Segni dei perni di espulsione: progettazione di "zone sicure" su superfici estetiche fuse
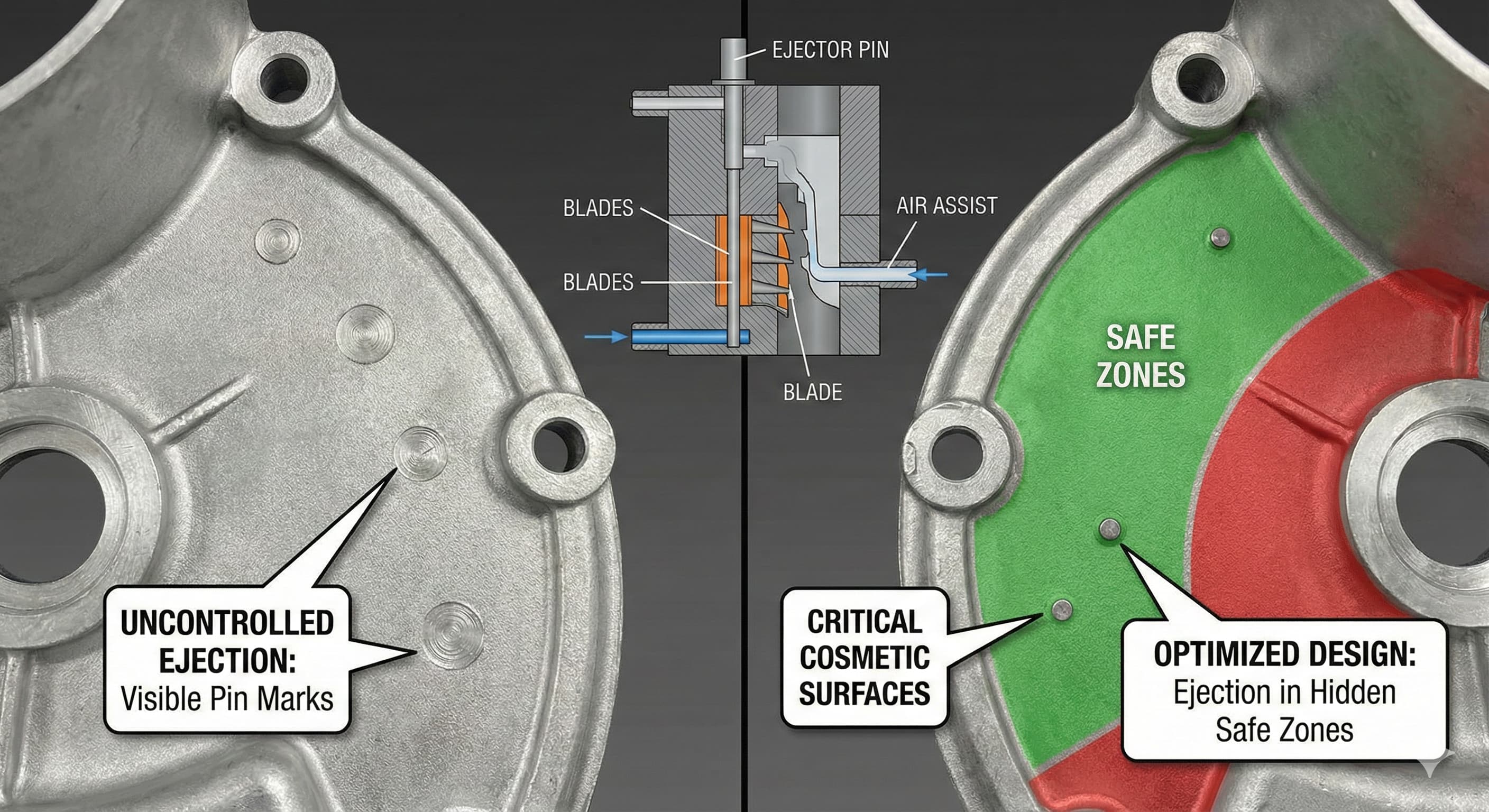
I segni dei perni di espulsione rappresentano una delle sfide di qualità più persistenti nella produzione di parti fuse, in particolare quando i componenti presentano superfici estetiche visibili. Queste imperfezioni superficiali apparentemente minori possono trasformare una fusione altrimenti perfetta in uno scarto, aumentando i costi e prolungando i tempi di consegna. Il posizionamento strategico dei perni di espulsione richiede un approccio sistematico che bilanci l'efficienza produttiva con i requisiti estetici.
La comprensione della formazione dei segni dei perni di espulsione inizia con il riconoscimento della fisica fondamentale coinvolta. Durante l'espulsione, le concentrazioni di stress localizzate creano zone di deformazione permanente che vanno da 0,2 mm a 2,0 mm di diametro, a seconda della geometria del perno e delle proprietà del materiale. Questi segni appaiono come depressioni circolari, aree rialzate o variazioni di texture che diventano particolarmente pronunciate su superfici lucidate o anodizzate.
Punti chiave
- I segni dei perni di espulsione formano difetti superficiali permanenti di 0,2-2,0 mm di diametro attraverso la concentrazione di stress localizzata durante l'espulsione della parte
- Il posizionamento strategico della "zona sicura" richiede l'analisi della geometria della parte, degli angoli di spoglia e dei requisiti della superficie estetica nella fase iniziale di progettazione
- Il diametro del perno, la forza di espulsione e la durezza del materiale influenzano direttamente la gravità e la visibilità del segno sulle superfici finite
- Tecniche avanzate tra cui l'espulsione a lama, le piastre di strippaggio e i sistemi di assistenza pneumatica possono ridurre al minimo o eliminare i segni visibili
Comprensione della formazione dei segni dei perni di espulsione
La formazione dei segni dei perni di espulsione avviene attraverso una complessa interazione di forze meccaniche, proprietà del materiale e condizioni termiche. Quando i perni di espulsione entrano in contatto con la parte fusa, creano campi di stress localizzati che superano il limite elastico del materiale, provocando una deformazione plastica permanente.
La durezza del materiale gioca un ruolo fondamentale nella gravità del segno. Le leghe di alluminio come l'A380 (durezza tipica 80-100 HB) mostrano caratteristiche di marcatura diverse rispetto all'A356-T6 (durezza 70-95 HB). I materiali più morbidi generalmente mostrano una marcatura più pronunciata, mentre le leghe più dure possono mostrare una deformazione meno visibile, ma possono subire cricche superficiali sotto forze di espulsione eccessive.
Gli effetti della temperatura aggravano il problema della marcatura. Le parti espulse a temperature superiori a 200°C dimostrano una maggiore suscettibilità alla marcatura a causa della ridotta resistenza allo snervamento. Al contrario, le parti lasciate raffreddare al di sotto di 150°C prima dell'espulsione mostrano una profondità del segno significativamente ridotta, sebbene questo periodo di raffreddamento influisca sui tempi di ciclo e sulla produttività.
| Grado del materiale | Durezza (HB) | Profondità tipica del segno (mm) | Diametro del perno raccomandato (mm) |
|---|---|---|---|
| A380 (Come Fuso) | 80-100 | 0.15-0.30 | 6-10 |
| A356-T6 | 70-95 | 0.10-0.25 | 8-12 |
| A413 | 85-105 | 0.12-0.28 | 6-10 |
| Lega di zinco #3 | 95-115 | 0.08-0.20 | 5-8 |
La geometria del perno influenza in modo significativo i modelli di formazione del segno. I perni cilindrici standard con bordi di raggio di 0,5-1,0 mm creano impronte circolari, mentre i perni con bordi di raggio maggiore (2-3 mm) distribuiscono le forze su aree superficiali maggiori, riducendo la gravità del segno. Tuttavia, i perni con raggio maggiore richiedono forze di espulsione maggiori e possono causare la distorsione della parte in sezioni a parete sottile.
Principi di progettazione della zona sicura
Un'efficace progettazione della zona sicura inizia con un'analisi completa della superficie durante la fase di progettazione iniziale. Le superfici estetiche richiedono la classificazione in tre categorie: Classe A (visibile e critica), Classe B (visibile ma non critica) e Classe C (nascosta o non visibile). Questo sistema di classificazione guida la strategia di posizionamento dei perni di espulsione e le tolleranze di marcatura accettabili.
L'ottimizzazione dell'angolo di spoglia influisce direttamente sulla disponibilità della zona sicura. Le superfici con angoli di spoglia adeguati (tipicamente 1-3 gradi per la fusione di alluminio) forniscono assistenza naturale all'espulsione, riducendo le forze del perno richieste ed espandendo le potenziali posizioni della zona sicura. Angoli di spoglia insufficienti costringono i progettisti a posizionare i perni su superfici estetiche o a rischiare danni alla parte durante l'espulsione.
L'analisi geometrica rivela le caratteristiche ottimali della zona sicura. Le superfici piane perpendicolari alla direzione di espulsione offrono opportunità ideali per il posizionamento dei perni, poiché le forze si distribuiscono uniformemente senza creare concentrazioni di stress. Le superfici curve richiedono un'attenta analisi della geometria locale, con aree concave generalmente preferite alle superfici convesse per il posizionamento dei perni.
Quando si lavora con applicazioni di fusione in sabbia per componenti di grandi dimensioni, la pianificazione della zona sicura diventa ancora più critica a causa delle maggiori aree superficiali e della maggiore visibilità dei difetti.
Dimensionamento dei perni di espulsione e calcoli della forza
Il corretto dimensionamento dei perni di espulsione richiede il calcolo del diametro minimo del perno necessario per prevenire l'instabilità pur riducendo al minimo la pressione di contatto sulle superfici della parte. Il carico di instabilità critico per i perni di espulsione segue la formula di Eulero, modificata per le condizioni di produzione:
P_critico = (π² × E × I) / (K × L²)
Dove E rappresenta il modulo di elasticità del materiale del perno (tipicamente 200 GPa per l'acciaio per utensili), I è uguale al momento di inerzia dell'area, K è il fattore di lunghezza efficace (2,0 per condizioni di perno-libero) e L rappresenta la lunghezza del perno non supportata.
I calcoli della pressione di contatto determinano il potenziale di marcatura. Pressione P = F/A, dove F rappresenta la forza di espulsione e A è uguale all'area di contatto del perno. Mantenere le pressioni di contatto al di sotto di 50 MPa per le leghe di alluminio generalmente previene la marcatura visibile sulle superfici estetiche.
| Diametro del perno (mm) | Lunghezza massima non supportata (mm) | Pressione di contatto a 500N (MPa) | Applicazione raccomandata |
|---|---|---|---|
| 4 | 80 | 39.8 | Superfici cosmetiche, per impieghi leggeri |
| 6 | 120 | 17.7 | Applicazioni standard |
| 8 | 160 | 9.9 | Impieghi gravosi, marcatura minima |
| 10 | 200 | 6.4 | Parti di grandi dimensioni, carichi distribuiti |
Le strategie di distribuzione della forza includono l'uso di più perni più piccoli piuttosto che un numero inferiore di perni grandi. Questo approccio distribuisce i carichi di espulsione su aree più ampie mantenendo le singole forze del perno entro limiti accettabili. Ad esempio, quattro perni da 6 mm forniscono un'area di contatto equivalente a un perno da 12 mm offrendo al contempo una maggiore flessibilità di posizionamento.
Tecniche di espulsione avanzate
I sistemi di espulsione a lama offrono soluzioni superiori per parti con ampie superfici estetiche. Questi sistemi utilizzano elementi di espulsione sottili e piatti (tipicamente 1-2 mm di spessore) che contattano le parti lungo i bordi lineari anziché i punti circolari. Gli espulsori a lama distribuiscono le forze su aree più ampie, riducendo le pressioni di contatto del 60-80% rispetto ai perni convenzionali.
L'espulsione con piastra di strippaggio fornisce la soluzione definitiva per eliminare i segni di espulsione sulle superfici estetiche. La piastra di strippaggio contatta contemporaneamente l'intero perimetro della parte, creando forze di espulsione uniformi senza concentrazioni di stress localizzate. Tuttavia, questo sistema richiede una lavorazione precisa e aggiunge complessità alla progettazione dello stampo.
L'espulsione assistita ad aria combina perni meccanici con iniezione di aria pressurizzata. La pressione dell'aria (tipicamente 0,3-0,8 MPa) integra le forze di espulsione meccaniche, consentendo perni più piccoli o forze del perno ridotte. Questa tecnica si rivela particolarmente efficace per le fusioni a parete sottile dove l'espulsione convenzionale potrebbe causare distorsioni.
Per risultati di alta precisione, Invia il tuo progetto per un preventivo in 24 ore da Microns Hub.
La temporizzazione sequenziale dell'espulsione ottimizza l'applicazione della forza durante il ciclo di espulsione. Il contatto iniziale a bassa forza stabilisce la stabilità della parte, seguito da aumenti progressivi della forza man mano che la parte si separa dalle superfici dello stampo. Questo approccio riduce le pressioni di contatto di picco mantenendo prestazioni di espulsione affidabili.
Considerazioni sul trattamento superficiale
I trattamenti superficiali post-fusione influenzano in modo significativo la visibilità e l'accettabilità dei segni dei perni di espulsione. I processi di anodizzazione, in particolare l'anodizzazione con acido solforico di tipo II, tendono a evidenziare le irregolarità superficiali, inclusi i segni dei perni di espulsione. Lo strato di ossido anodico si forma in modo diverso sulle aree deformate, creando variazioni di colore visibili anche quando le differenze dimensionali rimangono minime.
Le applicazioni di verniciatura a polvere forniscono un'eccellente occultamento dei segni dei perni di espulsione grazie alla capacità del rivestimento di riempire le piccole depressioni superficiali. Spessori del film di 60-120 micrometri mascherano efficacemente i segni dei perni fino a 0,2 mm di profondità fornendo al contempo una protezione superficiale duratura.
I trattamenti superficiali meccanici come la pallinatura o la burattatura possono ridurre la visibilità dei segni dei perni di espulsione attraverso la texturizzazione superficiale controllata. Questi processi creano una rugosità superficiale uniforme che mimetizza i modelli di deformazione localizzati. Tuttavia, le variazioni dimensionali dovute alla rimozione del materiale devono essere considerate nella progettazione della parte.
| Trattamento superficiale | Riduzione della visibilità del segno (%) | Impatto tipico sui costi (€/parte) | Tempo di elaborazione (ore) |
|---|---|---|---|
| Come Fuso | 0 | 0 | 0 |
| Pallinatura | 70-85 | 2-5 | 0.5-1.0 |
| Verniciatura a polvere | 85-95 | 5-12 | 2-4 |
| Anodizzazione Tipo II | -20 to +10 | 8-15 | 3-6 |
| Attacco chimico | 60-80 | 3-8 | 1-2 |
L'incisione chimica fornisce un altro approccio per la minimizzazione del segno. L'incisione acida controllata rimuove 0,05-0,15 mm di materiale superficiale, eliminando efficacemente i segni dei perni superficiali creando al contempo una texture superficiale uniforme. Questo processo richiede una mascheratura precisa per proteggere le dimensioni critiche e le caratteristiche filettate.
Ottimizzazione della progettazione dello stampo
L'ottimizzazione della progettazione dello stampo inizia con un'analisi completa dell'espulsione durante la fase di progettazione iniziale. I moderni sistemi CAD consentono l'analisi agli elementi finiti delle sollecitazioni di espulsione, consentendo ai progettisti di prevedere le posizioni e la gravità dei segni dei perni prima che inizi la costruzione dello stampo.
Gli algoritmi di posizionamento dei perni di espulsione considerano più fattori contemporaneamente: geometria della parte, angoli di spoglia, classificazione della superficie, integrità strutturale e vincoli di produzione. Il software di ottimizzazione classifica le potenziali posizioni dei perni in base a criteri ponderati, garantendo che le superfici estetiche ricevano un'adeguata protezione.
Quando si integra con servizi di lavorazione CNC di precisione per operazioni secondarie, le posizioni dei perni di espulsione devono considerare i successivi requisiti di lavorazione e le esigenze di fissaggio.
I sistemi di espulsione progressiva sequenziano l'attivazione dei perni per ridurre al minimo le forze di picco. I perni iniziali si innestano su superfici non estetiche, fornendo stabilità alla parte prima che si attivino i perni della superficie estetica. Questo approccio riduce le forze di marcatura mantenendo l'affidabilità dell'espulsione.
La gestione termica all'interno dei sistemi di stampo influisce sui requisiti di espulsione. I canali di raffreddamento ottimizzati mantengono temperature uniformi dello stampo, riducendo l'aderenza della parte e le forze di espulsione. I differenziali di temperatura superiori a 30°C tra le sezioni dello stampo possono raddoppiare le forze di espulsione richieste.
Controllo qualità e ispezione
I protocolli di controllo qualità per i segni dei perni di espulsione richiedono procedure di ispezione standardizzate e criteri di accettazione. Gli standard di ispezione visiva in genere classificano i segni in base al diametro, alla profondità e alla posizione rispetto alle superfici estetiche.
La misurazione dimensionale dei segni dei perni utilizza metodi di contatto e senza contatto. La profilometria a stilo fornisce misurazioni precise della profondità con una risoluzione di 0,01 mm, mentre i sistemi di scansione ottica acquisiscono la geometria completa del segno, comprese le caratteristiche del diametro e del bordo.
Il controllo statistico del processo tiene traccia delle tendenze dei segni dei perni di espulsione durante le serie di produzione. Le carte di controllo monitorano la profondità del segno, la frequenza e i modelli di posizione, consentendo il rilevamento precoce dell'usura dello stampo o della deriva dei parametri di processo.
| Metodo di ispezione | Risoluzione (mm) | Tempo di ispezione (secondi) | Costo dell'attrezzatura (€) |
|---|---|---|---|
| Ispezione visiva | 0.1 | 30-60 | 100-500 |
| Profilometria a stilo | 0.001 | 120-300 | 15,000-50,000 |
| Scansione ottica | 0.005 | 60-180 | 25,000-100,000 |
| Macchina di misura a coordinate | 0.001 | 180-600 | 80,000-300,000 |
Lo sviluppo dei criteri di accettazione richiede la collaborazione tra i team di progettazione, produzione e qualità. I criteri devono bilanciare i requisiti estetici con la fattibilità produttiva, considerando fattori come il costo della parte, il volume di produzione e l'applicazione finale.
Analisi dell'impatto sui costi
La mitigazione dei segni dei perni di espulsione comporta implicazioni di costo significative in più fasi di produzione. Le modifiche alla progettazione per eliminare l'espulsione della superficie estetica possono aumentare la complessità dello stampo del 15-30%, incidendo direttamente sui costi degli utensili.
I sistemi di espulsione alternativi come le piastre di strippaggio o gli espulsori a lama in genere aggiungono € 5.000-€ 25.000 ai costi dello stampo a seconda della complessità della parte e delle dimensioni dello stampo. Tuttavia, questi investimenti spesso si rivelano economici per la produzione ad alto volume in cui i costi di scarto della parte superano i premi per gli utensili.
Le operazioni secondarie per rimuovere o mascherare i segni dei perni di espulsione variano da € 1 a € 15 per parte a seconda del tipo di trattamento e delle dimensioni della parte. Le operazioni di lucidatura manuale per la rimozione dei segni possono costare € 8-€ 20 per parte aggiungendo 30-90 minuti al tempo di elaborazione.
Quando ordini da Microns Hub, trai vantaggio dai rapporti diretti con i produttori che garantiscono un controllo qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica nel posizionamento dei perni di espulsione e nell'ottimizzazione della progettazione dello stampo significa che ogni progetto di fusione riceve l'attenzione ai dettagli necessaria per i requisiti della superficie estetica.
I costi di scarto e rilavorazione derivanti da parti rifiutate a causa dei segni dei perni di espulsione in genere variano da € 50 a € 500 per parte a seconda dei costi dei materiali, della complessità della lavorazione e dell'urgenza della consegna. Questi costi spesso superano gli investimenti nell'ottimizzazione del sistema di espulsione entro le prime migliaia di parti prodotte.
Integrazione con i servizi di produzione
Una gestione efficace dei segni dei perni di espulsione richiede l'integrazione tra più processi di produzione. Quando i componenti richiedono operazioni post-fusione tramite i nostri servizi di produzione, le posizioni dei perni di espulsione devono coordinarsi con i requisiti di fissaggio e lavorazione.
Le operazioni di lavorazione secondarie possono eliminare i segni dei perni di espulsione attraverso la rimozione strategica del materiale. Tuttavia, questo approccio richiede un'attenta coordinazione tra i team di fusione e lavorazione per garantire adeguate tolleranze di materiale e controllo dimensionale.
Le considerazioni sull'assemblaggio influenzano il posizionamento dei perni di espulsione quando i segni si verificano su superfici che si interfacciano con altri componenti. Le superfici di tenuta delle guarnizioni, le aree di montaggio dei cuscinetti e le caratteristiche filettate richiedono particolare attenzione per prevenire problemi funzionali dalla marcatura dei perni di espulsione.
I processi di trattamento termico, in particolare la tempra T6 per parti strutturali in alluminio, possono influire sulla visibilità dei segni dei perni di espulsione attraverso cambiamenti microstrutturali e modelli di scarico delle sollecitazioni.
Domande frequenti
Perché i segni dei perni di espulsione appaiono più scuri dopo l'anodizzazione?
I segni dei perni di espulsione appaiono più scuri dopo l'anodizzazione perché la deformazione plastica localizzata crea diverse strutture cristalline nell'alluminio. Queste aree deformate hanno energia superficiale e porosità alterate, facendo sì che lo strato di ossido anodico si formi con spessore e densità diversi. Il risultato è una variazione di colore visibile anche quando le differenze dimensionali sono minime.
Come si calcola il diametro minimo del perno di espulsione per prevenire l'instabilità?
Utilizzare la formula di instabilità di Eulero: P_critico = (π² × E × I) / (K × L²). Per i perni in acciaio per utensili (E = 200 GPa), calcolare il momento di inerzia dell'area I = πd⁴/64, utilizzare K = 2,0 per condizioni di perno-libero e L come lunghezza non supportata. Assicurarsi che la forza di espulsione richiesta rimanga al di sotto del 70% del carico critico calcolato per il margine di sicurezza.
I segni dei perni di espulsione possono essere completamente eliminati dalle superfici visibili?
Sì, attraverso tecniche di progettazione adeguate, tra cui l'espulsione con piastra di strippaggio, gli espulsori a lama o il posizionamento strategico dei perni in aree non visibili. Le piastre di strippaggio eliminano completamente il contatto puntuale, mentre gli espulsori a lama distribuiscono le forze linearmente. Approcci alternativi includono l'espulsione assistita ad aria o la progettazione di linee di divisione per posizionare tutti i perni su superfici nascoste.
Qual è la profondità massima accettabile del segno del perno di espulsione per le superfici estetiche?
Per le superfici estetiche di Classe A, i segni non devono superare la profondità di 0,05 mm con diametri inferiori a 2,0 mm. Le superfici di Classe B possono accettare segni fino a 0,15 mm di profondità. Questi limiti si applicano alle parti con finitura naturale in alluminio; le parti verniciate a polvere possono accettare segni più profondi (fino a 0,20 mm) a causa degli effetti di riempimento del rivestimento.
In che modo la temperatura della parte durante l'espulsione influisce sulla gravità del segno del perno?
Le temperature di espulsione più elevate aumentano la gravità del segno a causa della ridotta resistenza allo snervamento del materiale. Le parti espulse sopra i 200°C mostrano segni più profondi del 40-60% rispetto a quelle raffreddate a 150°C. Tuttavia, il tempo di raffreddamento influisce sull'efficienza del ciclo. La temperatura di espulsione ottimale bilancia la gravità del segno rispetto ai requisiti di produttività, in genere 160-180°C per la fusione di alluminio.
Quale materiale del perno di espulsione offre la migliore finitura superficiale sulle fusioni di alluminio?
I perni in acciaio per utensili temprato (58-62 HRC) con superfici lucidate forniscono risultati ottimali. L'acciaio per utensili H13 offre un'eccellente resistenza all'usura e stabilità termica. Le superfici dei perni devono essere lucidate a Ra 0,2 μm o migliore e trattate con rivestimento TiN per una maggiore durata. Evitare materiali del perno più morbidi che possono grippare o deformarsi durante il servizio.
Come posso adattare gli stampi esistenti per ridurre la marcatura dei perni di espulsione?
Le opzioni di retrofit includono l'aumento del diametro del perno (se lo spazio lo consente), l'aggiunta di più perni per distribuire i carichi, la conversione a espulsori a lama in aree critiche o l'implementazione di sistemi di assistenza pneumatica. Ogni approccio richiede un'attenta analisi della geometria dello stampo esistente e delle limitazioni strutturali. La conversione completa della piastra di strippaggio in genere richiede un'ampia modifica dello stampo e potrebbe non essere conveniente per gli utensili esistenti.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece