Progettazione di contenitori personalizzati: Strategie di tenuta IP65 per la lamiera
I contenitori in lamiera classificati IP65 affrontano una sfida ingegneristica fondamentale: mantenere la protezione ambientale tenendo conto dell'espansione termica, delle tolleranze di produzione e della riparabilità sul campo. La protezione di 6 millimetri contro l'ingresso di polvere e getti d'acqua a bassa pressione richiede strategie di tenuta precise che tengano conto del comportamento del materiale, delle dinamiche di compressione della guarnizione e dell'integrità della tenuta a lungo termine sotto cicli termici.
Punti chiave
- IP65 richiede una protezione completa dalla polvere e resistenza ai getti d'acqua da qualsiasi direzione a 12,5 litri al minuto
- I rapporti di compressione della guarnizione tra il 15 e il 25% garantiscono una tenuta ottimale prevenendo al contempo il degrado del materiale
- La selezione del materiale influisce direttamente sui coefficienti di espansione termica, influenzando le prestazioni della tenuta a lungo termine
- Una geometria della scanalatura adeguata con rapporti larghezza/profondità di 3:2 massimizza la ritenzione della guarnizione e l'efficacia della tenuta
Comprensione dei requisiti IP65 per le applicazioni in lamiera
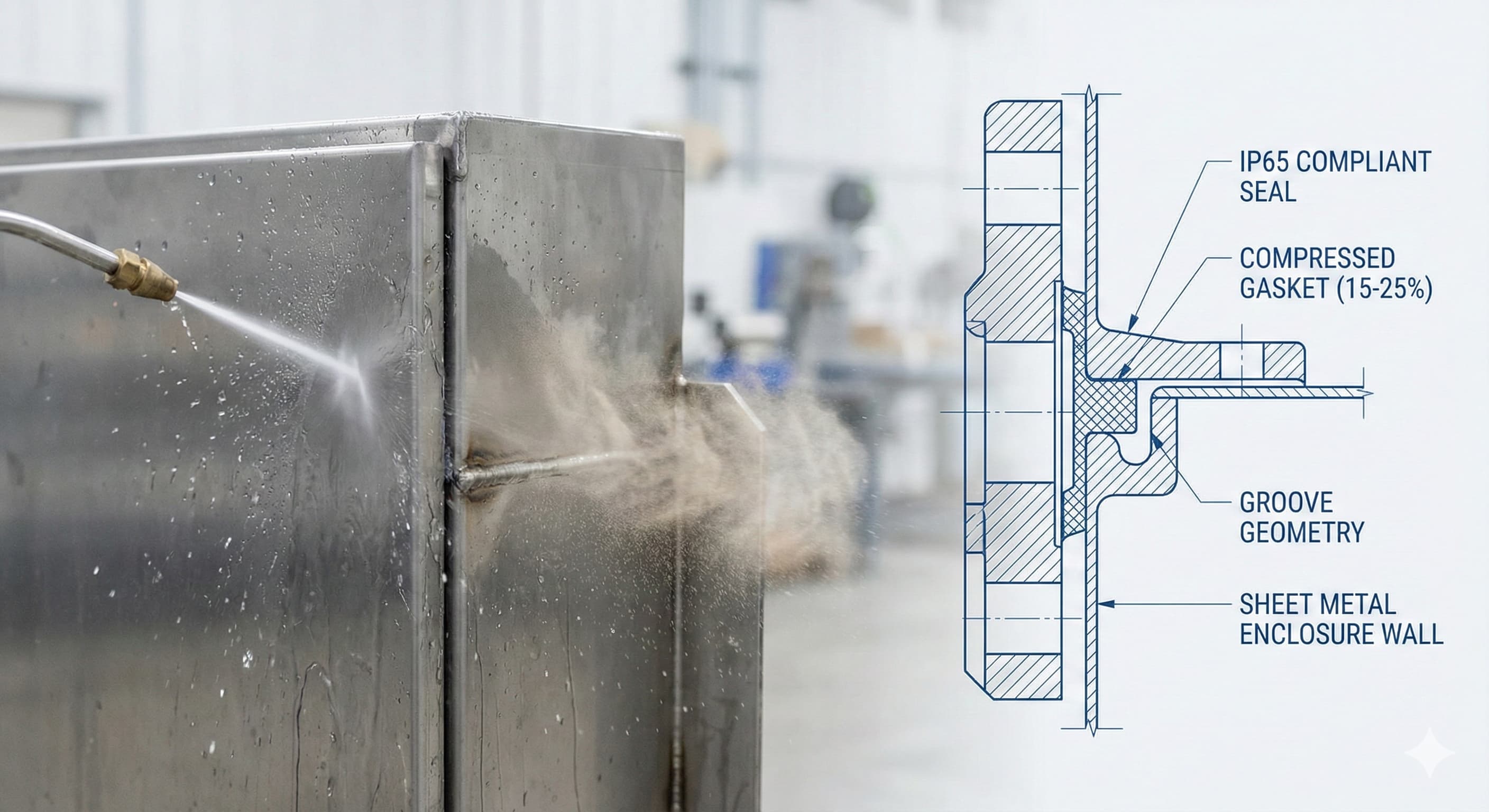
Lo standard IP65 della Commissione Elettrotecnica Internazionale impone la protezione completa contro l'ingresso di polvere (livello 6) e la resistenza ai getti d'acqua da un ugello da 6,3 mm a 12,5 litri al minuto da qualsiasi direzione (livello 5). Per i contenitori in lamiera, questo si traduce nel mantenimento dell'integrità della tenuta attraverso le interfacce di giunzione che subiscono espansione termica differenziale, stress meccanico da vibrazioni e potenziale deformazione sotto carico.
I differenziali di pressione critici nelle applicazioni IP65 variano tipicamente da 1 a 5 kPa, sebbene gli ambienti industriali possano richiedere una resistenza fino a 10 kPa. Il sistema di tenuta deve sopportare queste pressioni mantenendo la funzionalità in intervalli di temperatura operativa da -40°C a +85°C per applicazioni standard, con design specializzati che si estendono fino a +125°C per ambienti ad alta temperatura.
Lo spessore della lamiera influisce significativamente sull'efficacia della strategia di tenuta. I materiali di calibro standard da 1,0 mm a 3,0 mm richiedono approcci di compressione della guarnizione diversi rispetto alle lamiere più pesanti da 5,0 mm a 8,0 mm. I materiali più sottili mostrano una maggiore deflessione sotto i carichi di compressione della guarnizione, compromettendo potenzialmente la geometria della tenuta nel tempo.
Selezione dei materiali e considerazioni termiche
L'alluminio 5052-H32 e 6061-T6 rappresentano le scelte più comuni di lamiera per i contenitori IP65, ognuno dei quali presenta caratteristiche di espansione termica distinte che influenzano direttamente le prestazioni della tenuta. Il coefficiente di espansione termica per le leghe di alluminio è in media di 23,1 × 10⁻⁶/°C, creando variazioni dimensionali misurabili in contenitori di grandi dimensioni.
| Grado del materiale | Espansione termica (10⁻⁶/°C) | Resistenza allo snervamento (MPa) | Fattore di costo | Compatibilità di tenuta |
|---|---|---|---|---|
| Al 5052-H32 | 23.8 | 193 | 1.0x | Eccellente |
| Al 6061-T6 | 23.6 | 276 | 1.2x | Eccellente |
| Acciaio inossidabile 304 | 17.3 | 215 | 2.8x | Molto buono |
| Acciaio inossidabile 316L | 16.0 | 170 | 4.2x | Eccellente |
| Acciaio laminato a freddo | 12.0 | 350 | 0.6x | Buono (rivestito) |
Gli acciai inossidabili 304 e 316L offrono coefficienti di espansione termica inferiori, riducendo lo stress della tenuta durante i cicli di temperatura. Tuttavia, l'aumento del costo del materiale e dei requisiti di formatura devono essere bilanciati rispetto al miglioramento della stabilità dimensionale. L'acciaio laminato a freddo offre un'eccellente resistenza e un'espansione termica minima, ma richiede rivestimenti protettivi per prevenire la corrosione galvanica quando abbinato a materiali di guarnizione standard.
I requisiti di finitura superficiale per un'efficace tenuta IP65 specificano tipicamente valori Ra tra 0,8 e 3,2 μm sulle superfici di contatto della guarnizione. Finiture più lisce migliorano la tenuta iniziale ma possono ridurre la presa della guarnizione, mentre superfici più ruvide migliorano la ritenzione meccanica a costo di percorsi di perdita microscopici.
Selezione della guarnizione e dinamiche di compressione
Le guarnizioni EPDM (etilene propilene diene monomero) dominano le applicazioni IP65 grazie all'eccellente resistenza agli agenti atmosferici, alla stabilità all'ozono e alla resistenza alla deformazione permanente inferiore al 25% dopo 1000 ore a 70°C. I valori di durezza Shore A tra 60 e 80 forniscono un equilibrio ottimale tra la conformabilità della tenuta e l'integrità strutturale sotto carichi di compressione.
I rapporti di compressione richiedono un controllo preciso per ottenere prestazioni IP65. La compressione ottimale varia tipicamente dal 15 al 25% della sezione trasversale originale della guarnizione, con tassi di compressione più elevati che portano a un'accelerazione del degrado del materiale e a una potenziale estrusione della guarnizione. Una compressione inferiore può consentire percorsi di perdita sotto cicli di pressione o stress da espansione termica.
| Materiale della guarnizione | Durometro Shore A | Rapporto di compressione | Intervallo di temperatura (°C) | Resistenza chimica |
|---|---|---|---|---|
| EPDM | 70 ± 5 | 20-25% | Da -40 a +120 | Eccellente |
| Silicone | 60 ± 5 | 15-20% | Da -60 a +200 | Buono |
| Neoprene | 65 ± 5 | 20-30% | Da -35 a +100 | Molto buono |
| Fluorocarbonio (FKM) | 75 ± 5 | 15-20% | Da -20 a +200 | Eccellente |
| Nitrile (NBR) | 70 ± 5 | 25-35% | Da -30 a +100 | Buono |
La geometria della sezione trasversale della guarnizione influisce significativamente sull'efficacia della tenuta. Le sezioni trasversali rotonde forniscono una distribuzione uniforme dello stress ma richiedono una geometria della scanalatura precisa. I profili a forma di D offrono una migliore ritenzione in scanalature poco profonde ma possono creare concentrazioni di stress all'interfaccia piatta. Le guarnizioni cave riducono le forze di compressione ma sacrificano la capacità di resistenza alla pressione.
Progettazione della scanalatura e tolleranze di produzione
La geometria della scanalatura determina direttamente la ritenzione della guarnizione, l'uniformità della compressione e l'integrità della tenuta a lungo termine. Il rapporto larghezza/profondità ottimale di 3:2 garantisce un supporto adeguato della guarnizione prevenendo al contempo la sovra-compressione o l'estrusione sotto pressione. Per le guarnizioni rotonde standard da 6 mm di diametro, le dimensioni della scanalatura specificano tipicamente 4,5 mm di larghezza × 3,0 mm di profondità con un controllo della tolleranza di ±0,1 mm.
Le tolleranze di produzione sulle dimensioni della scanalatura richiedono un'attenta considerazione degli effetti cumulativi di impilamento. Le tolleranze di posizione di ±0,2 mm sulle linee centrali della scanalatura garantiscono un corretto allineamento della guarnizione sulle superfici di accoppiamento, mentre la variazione di profondità oltre ±0,1 mm crea una compressione irregolare che compromette le prestazioni della tenuta.
I raggi d'angolo nella progettazione della scanalatura devono tenere conto della flessibilità della guarnizione mantenendo al contempo l'integrità strutturale. I requisiti minimi di raggio sono tipicamente pari a 0,3 volte il diametro della guarnizione per prevenire la criccatura da stress del materiale durante l'installazione e il ciclo di compressione. Gli angoli acuti creano punti di concentrazione dello stress che accelerano il cedimento della guarnizione attraverso la propagazione delle cricche.
Per risultati di alta precisione, Invia il tuo progetto per un preventivo in 24 ore da Microns Hub.
Strategie di tenuta avanzate e protezione multistadio
I contenitori complessi spesso richiedono strategie di tenuta multistadio per ottenere una protezione IP65 affidabile. Le tenute primarie gestiscono la maggior parte dell'esclusione ambientale, mentre le tenute secondarie forniscono una protezione di backup contro il degrado della tenuta primaria o i difetti di installazione. Questa ridondanza si rivela particolarmente preziosa in applicazioni critiche in cui le conseguenze del cedimento della tenuta si estendono oltre i costi di sostituzione dei componenti.
Le tenute a labirinto integrano i sistemi basati su guarnizioni creando percorsi tortuosi che riducono il differenziale di pressione attraverso le tenute primarie. Queste caratteristiche geometriche, lavorate o formate nelle superfici di accoppiamento, migliorano significativamente l'affidabilità complessiva del sistema senza aggiungere costi di materiale. I tipici design a labirinto incorporano 2-3 cambi di direzione con spazi liberi di 0,5-1,0 mm.
Le caratteristiche di drenaggio integrate nella progettazione del contenitore prevengono l'accumulo di acqua che potrebbe sopraffare i sistemi di tenuta durante l'esposizione prolungata. I fori di drenaggio posizionati strategicamente con un diametro di 3-5 mm, situati nei punti geometrici più bassi, consentono l'evacuazione dell'umidità mantenendo l'integrità IP65. Queste caratteristiche richiedono un posizionamento accurato per evitare di creare percorsi di ingresso in condizioni di pressione.
| Strategia di sigillatura | Complessità | Impatto sui costi | Fattore di affidabilità | Requisiti di manutenzione |
|---|---|---|---|---|
| Guarnizione singola | Bassa | 1.0x | Standard | Sostituzione ogni 5 anni |
| Doppia guarnizione | Media | 1.8x | Alta | Sostituzione ogni 7 anni |
| Guarnizione + Labirinto | Media | 1.4x | Molto alta | Sostituzione ogni 10 anni |
| Sistema multistadio | Alta | 2.5x | Eccellente | Ispezione ogni 3 anni |
| Saldato + Guarnizione | Alta | 2.2x | Eccellente | Permanente |
Selezione dei dispositivi di fissaggio e controllo della compressione
Le specifiche dei dispositivi di fissaggio influiscono direttamente sull'uniformità della compressione della guarnizione e sulle prestazioni della tenuta a lungo termine. Le viti a testa cilindrica con esagono incassato in acciaio inossidabile forniscono resistenza alla corrosione e un'applicazione precisa della coppia, con M6 × 1,0 che rappresenta la dimensione più comune per le applicazioni standard dei contenitori. La spaziatura dei dispositivi di fissaggio varia tipicamente da 80 a 120 mm al centro, con una spaziatura più ravvicinata richiesta per substrati in lamiera più sottili.
Le specifiche di coppia devono tenere conto delle proprietà del materiale della guarnizione, dello spessore del substrato e degli effetti del ciclo termico. Le guarnizioni EPDM standard nei contenitori in alluminio richiedono tipicamente una coppia di 4-6 N⋅m sui dispositivi di fissaggio M6, con valori regolati in base alla durezza della guarnizione e ai requisiti di compressione. Un serraggio eccessivo crea concentrazioni di stress che accelerano il degrado della guarnizione, mentre una coppia insufficiente consente il rilassamento della tenuta sotto il ciclo termico.
I composti frenafiletti prevengono l'allentamento dei dispositivi di fissaggio a causa di vibrazioni o cicli termici, ma la selezione deve tenere conto dei requisiti di smontaggio riparabile. I composti anaerobici a media resistenza forniscono una ritenzione adeguata consentendo al contempo la riparazione sul campo con strumenti standard. I composti ad alta resistenza possono richiedere l'applicazione di calore per lo smontaggio, complicando le procedure di manutenzione.
La selezione della rondella influenza la distribuzione del carico sulle superfici della guarnizione. Le rondelle in acciaio inossidabile con un diametro esterno di 12 mm distribuiscono efficacemente i carichi di compressione prevenendo al contempo la deformazione del substrato. I design delle rondelle captive riducono i tempi di assemblaggio ed eliminano l'hardware allentato durante le operazioni di riparazione sul campo.
Processi di produzione e controllo qualità
Le operazioni di formatura della lamiera devono tenere conto dei requisiti della scanalatura della guarnizione durante la fase di progettazione per garantire la fattibilità della produzione e l'efficacia dei costi. Le operazioni di piegatura possono tipicamente ospitare caratteristiche di scanalatura perpendicolari agli assi di piegatura, mentre le scanalature parallele possono richiedere operazioni di lavorazione secondarie che aumentano significativamente i costi di produzione.
La lavorazione CNC delle scanalature della guarnizione fornisce un controllo dimensionale superiore rispetto alle operazioni di formatura, in particolare per geometrie complesse o requisiti di tolleranza stretti. I servizi di lavorazione CNC di precisione di Microns Hub garantiscono che le dimensioni della scanalatura soddisfino i requisiti di tenuta IP65 ottimizzando al contempo l'efficienza della produzione sia per i prototipi che per le quantità di produzione.
Le operazioni di saldatura vicino alle aree della guarnizione richiedono un'attenta gestione del calore per prevenire la distorsione del substrato che compromette la geometria della scanalatura. La saldatura TIG con un apporto di calore controllato mantiene tipicamente la stabilità dimensionale entro limiti accettabili, mentre la saldatura MIG può richiedere una lavorazione post-saldatura per ripristinare le specifiche della scanalatura.
Le procedure di controllo qualità per i contenitori IP65 devono convalidare sia la conformità dimensionale che le effettive prestazioni di tenuta. Le macchine di misura a coordinate verificano le dimensioni della scanalatura con una precisione di ±0,05 mm, mentre i test di decadimento della pressione confermano tassi di perdita inferiori a 1 × 10⁻⁶ mbar⋅l/s in condizioni operative simulate.
| Processo di produzione | Precisione della scanalatura (mm) | Tasso di produzione | Costo di installazione | Migliori applicazioni |
|---|---|---|---|---|
| Lavorazione CNC | ±0.03 | Media | Alto | Geometrie complesse |
| Pressopiegatura | ±0.15 | Alta | Basso | Scanalature dritte semplici |
| Stampo progressivo | ±0.08 | Molto alta | Molto alto | Produzione ad alto volume |
| Taglio laser + Forma | ±0.10 | Media | Medio | Volumi medi |
| Getto d'acqua + Secondario | ±0.05 | Bassa | Medio | Materiali spessi |
Protocolli di test e convalida
La convalida IP65 richiede protocolli di test sistematici che simulano le condizioni operative reali fornendo al contempo dati quantitativi sulle prestazioni. Le procedure di test standard seguono le specifiche IEC 60529, utilizzando camere di polvere calibrate e apparecchiature a getto d'acqua per verificare i livelli di protezione in condizioni controllate.
I test di ingresso della polvere impiegano talco o polvere di test standardizzata fatta circolare attraverso le camere a concentrazioni e velocità dell'aria specificate. La durata del test si estende tipicamente per 8 ore con cicli di pressione periodici per simulare gli effetti della respirazione termica. L'esclusione completa della polvere deve essere dimostrata senza accumulo misurabile all'interno del contenitore.
I test a getto d'acqua utilizzano ugelli da 6,3 mm che erogano 12,5 litri al minuto a una pressione di 30 kPa da tutte le direzioni. La durata del test copre un minimo di 15 minuti con il contenitore orientato per presentare la massima sfida ai sistemi di tenuta. Nessun ingresso di acqua è accettabile, con qualsiasi umidità rilevata che costituisce un fallimento del test.
I test di affidabilità a lungo termine incorporano cicli termici tra temperature operative estreme, tipicamente 1000 cicli da -40°C a +85°C con tempi di permanenza di 2 ore. Le misurazioni della deformazione permanente della guarnizione verificano la stabilità del materiale, mentre i test del tasso di perdita confermano la continua integrità della tenuta durante tutta la durata del test.
Strategie di ottimizzazione dei costi
La selezione dei materiali influisce significativamente sui costi totali del progetto, con le leghe di alluminio che offrono un equilibrio ottimale tra prestazioni ed economia per la maggior parte delle applicazioni. Gli acciai inossidabili hanno prezzi elevati ma forniscono una resistenza alla corrosione e una stabilità dimensionale superiori che possono giustificare l'aumento dei costi in ambienti difficili o requisiti di durata di servizio estesi.
La selezione della guarnizione presenta opportunità di ottimizzazione dei costi senza compromettere le prestazioni IP65. Le formulazioni EPDM standard offrono prestazioni eccellenti a prezzi competitivi, mentre i composti specializzati come i materiali fluorocarbonici possono essere inutili a meno che non esistano requisiti specifici di resistenza chimica. Le sezioni trasversali delle guarnizioni personalizzate possono ridurre l'utilizzo del materiale rispetto ai profili rotondi standard mantenendo al contempo l'efficacia della tenuta.
La selezione del processo di produzione richiede un'attenta analisi dei requisiti di volume e della complessità geometrica. Le applicazioni a basso volume beneficiano di processi flessibili come la piegatura e i nostri servizi di produzione che riducono al minimo gli investimenti in attrezzature. La produzione ad alto volume giustifica l'attrezzatura progressiva per stampi nonostante i costi iniziali significativi a causa della riduzione dei tempi di produzione per unità e del miglioramento della coerenza dimensionale.
Quando ordini da Microns Hub, trai vantaggio dai rapporti diretti con i produttori che garantiscono un controllo qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio di servizio personalizzato significano che ogni progetto riceve l'attenzione ai dettagli necessaria per prestazioni IP65 affidabili in diversi ambienti operativi.
Errori di progettazione comuni e soluzioni
Una spaziatura inadeguata dei dispositivi di fissaggio rappresenta una delle cause più frequenti di cedimento della tenuta IP65 nei contenitori in lamiera. Una spaziatura eccessiva consente la deflessione del substrato tra i dispositivi di fissaggio, creando spazi che compromettono la compressione della guarnizione. La pratica standard limita la spaziatura a 100 mm per uno spessore della lamiera di 2,0 mm, con una riduzione proporzionale per materiali più sottili.
Le intersezioni della scanalatura della guarnizione agli angoli richiedono un'attenzione speciale per prevenire percorsi di perdita che bypassano l'interfaccia di tenuta primaria. Le guarnizioni angolari stampate eliminano i giunti che creano potenziali punti di cedimento, mentre i giunti di giunzione richiedono procedure di taglio e incollaggio precise per mantenere l'integrità della tenuta. I raggi d'angolo devono tenere conto dei requisiti del raggio di curvatura della guarnizione senza creare concentrazioni di stress.
I calcoli dell'espansione termica spesso trascurano l'espansione differenziale tra materiali dissimili nei design compositi. I telai di rinforzo in acciaio combinati con pelli in alluminio creano modelli di stress che possono compromettere l'uniformità della compressione della guarnizione durante le escursioni di temperatura. Le soluzioni di progettazione includono giunti di espansione o la selezione di materiali che riducono al minimo le discrepanze di espansione termica.
Le incoerenze della finitura superficiale vicino alle aree di contatto della guarnizione derivano frequentemente da un controllo inadeguato del processo durante la produzione. Le operazioni di saldatura che creano rugosità o contaminazione locale richiedono una post-elaborazione per ripristinare le condizioni superficiali specificate. Le procedure di controllo qualità devono verificare i requisiti di finitura superficiale oltre alle specifiche dimensionali.
Domande frequenti
Quale rapporto di compressione della guarnizione fornisce prestazioni di tenuta IP65 ottimali?
I rapporti di compressione ottimali variano dal 15 al 25% della sezione trasversale originale della guarnizione per la maggior parte dei materiali EPDM. Questo intervallo fornisce una pressione di contatto sufficiente per una tenuta efficace prevenendo al contempo il degrado del materiale dovuto alla sovra-compressione. I valori di durezza Shore A influenzano la compressione ideale, con materiali più morbidi che richiedono rapporti di compressione inferiori.
In che modo gli effetti dell'espansione termica influiscono sull'integrità della tenuta a lungo termine?
L'espansione termica crea variazioni dimensionali che sollecitano i materiali della guarnizione e compromettono potenzialmente la geometria della tenuta. I contenitori in alluminio si espandono di circa 0,23 mm per metro per ogni aumento di temperatura di 10°C. Le strategie di progettazione includono giunti di espansione, la selezione di materiali con coefficienti termici abbinati e materiali di guarnizione con elevata capacità di allungamento.
Quali tolleranze di produzione sono richieste per un'efficace geometria della scanalatura della guarnizione?
Le tolleranze di larghezza della scanalatura specificano tipicamente ±0,1 mm per una ritenzione e un controllo della compressione ottimali della guarnizione. Le tolleranze di profondità devono mantenere ±0,1 mm per garantire una compressione uniforme sull'intero perimetro della guarnizione. Le tolleranze di posizione di ±0,2 mm prevengono il disallineamento della guarnizione che crea percorsi di perdita.
È possibile mantenere la classificazione IP65 con pannelli o porte rimovibili?
Sì, i pannelli rimovibili possono mantenere la protezione IP65 con una corretta progettazione delle cerniere e sistemi di guarnizioni. Le cerniere a pianoforte forniscono un supporto continuo lungo i bordi del pannello, mentre i fermi a compressione progettati correttamente garantiscono un'adeguata compressione della guarnizione. Più dispositivi di fissaggio con valori di coppia specificati offrono soluzioni alternative per i pannelli a cui si accede frequentemente.
Quali procedure di test verificano la conformità IP65 nei contenitori personalizzati?
I test IP65 seguono gli standard IEC 60529 con test in camera di polvere per un minimo di 8 ore e test a getto d'acqua a 12,5 litri al minuto da ugelli da 6,3 mm. I test di decadimento della pressione integrano le procedure standard quantificando i tassi di perdita in condizioni controllate. La convalida del ciclo termico conferma le prestazioni negli intervalli di temperatura operativa.
In che modo lo spessore della lamiera influisce sulla compressione della guarnizione e sulle prestazioni di tenuta?
La lamiera più sottile si flette maggiormente sotto i carichi di compressione della guarnizione, creando potenzialmente una distribuzione della pressione non uniforme che compromette l'efficacia della tenuta. I materiali con uno spessore inferiore a 1,5 mm spesso richiedono una spaziatura più ravvicinata dei dispositivi di fissaggio o caratteristiche di rinforzo per mantenere un'adeguata rigidità. I materiali più spessi forniscono una migliore stabilità dimensionale ma aumentano i costi dei materiali e i carichi di formatura.
Quali sono i materiali più convenienti per i contenitori in lamiera IP65?
L'alluminio 5052-H32 offre la migliore combinazione di costo, formabilità e resistenza alla corrosione per la maggior parte delle applicazioni IP65. L'acciaio laminato a freddo offre un costo dei materiali inferiore, ma richiede rivestimenti protettivi e un'attenta selezione del materiale della guarnizione per prevenire la corrosione galvanica. Gli acciai inossidabili giustificano prezzi elevati solo quando condizioni ambientali specifiche richiedono una resistenza alla corrosione superiore.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece