosità inferiori all'1%, sebbene aggiungano complessità e costi al processo di pressofusione.
Quali metodi di ispezione forniscono la valutazione della porosità più accurata?
La tomografia computerizzata industriale offre l'analisi della porosità più completa, fornendo visualizzazione 3D, misurazioni precise del volume e mappatura della connettività. La radiografia a raggi X rimane conveniente per l'ispezione di routine con capacità di risoluzione di 0,1 mm, mentre le misurazioni della densità offrono un rapido controllo della produzione per la valutazione complessiva della porosità.
Come si confrontano le diverse leghe di alluminio per quanto riguarda la suscettibilità alla porosità?
La lega A380 dimostra un'eccellente fluidità ma una maggiore solubilità dell'idrogeno che richiede un degasaggio aggressivo, mentre A356 offre migliori proprietà meccaniche con un rischio di porosità moderato. ADC12 mostra una buona colabilità con una sensibilità al gas intermedia e A413 offre un'eccellente resistenza alla corrosione ma richiede un'attenta gestione termica per prevenire la porosità da ritiro.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece