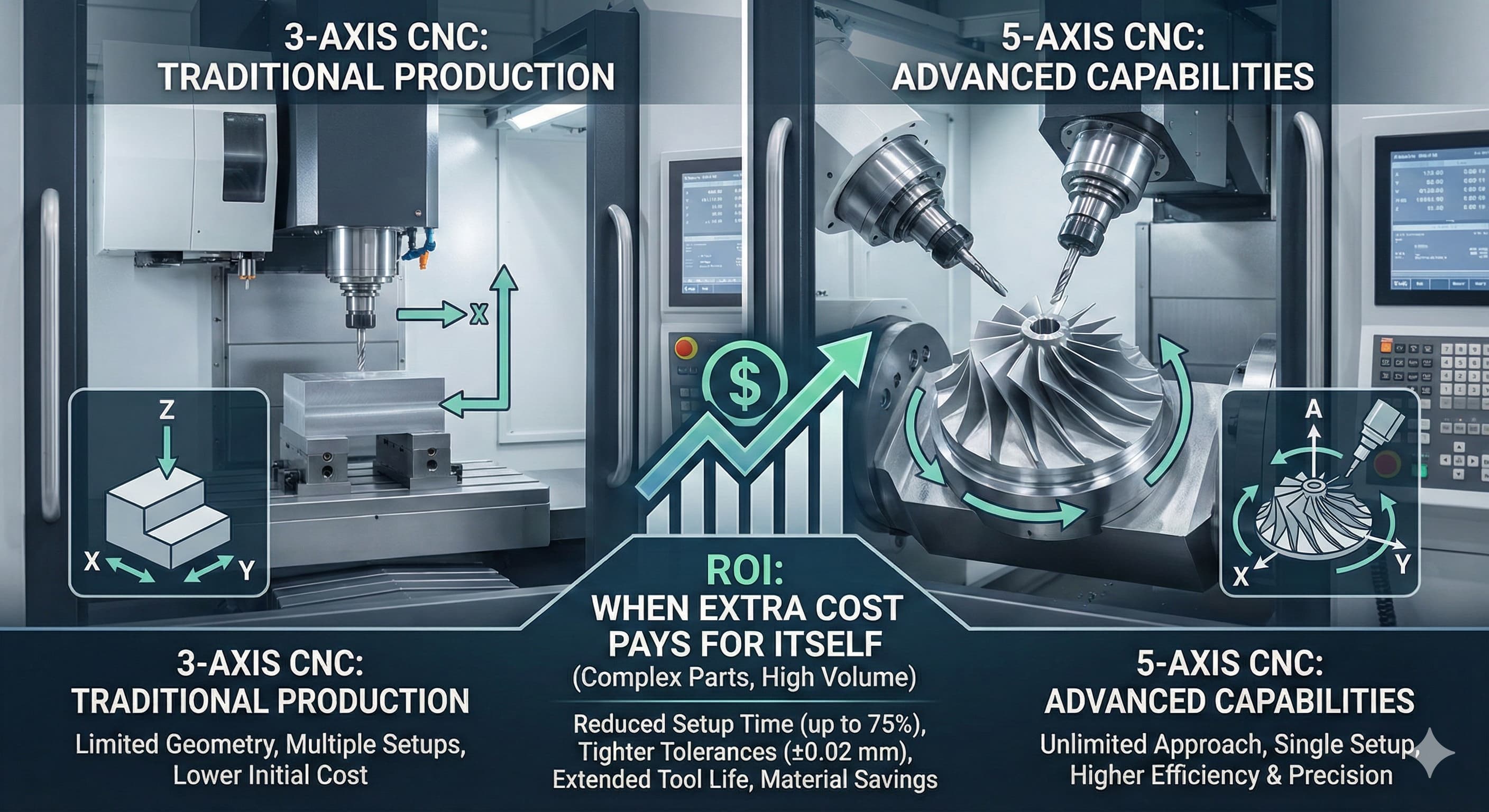
Fresatura CNC a 5 assi contro 3 assi: quando il costo extra si ripaga
La decisione tra la fresatura CNC a 3 assi e a 5 assi rappresenta una delle scelte di investimento di capitale più critiche nella produzione moderna. Mentre le macchine a 3 assi gestiscono la maggior parte dei requisiti di produzione, i sistemi a 5 assi sbloccano possibilità geometriche che possono trasformare le tue capacità di produzione, ma solo quando sono adeguatamente giustificate da specifici requisiti dei pezzi e volumi di produzione.
Punti chiave:
- La lavorazione a 5 assi riduce i tempi di setup fino al 75% per geometrie complesse, mantenendo tolleranze di ±0,02 mm
- L'analisi del punto di pareggio favorisce tipicamente i 5 assi per parti che richiedono più di 3 setup o angoli composti superiori a 30°
- I miglioramenti nell'accessibilità degli utensili nei sistemi a 5 assi possono ridurre i tempi di lavorazione del 40-60% sui componenti aerospaziali e medicali
- Il premio di investimento iniziale di €200.000-500.000 per i 5 assi si ripaga quando la produzione annuale supera i 500 pezzi complessi
Comprensione delle differenze fondamentali
Le tradizionali macchine CNC a 3 assi operano lungo tre assi lineari: X (sinistra-destra), Y (fronte-retro) e Z (su-giù). Il pezzo rimane fermo mentre l'utensile da taglio si muove in queste tre direzioni, creando un inviluppo di lavoro rettangolare. Questa configurazione gestisce efficacemente circa l'80% dei requisiti generali di lavorazione, inclusa la spianatura, la foratura e le semplici operazioni di contornatura.
La lavorazione a 5 assi introduce due assi di rotazione aggiuntivi, tipicamente designati come assi A e B. L'asse A ruota attorno all'asse X, mentre l'asse B ruota attorno all'asse Y, anche se i produttori possono implementare la rotazione dell'asse C attorno all'asse Z. Questa configurazione consente all'utensile da taglio di avvicinarsi al pezzo da praticamente qualsiasi angolazione, eliminando molte limitazioni geometriche inerenti ai sistemi a 3 assi.
La distinzione critica non risiede semplicemente nel numero di assi, ma nell'accessibilità. I sistemi a 5 assi possono lavorare caratteristiche complesse in un unico setup che richiederebbe molteplici operazioni, attrezzature e potenziali compromessi di accuratezza su apparecchiature a 3 assi. Questa capacità diventa essenziale quando si ha a che fare con componenti aerospaziali, impianti medicali o geometrie di stampi complesse in cui le relazioni tra le caratteristiche devono mantenere tolleranze precise.
Confronto delle capacità tecniche
| Capacità | CNC a 3 assi | CNC a 5 assi |
|---|---|---|
| Angoli massimi dell'utensile | Solo perpendicolare alla superficie del pezzo | Angoli di approccio illimitati |
| Riduzioni di setup | Sono necessari setup multipli | Fino al 75% di riduzione dei setup |
| Lavorazione in sottosquadro | Impossibile senza utensili specializzati | Accessibilità diretta |
| Qualità della finitura superficiale | Ra 0.8-3.2 μm tipico | Ra 0.4-1.6 μm ottenibile |
| Complessità della programmazione | Moderata | Alta (richiesta competenza CAM) |
| Capacità di tolleranza | ±0.05 mm standard | ±0.02 mm ottenibile |
Quando l'investimento a 5 assi ha senso finanziariamente
La giustificazione economica per i centri di lavoro a 5 assi dipende fortemente dalla complessità del pezzo, dai volumi di produzione e dai costi dei materiali. La nostra analisi presso Microns Hub rivela diversi scenari chiave in cui l'investimento aggiuntivo ripaga i dividendi entro 18-24 mesi.
Le parti che richiedono angoli composti superiori a 30° rispetto alla perpendicolare rappresentano i principali candidati per la lavorazione a 5 assi. La tradizionale lavorazione a 3 assi di tali caratteristiche spesso richiede attrezzature personalizzate, utensili a sbalzo esteso o setup multipli, ognuno dei quali introduce potenziali degradazioni dell'accuratezza e aumento dei tempi di ciclo. Una tipica staffa aerospaziale con superfici di montaggio angolate potrebbe richiedere 6-8 operazioni su apparecchiature a 3 assi contro 2-3 operazioni su un sistema a 5 assi.
La lavorazione di cavità profonde presenta un altro caso d'uso interessante. Gli alloggiamenti dei dispositivi medicali, i nuclei degli stampi a iniezione e i componenti delle turbine spesso presentano tasche profonde con pareti sottili in cui la deflessione dell'utensile diventa critica. I sistemi a 5 assi consentono utensili più corti e rigidi avvicinandosi alle caratteristiche da angolazioni ottimali, riducendo le vibrazioni e migliorando le considerazioni sullo spessore delle pareti per la stabilità della lavorazione.
I costi dei materiali influenzano significativamente l'equazione economica. Quando si lavorano leghe costose come Inconel 718 (€45-60 al kg) o titanio Ti-6Al-4V (€35-50 al kg), la riduzione degli scarti ottenuta attraverso la lavorazione in un unico setup giustifica rapidamente il premio dei 5 assi. Si consideri un componente aerospaziale in titanio in cui un errore di lavorazione nell'operazione finale di una sequenza a 4 setup scarta €500 di materiale e 8 ore di tempo macchina.
Analisi dei tempi di setup e dell'accuratezza
La riduzione dei tempi di setup rappresenta uno dei vantaggi più quantificabili della lavorazione a 5 assi. Ogni riposizionamento del pezzo introduce potenziali errori attraverso limitazioni della ripetibilità dell'attrezzatura, tipicamente ±0,02-0,05 mm a seconda della qualità dell'attrezzatura e dell'abilità dell'operatore. Queste tolleranze accumulate possono consumare rapidamente il budget di errore consentito sui componenti di precisione.
Uno studio completo dei nostri dati di produzione mostra tempi di setup medi di 45-90 minuti per operazioni complesse a 3 assi contro 15-30 minuti per operazioni equivalenti a 5 assi. Ancora più importante, l'eliminazione di setup multipli rimuove gli errori di posizionamento cumulativi, consentendo tolleranze complessive più strette. Le parti che richiedono una tolleranza geometrica di ±0,025 mm su caratteristiche lavorate in setup diversi spesso si rivelano impossibili da ottenere in modo coerente su apparecchiature a 3 assi.
I riferimenti e le superfici di riferimento mantengono le loro relazioni durante le operazioni a 5 assi, eliminando l'accumulo di tolleranze inerente ai processi multi-setup. Questo vantaggio diventa fondamentale in settori come quello aerospaziale, dove i requisiti di dimensionamento e tolleranza geometrica (GD&T) secondo gli standard ASME Y14.5 richiedono un controllo preciso delle relazioni tra le caratteristiche.
Per risultati di alta precisione, Richiedi un preventivo in 24 ore da Microns Hub.
Considerazioni sulla durata dell'utensile e sulla finitura superficiale
La lavorazione a 5 assi consente angoli di contatto dell'utensile ottimali che possono prolungare notevolmente la durata dell'utensile migliorando al contempo la qualità della finitura superficiale. Mantenendo un carico di truciolo costante ed evitando condizioni di taglio sfavorevoli, le operazioni a 5 assi spesso ottengono una durata dell'utensile del 25-40% superiore rispetto ai processi equivalenti a 3 assi.
La capacità di inclinare il mandrino consente un'evacuazione ottimale dei trucioli, particolarmente critica quando si lavorano caratteristiche profonde o si lavorano materiali che producono trucioli lunghi e filamentosi come gli acciai inossidabili austenitici. Una corretta evacuazione dei trucioli previene il ri-taglio, che degrada la finitura superficiale e accelera l'usura dell'utensile.
La riduzione dell'altezza delle creste attraverso percorsi utensile ottimizzati rappresenta un altro vantaggio significativo. I sistemi a 5 assi possono mantenere distanze di passata costanti e angoli di taglio ottimali su superfici complesse, eliminando le altezze delle creste variabili comuni nelle passate di finitura a 3 assi. Questa capacità spesso elimina le operazioni di finitura secondarie, risparmiando tempo e costi di manodopera.
| Applicazione della finitura superficiale | Capacità a 3 assi | Capacità a 5 assi | Fattore di miglioramento |
|---|---|---|---|
| Superfici aerospaziali (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | Miglioramento del 50-75% |
| Impianti medicali (Ra) | 0.8-1.6 μm | 0.4-0.8 μm | Miglioramento del 50% |
| Superfici degli stampi (Ra) | 0.4-0.8 μm | 0.2-0.4 μm | Miglioramento del 50% |
| Componenti generali (Ra) | 3.2-6.4 μm | 1.6-3.2 μm | Miglioramento del 50% |
Vantaggi specifici per materiale
Materiali diversi rispondono in modo univoco alle strategie di lavorazione a 5 assi. Le leghe di titanio, note per l'incrudimento e la scarsa conducibilità termica, beneficiano in modo significativo del contatto utensile costante possibile con i sistemi a 5 assi. Il mantenimento di velocità di taglio e avanzamenti ottimali lungo percorsi utensile complessi previene l'incrudimento che può verificarsi durante le convenzionali operazioni a 3 assi con condizioni di contatto variabili.
Le leghe di alluminio, sebbene generalmente più facili da lavorare, ottengono finiture superficiali superiori attraverso la lavorazione a 5 assi grazie al miglioramento dell'evacuazione dei trucioli e alle forze di taglio costanti. Ciò si rivela particolarmente prezioso per le applicazioni aerospaziali in cui la qualità della superficie influisce direttamente sulla durata a fatica. I nostri servizi di lavorazione CNC di precisione raggiungono regolarmente valori Ra di 0,4 μm sui componenti in alluminio attraverso strategie ottimizzate a 5 assi.
Gli acciai temprati e le superleghe presentano sfide estreme per qualsiasi processo di lavorazione, ma i sistemi a 5 assi consentono l'uso di percorsi utensile specializzati e parametri di taglio che sarebbero impossibili con le apparecchiature a 3 assi. Le strategie di fresatura trocoidale, la sgrossatura adattiva e la lavorazione a velocità superficiale costante diventano opzioni pratiche se combinate con angoli di approccio utensile illimitati.
Requisiti di programmazione e abilità dell'operatore
La sofisticazione della lavorazione a 5 assi richiede corrispondenti aumenti delle competenze di programmazione e dei livelli di abilità dell'operatore. La programmazione CAM per 5 assi richiede la comprensione dell'evitamento delle collisioni degli utensili, del coordinamento degli assi e delle strategie avanzate del percorso utensile. I tempi di programmazione aumentano tipicamente del 200-300% rispetto alle operazioni equivalenti a 3 assi, anche se questo overhead si ammortizza rapidamente durante le tirature di produzione.
Gli operatori devono comprendere la cinematica della macchina, le relazioni del sistema di coordinate e le strategie avanzate di staffaggio. La complessità dei setup a 5 assi richiede livelli di abilità più elevati, che in genere richiedono 6-12 mesi di formazione specializzata per operatori esperti a 3 assi. Tuttavia, una volta stabilite, le operazioni a 5 assi spesso richiedono meno interventi pratici a causa della ridotta frequenza di setup.
I moderni sistemi CAM come Mastercam, PowerMill e NX hanno migliorato significativamente l'accessibilità alla programmazione a 5 assi attraverso il rilevamento automatico delle collisioni, la generazione ottimizzata del percorso utensile e le capacità di simulazione. Tuttavia, la curva di apprendimento rimane sostanziale e deve essere presa in considerazione nella pianificazione dell'implementazione.
Manutenzione e complessità operativa
Le macchine a 5 assi comportano intrinsecamente sistemi meccanici più complessi, con assi rotativi, cuscinetti e sistemi di azionamento aggiuntivi che richiedono manutenzione. I costi di manutenzione preventiva sono in genere del 15-25% superiori rispetto ai sistemi equivalenti a 3 assi a causa dei componenti aggiuntivi e dei requisiti di calibrazione.
Le procedure di calibrazione per le macchine a 5 assi richiedono attrezzature e competenze specializzate. Le sfere R-Test, l'interferometria laser e le macchine di misura a coordinate diventano essenziali per mantenere gli standard di accuratezza. I costi di calibrazione annuali variano da €3.000 a 8.000 a seconda delle dimensioni della macchina e dei requisiti di accuratezza.
Tuttavia, la ridotta frequenza di setup nelle operazioni a 5 assi può effettivamente ridurre i requisiti di manutenzione complessivi nelle applicazioni ad alto volume. Meno cambi di parti significano meno usura sui tiranti del mandrino, sui cambiautensili e sui sistemi di staffaggio. L'effetto netto varia a seconda dell'applicazione, ma generalmente favorisce i sistemi a 5 assi negli ambienti di produzione.
Quadro di analisi costi-benefici
Lo sviluppo di un'analisi costi-benefici completa richiede l'esame di più centri di costo e flussi di benefici. I costi di capitale iniziali per i sistemi a 5 assi variano tipicamente da €300.000 a 800.000 per le macchine di livello produttivo, rispetto a €100.000-300.000 per i sistemi equivalenti a 3 assi.
| Fattore di costo | Impatto annuale a 3 assi | Impatto annuale a 5 assi | Differenza |
|---|---|---|---|
| Manodopera per il setup (500 pezzi/anno) | €25,000 | €8,000 | €17,000 di risparmio |
| Riduzione degli scarti | Base di riferimento | €15,000 di risparmio | €15,000 di risparmio |
| Costi di programmazione | €12,000 | €18,000 | €6,000 aggiuntivi |
| Manutenzione | €8,000 | €10,000 | €2,000 aggiuntivi |
| Miglioramenti della durata dell'utensile | Base di riferimento | €12,000 di risparmio | €12,000 di risparmio |
| Beneficio netto annuale | - | - | €36,000 |
Questa analisi suggerisce un periodo di ammortamento di 5-7 anni sull'investimento incrementale, presupponendo volumi di produzione e livelli di complessità tipici. Volumi più elevati, parti più complesse o materiali costosi possono ridurre i periodi di ammortamento a 2-3 anni.
Integrazione con sistemi multi-asse
La produzione moderna spesso trae vantaggio dall'integrazione della fresatura a 5 assi con altre tecnologie avanzate. I Torni con utensili motorizzati che combinano operazioni di tornitura e fresatura possono lavorare in sinergia con i sistemi a 5 assi per gestire la lavorazione completa delle parti con setup minimi.
I centri di tornitura-fresatura con capacità a 5 assi rappresentano il massimo nella riduzione dei setup, consentendo la lavorazione completa delle parti da barre o fusioni a componenti finiti. Mentre i livelli di investimento raggiungono €800.000-1.500.000, la capacità di produrre parti complesse in singole operazioni giustifica il costo per le applicazioni appropriate.
Quando ordini da Microns Hub, trai vantaggio da relazioni dirette con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio di servizio personalizzato significano che ogni progetto riceve l'attenzione ai dettagli che merita, sia che utilizzi strategie di lavorazione a 3 assi che a 5 assi.
Il quadro decisionale dovrebbe anche considerare le tendenze future della complessità delle parti. I settori che si muovono verso geometrie più leggere e complesse, come le parti di ricambio per la produzione additiva o i progetti ottimizzati per la topologia, richiedono sempre più la capacità a 5 assi. Investire in sistemi a 5 assi posiziona i produttori per le mutevoli richieste del mercato piuttosto che limitarsi ad affrontare i requisiti attuali.
Metodologia di calcolo del ROI
Il calcolo accurato del ROI per l'investimento a 5 assi richiede un'analisi dettagliata dei costi di produzione attuali rispetto ai costi previsti a 5 assi. Le variabili chiave includono i tassi di manodopera per il setup (in genere €45-65 all'ora nei mercati europei), i tassi di scarto, le riduzioni dei tempi di ciclo e i miglioramenti della qualità.
Si consideri una tipica staffa aerospaziale che richiede 4 setup su apparecchiature a 3 assi contro 1 setup su 5 assi. Il solo risparmio di manodopera per il setup ammonta a €135-195 per parte, mentre la riduzione degli scarti dalla lavorazione in un unico setup può far risparmiare €300-500 per parte in materiali costosi. Questi risparmi si accumulano rapidamente sui volumi di produzione.
I miglioramenti dei tempi di ciclo variano in modo significativo a seconda della geometria della parte, ma in genere variano dal 20 al 60% per le parti complesse. Un componente con un tempo di ciclo totale di 8 ore su apparecchiature a 3 assi potrebbe essere completato in 5-6 ore su sistemi a 5 assi attraverso percorsi utensile ottimizzati e tempi di movimentazione ridotti.
I miglioramenti della qualità, sebbene più difficili da quantificare, spesso forniscono il valore a lungo termine più significativo. La riduzione dei tassi di scarto, l'eliminazione delle operazioni secondarie e il miglioramento della soddisfazione del cliente giustificano l'investimento a 5 assi anche quando i risparmi sui costi diretti appaiono marginali. Il nostro completo portafoglio di servizi di produzione dimostra come la capacità a 5 assi ci consenta di gestire requisiti dei clienti sempre più complessi mantenendo prezzi competitivi.
Strategia di implementazione e cronologia
Un'implementazione di successo a 5 assi richiede un'attenta pianificazione e un'esecuzione graduale. La cronologia tipica va dai 12 ai 18 mesi dalla decisione di acquisto alla piena capacità di produzione, inclusi la consegna delle attrezzature, l'installazione, la formazione degli operatori e l'ottimizzazione del processo.
La fase 1 prevede la selezione delle attrezzature e la preparazione della struttura. Le macchine a 5 assi spesso richiedono fondamenta migliorate, maggiore capacità elettrica e software CAM aggiornato. Preventivare €50.000-100.000 per modifiche alla struttura e aggiornamenti dell'infrastruttura.
La fase 2 si concentra sulla formazione e sullo sviluppo iniziale del processo. Pianificare 3-6 mesi di formazione intensiva per programmatori e operatori. La produzione iniziale dovrebbe concentrarsi su parti più semplici per creare fiducia e perfezionare i processi prima di affrontare geometrie complesse.
La fase 3 prevede l'ottimizzazione del processo e l'espansione delle capacità. Prevedere 6-12 mesi per realizzare appieno il potenziale dei sistemi a 5 assi attraverso percorsi utensile ottimizzati, strategie di staffaggio migliorate e tecniche di programmazione perfezionate.
Domande frequenti
Quali tipi di parti giustificano la lavorazione a 5 assi rispetto alle alternative a 3 assi?
Le parti con angoli composti superiori a 30°, le cavità profonde che richiedono l'accessibilità degli utensili o i componenti che necessitano di più di 3 setup su apparecchiature convenzionali in genere giustificano l'investimento a 5 assi. Le staffe aerospaziali, gli impianti medicali, gli stampi complessi e i componenti delle turbine rappresentano applicazioni ideali in cui la riduzione dei setup e il miglioramento dell'accuratezza offrono chiari vantaggi economici.
Come si confrontano i costi di manutenzione tra i sistemi CNC a 3 assi e a 5 assi?
I sistemi a 5 assi in genere comportano costi di manutenzione superiori del 15-25% a causa degli assi rotativi, dei cuscinetti e dei requisiti di calibrazione aggiuntivi. I costi di manutenzione annuali variano da €10.000 a 15.000 per i sistemi a 5 assi rispetto a €8.000-12.000 per macchine a 3 assi comparabili. Tuttavia, la ridotta frequenza di setup nella produzione ad alto volume può compensare alcuni di questi costi aggiuntivi attraverso la riduzione dell'usura sui sistemi di staffaggio e cambio utensili.
Quale livello di abilità di programmazione è richiesto per un'efficace operazione a 5 assi?
La programmazione a 5 assi richiede competenze CAM avanzate, tra cui l'evitamento delle collisioni, l'ottimizzazione del percorso utensile e la gestione del sistema di coordinate. I programmatori esperti a 3 assi in genere necessitano di 6-12 mesi di formazione specializzata per raggiungere la competenza. I tempi di programmazione aumentano inizialmente del 200-300%, ma si stabilizzano man mano che l'esperienza si sviluppa e le librerie di parti crescono.
Come differiscono le capacità di tolleranza tra la lavorazione a 3 assi e a 5 assi?
I sistemi a 5 assi in genere raggiungono tolleranze di ±0,02 mm in modo coerente grazie alla lavorazione in un unico setup che elimina gli errori di posizionamento cumulativi. I sistemi a 3 assi in genere mantengono tolleranze di ±0,05 mm, con un'accuratezza che si degrada all'aumentare del numero di setup. L'eliminazione degli spostamenti del riferimento e delle modifiche della superficie di riferimento nella lavorazione a 5 assi consente tolleranze geometriche più strette secondo gli standard ASME Y14.5.
Qual è il tipico periodo di ammortamento per l'investimento CNC a 5 assi?
I periodi di ammortamento variano da 2 a 7 anni a seconda della complessità della parte, dei volumi di produzione e dei costi dei materiali. La produzione ad alto volume di parti complesse in materiali costosi come il titanio o l'Inconel può raggiungere l'ammortamento in 2-3 anni, mentre volumi inferiori o geometrie più semplici possono richiedere 5-7 anni. L'analisi dovrebbe includere il risparmio di manodopera per il setup, la riduzione degli scarti, i miglioramenti dei tempi di ciclo e i miglioramenti della qualità.
Gli operatori a 3 assi esistenti possono passare efficacemente alle apparecchiature a 5 assi?
Sì, gli operatori esperti a 3 assi possono passare ai sistemi a 5 assi con una formazione adeguata. La curva di apprendimento richiede in genere 3-6 mesi per la competenza di base e 12-18 mesi per la capacità avanzata. Le competenze chiave includono la comprensione della cinematica della macchina, le relazioni del sistema di coordinate e le strategie avanzate di staffaggio. L'investimento in programmi di formazione completi è essenziale per un'implementazione di successo.
Quali capacità del software CAM sono essenziali per la programmazione a 5 assi?
Le funzionalità CAM essenziali includono il rilevamento automatico delle collisioni, la generazione del percorso utensile a 5 assi, la simulazione della macchina e l'ottimizzazione del post-processore. I sistemi leader come Mastercam, PowerMill e NX forniscono queste funzionalità, anche se i costi di licenza aumentano in modo significativo per i moduli a 5 assi. Preventivare €15.000-30.000 all'anno per software CAM a 5 assi di livello professionale, inclusi manutenzione e aggiornamenti.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece