La verità sulla fresatura di filetti CNC rispetto alla maschiatura per acciai temprati
La produzione di componenti in acciaio temprato con caratteristiche filettate presenta un punto decisionale critico che influisce direttamente sui costi di produzione, sui tempi di ciclo e sulla qualità del pezzo. Gli ingegneri che lavorano con materiali superiori a 35 HRC affrontano sfide uniche in cui i metodi di maschiatura tradizionali spesso falliscono, portando a utensili rotti, pezzi scartati e ritardi nella produzione.
Punti chiave:
- La fresatura di filetti offre una durata dell'utensile 3-5 volte superiore negli acciai temprati superiori a 40 HRC rispetto alla maschiatura convenzionale
- I costi iniziali degli utensili per la fresatura di filetti sono superiori del 40-60%, ma il ROI si ottiene entro 200-500 fori filettati
- La maschiatura rimane conveniente per gli acciai più teneri (inferiori a 30 HRC) e per le tirature di produzione ad alto volume
- La qualità del filetto e l'accuratezza geometrica favoriscono la fresatura per applicazioni di precisione che richiedono tolleranze di Classe 2A o superiori
Comprensione delle differenze fondamentali
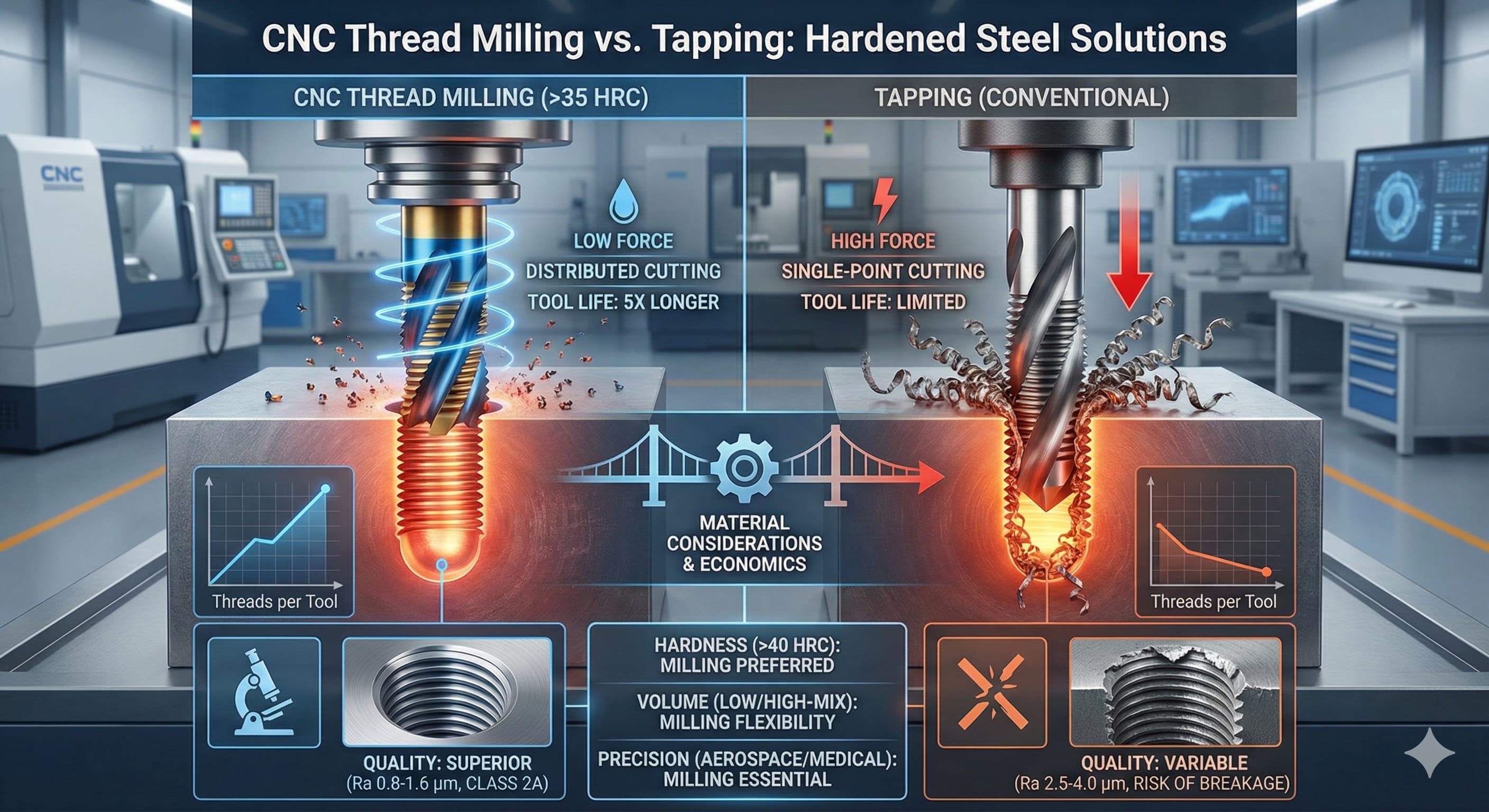
La fresatura e la maschiatura dei filetti rappresentano approcci fondamentalmente diversi alla creazione di filetti interni in componenti in acciaio temprato. La maschiatura si basa su un'azione di taglio a punto singolo in cui le scanalature del maschio tagliano e formano simultaneamente il profilo del filetto attraverso l'avanzamento assiale. Questo processo genera forze di taglio significative concentrate sulla punta dell'utensile, creando concentrazioni di stress sostanziali che diventano problematiche nei materiali che si incrudiscono come l'acciaio inossidabile 17-4 PH o gli acciai per utensili superiori a 45 HRC.
La fresatura di filetti, al contrario, impiega una fresa multi-dente che si muove con un andamento di interpolazione elicoidale attorno alla circonferenza del foro. Ogni tagliente rimuove un piccolo truciolo durante il suo impegno, distribuendo le forze di taglio su più punti di contatto. Questo approccio riduce le forze di taglio di picco del 60-70% rispetto alla maschiatura, particolarmente vantaggioso quando si lavorano acciai induriti per precipitazione o componenti temprati a cuore.
Le differenze cinematiche si estendono oltre la distribuzione della forza. La maschiatura richiede una perfetta sincronizzazione tra la rotazione del mandrino e la velocità di avanzamento: qualsiasi deviazione provoca filetti strappati o rottura dell'utensile. I moderni controllori CNC lo ottengono attraverso cicli di maschiatura rigidi, ma le limitazioni di accelerazione/decelerazione del mandrino creano ancora delle sfide. La fresatura di filetti elimina completamente questo vincolo, poiché il percorso utensile viene generato attraverso l'interpolazione programmata piuttosto che la sincronizzazione meccanica.
Considerazioni sui materiali per applicazioni in acciaio temprato
I gradi di acciaio temprato rispondono in modo diverso a ciascun processo di filettatura in base alla loro struttura metallurgica e alle caratteristiche di incrudimento. Gli acciai per utensili temprati a cuore come D2 (60-62 HRC) o A2 (58-60 HRC) presentano sfide estreme per la maschiatura a causa della loro distribuzione uniforme della durezza e del contenuto di carburi. La fresatura di filetti si dimostra superiore in queste applicazioni, con miglioramenti della durata dell'utensile che raggiungono il 400-500% rispetto agli approcci di maschiatura convenzionali.
| Grado dell'acciaio | Durezza (HRC) | Tasso di successo della maschiatura | Vantaggio della filettatura a fresa | Metodo raccomandato |
|---|---|---|---|---|
| 4140 Ricotto | 22-25 | 95% | Svantaggio di costo | Maschiatura |
| 4140 Q&T | 28-32 | 85% | Marginale | Entrambi i metodi |
| 4340 Q&T | 35-40 | 65% | Significativo | Filettatura a fresa |
| 17-4 PH H900 | 40-44 | 45% | Critico | Filettatura a fresa |
| Acciaio per utensili D2 | 60-62 | 15% | Essenziale | Solo filettatura a fresa |
Gli acciai inossidabili induriti per precipitazione come 15-5 PH e 17-4 PH meritano una considerazione speciale a causa delle loro tendenze all'incrudimento. Questi materiali possono aumentare di durezza di 5-8 punti HRC durante la lavorazione se i parametri di taglio sono inadeguati. La maschiatura di questi materiali spesso provoca l'incrudimento davanti ai taglienti, portando a un guasto prematuro dell'utensile. L'azione di taglio distribuita della fresatura di filetti riduce al minimo gli effetti dell'incrudimento mantenendo una qualità del filetto costante.
I componenti cementati presentano un'altra sfida unica in cui la durezza superficiale può superare i 58 HRC mentre la durezza del nucleo rimane a 25-30 HRC. Il gradiente di durezza crea condizioni di taglio variabili che i maschi faticano ad adattare. La fresatura di filetti mantiene prestazioni costanti durante la zona di transizione della durezza, producendo una qualità del filetto uniforme dalla superficie al nucleo.
Durata dell'utensile e analisi economica
Il confronto della durata dell'utensile tra la fresatura e la maschiatura di filetti negli acciai temprati rivela differenze notevoli che influiscono direttamente sull'economia della produzione. Negli acciai temprati a cuore superiori a 45 HRC, i maschi di qualità producono in genere 15-25 filetti accettabili prima della sostituzione, mentre le frese per filetti possono generare 200-400 filetti in condizioni equivalenti. Questo miglioramento di 10-15 volte nella durata dell'utensile altera fondamentalmente l'equazione dei costi nonostante il maggiore investimento iniziale in utensili.
Si consideri un esempio pratico che coinvolge 100 filetti M8x1,25 in acciaio inossidabile 17-4 PH (42 HRC). I maschi elicoidali premium costano circa € 35-45 ciascuno e producono 20-30 filetti prima del guasto. Le frese per filetti costano € 120-150 ma generano 300-500 filetti prima della sostituzione. Il costo dell'utensile per filetto favorisce la fresatura del 40-50% prima di considerare fattori secondari come i tempi di fermo macchina e la riduzione degli scarti.
L'analisi dei tempi di ciclo richiede un'attenta considerazione della complessità dell'impostazione e della programmazione. I cicli di maschiatura si completano in 8-15 secondi per filetto a seconda della profondità e del passo, mentre la fresatura di filetti richiede 25-45 secondi per caratteristiche equivalenti. Tuttavia, questo confronto ignora la probabilità di rottura del maschio e i tempi di fermo associati. Un singolo maschio rotto può richiedere 30-60 minuti per l'estrazione e la riparazione del foro, eliminando qualsiasi vantaggio in termini di tempo di ciclo.
Per risultati di alta precisione,Ricevi un preventivo dettagliato entro 24 ore da Microns Hub.
Qualità del filetto e accuratezza geometrica
Le differenze di qualità del filetto tra la fresatura e la maschiatura diventano pronunciate nelle applicazioni in acciaio temprato in cui le forze di taglio e la deflessione dell'utensile influiscono in modo significativo sulla geometria finale. La fresatura di filetti produce profili di filettatura costantemente superiori con variazioni del diametro del passo tipicamente mantenute entro ±0,025 mm rispetto a ±0,050 mm ottenibili mediante maschiatura in materiali temprati.
La qualità della finitura superficiale favorisce fortemente la fresatura di filetti nelle applicazioni in acciaio temprato. I taglienti multipli e la formazione ottimizzata del truciolo caratteristici delle frese per filetti producono valori Ra di 0,8-1,6 μm, mentre i filetti maschiati in materiali simili mostrano tipicamente valori Ra di 2,5-4,0 μm. Questo miglioramento diventa fondamentale nelle applicazioni che richiedono resistenza alla fatica o resistenza alla corrosione in cui le irregolarità superficiali fungono da concentratori di stress o siti di innesco della corrosione interstiziale.
L'accuratezza geometrica si estende oltre la finitura superficiale per includere l'accuratezza della forma del filetto e il mantenimento della tolleranza di posizione. La fresatura di filetti mantiene angoli del filetto costanti (in genere ±0,5°) anche in zone di durezza variabile, mentre i filetti maschiati possono mostrare variazioni di 1-2° quando i maschi si flettono sotto carichi di taglio variabili. Questo vantaggio in termini di accuratezza si rivela essenziale negli assemblaggi di precisione in cui l'interferenza del filetto influisce sulle forze di assemblaggio e sulla coerenza del precarico del giunto.
Requisiti della macchina utensile e considerazioni sull'impostazione
I requisiti della macchina utensile differiscono in modo significativo tra le operazioni di fresatura e maschiatura dei filetti, in particolare durante la lavorazione di acciai temprati. La maschiatura richiede una costruzione del mandrino rigida con capacità di sincronizzazione accurate, limitando in genere le applicazioni ai centri di lavoro con cicli di maschiatura dedicati e un'adeguata capacità di coppia. I requisiti di potenza del mandrino per la maschiatura di acciai temprati spesso superano i 5-8 kW per filetti M10 e più grandi a causa delle elevate richieste di coppia.
La fresatura di filetti pone esigenze diverse alle macchine utensili, richiedendo precise capacità di interpolazione e condizioni di taglio stabili piuttosto che la massima coppia erogata. La maggior parte dei moderni centri di lavoro a 3 assi può eseguire con successo operazioni di fresatura di filetti, sebbene la capacità a 5 assi diventi vantaggiosa per caratteristiche filettate angolate o complesse. Le velocità del mandrino per la fresatura di filetti variano in genere da 1.500 a 4.000 RPM a seconda del diametro della fresa e del materiale, ponendo esigenze moderate ai sistemi di alimentazione del mandrino.
La complessità della programmazione rappresenta una considerazione significativa per l'implementazione della produzione. La maschiatura richiede semplici cicli fissi G84 o G74 con una complessità di programmazione minima, rendendola accessibile ai programmatori entry-level. La fresatura di filetti richiede la programmazione dell'interpolazione elicoidale (G02/G03 con movimento simultaneo dell'asse Z) o software CAM specializzato con routine di filettatura. Questa complessità si traduce in tempi di programmazione più lunghi e maggiori requisiti di competenza per il personale di impostazione.
Parametri di taglio e ottimizzazione del processo
I parametri di taglio ottimali per la filettatura di acciaio temprato variano notevolmente tra i processi di maschiatura e fresatura. I parametri di maschiatura sono in gran parte vincolati dai requisiti del passo del filetto: un maschio M10x1,5 deve avanzare di 1,5 mm per giro indipendentemente dalle proprietà del materiale. Questo vincolo forza compromessi nella selezione della velocità superficiale, spesso con conseguenti condizioni di taglio non ottimali per i materiali temprati.
| Parametro di processo | Maschiatura (4340 @ 38 HRC) | Filettatura a fresa (4340 @ 38 HRC) | Vantaggio di ottimizzazione |
|---|---|---|---|
| Velocità di taglio (m/min) | 8-12 | 80-120 | Filettatura a fresa |
| Avanzamento (mm/rev) | Fisso (passo) | 0.05-0.15 | Filettatura a fresa |
| Forza di taglio (N) | 800-1,200 | 200-400 | Filettatura a fresa |
| Impegno dell'utensile | 100% | 15-25% | Filettatura a fresa |
I parametri di fresatura del filetto possono essere ottimizzati indipendentemente per velocità di taglio, velocità di avanzamento e impegno assiale. Velocità superficiali di 80-150 m/min sono ottenibili negli acciai temprati utilizzando frese per filetti in metallo duro con rivestimenti appropriati, rispetto a 8-15 m/min tipici per le operazioni di maschiatura. Questo vantaggio in termini di velocità si traduce direttamente in una maggiore durata dell'utensile grazie alla riduzione dell'incrudimento e a una migliore evacuazione del truciolo.
L'applicazione del refrigerante si rivela fondamentale per entrambi i processi, ma presenta sfide diverse. La maschiatura richiede refrigerante di inondazione o erogazione attraverso il mandrino per evitare l'intasamento del truciolo e fornire una lubrificazione adeguata. La fresatura di filetti beneficia dell'applicazione di refrigerante nebulizzato che non interferisce con l'evacuazione del truciolo fornendo al contempo controllo termico e una maggiore durata dell'utensile.
Analisi dei costi: investimento iniziale vs. economia operativa
Il confronto economico tra la fresatura e la maschiatura di filetti nelle applicazioni in acciaio temprato richiede un'analisi in più categorie di costo, tra cui utensili, tempo macchina, costi di qualità e operazioni secondarie. L'investimento iniziale in utensili favorisce fortemente la maschiatura con maschi premium che costano € 35-60 rispetto a € 120-200 per frese per filetti equivalenti. Tuttavia, questa analisi cambia radicalmente quando si considera la durata dell'utensile e il costo totale per filetto.
L'analisi dei costi operativi deve tenere conto della probabilità di rottura del maschio e dei relativi costi di recupero. L'estrazione del maschio rotto nei componenti in acciaio temprato richiede spesso elettroerosione (EDM) o utensili di estrazione specializzati, con costi che raggiungono € 200-500 per incidente, inclusi manodopera e potenziali scarti. La fresatura di filetti elimina virtualmente il rischio di rottura grazie alle minori forze di taglio e alla superiore evacuazione del truciolo.
I costi di qualità favoriscono in modo significativo la fresatura di filetti nelle applicazioni in acciaio temprato. La migliore geometria del filetto e la finitura superficiale riducono la probabilità di problemi di assemblaggio, filettatura incrociata o guasto prematuro del giunto. Questi miglioramenti della qualità si traducono in costi di garanzia ridotti e in una maggiore soddisfazione del cliente, sebbene la quantificazione richieda un'analisi specifica dell'applicazione.
Quando ordini da Microns Hub, trai vantaggio dai rapporti diretti con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio di servizio personalizzato fanno sì che ogni progetto riceva l'attenzione ai dettagli necessaria per soluzioni di filettatura ottimali in componenti in acciaio temprato.
Raccomandazioni specifiche per l'applicazione
Le applicazioni aerospaziali che coinvolgono acciai inossidabili induriti per precipitazione o leghe di titanio favoriscono fortemente la fresatura di filetti a causa delle caratteristiche di incrudimento del materiale e dei severi requisiti di qualità. Componenti come i gruppi del carrello di atterraggio, i supporti del motore e i raccordi strutturali richiedono una qualità del filetto che soddisfi o superi costantemente i requisiti delle specifiche. La superiore accuratezza geometrica e la finitura superficiale ottenute mediante la fresatura di filetti giustificano il tempo di ciclo aggiuntivo in queste applicazioni critiche.
Le applicazioni automobilistiche presentano criteri di selezione più sfumati in cui il volume di produzione e la criticità dei componenti influenzano la selezione del processo. I componenti della trasmissione ad alto volume o i blocchi motore possono giustificare la maschiatura per i filetti in aree temprate a cuore inferiori a 35 HRC, mentre i componenti speciali a basso volume beneficiano della flessibilità e dei vantaggi in termini di qualità della fresatura di filetti. La capacità di produrre più dimensioni di filetti con una singola fresa per filetti offre vantaggi significativi in ambienti di produzione a basso volume e ad alta variabilità.
La produzione di dispositivi medici, in particolare impianti ortopedici e strumenti chirurgici, richiede la fresatura di filetti per materiali biocompatibili come l'acciaio inossidabile 17-4 PH o le leghe di titanio. La superiore finitura superficiale e l'accuratezza geometrica influiscono direttamente sulle prestazioni e sulla longevità del dispositivo. La capacità della fresatura di filetti di mantenere una qualità costante in zone di durezza variabile si rivela essenziale nei componenti che richiedono processi di trattamento termico o modifica superficiale estesi.
Per i produttori che cercano soluzioni complete oltre alle operazioni di filettatura, i servizi di fabbricazione di lamiere possono fornire approcci di produzione integrati che ottimizzano la produzione complessiva dei componenti. Allo stesso modo, i nostri servizi di produzione comprendono la gamma completa di processi necessari per componenti complessi in acciaio temprato.
Integrazione con processi di produzione avanzati
L'integrazione della fresatura di filetti con processi di produzione avanzati come le operazioni di utensili motorizzati offre vantaggi significativi nella produzione di componenti complessi. I centri di lavoro multi-asse possono combinare operazioni di tornitura, fresatura e filettatura in configurazioni singole, riducendo i tempi di movimentazione e migliorando le relazioni geometriche tra le caratteristiche. Questa integrazione si rivela particolarmente preziosa nei componenti in acciaio temprato in cui configurazioni multiple aumentano il rischio di incrudimento e variazione dimensionale.
Le operazioni di tornitura dura seguite dalla fresatura di filetti rappresentano un approccio emergente per i componenti che richiedono una lavorazione estesa nella condizione temprata. Questa sequenza riduce al minimo la distorsione del trattamento termico mantenendo al contempo una qualità del filetto superiore rispetto alla lavorazione pre-tempra e al successivo trattamento termico. La combinazione si rivela particolarmente efficace per i componenti che richiedono tolleranze geometriche più strette di quelle ottenibili attraverso le sequenze convenzionali di trattamento termico e rettifica.
L'integrazione della produzione additiva rappresenta un'opportunità futura in cui la fresatura di filetti offre una qualità del filetto superiore rispetto ai filetti stampati. I componenti prodotti mediante fusione laser selettiva (SLM) o fusione a fascio di elettroni (EBM) spesso richiedono la post-elaborazione per le caratteristiche filettate critiche. La fresatura di filetti si adatta meglio alle diverse condizioni superficiali e alle proprietà dei materiali caratteristiche dei componenti prodotti in modo additivo rispetto agli approcci di maschiatura convenzionali.
Tendenze future e sviluppo tecnologico
Le tecnologie emergenti di rivestimento degli utensili continuano a migliorare le prestazioni della fresatura di filetti nelle applicazioni in acciaio temprato. I sistemi di rivestimento avanzati come AlCrN e carbonio simile al diamante (DLC) offrono una maggiore resistenza all'usura e coefficienti di attrito ridotti, estendendo la durata dell'utensile di un ulteriore 30-50% rispetto ai rivestimenti TiAlN convenzionali. Questi sviluppi rafforzano ulteriormente i vantaggi economici della fresatura di filetti in applicazioni impegnative.
Le tecnologie di lavorazione adattiva che monitorano le forze di taglio e regolano automaticamente i parametri si dimostrano particolarmente promettenti per le applicazioni di fresatura di filetti. Questi sistemi possono rilevare condizioni di incrudimento o stati di usura dell'utensile e modificare i parametri di taglio in tempo reale per mantenere prestazioni ottimali. Tali capacità si rivelano particolarmente preziose nelle applicazioni in acciaio temprato in cui le proprietà del materiale possono variare all'interno dei singoli componenti.
La fresatura di filetti ad alta velocità rappresenta una tendenza emergente in cui le velocità di taglio che si avvicinano a 200-300 m/min diventano ottenibili attraverso utensili specializzati e design di macchine utensili. Questi sviluppi promettono di eliminare lo svantaggio in termini di tempo di ciclo tradizionalmente associato alla fresatura di filetti, mantenendo al contempo caratteristiche superiori di qualità del filetto e durata dell'utensile.
Domande frequenti
Quale soglia di durezza rende la fresatura di filetti più conveniente della maschiatura nell'acciaio?
Il punto di crossover si verifica in genere intorno a 32-35 HRC, dove i tassi di rottura del maschio iniziano ad aumentare in modo significativo mentre le prestazioni della fresa per filetti rimangono stabili. Sopra i 40 HRC, la fresatura di filetti diventa economicamente superiore nella maggior parte delle applicazioni grazie alla durata dell'utensile notevolmente migliorata e ai tassi di scarto ridotti.
La fresatura di filetti può produrre filetti con gli stessi standard di accuratezza della maschiatura?
La fresatura di filetti produce costantemente un'accuratezza superiore rispetto alla maschiatura negli acciai temprati, con tolleranze del diametro del passo in genere del 40-50% più strette. I miglioramenti della finitura superficiale del 50-60% sono comuni, rendendo la fresatura di filetti la scelta preferita per le applicazioni di precisione che richiedono accoppiamenti di Classe 2A o superiori.
In che modo la complessità della programmazione influisce sull'implementazione della fresatura di filetti?
Il moderno software CAM ha in gran parte eliminato i problemi di complessità della programmazione attraverso routine di filettatura specializzate e la generazione automatizzata del percorso utensile. Il tempo di impostazione aumenta di circa il 15-20% rispetto alla maschiatura, ma questo investimento viene recuperato all'interno delle prime parti di produzione grazie alla migliore qualità e alla riduzione degli scarti.
Quali modifiche alla macchina utensile sono necessarie per la fresatura di filetti di acciai temprati?
La maggior parte dei centri di lavoro a 3 assi esistenti può eseguire la fresatura di filetti senza modifiche, a condizione che abbiano una potenza del mandrino adeguata (in genere un minimo di 3-5 kW) e capacità di interpolazione elicoidale. L'erogazione del refrigerante attraverso il mandrino, sebbene vantaggiosa, non è obbligatoria per il successo delle operazioni di fresatura di filetti.
In che modo i requisiti del fluido da taglio differiscono tra la fresatura e la maschiatura dei filetti?
La fresatura di filetti in genere richiede un'erogazione di refrigerante meno aggressiva rispetto alla maschiatura, con refrigerante nebulizzato spesso sufficiente per la maggior parte delle applicazioni. La maschiatura richiede refrigerante di inondazione o erogazione attraverso il mandrino per evitare l'intasamento del truciolo e fornire una lubrificazione adeguata nella zona di taglio confinata.
Quali dimensioni del filetto favoriscono ciascun processo nelle applicazioni in acciaio temprato?
La fresatura di filetti mostra vantaggi crescenti all'aumentare delle dimensioni del filetto, con filetti M6 e più grandi che in genere favoriscono la fresatura negli acciai temprati. I filetti più piccoli (M3-M5) possono ancora giustificare la maschiatura in materiali moderatamente duri (30-35 HRC) a seconda del volume di produzione e dei requisiti di qualità.
In che modo la dimensione del lotto influenza il confronto economico tra i processi?
La produzione ad alto volume (>10.000 pezzi all'anno) può giustificare la maschiatura per acciai moderatamente duri a causa dei tempi di ciclo più rapidi, mentre la produzione a basso volume e ad alta variabilità favorisce fortemente la flessibilità e la coerenza della qualità della fresatura di filetti. Il punto di crossover varia con la durezza del materiale e le specifiche del filetto.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece