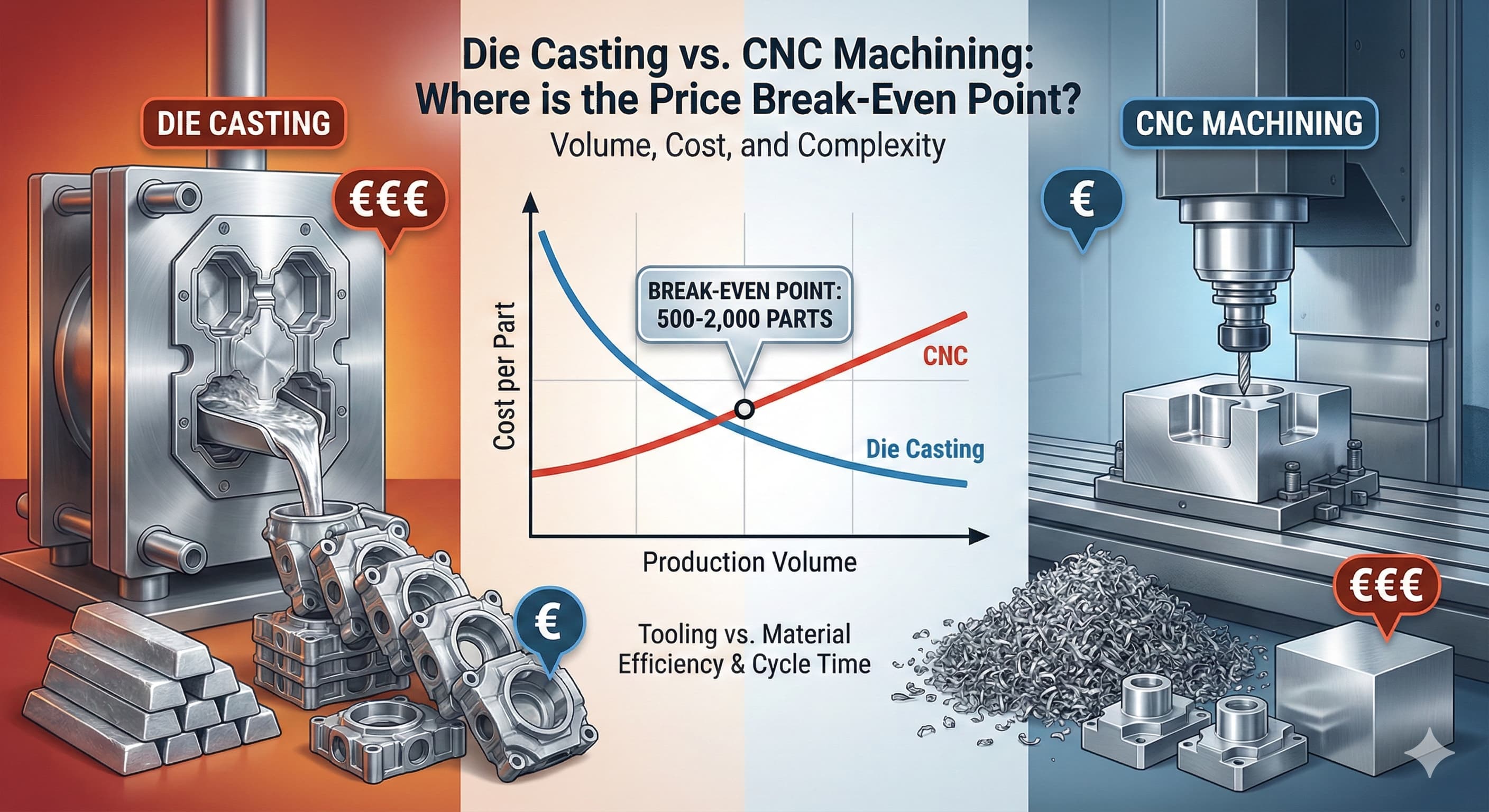
Fusione sotto pressione vs. Lavorazione CNC: Dov'è il punto di pareggio dei prezzi?
La decisione tra la fusione sotto pressione e la lavorazione CNC si riduce fondamentalmente all'economia del volume di produzione e ai requisiti di complessità del pezzo. Gli ingegneri di produzione affrontano questa scelta quotidianamente, ma molti non dispongono della precisa struttura matematica per identificare il vero punto di pareggio in cui i costi di attrezzaggio giustificano il passaggio dalla lavorazione alla fusione.
Questa analisi esamina le soglie di volume esatte, i fattori di costo e le considerazioni tecniche che determinano quando la fusione sotto pressione diventa più economica della lavorazione CNC per i componenti metallici.
Punti chiave
- Il punto di pareggio si verifica in genere tra 500 e 2.000 pezzi per i componenti in alluminio, a seconda della complessità del pezzo e dei requisiti di lavorazione
- I costi di attrezzaggio per la fusione sotto pressione variano da € 15.000 a € 80.000, mentre i costi di configurazione CNC sono compresi tra € 200 e € 1.500 per progetto di pezzo
- L'efficienza di utilizzo del materiale favorisce la fusione sotto pressione all'85-95% rispetto alla lavorazione CNC al 20-40% per geometrie complesse
- I requisiti di finitura superficiale e tolleranza possono spostare il punto di pareggio del 200-500% in entrambe le direzioni
Analisi della struttura dei costi: fusione sotto pressione vs. lavorazione CNC
Comprendere le strutture dei costi fondamentali rivela perché i calcoli del punto di pareggio variano in modo significativo tra diverse specifiche di parte e scenari di produzione.
Componenti di costo della fusione sotto pressione
I costi della fusione sotto pressione sono costituiti da tre elementi principali: investimento in attrezzature, costi dei materiali per pezzo e costi di lavorazione. L'attrezzaggio rappresenta il più grande investimento iniziale, che in genere varia da € 15.000 per stampi in alluminio a cavità singola semplici a € 80.000 per utensili multicavità complessi che richiedono slitte e geometrie del nucleo intricate.
I costi dei materiali nella fusione sotto pressione beneficiano della produzione near-net-shape. La lega di alluminio A380 (equivalente a EN AC-AlSi9Cu3(Fe)) costa circa € 2,20-€ 2,80 al chilogrammo, con tassi di utilizzo del materiale dell'85-95% per parti ben progettate. Il processo di fusione stesso aggiunge € 0,80-€ 2,50 per pezzo, a seconda del tempo di ciclo e del peso del pezzo.
Le operazioni secondarie frequentemente richieste includono la gestione dei segni dei perni di espulsione sulle superfici estetiche, la rifilatura delle bave e la foratura di fori che non possono essere fusi a causa delle limitazioni dell'angolo di spoglia.
Struttura dei costi della lavorazione CNC
I costi della lavorazione CNC seguono un modello diverso, con costi di configurazione inferiori ma costi di materiale e lavorazione per pezzo più elevati. I costi di configurazione in genere variano da € 200 a € 1.500 per progetto di parte, inclusi programmazione, selezione degli utensili e ispezione del primo articolo.
I costi dei materiali nella lavorazione CNC risentono della significativa generazione di scarti. Partendo da una billetta di alluminio forgiato 6061-T6 a € 4,20-€ 5,50 al chilogrammo, le parti complesse spesso richiedono la rimozione del 60-80% del materiale di partenza, con conseguenti costi effettivi del materiale di € 8,50-€ 13,75 per chilogrammo di peso del pezzo finito.
Il tempo di lavorazione è direttamente correlato alla complessità del pezzo. Le parti semplici che richiedono 15-30 minuti di tempo macchina a € 45-€ 65 all'ora creano costi per pezzo gestibili. Tuttavia, le geometrie complesse che richiedono 2-4 ore di tempo di lavorazione possono raggiungere € 90-€ 260 per pezzo solo in costi di lavorazione.
| Componente di costo | Pressocolata | Lavorazione CNC | Impatto sul punto di pareggio |
|---|---|---|---|
| Costo di impostazione iniziale | €15.000-€80.000 | €200-€1.500 | Volumi più alti favoriscono la fusione |
| Efficienza del materiale | 85-95% | 20-40% | Vantaggio significativo per parte |
| Costo di lavorazione/parte | €0.80-€2.50 | €11.25-€65.00 | Fattore determinante per il volume |
| Operazioni secondarie | €1.50-€8.00 | €0.50-€3.00 | Impatto moderato |
Analisi matematica del punto di pareggio
Il calcolo del punto di pareggio richiede di stabilire quando i costi totali di fusione sotto pressione sono uguali ai costi totali di lavorazione CNC per tutta la durata della produzione.
Formula di base del punto di pareggio
Volume di pareggio = (Costo dell'attrezzatura di fusione - Costo di configurazione CNC) ÷ (Costo per pezzo CNC - Costo per pezzo di fusione)
Per una tipica parte di alloggiamento in alluminio del peso di 250 grammi:
Scenario di fusione sotto pressione:
- Costo dell'attrezzatura: € 35.000
- Costo del materiale per pezzo: € 0,55 (250 g × € 2,20/kg)
- Costo di lavorazione: € 1,20
- Operazioni secondarie: € 2,80
- Totale per pezzo: € 4,55
Scenario di lavorazione CNC:
- Costo di configurazione: € 800
- Costo del materiale per pezzo: € 2,65 (billetta da 625 g × € 4,25/kg, utilizzo del 40%)
- Costo di lavorazione: € 28,50 (38 minuti × € 45/ora)
- Operazioni secondarie: € 1,20
- Totale per pezzo: € 32,35
Calcolo del punto di pareggio: (€ 35.000 - € 800) ÷ (€ 32,35 - € 4,55) = 1.230 pezzi
Scenari di costo basati sul volume
I punti di pareggio nel mondo reale variano in modo significativo in base alla complessità del pezzo e ai requisiti delle specifiche. Le staffe e gli alloggiamenti semplici in genere raggiungono il punto di pareggio tra 500 e 1.200 pezzi, mentre gli assiemi complessi con intricate caratteristiche interne potrebbero non giustificare la fusione sotto pressione fino a 3.000-5.000 pezzi.
| Complessità della parte | Intervallo di costo degli utensili | Volume di pareggio | Esempi di applicazioni |
|---|---|---|---|
| Semplice (Geometria di base) | €15.000-€25.000 | 400-800 parti | Staffe, alloggiamenti semplici |
| Moderata (Alcune caratteristiche) | €25.000-€45.000 | 800-1.800 parti | Contenitori elettronici |
| Complessa (Diapositive multiple) | €45.000-€80.000 | 1.500-4.000 parti | Componenti automobilistici |
| Altamente complessa | €80.000+ | 3.000+ parti | Carter di trasmissione |
Per risultati di alta precisione, richiedi un preventivo in 24 ore da Microns Hub.
Fattori tecnici che influenzano i calcoli del punto di pareggio
Diverse considerazioni tecniche possono spostare drasticamente i calcoli del punto di pareggio al di là della semplice economia del volume.
Requisiti di tolleranza e finitura superficiale
I requisiti di tolleranza ristretta favoriscono la lavorazione CNC, in particolare per le dimensioni che richiedono ±0,025 mm o meglio. La fusione sotto pressione in genere raggiunge ±0,1 mm sulle dimensioni della linea di non divisione, con le dimensioni della linea di divisione che mantengono ±0,2 mm in condizioni ottimali.
Le dimensioni critiche spesso richiedono operazioni di lavorazione post-fusione, aggiungendo € 3,50-€ 12,00 per pezzo a seconda della complessità della configurazione. Quando più del 30% delle caratteristiche del pezzo richiede lavorazioni secondarie, il punto di pareggio può spostarsi da 1.200 pezzi a 2.800 pezzi per lo stesso componente.
Anche i requisiti di finitura superficiale influiscono sull'economia. La fusione sotto pressione produce naturalmente superfici Ra 1,6-3,2 μm, mentre la lavorazione CNC può ottenere Ra 0,8-1,6 μm direttamente. Le applicazioni estetiche che richiedono Ra 0,4 μm o meglio richiedono operazioni di lucidatura aggiuntive che costano € 8,50-€ 25,00 per pezzo.
Impatto della selezione del materiale
La scelta del materiale influisce in modo significativo sui calcoli del punto di pareggio sia attraverso i costi delle materie prime sia attraverso le considerazioni di lavorazione. Le leghe di alluminio A380 e A383 (EN AC-AlSi9Cu3(Fe) e EN AC-AlSi10Mg(Cu)) offrono un'eccellente colabilità a € 2,20-€ 2,80 al chilogrammo, mentre le alternative ad alta resistenza come A357 (EN AC-AlSi7Mg0.3) costano € 3,20-€ 4,10 al chilogrammo.
Per le applicazioni che richiedono trattamento termico di tempra T6 per applicazioni strutturali, costi aggiuntivi di € 2,80-€ 5,20 per pezzo devono essere presi in considerazione nei calcoli del punto di pareggio.
La lavorazione CNC offre una maggiore flessibilità dei materiali, inclusi gradi come 6061-T6, 7075-T6 e 2024-T4 che non possono essere fusi sotto pressione. Tuttavia, le leghe esotiche possono costare € 8,50-€ 18,00 al chilogrammo, favorendo ulteriormente la fusione sotto pressione per la produzione ad alto volume.
| Grado del materiale | Idoneità alla pressocolata | Costo per kg | Impatto sul punto di pareggio |
|---|---|---|---|
| A380 (AlSi9Cu3) | Eccellente | €2.20-€2.80 | Base di riferimento |
| A356 (AlSi7Mg0.3) | Buona | +15% volume | 6061-T6 |
| Non adatto | €4.20-€5.50 | Solo CNC | 7075-T6 |
| Non adatto | €8.50-€12.00 | Solo CNC | Fattore temporale |
Scenari di volume di produzione e alberi decisionali
Diversi scenari di produzione richiedono approcci di analisi personalizzati per determinare i metodi di produzione ottimali.
Produzione a basso volume (50-500 pezzi)
La produzione a basso volume favorisce quasi universalmente la lavorazione CNC a causa delle sfide di ammortamento dei costi degli utensili. Anche i semplici utensili di fusione sotto pressione che costano € 15.000 comportano € 30-€ 300 per pezzo solo in costi di attrezzaggio prima di considerare i costi di lavorazione.
Si verificano eccezioni quando le parti richiedono operazioni di lavorazione estensive superiori a 3-4 ore per parte o quando lo spreco di materiale si avvicina all'85-90% del peso della billetta di partenza. In questi scenari, anche piccoli volumi di 200-300 pezzi possono giustificare semplici utensili di fusione.
Le corse di prototipi e pre-produzione beneficiano della flessibilità della lavorazione CNC, consentendo iterazioni di progettazione senza modifiche agli utensili. I costi di configurazione di € 200-€ 800 per modifica di progettazione rimangono gestibili rispetto alle modifiche allo stampo di € 5.000-€ 15.000.
Produzione a medio volume (500-5.000 pezzi)
La produzione a medio volume rappresenta la zona decisionale critica in cui l'analisi del punto di pareggio diventa essenziale. La complessità del pezzo, i requisiti di tolleranza e la selezione del materiale influenzano pesantemente la selezione del metodo di produzione ottimale.
Le parti semplici con tolleranze rilassate (±0,2 mm) in genere favoriscono la fusione sotto pressione sopra gli 800-1.200 pezzi. Le parti complesse che richiedono più operazioni secondarie potrebbero non giustificare la fusione fino a 2.500-3.500 pezzi, a seconda dei tempi di lavorazione richiesti.
I costi dei materiali diventano sempre più importanti a volumi medi. Le parti che richiedono leghe esotiche disponibili solo in forma forgiata richiedono la lavorazione CNC indipendentemente dalle considerazioni sul volume. Al contrario, le parti compatibili con le leghe di fusione standard beneficiano di una migliore efficienza di utilizzo del materiale.
Produzione ad alto volume (5.000+ pezzi)
La produzione ad alto volume favorisce fortemente la fusione sotto pressione per le parti compatibili con le leghe di fusione e i vincoli geometrici. I costi degli utensili si ammortizzano a € 0,50-€ 8,00 per pezzo, rendendo i costi totali del pezzo significativamente inferiori rispetto alle alternative CNC.
L'attrezzaggio multicavità diventa economicamente praticabile a volumi superiori a 8.000-12.000 pezzi all'anno. Gli stampi a quattro cavità aumentano i costi di attrezzaggio iniziali del 40-60%, ma riducono i costi di lavorazione per pezzo del 35-45%, migliorando ulteriormente l'economia della fusione sotto pressione.
Le opportunità di integrazione dell'automazione emergono ad alti volumi, con la rifilatura robotizzata e le operazioni secondarie che riducono i costi di manodopera di € 0,80-€ 2,20 per pezzo. La lavorazione CNC deve affrontare sfide di automazione a causa dei diversi tempi di ciclo e dei requisiti di configurazione.
Considerazioni specifiche del settore
Diversi settori mostrano diversi modelli di pareggio in base alle tipiche caratteristiche delle parti e ai requisiti di prestazione.
Applicazioni automobilistiche
I componenti automobilistici in genere presentano geometrie complesse con requisiti di tolleranza moderati, favorendo la fusione sotto pressione a volumi relativamente bassi di 1.200-2.800 pezzi all'anno. Le pressioni sulla riduzione del peso guidano i requisiti di fusione a parete sottile, aumentando la complessità e i costi degli utensili.
I requisiti di sicurezza in caso di incidente spesso impongono proprietà specifiche del materiale ottenibili solo attraverso gradi di alluminio forgiato, forzando la selezione della lavorazione CNC indipendentemente dalle considerazioni sul volume. I componenti strutturali critici che richiedono livelli di resistenza 7075-T6 non possono utilizzare alternative di fusione sotto pressione.
Le pressioni sui costi nelle applicazioni automobilistiche rendono critica l'analisi del punto di pareggio, con i costi di produzione target che spesso guidano la selezione del metodo di produzione. Gli impegni di volume annuali consentono l'ammortamento degli investimenti in attrezzature su cicli di vita del modello di 3-5 anni.
Elettronica e prodotti di consumo
Le applicazioni elettroniche enfatizzano tolleranze strette ed eccellenti finiture superficiali, spesso richiedendo operazioni di lavorazione secondarie anche quando si utilizzano processi primari di fusione sotto pressione. I requisiti di schermatura EMI possono richiedere gradi di materiale specifici o trattamenti superficiali.
I rapidi cicli di sviluppo del prodotto favoriscono la lavorazione CNC per le tirature di produzione iniziali, con potenziale conversione alla fusione sotto pressione per i prodotti di successo che superano le 2.000-3.000 unità all'anno. L'ottimizzazione del design per la fusione si verifica spesso durante la gestione del ciclo di vita del prodotto.
I requisiti estetici nell'elettronica di consumo spesso richiedono operazioni di finitura aggiuntive che costano € 5,50-€ 18,00 per pezzo, influenzando in modo significativo i calcoli del punto di pareggio. Le operazioni di anodizzazione, verniciatura a polvere e lucidatura devono essere prese in considerazione nei costi totali di produzione.
Quando si valutano le opzioni di produzione, Microns Hub fornisce relazioni dirette con i produttori garantendo un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica abbraccia sia le capacità di fusione sotto pressione che di lavorazione CNC, consentendo raccomandazioni oggettive basate puramente sui requisiti del tuo progetto piuttosto che sulle limitazioni del processo.
Strategie avanzate di ottimizzazione dei costi
Oltre ai calcoli di base del punto di pareggio, diverse strategie avanzate possono ottimizzare i costi di produzione e migliorare l'accuratezza del processo decisionale.
Approcci di produzione ibridi
La combinazione di operazioni di fusione sotto pressione e lavorazione CNC può ottimizzare sia i costi che le prestazioni per applicazioni specifiche. Gli approcci di fusione-poi-lavorazione utilizzano la fusione sotto pressione per la creazione di geometrie di base, seguita da operazioni CNC per dimensioni critiche e finiture superficiali.
Questo approccio ibrido funziona efficacemente quando il 60-70% della geometria del pezzo può essere fuso in forma quasi netta, con le caratteristiche rimanenti che richiedono tolleranze di ±0,025 mm o migliori finiture superficiali. I volumi di pareggio in genere variano da 800 a 1.800 pezzi, a seconda della complessità dell'operazione di lavorazione.
Le alternative di fusione a cera persa dovrebbero essere prese in considerazione per geometrie interne complesse incompatibili con i requisiti di spoglia della fusione sotto pressione. Sebbene i costi degli utensili siano inferiori (€ 5.000-€ 15.000), i costi di lavorazione aumentano a € 8,50-€ 25,00 per pezzo, spostando i punti di pareggio a 2.800-5.200 pezzi.
Integrazione del design per la produzione
L'ottimizzazione dei progetti di parti per la selezione del metodo di produzione può migliorare notevolmente l'economia del punto di pareggio. I progetti di fusione sotto pressione beneficiano di uno spessore della parete uniforme, angoli di spoglia generosi (1,5-3,0 gradi) ed eliminazione dei sottosquadri che richiedono utensili complessi.
I progetti di lavorazione CNC dovrebbero ridurre al minimo le tasche profonde, le pareti sottili e le complesse superfici 3D che richiedono ampi percorsi utensile. La compatibilità degli utensili standard riduce i costi di configurazione di € 150-€ 450 per progetto di parte, migliorando l'economia a basso volume.
Le revisioni del progetto interfunzionali che coinvolgono gli ingegneri di produzione durante lo sviluppo del concetto possono identificare i metodi di produzione ottimali prima dell'investimento dettagliato nel progetto. Questo approccio previene costosi sforzi di riprogettazione quando si verifica il ridimensionamento della produzione.
Per i produttori che richiedono sia lavorazioni di precisione che capacità di fusione, i nostri servizi di produzione forniscono soluzioni integrate che abbracciano più metodi di produzione. Inoltre, i nostri servizi di fabbricazione di lamiere offrono approcci alternativi per applicazioni di alloggiamento e staffe in cui né la fusione né la lavorazione forniscono rapporti costo-prestazioni ottimali.
Considerazioni su qualità e tempi di consegna
La selezione del metodo di produzione comporta compromessi al di là delle pure considerazioni sui costi, tra cui la coerenza della qualità, i tempi di consegna e la resilienza della catena di approvvigionamento.
Capacità di controllo qualità
La qualità della fusione sotto pressione dipende fortemente dal controllo del processo e dalla manutenzione degli utensili. La porosità, le chiusure a freddo e la variazione dimensionale possono influire sul 2-8% della produzione senza controlli adeguati. L'implementazione del controllo statistico del processo aggiunge € 0,25-€ 0,80 per pezzo, ma riduce i tassi di rifiuto a meno dell'1%.
La lavorazione CNC offre un controllo dimensionale e una ripetibilità superiori, con processi capaci che raggiungono valori Cpk di 1,67 o superiori per le dimensioni critiche. Questo vantaggio di affidabilità può giustificare costi per pezzo più elevati per le applicazioni in cui i guasti sul campo creano un'esposizione significativa alla garanzia.
I requisiti di ispezione variano in modo significativo tra i processi. Le fusioni sotto pressione in genere richiedono un'ispezione visiva al 100% e una verifica dimensionale periodica, mentre le parti CNC potrebbero aver bisogno solo di un campionamento statistico dopo la qualifica del processo.
Analisi dei tempi di consegna
I tempi di consegna della fusione sotto pressione includono 6-16 settimane per la fabbricazione degli utensili, seguite da 2-4 settimane per l'approvazione del primo articolo e l'ottimizzazione del processo. I tempi di consegna della produzione in genere variano da 3 a 8 settimane a seconda dei requisiti di volume e della complessità.
La lavorazione CNC offre tempi di consegna iniziali più brevi di 1-3 settimane per i primi articoli, con scalabilità della produzione limitata dalla capacità della macchina. La produzione CNC ad alto volume può richiedere tempi di consegna di 6-12 settimane a causa dei vincoli di capacità.
Le interruzioni della catena di approvvigionamento influiscono in modo diverso sulla fusione sotto pressione e sulla lavorazione CNC. La fusione sotto pressione dipende da attrezzature specializzate e fornitori di utensili, mentre la lavorazione CNC utilizza macchine utensili più ampiamente disponibili e utensili standard.
| Pressocolata | Lavorazione CNC | Impatto strategico | Impostazione iniziale |
|---|---|---|---|
| 6-16 settimane | 1-3 settimane | Favorisce il CNC per urgenza | Primo articolo |
| 2-4 settimane | 3-7 giorni | Vantaggio CNC | Scalabilità della produzione |
| 2-4 settimane | 4-8 settimane | La fusione si adatta più velocemente | Modifiche al progetto |
| 4-12 settimane | 1-2 settimane | Vantaggio della flessibilità CNC |
Domande frequenti
Qual è il tipico punto di pareggio tra fusione sotto pressione e lavorazione CNC per le parti in alluminio?
I punti di pareggio in genere variano da 500 a 2.000 pezzi per i componenti in alluminio, a seconda della complessità del pezzo e dei requisiti di lavorazione. Le staffe semplici possono raggiungere il punto di pareggio a 400-800 pezzi, mentre gli alloggiamenti complessi che richiedono più operazioni secondarie potrebbero non giustificare la fusione sotto pressione fino a 2.500-4.000 pezzi. Il punto di pareggio esatto dipende dai costi degli utensili (€ 15.000-€ 80.000), dall'efficienza di utilizzo del materiale e dai costi di lavorazione per pezzo.
In che modo i requisiti di tolleranza influiscono sulla scelta tra fusione sotto pressione e lavorazione CNC?
La fusione sotto pressione in genere raggiunge ±0,1 mm sulle dimensioni della linea di non divisione e ±0,2 mm sulle caratteristiche della linea di divisione. La lavorazione CNC può mantenere ±0,025 mm o più stretto sulle dimensioni critiche. Quando più del 30% delle caratteristiche del pezzo richiede tolleranze più strette di ±0,1 mm, i punti di pareggio possono spostarsi da 1.200 pezzi a 2.800 pezzi a causa delle operazioni di lavorazione secondarie richieste che costano € 3,50-€ 12,00 per pezzo.
Quali materiali possono essere utilizzati nella fusione sotto pressione rispetto alla lavorazione CNC?
La fusione sotto pressione è limitata a leghe come A380, A383 e A356 (AlSi9Cu3, AlSi10Mg, AlSi7Mg0.3) che costano € 2,20-€ 4,10 al chilogrammo. La lavorazione CNC può utilizzare leghe forgiate tra cui 6061-T6, 7075-T6 e 2024-T4, anche se a costi di materiale più elevati di € 4,20-€ 18,00 al chilogrammo. Le applicazioni che richiedono leghe ad alta resistenza come 7075-T6 devono utilizzare la lavorazione CNC indipendentemente dalle considerazioni sul volume.
Quali sono i principali fattori di costo nella fusione sotto pressione rispetto alla lavorazione CNC?
I costi della fusione sotto pressione sono guidati dall'investimento iniziale in attrezzature (€ 15.000-€ 80.000) e da costi per pezzo relativamente bassi (€ 4,50-€ 8,50). La lavorazione CNC presenta bassi costi di configurazione (€ 200-€ 1.500) ma alti costi per pezzo a causa dello spreco di materiale (tasso di scarto del 60-80%) e dei costi di tempo di lavorazione di € 45-€ 65 all'ora. L'efficienza di utilizzo del materiale favorisce fortemente la fusione sotto pressione all'85-95% rispetto al 20-40% per la lavorazione CNC.
In che modo la complessità del pezzo influisce sulla selezione del metodo di produzione?
Le parti semplici con geometria di base favoriscono la fusione sotto pressione a volumi superiori a 400-800 pezzi. Le parti complesse che richiedono slitte, più sottosquadri o intricate caratteristiche interne aumentano i costi degli utensili a € 45.000-€ 80.000+, spingendo i punti di pareggio a 1.500-4.000 pezzi. La lavorazione CNC gestisce geometrie complesse senza penalità di attrezzaggio, ma risente dell'aumento dei tempi di ciclo e dello spreco di materiale su parti intricate.
Quali operazioni secondarie sono in genere richieste per ciascun processo?
La fusione sotto pressione richiede comunemente la rifilatura delle bave, la foratura di fori che non possono essere fusi a causa degli angoli di spoglia e la lavorazione di dimensioni critiche, aggiungendo € 1,50-€ 8,00 per pezzo. La lavorazione CNC in genere richiede operazioni secondarie minime (€ 0,50-€ 3,00 per pezzo) come la sbavatura e la pulizia. Tuttavia, le applicazioni estetiche possono richiedere trattamenti superficiali aggiuntivi per entrambi i processi, che costano € 5,50-€ 25,00 per pezzo.
Come si confrontano i tempi di consegna tra fusione sotto pressione e lavorazione CNC?
La fusione sotto pressione richiede 6-16 settimane per la fabbricazione degli utensili più 2-4 settimane per l'ottimizzazione del processo, ma offre quindi un rapido ridimensionamento della produzione. La lavorazione CNC offre tempi di consegna di 1-3 settimane per i primi articoli e una maggiore flessibilità per le modifiche di progettazione (1-2 settimane contro 4-12 settimane per le modifiche allo stampo). La produzione CNC ad alto volume può affrontare vincoli di capacità che richiedono tempi di consegna di 6-12 settimane, mentre la fusione sotto pressione si ridimensiona in modo più efficiente una volta completato l'attrezzaggio.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece