Zinco contro Alluminio nella pressofusione: perché lo zinco offre una durata degli stampi superiore
La durata degli stampi per pressofusione rimane uno dei fattori di costo più critici nella produzione ad alto volume, eppure molti ingegneri prendono ancora decisioni sulla selezione dei materiali basandosi esclusivamente sulle proprietà dei componenti. La dura realtà è che le operazioni di pressofusione di alluminio richiedono in genere la manutenzione degli stampi ogni 50.000-80.000 cicli, mentre gli stampi per pressofusione di zinco superano regolarmente i 500.000 cicli prima dei principali intervalli di manutenzione. Questa differenza fondamentale nella durata degli utensili può determinare la redditività del progetto durante il ciclo di vita della produzione.
Punti chiave
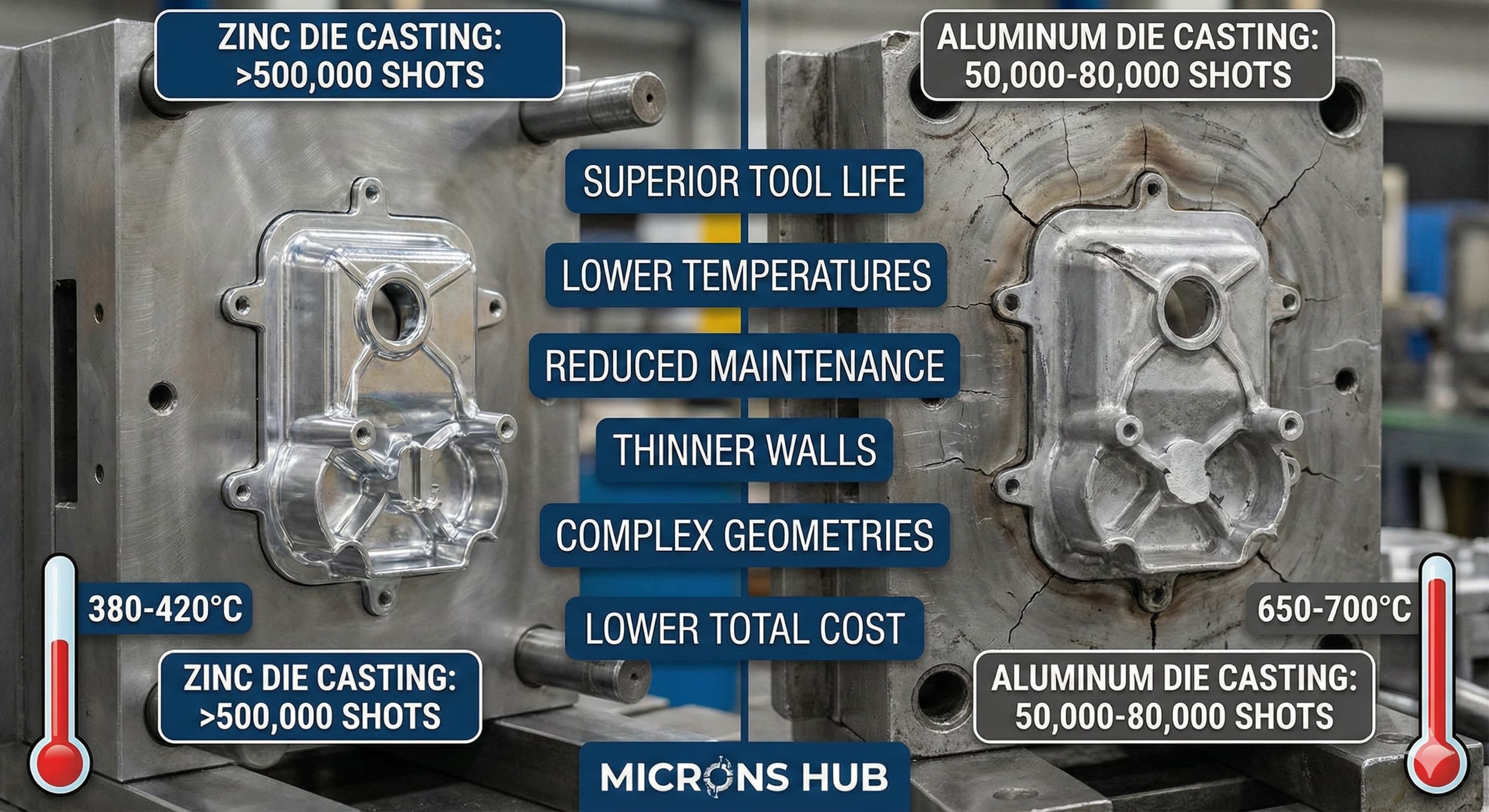
- Gli stampi per pressofusione di zinco raggiungono una durata di 6-10 volte superiore rispetto all'alluminio, con intervalli di manutenzione tipici superiori a 500.000 cicli rispetto ai 50.000-80.000 cicli dell'alluminio
- Le temperature operative più basse (380-420°C per lo zinco contro 650-700°C per l'alluminio) riducono significativamente lo stress termico e il degrado degli stampi
- Le caratteristiche di flusso superiori dello zinco consentono sezioni di parete più sottili e geometrie più complesse, mantenendo al contempo una precisione dimensionale costante
- Il costo totale di proprietà favorisce lo zinco per la produzione ad alto volume, nonostante i costi più elevati delle materie prime, grazie alla ridotta manutenzione degli stampi e ai cicli di produzione più lunghi
La fisica alla base delle differenze di durata degli stampi
La ragione fondamentale per cui lo zinco supera l'alluminio in termini di longevità degli stampi risiede nella differenza di temperatura operativa e nelle proprietà di interazione dei materiali. Le leghe di zinco fondono a circa 380-420°C, mentre le leghe di alluminio richiedono 650-700°C per operazioni di pressofusione adeguate. Questa differenza di temperatura di 270-300°C crea ambienti di stress termico notevolmente diversi all'interno della cavità dello stampo.
L'acciaio per utensili subisce cicli di espansione e contrazione termica ad ogni ciclo. Alle temperature operative dell'alluminio, l'acciaio per utensili H13 (lo standard industriale per gli stampi per pressofusione) opera più vicino al suo limite di temperatura di rinvenimento. L'esposizione ripetuta a queste temperature elevate provoca un graduale rammollimento della superficie dell'utensile, con conseguente usura prematura, fessurazione e instabilità dimensionale.
La temperatura di lavorazione più bassa dello zinco mantiene l'acciaio per utensili H13 ben entro il suo intervallo di durezza ottimale durante tutto il ciclo di produzione. Il ridotto shock termico riduce al minimo la formazione di cricche da calore (le fini reti di cricche che si sviluppano sulle superfici degli stampi) ed estende significativamente l'intervallo tra i cicli di ricondizionamento.
Caratteristiche del flusso del materiale e riempimento dello stampo
Le leghe di zinco dimostrano una fluidità superiore rispetto all'alluminio, riempiendo sezioni sottili e geometrie complesse con notevole uniformità. Questa caratteristica di flusso migliorata deriva dalla minore viscosità dello zinco allo stato fuso e dalla sua capacità di mantenere l'uniformità della temperatura durante tutto il processo di riempimento.
L'impatto pratico di questo flusso migliorato diventa evidente nelle capacità di spessore della parete. Le pressofusioni di zinco raggiungono regolarmente spessori di parete di 0,5-0,8 mm in produzione, mentre l'alluminio richiede in genere pareti minime di 1,5-2,0 mm per un riempimento affidabile. Questa capacità consente ai progettisti di ottimizzare il peso dei componenti e l'utilizzo dei materiali mantenendo l'integrità strutturale, un vantaggio cruciale dove il posizionamento strategico delle nervature può migliorare le prestazioni strutturali nelle sezioni a parete sottile.
Il modello di flusso uniforme riduce anche la probabilità di giunzioni fredde, linee di flusso e altri difetti correlati al riempimento che possono compromettere sia la qualità dei componenti che la durata degli stampi. Quando l'alluminio sperimenta un riempimento turbolento, le conseguenti variazioni di pressione possono causare stress meccanico sulle superfici degli stampi, contribuendo al degrado prematuro degli stampi.
Gestione termica e ottimizzazione dei tempi di ciclo
Un'efficace gestione termica è direttamente correlata sia all'efficienza della produzione che alla longevità degli stampi. La temperatura di lavorazione più bassa dello zinco consente strategie di raffreddamento più aggressive senza rischiare la qualità dei componenti. Il sistema di raffreddamento può estrarre il calore più rapidamente dalle fusioni di zinco, riducendo i tempi di ciclo e mantenendo la stabilità dimensionale.
Le velocità di raffreddamento tipiche per la pressofusione di zinco variano da 15 a 25°C al secondo, rispetto agli 8-15°C al secondo dell'alluminio. Questa capacità di raffreddamento accelerato si traduce in vantaggi in termini di tempi di ciclo del 20-30% in molte applicazioni. Ancora più importante, il carico termico ridotto sul sistema di stampi riduce al minimo la deformazione e l'affaticamento termico negli utensili.
La differenza di temperatura influisce anche sui sistemi di lubrificazione degli stampi. La temperatura operativa moderata dello zinco consente una copertura di lubrificazione più efficace, poiché i lubrificanti non subiscono un rapido degrado termico. Le temperature più elevate dell'alluminio possono causare la rottura del lubrificante, con conseguente aumento dell'attrito, grippaggio e usura accelerata sui componenti mobili dello stampo.
| Proprietà | Leghe di zinco (ZA-8, ZA-12) | Leghe di alluminio (A380, A383) |
|---|---|---|
| Temperatura di lavorazione | 380-420°C | 650-700°C |
| Vita utile tipica (colpi) | 500.000-1.000.000 | 50.000-80.000 |
| Spessore minimo della parete | 0.5-0.8 mm | 1.5-2.0 mm |
| Tasso di raffreddamento | 15-25°C/sec | 8-15°C/sec |
| Stabilità dimensionale | ±0.05-0.08 mm | ±0.08-0.13 mm |
| Finitura superficiale (Ra) | 0.8-1.6 μm | 1.6-3.2 μm |
Analisi economica: costo totale di proprietà
Sebbene lo zinco costi in genere il 15-25% in più dell'alluminio al chilogrammo, l'equazione del costo totale cambia radicalmente se si considerano la durata degli stampi, gli intervalli di manutenzione e l'efficienza della produzione. Un'analisi dei costi completa deve tenere conto dei costi delle materie prime, dell'ammortamento degli utensili, delle spese di manutenzione e dei tempi di inattività della produzione.
Si consideri uno scenario di produzione ad alto volume che richieda 2 milioni di componenti all'anno. Un'operazione di pressofusione di alluminio potrebbe richiedere 25-40 cicli di manutenzione degli utensili durante questa serie di produzione, mentre un'operazione di zinco richiederebbe in genere solo 2-4 interventi di manutenzione. Ogni ciclo di manutenzione comporta 2-4 giorni di inattività, costi di ricondizionamento di € 8.000-15.000 e potenziali problemi di qualità durante l'avvio.
La maggiore durata degli stampi della pressofusione di zinco consente cicli di produzione ininterrotti più lunghi, migliorando l'efficacia complessiva delle apparecchiature (OEE) e riducendo i costi di produzione per parte. Questo vantaggio diventa particolarmente pronunciato negli ambienti di produzione automatizzati in cui la coerenza e l'affidabilità sono fondamentali.
Per risultati di alta precisione, Richiedi il tuo preventivo personalizzato entro 24 ore da Microns Hub.
Vantaggi in termini di precisione dimensionale e qualità della superficie
La superiore stabilità dimensionale dello zinco durante tutto il ciclo di produzione contribuisce in modo significativo alla qualità costante delle parti e alla riduzione dell'usura degli stampi. Il tasso di ritiro inferiore del materiale (circa 0,6-0,8%) rispetto all'alluminio (1,0-1,3%) si traduce in risultati dimensionali più prevedibili e in una riduzione dello stress sui componenti dello stampo.
Questa coerenza dimensionale si traduce in capacità di tolleranza più strette. Le pressofusioni di zinco raggiungono regolarmente tolleranze di ±0,05-0,08 mm nelle dimensioni critiche, mentre l'alluminio richiede in genere tolleranze di ±0,08-0,13 mm per una produzione affidabile. La maggiore precisione riduce la necessità di operazioni di lavorazione secondarie e riduce al minimo le interruzioni della produzione correlate alla qualità.
Anche la qualità della finitura superficiale favorisce lo zinco, con valori Ra tipici di 0,8-1,6 μm ottenibili direttamente dallo stampo. Le superfici in alluminio richiedono generalmente operazioni di finitura aggiuntive per ottenere una qualità superficiale comparabile, aggiungendo costi e complessità al processo di produzione. La finitura superficiale superiore dei componenti in zinco spesso elimina la necessità di un'ampia post-elaborazione, particolarmente vantaggiosa per le applicazioni che richiedono un aspetto estetico o interfacce di assemblaggio precise.
Selezione della lega e ottimizzazione delle proprietà
Le moderne leghe di zinco per pressofusione offrono una gamma di proprietà meccaniche adatte ad applicazioni impegnative. Le leghe della serie ZA (ZA-8, ZA-12, ZA-27) offrono eccezionali rapporti resistenza/peso e resistenza all'usura, sfidando la tradizionale ipotesi che l'alluminio offra proprietà meccaniche superiori.
ZA-12, ad esempio, raggiunge resistenze alla trazione di 350-400 MPa con eccellenti caratteristiche di cuscinetto e usura. Questo livello di prestazioni soddisfa o supera molte specifiche di leghe di alluminio, pur mantenendo i vantaggi di lavorazione che prolungano la durata degli stampi. Le proprietà autolubrificanti della lega riducono ulteriormente l'usura sulle superfici degli stampi durante il processo di espulsione.
| Lega | Resistenza alla trazione (MPa) | Resistenza allo snervamento (MPa) | Allungamento (%) | Durezza (HB) |
|---|---|---|---|---|
| ZA-8 | 280-320 | 200-240 | 2-6 | 100-115 |
| ZA-12 | 350-400 | 290-320 | 1-3 | 115-125 |
| A380 (Al) | 320-330 | 160-170 | 2.5-3.5 | 80-85 |
| A383 (Al) | 310-320 | 150-160 | 3-4 | 75-80 |
La selezione di leghe di zinco appropriate dipende dai requisiti di prestazioni specifici e dall'ambiente operativo. Per le applicazioni che richiedono la massima durata degli stampi con buone proprietà meccaniche, ZA-8 offre un equilibrio ottimale. Quando è essenziale una maggiore resistenza, ZA-12 offre prestazioni eccellenti pur mantenendo i vantaggi in termini di durata degli stampi inerenti alla pressofusione di zinco.
Considerazioni sulla progettazione degli stampi per una maggiore durata
L'ottimizzazione della progettazione degli stampi per la pressofusione di zinco può migliorare ulteriormente le caratteristiche di durata degli stampi già superiori. Le temperature operative più basse consentono l'uso di geometrie dei canali di raffreddamento più sofisticate senza compromettere la resistenza dello stampo. I canali di raffreddamento conformi, creati attraverso tecniche di produzione additiva, possono essere incorporati più facilmente negli utensili per zinco grazie alle ridotte sollecitazioni termiche.
La progettazione del gate diventa meno critica con lo zinco grazie alle sue caratteristiche di flusso superiori, ma un gating adeguato influenza comunque la longevità dell'utensile. La capacità dello zinco di riempire uniformemente sezioni sottili consente dimensioni del gate più piccole, riducendo lo stress meccanico sulle aree del gate durante le operazioni di rottura e rifilatura. Questa considerazione diventa particolarmente importante nella produzione automatizzata in cui la rottura coerente del gate è essenziale per il funzionamento continuo.
Anche la progettazione del sistema di espulsione beneficia delle proprietà dello zinco. La lubrificità naturale del materiale e la temperatura di lavorazione più bassa riducono la forza necessaria per l'espulsione delle parti, riducendo al minimo l'usura sui perni di espulsione e riducendo la probabilità di rottura dei perni di espulsione, una causa comune di tempi di inattività della produzione nelle operazioni di alluminio.
Integrazione con i moderni sistemi di produzione
I vantaggi in termini di affidabilità e coerenza della pressofusione di zinco si allineano bene con i moderni approcci di produzione, tra cui la produzione snella e le implementazioni di Industry 4.0. La maggiore durata degli stampi e i ridotti requisiti di manutenzione supportano le strategie di produzione just-in-time riducendo al minimo i tempi di inattività non pianificati e garantendo programmi di produzione prevedibili.
Quando si integra la pressofusione con altri processi di produzione come servizi di fabbricazione di lamiere o operazioni di lavorazione secondarie, la coerenza dimensionale dello zinco offre vantaggi nella lavorazione a valle. La finitura superficiale superiore e la precisione dimensionale riducono i tempi di impostazione e l'usura degli utensili nelle operazioni secondarie, contribuendo all'efficienza complessiva del sistema.
I sistemi di controllo qualità beneficiano della stabilità del processo dello zinco. Le implementazioni del controllo statistico del processo (SPC) mostrano limiti di controllo più rigidi e meno variazioni di causa speciale nelle operazioni di pressofusione di zinco. Questa stabilità riduce la frequenza delle regolazioni del processo e delle interruzioni della produzione correlate alla qualità, migliorando ulteriormente i vantaggi in termini di costo totale.
I produttori moderni che scelgono Microns Hub beneficiano di relazioni dirette con strutture di pressofusione specializzate che garantiscono un controllo qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica nella selezione dei materiali e nell'ottimizzazione dei processi significa che ogni progetto riceve l'attenzione mirata necessaria per ottenere una durata degli utensili e un'efficienza di produzione ottimali.
Considerazioni ambientali e di sostenibilità
La maggiore durata degli stampi della pressofusione di zinco contribuisce positivamente alla sostenibilità ambientale attraverso molteplici percorsi. La ridotta frequenza di manutenzione degli utensili significa meno parti di ricambio, meno consumo di energia per il ricondizionamento degli utensili e una minore generazione di rifiuti dai componenti degli utensili usurati.
La temperatura di lavorazione più bassa dello zinco si traduce direttamente in un ridotto consumo di energia per parte prodotta. Nella produzione ad alto volume, questo vantaggio energetico può rappresentare un significativo risparmio sui costi e una riduzione dell'impronta di carbonio. La migliore efficienza di utilizzo dei materiali, resa possibile da sezioni di parete più sottili e migliori caratteristiche di flusso, migliora ulteriormente il profilo ambientale.
La riciclabilità sia delle leghe di zinco che degli acciai per utensili supporta i principi dell'economia circolare. Gli scarti di pressofusione di zinco mantengono un valore elevato e possono essere facilmente riciclati in nuove leghe. La maggiore durata degli utensili significa che l'energia incorporata e il contenuto di materiale degli utensili vengono ammortizzati su molti più cicli di produzione, migliorando l'efficienza complessiva delle risorse del processo di produzione.
I produttori possono sfruttare questi vantaggi di sostenibilità per raggiungere gli obiettivi ambientali aziendali ottenendo al contempo prestazioni economiche superiori. La combinazione di riduzione del consumo di energia, maggiore durata degli utensili e migliore efficienza dei materiali crea un caso convincente per la pressofusione di zinco nelle applicazioni in cui l'impatto ambientale è una considerazione.
Per i produttori che cercano soluzioni di produzione complete, i nostri servizi di produzione comprendono l'intera gamma di processi necessari per ottimizzare l'efficienza della produzione e la longevità degli utensili in base alle diverse esigenze applicative.
Domande frequenti
Qual è la differenza di costo effettiva tra la pressofusione di zinco e quella di alluminio se si considera la durata degli stampi?
Sebbene i costi dei materiali in zinco siano in genere superiori del 15-25% rispetto all'alluminio, il costo totale di proprietà favorisce spesso lo zinco nelle applicazioni ad alto volume. Gli utensili in zinco che durano 500.000-1.000.000 di cicli rispetto ai 50.000-80.000 cicli dell'alluminio significano costi di manutenzione degli utensili significativamente inferiori, tempi di inattività ridotti e una migliore efficienza della produzione. Nella maggior parte degli scenari di produzione che superano le 100.000 parti all'anno, la maggiore durata degli utensili dello zinco compensa più che proporzionalmente il costo del materiale più elevato.
La pressofusione di zinco può raggiungere le stesse proprietà di resistenza delle leghe di alluminio?
Le moderne leghe di zinco come ZA-12 raggiungono resistenze alla trazione di 350-400 MPa, che soddisfano o superano molte leghe di alluminio per pressofusione. Sebbene l'alluminio offra vantaggi in termini di resistenza specifica (rapporto resistenza/peso), lo zinco offre proprietà di cuscinetto, resistenza all'usura e stabilità dimensionale superiori. La scelta dipende dai requisiti specifici dell'applicazione, ma lo zinco non deve essere automaticamente scartato in base a ipotesi di resistenza obsolete.
Come si confrontano le capacità minime di spessore della parete tra i materiali?
La pressofusione di zinco raggiunge regolarmente spessori di parete di 0,5-0,8 mm nelle applicazioni di produzione, mentre l'alluminio richiede in genere pareti minime di 1,5-2,0 mm per un riempimento affidabile. Questa capacità deriva dalle caratteristiche di flusso superiori dello zinco e dalla minore viscosità allo stato fuso. La capacità di parete più sottile consente un significativo risparmio di materiale e una maggiore flessibilità di progettazione in molte applicazioni.
Quali fattori determinano se lo zinco o l'alluminio sono più adatti per una specifica applicazione?
I fattori chiave includono il volume di produzione (i vantaggi dello zinco aumentano con il volume), i requisiti di tolleranza dimensionale (lo zinco offre tolleranze più strette), le esigenze del rapporto resistenza/peso (vantaggio dell'alluminio), i requisiti di finitura superficiale (vantaggio dello zinco) e le aspettative di durata degli utensili. Le applicazioni che richiedono alta precisione, qualità costante e cicli di produzione lunghi in genere favoriscono lo zinco, mentre le applicazioni critiche per il peso possono favorire l'alluminio nonostante i compromessi sulla durata degli utensili.
Come si confronta la precisione dimensionale tra la pressofusione di zinco e quella di alluminio?
La pressofusione di zinco raggiunge in genere tolleranze di ±0,05-0,08 mm nelle dimensioni critiche, mentre l'alluminio richiede tolleranze di ±0,08-0,13 mm per una produzione affidabile. Questa differenza deriva dal tasso di ritiro inferiore dello zinco (0,6-0,8% contro 1,0-1,3% per l'alluminio) e dalla superiore stabilità dimensionale durante i cicli di produzione. La maggiore precisione spesso elimina i requisiti di lavorazione secondaria.
Quali intervalli di manutenzione ci si può aspettare per gli utensili per pressofusione di zinco rispetto a quelli di alluminio?
Gli utensili per pressofusione di zinco richiedono in genere una manutenzione importante ogni 500.000-1.000.000 di cicli, mentre gli utensili in alluminio necessitano di attenzione ogni 50.000-80.000 cicli. Ciò rappresenta una differenza di 6-10 volte nella durata degli utensili. Gli intervalli prolungati derivano da temperature operative più basse (380-420°C contro 650-700°C), stress termico ridotto e interazione meno aggressiva tra il metallo fuso e le superfici dell'acciaio per utensili.
Come si confrontano i tempi di ciclo tra i processi di pressofusione di zinco e alluminio?
La pressofusione di zinco spesso raggiunge tempi di ciclo più rapidi del 20-30% grazie a un'estrazione di calore più efficiente resa possibile da temperature di lavorazione più basse. Le velocità di raffreddamento tipiche per lo zinco variano da 15 a 25°C al secondo rispetto agli 8-15°C al secondo dell'alluminio. Il ciclo più rapido, combinato con una maggiore durata degli utensili, migliora significativamente l'efficacia complessiva delle apparecchiature e la capacità di produzione.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece