Design degli scarichi angolari: scarichi rettangolari vs. circolari per piegature pulite
Il design degli scarichi angolari rappresenta una delle decisioni più critiche nella fabbricazione di lamiere, che influisce direttamente sulla qualità della piegatura, sulla durata degli utensili e sull'efficienza della produzione. La scelta tra scarichi angolari rettangolari e circolari determina non solo la finitura estetica, ma anche l'integrità strutturale e la producibilità dei componenti piegati.
Punti chiave:
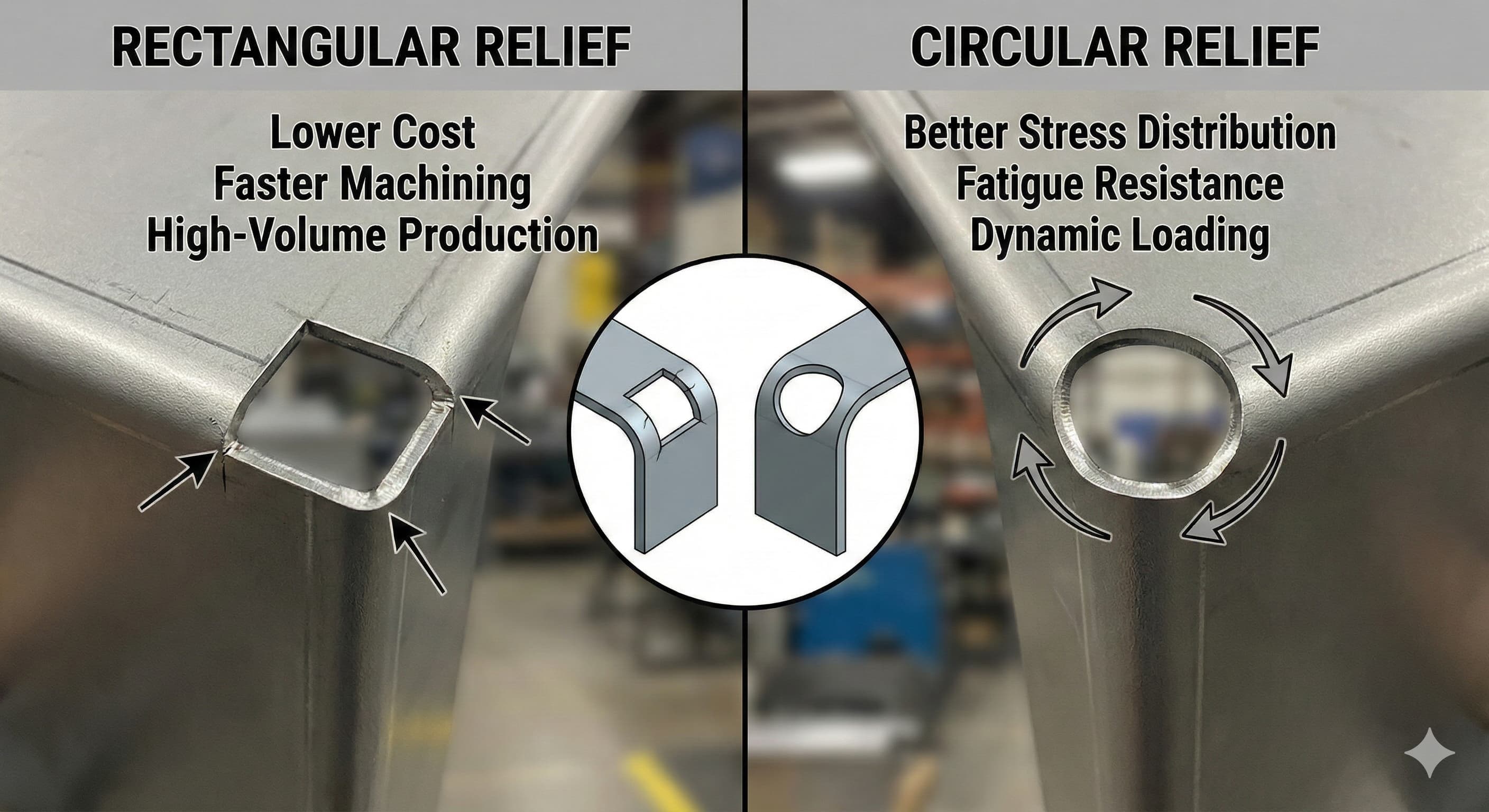
- Gli scarichi rettangolari offrono una maggiore economia di materiale e tempi di lavorazione più rapidi, il che li rende ideali per la produzione di grandi volumi
- Gli scarichi circolari offrono una migliore distribuzione delle sollecitazioni e resistenza alla fatica, fondamentali per le applicazioni di carico dinamico
- Le dimensioni dello scarico devono seguire le linee guida ISO 2768, con profondità tipiche che vanno da 0,5 mm a 2,0 mm a seconda dello spessore del materiale
- Un corretto design dello scarico può ridurre la criccatura degli angoli fino all'85% in materiali come Al 6061-T6 e acciaio inossidabile 304
Comprensione dei fondamenti dello scarico angolare
Gli scarichi angolari fungono da elementi di gestione della concentrazione delle sollecitazioni nei design delle lamiere, prevenendo l'accumulo di materiale e la criccatura durante il processo di piegatura. Quando due linee di piegatura si intersecano, il materiale sovrapposto crea un'impossibilità geometrica che deve essere risolta attraverso la rimozione strategica del materiale.
La fisica alla base della necessità dello scarico angolare deriva dal comportamento fondamentale del metallo durante la deformazione plastica. Quando la lamiera si piega, le fibre esterne subiscono una sollecitazione di trazione mentre le fibre interne si comprimono. Alle intersezioni degli angoli, questo schema di sollecitazione diventa complesso, creando forze multidirezionali che possono superare la resistenza alla trazione finale del materiale.
Gli standard ISO 2768 specificano le dimensioni minime dello scarico in base allo spessore del materiale e alle relazioni del raggio di curvatura. Per i materiali con spessore (t) compreso tra 0,5 mm e 3,0 mm, la profondità dello scarico deve essere pari a 1,5 t + raggio di curvatura, mentre la larghezza dello scarico deve tenere conto dei calcoli della tolleranza di piegatura per evitare interferenze.
Le proprietà del materiale influenzano in modo significativo i requisiti di progettazione dello scarico. Le leghe ad alta resistenza come Al 7075-T6 richiedono dimensioni dello scarico maggiori rispetto ai materiali più morbidi come Al 1100-H14, a causa della loro ridotta duttilità e dei valori di modulo elastico più elevati.
Design dello scarico angolare rettangolare
Gli scarichi rettangolari rappresentano la soluzione di scarico angolare più economica e ampiamente adottata nei servizi di fabbricazione di lamiere industriali. La loro semplicità geometrica si traduce direttamente in vantaggi di produzione, in particolare per gli ambienti di produzione ad alto volume.
Il design dello scarico rettangolare è costituito da due tagli perpendicolari che si intersecano a 90 gradi, creando un vuoto quadrato o rettangolare all'intersezione dell'angolo. Le dimensioni standard seguono la formula: Lunghezza (L) = 1,5 t + R + 0,5 mm, Larghezza (W) = 1,5 t + R + 0,5 mm, dove t rappresenta lo spessore del materiale e R indica il raggio di curvatura.
I vantaggi di produzione degli scarichi rettangolari includono la programmazione semplificata per le operazioni di punzonatura CNC, la riduzione dell'usura degli utensili grazie ai percorsi di taglio rettilinei e tempi di ciclo più rapidi rispetto alle geometrie curve. Le punzonatrici a torretta possono eseguire scarichi rettangolari utilizzando punzoni rettangolari standard, eliminando la necessità di utensili specializzati.
Da un punto di vista strutturale, gli scarichi rettangolari forniscono un adeguato scarico delle sollecitazioni per la maggior parte delle applicazioni, in particolare quelle che coinvolgono condizioni di carico statico. Gli angoli acuti creano concentrazioni di sollecitazione localizzate, ma queste in genere rimangono entro limiti accettabili per le applicazioni industriali standard.
| Spessore del materiale | Lunghezza raccomandata (mm) | Larghezza raccomandata (mm) | Tolleranza tipica (±mm) |
|---|---|---|---|
| 0.5mm | 2.0 | 2.0 | 0.05 |
| 1.0mm | 3.5 | 3.5 | 0.08 |
| 1.5mm | 4.75 | 4.75 | 0.10 |
| 2.0mm | 6.0 | 6.0 | 0.13 |
| 3.0mm | 8.5 | 8.5 | 0.15 |
L'analisi dei costi rivela che gli scarichi rettangolari in genere costano il 15-25% in meno rispetto alle alternative circolari a causa dei tempi di lavorazione ridotti e dei requisiti di utensili standard. Per le tirature di produzione superiori a 1.000 pezzi, questa differenza di costo diventa significativa, spesso giustificando la selezione di scarichi rettangolari anche in applicazioni in cui i design circolari potrebbero offrire vantaggi tecnici marginali.
Design dello scarico angolare circolare
Gli scarichi angolari circolari offrono caratteristiche di distribuzione delle sollecitazioni superiori, il che li rende la scelta preferita per le applicazioni che coinvolgono carico dinamico, vibrazioni o problemi di fatica. La geometria curva elimina i punti di concentrazione delle sollecitazioni acuti inerenti ai design rettangolari.
Il design dello scarico circolare utilizza un singolo taglio del raggio, in genere compreso tra 2,0 mm e 6,0 mm a seconda dello spessore del materiale e dei requisiti dell'applicazione. Il calcolo del raggio segue: R = 1,2 × (spessore del materiale + raggio di curvatura) + 1,0 mm, garantendo uno spazio adeguato ottimizzando al contempo i modelli di flusso delle sollecitazioni.
L'analisi delle sollecitazioni utilizzando metodi a elementi finiti dimostra che gli scarichi circolari riducono le concentrazioni di sollecitazione di picco del 35-45% rispetto alle alternative rettangolari. Questo miglioramento diventa fondamentale nelle applicazioni aerospaziali, automobilistiche e di dispositivi medici in cui l'affidabilità dei componenti influisce direttamente sulla sicurezza.
La fabbricazione di scarichi circolari richiede utensili specializzati o operazioni di lavorazione aggiuntive. Le punzonatrici a torretta CNC necessitano di punzoni circolari di vari diametri, mentre i sistemi di taglio laser possono produrre qualsiasi raggio senza vincoli di utensili. Questa flessibilità rende il taglio laser particolarmente interessante per la prototipazione e la produzione di piccoli lotti.
Per risultati di alta precisione, Ottieni il tuo preventivo personalizzato consegnato in 24 ore da Microns Hub.
Il volume di rimozione del materiale negli scarichi circolari in genere supera i design rettangolari del 20-30%, il che rappresenta un piccolo aumento del costo del materiale, ma un miglioramento potenzialmente significativo della longevità dei componenti. Questo compromesso si rivela utile nelle applicazioni in cui i costi di sostituzione superano i premi di produzione iniziali.
Analisi comparativa: caratteristiche prestazionali
I test di fatica rivelano differenze significative nelle prestazioni tra i design di scarico rettangolari e circolari. I componenti con scarichi circolari dimostrano una durata a fatica del 40-60% più lunga in condizioni di carico ciclico, particolarmente importante nei componenti delle sospensioni automobilistiche e nelle strutture aerospaziali.
I fattori di concentrazione delle sollecitazioni (Kt) forniscono metriche di confronto quantitative. Gli scarichi rettangolari in genere mostrano valori Kt compresi tra 2,8 e 3,2, mentre gli scarichi circolari raggiungono valori Kt compresi tra 1,8 e 2,1. I valori Kt inferiori indicano una distribuzione delle sollecitazioni più uniforme e una ridotta probabilità di guasto.
| Metrica di performance | Scarico rettangolare | Scarico circolare | Fattore di miglioramento |
|---|---|---|---|
| Concentrazione di stress (Kt) | 2.8-3.2 | 1.8-2.1 | Riduzione del 35-45% |
| Durata a fatica (cicli) | 50,000-80,000 | 85,000-130,000 | Aumento del 60-70% |
| Tempo di produzione (sec) | 2.5-3.0 | 3.5-4.5 | Aumento del 40% |
| Durata dell'utensile (colpi) | 100,000-150,000 | 80,000-120,000 | Riduzione del 20% |
| Utilizzo del materiale (%) | 98.5-99.0 | 97.5-98.0 | Aumento dell'1-1.5% |
Anche le considerazioni sulla finitura superficiale favoriscono gli scarichi circolari, in particolare nelle applicazioni visibili. La geometria curva liscia elimina i bordi taglienti che possono impigliarsi durante la manipolazione o l'assemblaggio, riducendo il rischio di tagli e migliorando la sicurezza generale.
Considerazioni specifiche per il materiale
Materiali diversi rispondono in modo univoco ai design degli scarichi angolari, richiedendo approcci personalizzati per risultati ottimali. Le leghe di alluminio, gli acciai inossidabili e gli acciai dolci presentano ciascuno sfide e opportunità distinte.
L'alluminio 6061-T6 mostra un'eccellente duttilità, consentendo a entrambi gli scarichi rettangolari e circolari di funzionare adeguatamente. Tuttavia, la tendenza del materiale all'incrudimento rende preferibili gli scarichi circolari per le applicazioni che comportano operazioni di piegatura o formatura ripetute. Le concentrazioni di sollecitazione ridotte aiutano a mantenere la duttilità durante tutto il processo di produzione.
L'acciaio inossidabile 304 presenta maggiori sfide a causa delle sue caratteristiche di incrudimento e della maggiore resistenza. Gli scarichi circolari diventano particolarmente importanti, poiché la migliore distribuzione delle sollecitazioni aiuta a prevenire la micro-criccatura che può propagarsi nel tempo. Le dimensioni dello scarico devono aumentare del 20-25% rispetto alle applicazioni in alluminio per tenere conto della ridotta duttilità del materiale.
Gli acciai ad alta resistenza richiedono un'attenta considerazione del design dello scarico, poiché la loro limitata duttilità li rende suscettibili alla criccatura. Gli scarichi circolari con raggi generosi spesso diventano obbligatori, nonostante la maggiore complessità e costo di produzione.
Integrazione del processo di produzione
Il design dello scarico deve integrarsi perfettamente con i flussi di lavoro di produzione complessivi per ottimizzare l'efficienza e la qualità. La scelta tra scarichi rettangolari e circolari influisce sulla selezione degli utensili, sulla complessità della programmazione e sul sequenziamento della produzione.
Le operazioni di punzonatura a torretta CNC favoriscono gli scarichi rettangolari grazie alla disponibilità di utensili standard e ai semplici requisiti di programmazione. I percorsi utensile lineari riducono i tempi di ciclo e prolungano la durata dell'utensile, particolarmente importante per le tirature di produzione ad alto volume. Tuttavia, le moderne punzonatrici a torretta possono ospitare punzoni circolari, sebbene ciò richieda un ulteriore investimento in utensili.
I sistemi di taglio laser offrono una maggiore flessibilità, in grado di produrre qualsiasi geometria di scarico senza vincoli di utensili. Questo vantaggio rende il taglio laser interessante per la prototipazione e la produzione a basso volume, dove l'ammortamento degli utensili diventa proibitivo. La precisione ottenibile con i sistemi laser consente anche geometrie di scarico complesse che combinano caratteristiche rettangolari e circolari.
Quando ordini da Microns Hub, trai vantaggio dai rapporti diretti con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio completo ai nostri servizi di produzione significano che ogni progetto riceve l'attenzione ai dettagli che merita, sia che tu richieda semplici scarichi rettangolari o complesse geometrie curve.
L'integrazione con la costruzione a linguetta e scanalatura richiede un'attenta coordinazione del posizionamento e delle dimensioni dello scarico. Gli scarichi devono fornire uno spazio adeguato per le operazioni di assemblaggio mantenendo l'integrità strutturale nelle posizioni di giunzione.
Controllo qualità e ispezione
La qualità dello scarico angolare influisce direttamente sulle prestazioni finali del componente, rendendo essenziali rigorosi protocolli di ispezione. L'accuratezza dimensionale, la qualità dei bordi e la coerenza geometrica richiedono tutti la verifica per garantire la conformità alle specifiche.
L'ispezione dimensionale si concentra sulla profondità, la larghezza e l'accuratezza posizionale dello scarico rispetto alle linee di piegatura. Le macchine di misura a coordinate (CMM) forniscono la precisione necessaria per le applicazioni critiche, sebbene semplici calibri passa/non passa siano sufficienti per molti ambienti di produzione.
La valutazione della qualità dei bordi esamina la rugosità superficiale, la formazione di bave e il potenziale di micro-criccatura. Gli scarichi rettangolari in genere mostrano una qualità dei bordi superiore grazie all'azione di taglio pulita del processo di punzonatura, mentre gli scarichi circolari tagliati al laser possono richiedere operazioni di sbavatura secondarie.
L'implementazione del controllo statistico del processo (SPC) aiuta a mantenere una qualità dello scarico coerente durante le tirature di produzione. I parametri chiave includono le dimensioni dello scarico, la rugosità dei bordi e l'accuratezza posizionale, con limiti di controllo stabiliti in base alla criticità del componente e ai requisiti di utilizzo finale.
Strategie di ottimizzazione dei costi
L'ottimizzazione dei costi richiede di bilanciare le spese di produzione iniziali con le prestazioni a lungo termine dei componenti e i costi di sostituzione. Questa analisi diventa particolarmente importante per le applicazioni ad alto volume in cui piccole differenze di costo unitario si sommano a totali significativi.
I costi di produzione diretti favoriscono gli scarichi rettangolari, con un risparmio tipico di € 0,05-0,15 per componente rispetto alle alternative circolari. Questi risparmi derivano dalla riduzione dei tempi di ciclo, dall'utilizzo di utensili standard e dai requisiti di programmazione semplificati. Per volumi di produzione superiori a 10.000 pezzi all'anno, gli scarichi rettangolari offrono spesso vantaggi economici convincenti.
Tuttavia, l'analisi del costo del ciclo di vita può favorire gli scarichi circolari nelle applicazioni in cui una migliore resistenza alla fatica riduce la frequenza di manutenzione e sostituzione. Il premio pagato per la produzione di scarichi circolari spesso si rivela utile quando i costi di sostituzione, le spese di inattività e le considerazioni sulla sicurezza vengono presi in considerazione nell'equazione del costo totale.
| Volume di produzione | Costo rettangolare (€/pezzo) | Costo circolare (€/pezzo) | Analisi di pareggio |
|---|---|---|---|
| 100-500 pezzi | 0.45-0.38 | 0.52-0.45 | Rettangolare preferito |
| 500-2,000 pezzi | 0.35-0.28 | 0.42-0.35 | Dipendente dall'applicazione |
| 2,000-10,000 pezzi | 0.25-0.20 | 0.32-0.26 | Considerare i costi del ciclo di vita |
| 10,000+ pezzi | 0.18-0.15 | 0.25-0.20 | Rettangolare fortemente favorito |
Tecniche di progettazione avanzate
Il moderno design degli scarichi angolari si estende oltre le semplici geometrie rettangolari o circolari, incorporando approcci ibridi che ottimizzano caratteristiche prestazionali specifiche. Queste tecniche avanzate richiedono sofisticate capacità di produzione, ma possono fornire risultati superiori per applicazioni impegnative.
Gli scarichi a goccia combinano caratteristiche rettangolari e circolari, utilizzando lati diritti per l'efficienza di produzione incorporando al contempo estremità arrotondate per la riduzione dello stress. Questo approccio ibrido raggiunge il 70-80% dei vantaggi di sollecitazione dello scarico circolare mantenendo l'85-90% dell'efficienza di produzione dello scarico rettangolare.
Gli scarichi a raggio variabile adattano la geometria circolare per adattarsi a diversi modelli di sollecitazione all'interno dello stesso componente. L'analisi a elementi finiti guida l'ottimizzazione del raggio, creando geometrie di scarico su misura per condizioni di carico e proprietà del materiale specifiche.
Gli scarichi multistadio incorporano geometrie diverse a varie profondità, fornendo una distribuzione ottimale delle sollecitazioni riducendo al minimo la rimozione del materiale. Queste geometrie complesse richiedono capacità di produzione avanzate, ma possono ottenere miglioramenti delle prestazioni superiori agli approcci a geometria singola.
Domande frequenti
Quali fattori determinano la scelta tra scarichi angolari rettangolari e circolari?
La selezione dipende dai requisiti dell'applicazione, dal volume di produzione e dalle proprietà del materiale. Gli scarichi rettangolari sono adatti per la produzione di grandi volumi con utensili standard, mentre gli scarichi circolari eccellono nelle applicazioni critiche per la fatica che richiedono una distribuzione delle sollecitazioni superiore. Lo spessore del materiale, il raggio di curvatura e le condizioni di carico influenzano tutti la scelta ottimale.
Come si scalano le dimensioni dello scarico angolare con lo spessore del materiale?
Le dimensioni dello scarico in genere seguono la formula: Dimensione dello scarico = 1,5 × spessore del materiale + raggio di curvatura + 0,5 mm di spazio. I materiali più spessi richiedono scarichi proporzionalmente più grandi per accogliere l'aumento del flusso di materiale durante la piegatura. I materiali ad alta resistenza possono richiedere scarichi del 20-25% più grandi rispetto ai calcoli standard.
Gli scarichi angolari possono essere aggiunti dopo la fabbricazione iniziale?
Sebbene tecnicamente possibile, l'aggiunta di scarichi post-fabbricazione si rivela impegnativa e costosa. Le operazioni di lavorazione secondarie introducono costi di installazione e potenziali problemi di qualità. I risultati ottimali richiedono l'incorporazione dello scarico durante la pianificazione della fabbricazione iniziale, garantendo una corretta integrazione con i flussi di lavoro di produzione e i processi di controllo qualità.
Quali metodi di ispezione verificano la qualità dello scarico angolare?
La verifica della qualità impiega l'ispezione dimensionale utilizzando sistemi CMM o calibri passa/non passa, l'esame visivo per la qualità dei bordi e la formazione di bave e test funzionali per applicazioni critiche. Il controllo statistico del processo monitora la coerenza dello scarico durante le tirature di produzione, con limiti di controllo basati sulla criticità del componente.
In che modo gli scarichi angolari influiscono sulla resistenza complessiva del componente?
Gli scarichi progettati correttamente migliorano la resistenza del componente prevenendo le concentrazioni di sollecitazione che potrebbero innescare la criccatura. Sebbene gli scarichi rimuovano materiale, il miglioramento della distribuzione delle sollecitazioni in genere supera gli effetti della riduzione del materiale. Gli scarichi circolari forniscono una distribuzione delle sollecitazioni del 35-45% migliore rispetto alle alternative rettangolari.
Quali processi di produzione funzionano meglio per ogni tipo di scarico?
Gli scarichi rettangolari si ottimizzano per le operazioni di punzonatura CNC utilizzando utensili standard, mentre gli scarichi circolari sono adatti ai sistemi di taglio laser che offrono flessibilità geometrica. Il taglio a getto d'acqua si adatta efficacemente a entrambe le geometrie, anche se a un costo più elevato. La selezione del processo dipende dal volume di produzione, dai requisiti di precisione e dalle attrezzature disponibili.
Esistono preferenze specifiche del settore per i tipi di scarico?
I settori aerospaziale e medico in genere preferiscono gli scarichi circolari per una maggiore resistenza alla fatica e distribuzione delle sollecitazioni. Le applicazioni automobilistiche variano in base alla funzione del componente, con elementi strutturali che favoriscono gli scarichi circolari mentre le parti estetiche spesso utilizzano alternative rettangolari. Gli involucri elettronici utilizzano comunemente scarichi rettangolari per l'efficienza dei costi e la continuità della schermatura EMI.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece