Elementi di Fissaggio PEM: Selezione dei Dadi Autoclincianti Giusti per Alluminio Sottile
Fissare pannelli sottili in alluminio presenta sfide uniche che gli elementi di fissaggio filettati standard non possono affrontare efficacemente. Quando si ha a che fare con spessori del materiale inferiori a 2 mm, i dadi e i bulloni tradizionali creano concentrazioni di stress che compromettono l'integrità strutturale, mentre le filettature maschiate spesso si spanano sotto carichi moderati. I dadi autoclincianti PEM risolvono questo problema ingegneristico critico distribuendo i carichi su una superficie più ampia e creando connessioni filettate permanenti e affidabili in assiemi di lamiere sottili.
Punti Chiave
- I dadi autoclincianti distribuiscono i carichi in modo più efficace rispetto alle filettature maschiate in lamiere di alluminio di spessore inferiore a 2 mm
- Gli elementi di fissaggio autoclincianti eliminano la necessità di operazioni secondarie e forniscono capacità di montaggio a filo
- La selezione del materiale tra dadi PEM in acciaio inossidabile e alluminio influisce direttamente sulla resistenza alla corrosione galvanica
- Il corretto dimensionamento dei fori entro tolleranze di ±0,05 mm garantisce una forza di presa ottimale e previene la distorsione del pannello
Comprensione della Tecnologia Autoclinciante PEM
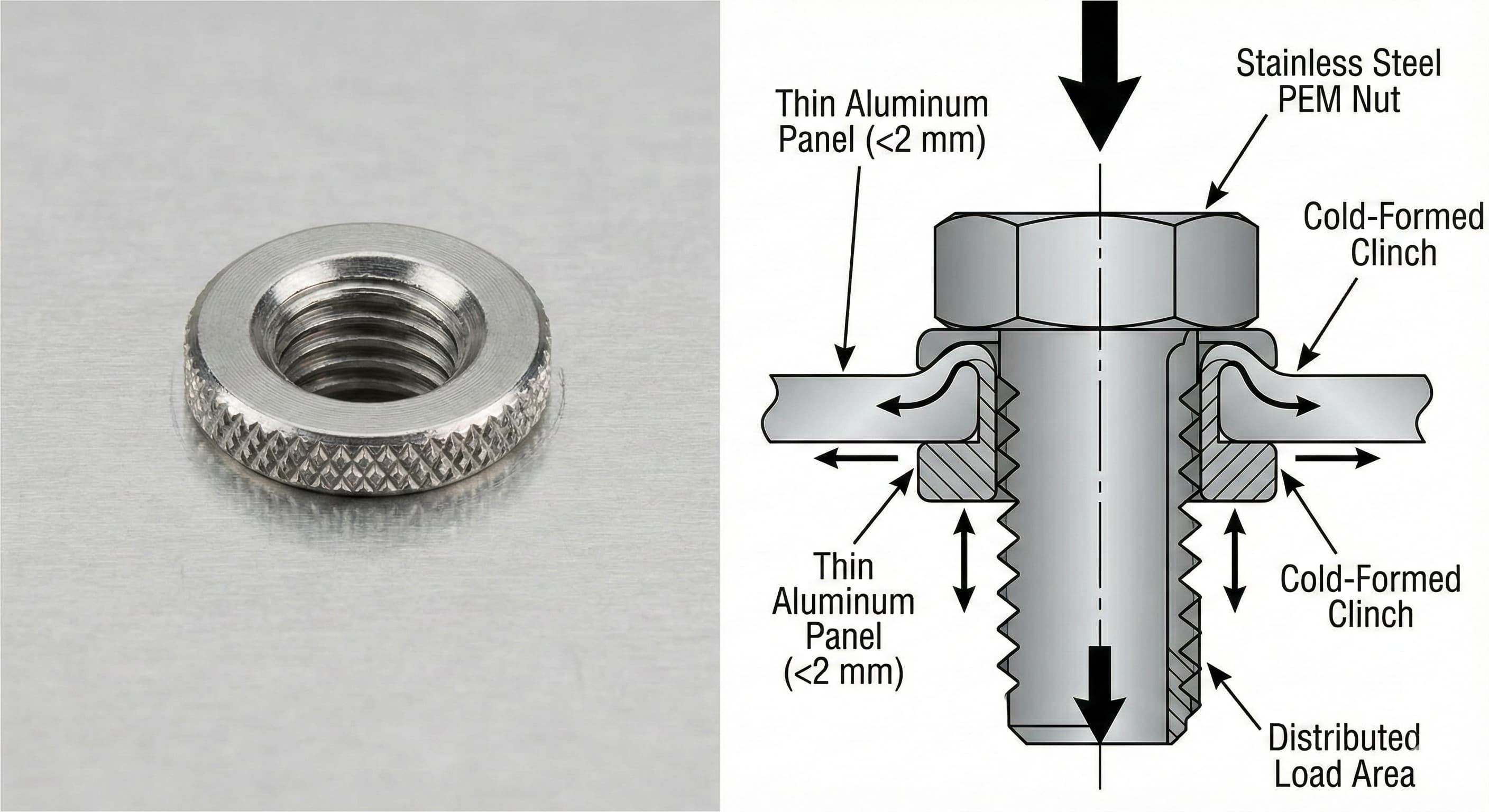
Gli elementi di fissaggio PEM utilizzano un meccanismo autoclinciante che crea una connessione meccanica permanente attraverso la deformazione controllata sia dell'elemento di fissaggio che del materiale ospite. A differenza delle connessioni filettate tradizionali che si basano esclusivamente sull'innesto della filettatura, i dadi autoclincianti sono dotati di un gambo zigrinato o esagonale che penetra e sposta il substrato di alluminio durante l'installazione.
Il principio fondamentale coinvolge tre distinte zone di interazione del materiale. Il diametro del pilota crea l'allineamento iniziale e previene il movimento laterale durante l'installazione. Il diametro di clinciatura, tipicamente 0,2-0,4 mm più grande del pilota, genera la forza di ritenzione primaria attraverso la compressione radiale. Infine, la flangia della testa distribuisce i carichi di serraggio su una superficie 3-4 volte più grande del diametro dell'elemento di fissaggio.
L'installazione richiede un'applicazione di forza controllata, che in genere varia da 8 a 15 kN a seconda delle dimensioni dell'elemento di fissaggio e dello spessore del materiale. Questa forza deve essere applicata perpendicolarmente alla superficie del pannello con una deviazione laterale minima per prevenire una clinciatura asimmetrica che può ridurre la forza di ritenzione fino al 40%. Il processo crea un giunto formato a freddo che in realtà aumenta di resistenza nel tempo a causa dell'incrudimento dell'alluminio spostato.
I servizi di lavorazione della lamiera di qualità riconoscono che l'installazione autoclinciante richiede utensili specializzati e un controllo preciso della forza per ottenere risultati coerenti durante le tirature di produzione.
Criteri di Selezione del Materiale
La scelta del materiale appropriato per gli elementi di fissaggio PEM implica il bilanciamento delle proprietà meccaniche, della resistenza alla corrosione e delle considerazioni sui costi specifiche per le applicazioni in alluminio sottile. Le tre opzioni di materiale principali offrono ciascuna vantaggi distinti a seconda dei requisiti dell'applicazione.
I dadi PEM in acciaio inossidabile, tipicamente fabbricati con gradi 303 o 416, forniscono le massime resistenze a trazione e al taglio pur mantenendo un'eccellente resistenza alla corrosione. L'opzione in acciaio inossidabile 303 offre una lavorabilità e una qualità della filettatura superiori, con resistenze allo snervamento che raggiungono i 310 MPa. Tuttavia, le lievi proprietà magnetiche e il coefficiente di espansione termica più elevato rispetto all'alluminio possono creare sfide negli assiemi di precisione.
Gli elementi di fissaggio in acciaio al carbonio con placcatura in zinco o zinco-nichel offrono la massima resistenza al punto di costo più basso. Questi elementi di fissaggio possono raggiungere resistenze alla trazione superiori a 450 MPa, rendendoli ideali per applicazioni ad alto carico. La limitazione principale riguarda la compatibilità galvanica, poiché la significativa differenza di potenziale elettrochimico tra acciaio e alluminio accelera la corrosione in ambienti umidi.
| Materiale | Resistenza alla trazione (MPa) | Resistenza alla corrosione | Fattore di costo | Migliori applicazioni |
|---|---|---|---|---|
| Acciaio inossidabile 303 | 310-350 | Eccellente | 2.1x | Settore marino, lavorazione alimentare |
| Alluminio 6061 | 276 | Buona (con alluminio) | 1.8x | Aerospaziale, elettronica |
| Acciaio al carbonio (placcato Zn) | 450-520 | Discreta | 1.0x | Strutturale per interni |
| Acciaio inossidabile 416 | 380-420 | Molto buona | 2.4x | Dispositivi medici |
I dadi PEM in alluminio, fabbricati con leghe 6061-T6 o simili, offrono la compatibilità galvanica ottimale per i substrati in alluminio. Sebbene la resistenza meccanica rimanga inferiore alle alternative in acciaio, l'eliminazione della corrosione da metalli dissimili spesso supera questa limitazione nelle applicazioni a lungo termine. La corrispondenza dell'espansione termica previene anche l'accumulo di stress durante i cicli di temperatura.
Parametri di Installazione Critici
L'installazione di successo di elementi di fissaggio PEM in alluminio sottile richiede un controllo preciso di molteplici variabili interdipendenti. La preparazione del foro rappresenta il fattore più critico, poiché l'accuratezza dimensionale influisce direttamente sulla forza di ritenzione e sull'integrità del pannello.
Le tolleranze del diametro del foro devono rientrare entro ±0,05 mm della dimensione del pilota specificata per ottenere prestazioni di clinciatura ottimali. I fori sovradimensionati riducono la compressione radiale e possono diminuire la forza di estrazione del 25-35%. I fori sottodimensionati creano forze di installazione eccessive che possono incrinare le leghe di alluminio fragili o causare una clinciatura incompleta nei materiali incruditi.
I requisiti di distanza dal bordo diventano particolarmente importanti nelle sezioni sottili in cui lo spostamento del materiale durante la clinciatura può avvicinarsi al bordo del pannello. Le distanze minime dal bordo devono essere pari a 2,5 volte il diametro dell'elemento di fissaggio, con 3,0 volte preferite per le applicazioni critiche. Ciò garantisce un volume di materiale adeguato per una corretta formazione della clinciatura senza strappi del bordo.
Gli intervalli di compatibilità dello spessore del pannello variano in base al design dell'elemento di fissaggio, ma la maggior parte dei dadi PEM standard si adatta a lamiere di alluminio da 0,5 a 3,0 mm. L'uniformità dello spessore attraverso la zona di clinciatura influisce sulla coerenza della ritenzione, rendendo la selezione del materiale e i nostri servizi di produzione cruciali per il mantenimento degli standard di qualità.
I requisiti di forza di installazione aumentano approssimativamente con il quadrato del diametro dell'elemento di fissaggio e linearmente con lo spessore del materiale. Un elemento di fissaggio #8-32 in alluminio 6061-T6 da 1,6 mm richiede tipicamente una forza di installazione di 12-14 kN, mentre lo stesso elemento di fissaggio in materiale da 0,8 mm necessita solo di 7-9 kN. Una forza eccessiva può causare la formazione di fossette o la rottura del pannello, mentre una forza insufficiente si traduce in una clinciatura incompleta.
| Spessore pannello (mm) | Tolleranza foro (mm) | Distanza minima dal bordo | Forza di installazione (kN) | Applicazioni tipiche |
|---|---|---|---|---|
| 0.5-0.8 | +0.00/-0.05 | 3.5x diametro | 6-9 | Alloggiamenti elettronici |
| 0.9-1.5 | +0.05/-0.00 | 3.0x diametro | 10-13 | Pannelli per elettrodomestici |
| 1.6-2.4 | +0.05/-0.00 | 2.8x diametro | 12-16 | Componenti automobilistici |
| 2.5-3.0 | +0.08/-0.00 | 2.5x diametro | 15-20 | Assemblaggi strutturali |
Distribuzione del Carico e Progettazione del Giunto
La comprensione dei meccanismi di trasferimento del carico nei giunti con elementi di fissaggio PEM consente agli ingegneri di ottimizzare la progettazione del giunto per requisiti applicativi specifici. A differenza delle connessioni filettate convenzionali in cui i carichi si concentrano sui primi innesti della filettatura, i dadi autoclincianti distribuiscono le forze attraverso molteplici zone di contatto.
Il percorso di carico primario inizia dalla flangia della testa dell'elemento di fissaggio, che crea una distribuzione dello stress di appoggio sulla superficie dell'alluminio. Gli stress di picco si verificano ai bordi della flangia, rendendo la selezione del diametro della testa fondamentale per prevenire lo snervamento dell'alluminio sotto carichi di serraggio elevati. L'analisi agli elementi finiti mostra che l'aumento del diametro della testa da 2,0 a 2,5 volte il diametro della filettatura riduce lo stress di appoggio di picco di circa il 30%.
I carichi di taglio si trasferiscono attraverso la zona del materiale clinciato, dove l'alluminio deformato crea un interblocco meccanico con il gambo dell'elemento di fissaggio. Questa connessione può tipicamente sostenere il 60-80% della resistenza al taglio ultima dell'elemento di fissaggio prima che si verifichi il cedimento del materiale nel substrato di alluminio piuttosto che nell'elemento di fissaggio stesso.
La resistenza all'estrazione si sviluppa attraverso tre meccanismi: interferenza meccanica al diametro di clinciatura, attrito lungo la superficie del gambo e appoggio contro il collare di materiale deformato. Il contributo relativo di ciascun meccanismo dipende dalle proprietà della lega di alluminio, con le leghe più morbide che si affidano maggiormente all'interferenza meccanica.
Per risultati di alta precisione, Richiedi un preventivo in 24 ore da Microns Hub.
Le considerazioni sulla rigidità del giunto diventano importanti nelle applicazioni di carico dinamico in cui la resistenza alla fatica dipende dall'uniformità della distribuzione del carico. I giunti PEM mostrano tipicamente una rigidità inferiore del 15-25% rispetto alle connessioni maschiate equivalenti a causa della cedevolezza introdotta dalla zona del materiale deformato. Questa rigidità ridotta può effettivamente migliorare le prestazioni a fatica riducendo le concentrazioni di stress, ma può influire sulle frequenze di risonanza nelle applicazioni sensibili alle vibrazioni.
Compatibilità della Lega di Alluminio
Diverse leghe di alluminio rispondono in modo variabile all'installazione autoclinciante a causa delle differenze nelle caratteristiche di incrudimento, nella duttilità e nella struttura del grano. La comprensione di questi comportamenti specifici del materiale consente una corretta selezione dell'elemento di fissaggio e l'ottimizzazione dei parametri di installazione.
L'alluminio 6061-T6 rappresenta il substrato più comunemente specificato per le applicazioni PEM, offrendo un eccellente equilibrio tra resistenza, duttilità e lavorabilità. La tempra T6 fornisce una resistenza allo snervamento sufficiente (276 MPa) per resistere a una deformazione eccessiva durante la clinciatura pur mantenendo una duttilità sufficiente per prevenire la criccatura. L'uniformità della dimensione del grano nelle leghe 6061 garantisce un comportamento di clinciatura coerente tra i lotti di produzione.
L'alluminio 5052-H32 offre una resistenza alla corrosione superiore ed eccellenti caratteristiche di formatura, rendendolo adatto per geometrie complesse che richiedono strategie di tenuta IP65. Tuttavia, il comportamento di incrudimento durante la clinciatura può aumentare le forze di installazione del 20-30% rispetto alle leghe 6061. Questo materiale mostra anche un maggiore ritorno elastico, che può influire sulla ritenzione dell'elemento di fissaggio se i parametri di installazione non vengono regolati correttamente.
L'alluminio 7075-T6 offre l'opzione di massima resistenza ma presenta sfide per l'installazione PEM. La duttilità limitata e l'elevato tasso di incrudimento possono causare una clinciatura incompleta o la criccatura del materiale attorno all'elemento di fissaggio. Quando sono richiesti substrati 7075, la selezione dell'elemento di fissaggio dovrebbe favorire i design con diametri di clinciatura ridotti e profili del gambo graduati per ridurre al minimo lo spostamento del materiale.
| Lega | Tempra | Resistenza allo snervamento (MPa) | Allungamento (%) | Compatibilità PEM | Note sull'installazione |
|---|---|---|---|---|---|
| 6061 | T6 | 276 | 12-17 | Eccellente | Parametri standard |
| 5052 | H32 | 193 | 12-18 | Molto buona | Aumentare la forza del 20-25% |
| 7075 | T6 | 503 | 5-11 | Discreta | Ridurre il diametro di aggraffatura |
| 3003 | H14 | 145 | 8-16 | Buona | Rischio di sovra-deformazione |
| 2024 | T3 | 345 | 15-20 | Scarsa | Problemi di contenuto di rame |
L'orientamento del grano rispetto alla direzione di clinciatura può influenzare la qualità del giunto, in particolare nei materiali in lamiera laminata in cui le proprietà direzionali possono variare del 10-15%. L'installazione ottimale si verifica quando l'asse dell'elemento di fissaggio si allinea perpendicolarmente alla direzione di laminazione, riducendo al minimo il rischio di delaminazione o strappi preferenziali.
Metodi di Controllo Qualità e Test
L'istituzione di robuste procedure di controllo qualità per le installazioni PEM garantisce prestazioni del giunto coerenti e previene guasti sul campo. Molteplici metodi di ispezione e test forniscono diversi livelli di comprensione della qualità dell'installazione e dell'affidabilità a lungo termine.
L'ispezione visiva rimane la prima linea di controllo qualità, concentrandosi sull'assestamento della testa, sulla deformazione del pannello e sull'integrità del bordo. Gli elementi di fissaggio installati correttamente devono essere a filo con la superficie del pannello senza creare fossette o aree rialzate superiori a 0,1 mm. L'alluminio attorno all'elemento di fissaggio deve mostrare modelli di deformazione uniformi senza crepe, strappi o accumuli eccessivi di materiale.
Il calibro passa/non passa fornisce un metodo rapido a livello di produzione per verificare la qualità della clinciatura. Questi calibri controllano sia la sporgenza dell'elemento di fissaggio sul lato posteriore sia l'assestamento della testa sul lato di installazione. I criteri di accettazione tipici richiedono una sporgenza sul lato posteriore compresa tra 0,2 e 0,8 mm a seconda dello spessore del pannello e del design dell'elemento di fissaggio.
Il test di coppia valuta la resistenza alla rotazione degli elementi di fissaggio installati, che è correlata alla qualità della clinciatura. Gli elementi di fissaggio sottoclinciati mostrano valori di coppia di estrazione ridotti, mentre le unità installate correttamente richiedono tipicamente l'80-120% della coppia minima specificata per causare la rotazione. Questo metodo di test funziona particolarmente bene per il campionamento della produzione ma distrugge i giunti testati.
Il test di spinta fornisce dati quantitativi sulla forza di ritenzione applicando carichi assiali fino a quando non si verifica il guasto dell'elemento di fissaggio. I dispositivi di prova devono garantire un'applicazione uniforme del carico perpendicolare alla superficie del pannello per generare dati significativi. I criteri di accettazione richiedono tipicamente forze di spinta superiori al 75% dei valori pubblicati, tenendo conto delle variazioni di installazione e materiale.
L'analisi della sezione trasversale attraverso la preparazione metallografica rivela la geometria interna della clinciatura e i modelli di flusso del materiale. Questo metodo distruttivo fornisce la valutazione più completa della qualità del giunto ma richiede attrezzature e competenze specializzate. I criteri di valutazione chiave includono l'uniformità del diametro di clinciatura, la continuità del materiale e l'assenza di vuoti o crepe nella zona deformata.
Strategie di Ottimizzazione dei Costi
Il raggiungimento di un'implementazione economicamente vantaggiosa degli elementi di fissaggio PEM richiede il bilanciamento dei costi iniziali degli elementi di fissaggio rispetto alle spese totali di assemblaggio, inclusi manodopera, utensili e controllo qualità. Diverse strategie possono influire in modo significativo sull'economia complessiva del progetto senza compromettere le prestazioni.
Gli accordi di acquisto in volume con i fornitori di elementi di fissaggio possono ridurre i costi unitari del 15-30% garantendo al contempo la stabilità della catena di approvvigionamento. La standardizzazione su una gamma limitata di dimensioni e materiali degli elementi di fissaggio semplifica la gestione dell'inventario e i requisiti degli utensili di installazione. La maggior parte delle applicazioni può essere adeguatamente servita con tre dimensioni di filettatura (#8-32, #10-32 e 1/4-20) in due stili di testa.
L'automazione dell'installazione diventa economicamente interessante per volumi di produzione superiori a 10.000 unità all'anno. I sistemi di presse pneumatiche possono installare elementi di fissaggio PEM a velocità di 300-500 all'ora con una coerenza superiore rispetto all'installazione manuale. Il miglioramento del controllo qualità riduce i tassi di scarto ed elimina la necessità di ispezione individuale degli elementi di fissaggio in molte applicazioni.
Quando ordini da Microns Hub, trai vantaggio dai rapporti diretti con i produttori che garantiscono un controllo qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio di servizio personalizzato significano che ogni progetto riceve l'attenzione ai dettagli che merita, spesso riducendo i costi totali del progetto attraverso raccomandazioni di progettazione ottimizzate.
L'ottimizzazione del design può eliminare completamente gli elementi di fissaggio in alcune applicazioni attraverso caratteristiche di fissaggio integrali o connessioni a scatto. Tuttavia, questo approccio richiede un'attenta analisi dei requisiti di carico e delle capacità di produzione. Gli elementi di fissaggio PEM spesso forniscono la soluzione più economica quando sono richieste connessioni rimovibili o ad alta resistenza.
| Volume di produzione | Metodo di installazione | Costo del lavoro (€/elemento di fissaggio) | Controllo qualità | Fattore di costo totale |
|---|---|---|---|---|
| <1.000 | Pressa manuale | 0.08-0.12 | 100% visivo | 1.0x |
| 1.000-10.000 | Pressa pneumatica | 0.04-0.06 | Campionamento del 10% | 0.7x |
| 10.000-50.000 | Semi-automatico | 0.02-0.03 | Processo statistico | 0.5x |
| >50.000 | Completamente automatico | 0.01-0.015 | Monitoraggio continuo | 0.4x |
Applicazioni Avanzate e Considerazioni Speciali
Le applicazioni specializzate spesso richiedono modifiche ai design standard degli elementi di fissaggio PEM o alle procedure di installazione per soddisfare requisiti di prestazioni unici. La comprensione di queste tecniche avanzate consente agli ingegneri di espandere l'applicabilità della tecnologia autoclinciante.
Le applicazioni sigillate che richiedono protezione ambientale beneficiano degli elementi di fissaggio PEM con scanalature per O-ring integrate o rondelle di tenuta. Questi design mantengono i vantaggi dell'installazione autoclinciante fornendo al contempo livelli di protezione IPX7 o superiori. L'efficacia della tenuta dipende dalla corretta geometria della scanalatura e dalla compatibilità del materiale tra la tenuta e il substrato di alluminio.
Le applicazioni ad alta temperatura superiori a 150°C richiedono un'attenta considerazione delle differenze di espansione termica tra l'elemento di fissaggio e i materiali del substrato. I dadi PEM in acciaio inossidabile nei pannelli di alluminio subiscono un'espansione differenziale che può aumentare o diminuire le forze di ritenzione a seconda dei modelli di ciclo di temperatura. L'analisi termica agli elementi finiti diventa necessaria per le applicazioni critiche.
I requisiti di compatibilità elettromagnetica (EMC) negli involucri elettronici possono favorire gli elementi di fissaggio PEM in alluminio per mantenere la conduttività attraverso i giunti. Il processo di clinciatura crea un contatto metallo-metallo a tenuta di gas che fornisce un'eccellente continuità elettrica con valori di resistenza tipicamente inferiori a 0,001 ohm. Questa prestazione supera la maggior parte delle interfacce di giunti guarniti o verniciati.
Gli assiemi multistrato presentano sfide uniche quando si installano elementi di fissaggio PEM attraverso materiali impilati. L'elemento di fissaggio deve clinciarsi efficacemente nello strato primario evitando danni agli strati secondari. Le tolleranze di impilamento diventano critiche, poiché le variazioni possono impedire la clinciatura completa o causare la rottura nei componenti adiacenti.
Gli ambienti di vibrazione richiedono metodi di ritenzione migliorati oltre i meccanismi autoclincianti standard. Composti frenafiletti, operazioni di ribaditura o design di elementi di fissaggio specializzati con caratteristiche di bloccaggio meccanico possono essere necessari per prevenire l'allentamento sotto carichi dinamici. I test secondo MIL-STD-810 o standard simili convalidano le prestazioni in specifici spettri di vibrazione.
Risoluzione dei Problemi Comuni di Installazione
L'identificazione e la risoluzione dei problemi di installazione PEM richiede un'analisi sistematica delle modalità di guasto e delle loro cause principali. La maggior parte dei problemi deriva da una preparazione impropria del foro, parametri di installazione errati o problemi di compatibilità del materiale.
La clinciatura incompleta si manifesta come una ridotta forza di ritenzione e spazi visibili tra la testa dell'elemento di fissaggio e la superficie del pannello. Questa condizione in genere deriva da una forza di installazione insufficiente, fori sovradimensionati o materiale incrudito che resiste alla deformazione. Le soluzioni includono l'aumento della forza di installazione del 10-15%, la verifica delle dimensioni del foro e la ricottura dei materiali incruditi quando possibile.
La distorsione del pannello attorno agli elementi di fissaggio installati indica una forza di installazione eccessiva o un supporto del materiale inadeguato durante la clinciatura. L'alluminio sottile cede sotto carichi concentrati, creando fossette o aree rialzate che influiscono sull'adattamento dell'assieme. La riduzione della forza di installazione e il miglioramento del supporto della piastra di supporto in genere risolvono questo problema senza compromettere la forza di ritenzione.
La rotazione dell'elemento di fissaggio durante l'assemblaggio suggerisce una formazione di clinciatura inadeguata o interfacce contaminate che riducono l'attrito. Olio, fluidi da taglio o ossidazione possono impedire un corretto innesto del materiale durante l'installazione. Le procedure di pulizia con isopropanolo o sgrassanti alcalini ripristinano il corretto comportamento di clinciatura nella maggior parte dei casi.
Lo strappo del bordo si verifica quando non esiste materiale sufficiente per contenere le forze di clinciatura, in genere a causa di distanze dal bordo inadeguate o difetti del materiale vicino al sito di installazione. La prevenzione richiede una rigorosa adesione alle specifiche minime di distanza dal bordo e all'ispezione del materiale per identificare inclusioni o laminazioni che potrebbero propagarsi in strappi.
La criccatura attorno agli elementi di fissaggio installati indica fragilità del materiale o concentrazioni di stress eccessive durante l'installazione. Questo problema si verifica più frequentemente con leghe di alluminio ad alta resistenza o materiali sottoposti a precedente lavorazione a freddo. Le soluzioni includono la ricottura di distensione, le modifiche al design dell'elemento di fissaggio per ridurre il diametro di clinciatura o il passaggio a materiali del substrato più duttili.
Domande Frequenti
Qual è lo spessore minimo di alluminio adatto per i dadi autoclincianti PEM?
La maggior parte dei dadi PEM standard richiede uno spessore minimo di 0,5 mm per una corretta clinciatura nei substrati di alluminio. Al di sotto di questo spessore, il materiale manca di volume sufficiente per formare un interblocco meccanico affidabile. Gli elementi di fissaggio specializzati per lamiere sottili possono ospitare materiali sottili fino a 0,3 mm, ma questi richiedono procedure di installazione modificate e possono avere una capacità di carico ridotta.
Come posso prevenire la corrosione galvanica quando si utilizzano elementi di fissaggio PEM in acciaio nell'alluminio?
La prevenzione della corrosione galvanica richiede l'eliminazione del contatto tra umidità ed elettroliti tra metalli dissimili. Utilizzare elementi di fissaggio PEM in acciaio inossidabile o alluminio quando possibile, applicare rivestimenti dielettrici o sigillanti all'interfaccia o assicurarsi che l'assieme funzioni in ambienti asciutti. Gli elementi di fissaggio in acciaio placcato zinco-nichel offrono una compatibilità migliorata rispetto alla placcatura in zinco standard.
Gli elementi di fissaggio PEM possono essere rimossi e reinstallati nei pannelli di alluminio?
Gli elementi di fissaggio PEM creano installazioni permanenti che non possono essere rimosse in sicurezza senza danneggiare il substrato di alluminio. Il processo di clinciatura deforma entrambi i materiali, rendendo impossibile l'inversione. Le applicazioni che richiedono la rimovibilità devono utilizzare dadi convenzionali con piastre di supporto o dadi a gabbia progettati per applicazioni su lamiere sottili.
Qual è la forza di installazione richiesta per diverse dimensioni di elementi di fissaggio PEM in alluminio?
Le forze di installazione variano in base alla dimensione dell'elemento di fissaggio e allo spessore dell'alluminio. Gli intervalli tipici includono 6-9 kN per gli elementi di fissaggio #6-32, 10-13 kN per #8-32, 12-16 kN per #10-32 e 18-25 kN per le dimensioni 1/4-20 in alluminio da 1,6 mm. Consultare le specifiche del produttore per i valori esatti, poiché le forze possono variare del 20-30% tra diversi design di elementi di fissaggio.
Come posso verificare la corretta qualità dell'installazione degli elementi di fissaggio PEM?
La verifica della qualità combina l'ispezione visiva, il controllo dimensionale e il test funzionale. Cercare l'assestamento a filo della testa, la deformazione uniforme del materiale e la sporgenza sul lato posteriore di 0,2-0,8 mm. Il test di coppia dovrebbe richiedere l'80-120% dei valori specificati per causare la rotazione dell'elemento di fissaggio. Il test di spinta fornisce dati quantitativi sulla forza di ritenzione per applicazioni critiche.
Cosa succede se la dimensione del foro non è corretta per l'installazione PEM?
I fori sovradimensionati riducono la forza di ritenzione del 25-35% e possono impedire la clinciatura completa. I fori sottodimensionati aumentano le forze di installazione e possono incrinare i materiali fragili o causare un assestamento incompleto dell'elemento di fissaggio. Le tolleranze del foro devono rimanere entro ±0,05 mm delle dimensioni specificate per prestazioni ottimali.
Esistono limitazioni di temperatura per gli elementi di fissaggio PEM negli assiemi di alluminio?
Le installazioni PEM standard funzionano in modo affidabile da -40°C a +150°C. Le temperature più elevate richiedono l'analisi dell'espansione termica differenziale tra l'elemento di fissaggio e i materiali del substrato. Gli elementi di fissaggio in acciaio inossidabile si espandono meno dell'alluminio, riducendo potenzialmente le forze di ritenzione durante i cicli di riscaldamento. Gli elementi di fissaggio PEM in alluminio forniscono una migliore compatibilità termica per applicazioni a temperature estreme.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece