Il fattore K spiegato: calcolo delle tolleranze di piegatura per la lamiera di precisione
I fabbricanti di lamiere che lavorano con tolleranze inferiori a ±0,25 mm affrontano una sfida fondamentale: ottenere dimensioni di piegatura precise tenendo conto della deformazione del materiale durante il processo di piegatura. Il fattore K funge da ponte matematico tra lo sviluppo del modello piatto e la geometria piegata finale, determinando se le parti soddisfano i requisiti di assemblaggio critici o diventano costosi scarti.
Comprendere il calcolo del fattore K diventa essenziale quando si progettano staffe, involucri e componenti strutturali in cui la precisione della piegatura influisce direttamente sull'adattamento e sulla funzione. Questa guida completa esamina i principi di ingegneria, i metodi di calcolo e le applicazioni pratiche che definiscono la fabbricazione di lamiere di precisione.
- Il fattore K rappresenta il rapporto tra la posizione dell'asse neutro e lo spessore del materiale, che in genere varia da 0,25 a 0,50 per le lamiere comuni
- Calcoli accurati della tolleranza di piegatura richiedono la considerazione delle proprietà del materiale, della geometria dell'utensile e dei parametri di formatura
- Le applicazioni di precisione richiedono la convalida empirica del fattore K attraverso piegature di prova e verifica della misurazione
- I sistemi CAD avanzati integrano database del fattore K per lo sviluppo automatizzato di modelli piatti
Comprensione dei fondamenti del fattore K nella piegatura della lamiera
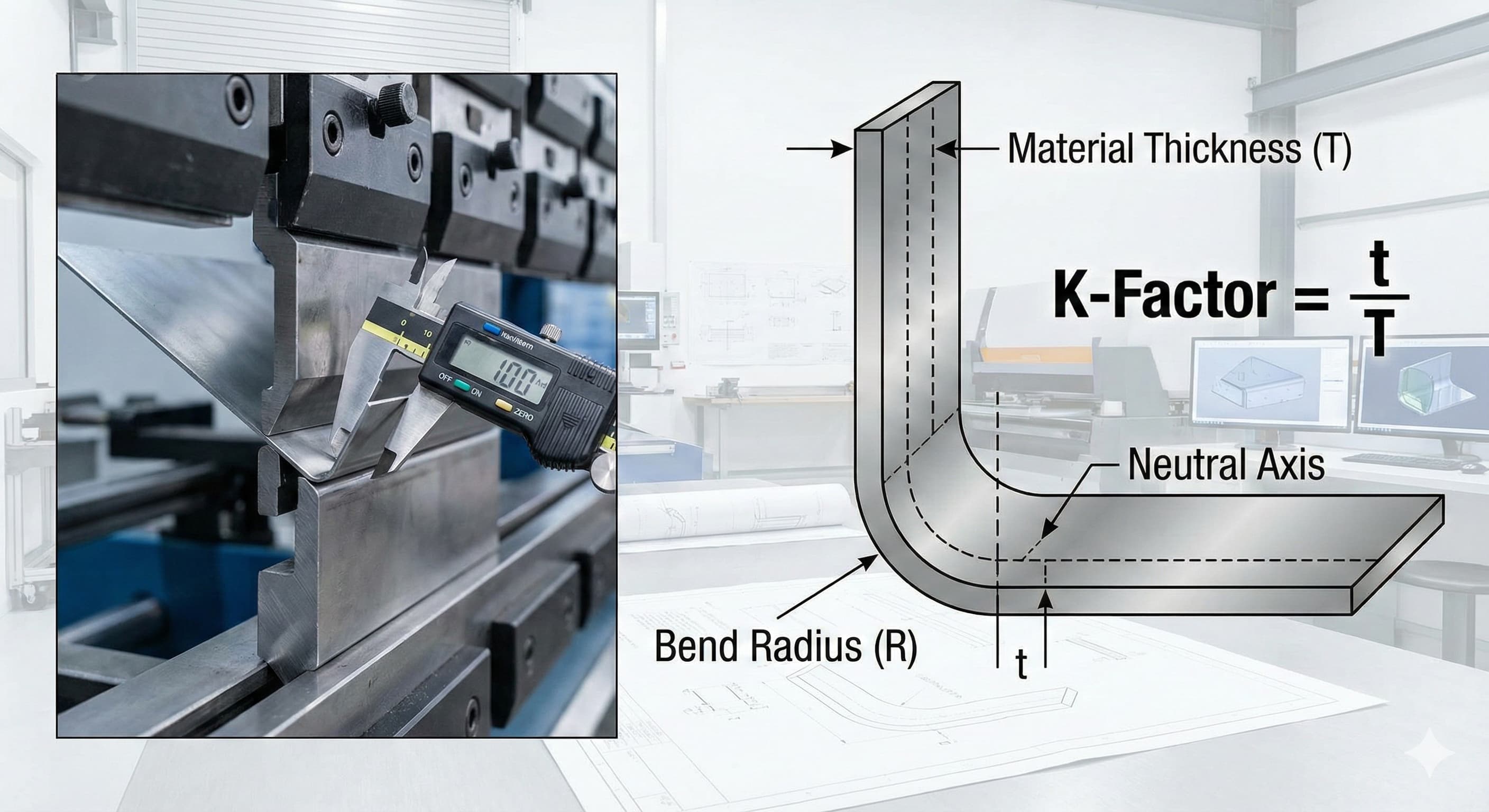
Il fattore K quantifica la relazione tra l'asse neutro di un materiale e il suo spessore durante il processo di piegatura. Quando la lamiera viene piegata, la superficie esterna si allunga mentre la superficie interna si comprime, creando un asse neutro in cui la lunghezza del materiale rimane costante. Questa posizione dell'asse neutro determina la tolleranza di piegatura necessaria per uno sviluppo accurato del modello piatto.
Matematicamente, il fattore K è uguale alla distanza dal raggio di piegatura interno all'asse neutro, divisa per lo spessore del materiale. Per una parte con uno spessore di 2,0 mm e un asse neutro posizionato a 0,8 mm dalla superficie interna, il fattore K si calcola a 0,40. Questo valore adimensionale rimane relativamente coerente per specifiche combinazioni materiale-utensile.
Le proprietà del materiale influenzano in modo significativo i valori del fattore K. Materiali duttili come l'alluminio 1100-O mostrano fattori K più elevati (0,45-0,50) a causa del maggiore flusso di materiale durante la formatura. Al contrario, materiali più duri come l'acciaio inossidabile 304 in genere dimostrano fattori K inferiori (0,30-0,40) a causa delle ridotte caratteristiche di deformazione.
Anche la geometria dell'utensile influisce sulla determinazione del fattore K. I raggi del punzone più piccoli creano piegature più nette con fattori K inferiori, mentre i raggi più grandi promuovono una formatura graduale con valori più elevati. La relazione tra il raggio del punzone e lo spessore del materiale, espressa come rapporto R/T, fornisce una guida preliminare alla stima del fattore K.
| Grado del materiale | Intervallo tipico del fattore K | Resistenza alla trazione (MPa) | Caratteristiche di formatura |
|---|---|---|---|
| Alluminio 1100-O | 0,45 - 0,50 | 90 - 165 | Eccellente formabilità, alta duttilità |
| Alluminio 6061-T6 | 0,35 - 0,42 | 310 - 380 | Buona formabilità, resistenza moderata |
| Acciaio 1008/1010 | 0,40 - 0,45 | 320 - 420 | Buona formabilità, basso contenuto di carbonio |
| Inossidabile 304 | 0,30 - 0,40 | 515 - 620 | Formabilità moderata, incrudimento |
| Inossidabile 316 | 0,32 - 0,42 | 515 - 670 | Migliore formabilità rispetto al 304 |
Metodi e formule di calcolo della tolleranza di piegatura
La tolleranza di piegatura rappresenta la lunghezza dell'arco dell'asse neutro attraverso la zona di piegatura, fornendo la dimensione critica per lo sviluppo del modello piatto. La formula fondamentale incorpora l'angolo di piegatura, il raggio interno, lo spessore del materiale e il fattore K: BA = (π/180) × (R + K × T) × A, dove BA è uguale alla tolleranza di piegatura, R rappresenta il raggio interno, K indica il fattore K, T indica lo spessore del materiale e A specifica l'angolo di piegatura in gradi.
Per una piegatura a 90 gradi in alluminio 6061-T6 da 1,5 mm con raggio interno di 3,0 mm e fattore K di 0,38, il calcolo produce: BA = (π/180) × (3,0 + 0,38 × 1,5) × 90 = 9,42 + 0,90 = 10,32 mm. Questo valore di tolleranza di piegatura determina la lunghezza dell'arco da includere nello sviluppo del modello piatto.
Il metodo di deduzione della piegatura offre un approccio alternativo, calcolando la differenza di lunghezza del materiale tra gli stati piegato e non piegato. La deduzione della piegatura è uguale a 2 × (arretramento esterno) - tolleranza di piegatura, dove l'arretramento esterno rappresenta la distanza dalla linea di piegatura alla superficie esterna. Questo metodo si rivela particolarmente utile per i sistemi CAD e i software di nesting automatizzati.
Le applicazioni avanzate possono richiedere fattori di correzione della tolleranza di piegatura per tenere conto del ritorno elastico, dell'usura dell'utensile e delle variazioni del materiale. Questi fattori di correzione, che in genere variano da 0,95 a 1,05, mettono a punto i calcoli teorici in base ai test empirici e all'esperienza di produzione.
I calcoli multi-piega richiedono un'attenta considerazione della sequenza di piegatura e delle lunghezze piatte intermedie. Ogni piega contribuisce con la sua tolleranza individuale pur mantenendo le dimensioni complessive della parte. Le geometrie complesse con pieghe multiple, ritorni e offset richiedono approcci di calcolo sistematici per prevenire errori cumulativi.
Influenza delle proprietà del materiale sulla selezione del fattore K
La struttura della grana del materiale influisce in modo significativo sulla determinazione del fattore K e sul comportamento di piegatura. I materiali laminati a freddo mostrano proprietà direzionali con fattori K diversi paralleli e perpendicolari alla direzione di laminazione. L'alluminio 6061-T6 può mostrare un fattore K di 0,38 parallelo alla grana e 0,42 perpendicolare, richiedendo calcoli specifici per l'orientamento per applicazioni critiche.
Le caratteristiche di incrudimento influenzano la stabilità del fattore K durante le operazioni di formatura. I materiali con alti tassi di incrudimento, come l'acciaio inossidabile 301, possono mostrare variazioni del fattore K a seconda della gravità della piegatura e della velocità di formatura. L'incrudimento progressivo riduce il flusso di materiale, abbassando efficacemente i fattori K man mano che la piegatura progredisce.
Le condizioni superficiali e la finitura del materiale influenzano il comportamento di piegatura attraverso effetti di attrito e concentrazione di stress. I materiali con finitura di laminazione in genere forniscono prestazioni del fattore K coerenti, mentre le superfici rivestite o strutturate possono richiedere fattori di regolazione. L'acciaio preverniciato spesso mostra fattori K leggermente più elevati a causa degli effetti di lubrificazione del rivestimento.
Le variazioni di spessore entro le tolleranze standard possono influire sulla precisione del fattore K nelle applicazioni di precisione. I materiali specificati come 2,0 mm ±0,1 mm possono mostrare variazioni del fattore K di ±0,02, potenzialmente influenzando le dimensioni finali della parte di 0,05 mm o più nelle zone di piegatura critiche.
Per risultati di alta precisione, richiedi un preventivo gratuito e ottieni i prezzi in 24 ore da Microns Hub.
| Intervallo di spessore (mm) | Fattore K alluminio 6061-T6 | Fattore K acciaio 1008 | Fattore K inossidabile 304 |
|---|---|---|---|
| 0,5 - 1,0 | 0,33 - 0,38 | 0,35 - 0,42 | 0,27 - 0,33 |
| 1,0 - 2,0 | 0,36 - 0,41 | 0,38 - 0,44 | 0,30 - 0,37 |
| 2,0 - 3,0 | 0,38 - 0,43 | 0,40 - 0,46 | 0,32 - 0,39 |
| 3,0 - 5,0 | 0,40 - 0,45 | 0,42 - 0,48 | 0,34 - 0,41 |
Effetti dell'utensile e considerazioni sulla pressa piegatrice
Il raggio del naso del punzone influenza direttamente i valori del fattore K attraverso il suo effetto sulla formazione della piega. I punzoni affilati con raggi piccoli concentrano lo stress e riducono il flusso di materiale, con conseguenti fattori K inferiori. Al contrario, i raggi del punzone più grandi promuovono una formatura graduale con fattori K più elevati e una migliore qualità della superficie.
La larghezza dell'apertura dello stampo influisce sul supporto del materiale durante la piegatura, influenzando la distribuzione dello stress e la posizione dell'asse neutro. La pratica standard raccomanda aperture dello stampo da 8 a 12 volte lo spessore del materiale, con aperture più ampie che promuovono fattori K più elevati. Gli stampi stretti possono causare effetti di fondocorsa che riducono artificialmente i fattori K calcolati.
Le tecniche di fondocorsa rispetto alla piegatura in aria producono diverse caratteristiche del fattore K. La piegatura in aria consente il flusso naturale del materiale con fattori K coerenti su vari angoli, mentre il fondocorsa crea una deformazione controllata che può richiedere regolazioni del fattore K specifiche per l'angolo. Le operazioni di coniatura in genere mostrano i fattori K più bassi a causa degli effetti di compressione del materiale.
Il tonnellaggio della pressa piegatrice e la velocità di formatura influenzano il flusso di materiale durante le operazioni di piegatura. Un tonnellaggio insufficiente può comportare una formatura incompleta con fattori K incoerenti, mentre una forza eccessiva può causare l'assottigliamento del materiale e posizioni alterate dell'asse neutro. Le velocità di formatura ottimali consentono un corretto flusso di materiale senza indurre concentrazioni di stress.
L'usura dell'utensile influisce sulla coerenza della piegatura durante le serie di produzione. I punzoni usurati possono creare raggi di piegatura leggermente diversi, alterando i calcoli del fattore K. Le ispezioni regolari degli utensili e i programmi di sostituzione mantengono la coerenza del fattore K per le applicazioni di precisione che richiedono l' integrazione dei servizi di lavorazione CNC di precisione.
Determinazione empirica del fattore K e metodi di prova
I fattori K teorici forniscono punti di partenza per i calcoli di piegatura, ma le applicazioni di precisione richiedono la convalida empirica attraverso test sistematici. Le procedure di piegatura di prova comportano la formatura di parti campione con dimensioni note, la misurazione dei risultati di piegatura effettivi e il calcolo dei fattori K effettivi dalla geometria osservata.
La procedura di prova standard inizia con la preparazione di strisce di prova del materiale di produzione, in genere lunghe 150 mm e larghe 25 mm. Segnare linee di piegatura precise a 50 mm da ciascuna estremità, garantendo riferimenti di misurazione accurati. Formare piegature a 90 gradi utilizzando utensili e impostazioni di produzione, mantenendo parametri di formatura coerenti.
Le tecniche di misurazione richiedono strumenti di precisione in grado di risolvere 0,01 mm. Misurare il raggio interno utilizzando calibri per raggi o sistemi di misurazione ottica e verificare gli angoli di piegatura con goniometri di precisione o macchine di misura a coordinate. Calcolare il fattore K effettivo lavorando a ritroso dalle dimensioni misurate ai requisiti teorici.
Più campioni di prova forniscono la convalida statistica della coerenza del fattore K. Dimensioni minime del campione di 5 pezzi per combinazione materiale-utensile stabiliscono valori medi affidabili e intervalli di variazione. Documentare le condizioni ambientali, i numeri di lotto del materiale e l'identificazione dell'utensile per la tracciabilità.
La convalida della produzione comporta la formatura di parti rappresentative e la misurazione delle dimensioni critiche rispetto ai requisiti di progettazione. Le parti che richiedono la costruzione a linguetta e scanalatura richiedono particolare attenzione alla precisione della piegatura per un corretto adattamento.
Applicazioni avanzate del fattore K nei sistemi CAD/CAM
I moderni sistemi CAD integrano database completi del fattore K per lo sviluppo automatizzato di modelli piatti. Questi database contengono valori convalidati empiricamente per combinazioni materiale-utensile comuni, riducendo i tempi di progettazione e migliorando la precisione. I principali pacchetti software consentono l'immissione personalizzata del fattore K per applicazioni specializzate.
Gli approcci di progettazione parametrica collegano i fattori K alle proprietà del materiale e ai parametri di formatura, consentendo aggiornamenti automatici quando si verificano modifiche al progetto. I sistemi di modellazione basati su funzionalità riconoscono le funzionalità di piegatura e applicano i fattori K appropriati in base alla selezione del materiale e alle specifiche dell'utensile.
L'integrazione CAM estende le applicazioni del fattore K alla pianificazione della produzione e al controllo qualità. La programmazione della pressa piegatrice CNC utilizza i dati del fattore K per l'ottimizzazione automatica della sequenza di piegatura e la selezione dell'utensile. I sistemi di correzione dell'angolo in tempo reale regolano i parametri di formatura in base alle previsioni del fattore K e al feedback della misurazione.
Il software di simulazione incorpora l'analisi degli elementi finiti con la convalida del fattore K per operazioni di formatura complesse. Questi strumenti prevedono il comportamento del materiale, la distribuzione dello stress e la geometria finale prima della prototipazione fisica. Le simulazioni avanzate tengono conto dell'anisotropia del materiale, dell'incrudimento e delle interazioni utensile-parte.
I sistemi di gestione dei dati tengono traccia delle prestazioni del fattore K durante le serie di produzione, identificando tendenze e opportunità di ottimizzazione. Le applicazioni di controllo statistico del processo monitorano la precisione della piegatura e regolano i fattori K per un miglioramento continuo. L'integrazione con i nostri servizi di produzione garantisce un controllo qualità coerente durante tutto il processo di produzione.
Controllo qualità e verifica della misurazione
Le applicazioni di lamiera di precisione richiedono rigorose procedure di controllo qualità per verificare l'accuratezza del fattore K e la conformità alla piegatura. I piani di campionamento statistico basati su ISO 2859-1 forniscono approcci di ispezione sistematici per la convalida della produzione. Le applicazioni critiche possono richiedere un'ispezione al 100% con sistemi di misurazione automatizzati.
Le macchine di misura a coordinate (CMM) offrono la massima precisione per la verifica della piegatura, con incertezze di misurazione inferiori a ±0,005 mm. I sistemi di misurazione ottica forniscono rapide capacità di ispezione per gli ambienti di produzione, combinando velocità con una precisione sufficiente per la maggior parte delle applicazioni. Gli strumenti di misurazione portatili consentono la verifica in-process e un feedback rapido.
L'analisi dell'incertezza di misurazione tiene conto delle limitazioni dello strumento, delle variazioni delle parti e degli effetti ambientali. Le incertezze di tipo A dall'analisi statistica di misurazioni ripetute si combinano con le incertezze di tipo B dalle specifiche dello strumento per determinare la confidenza complessiva della misurazione. Le applicazioni di precisione richiedono budget di incertezza per garantire che la capacità di misurazione superi le tolleranze richieste.
Gli studi di capacità del processo valutano la coerenza del fattore K su serie di produzione estese. I calcoli Cp e Cpk quantificano le prestazioni del processo rispetto ai limiti di specifica, identificando le opportunità di miglioramento. Le carte di controllo monitorano i parametri chiave e rilevano la deriva del processo prima che si sviluppino problemi di qualità.
Quando ordini da Microns Hub, trai vantaggio da relazioni dirette con i produttori che garantiscono un controllo qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio di servizio personalizzato significano che ogni progetto riceve l'attenzione ai dettagli che merita, con documentazione di qualità completa e tracciabilità durante tutto il processo di produzione.
| Metodo di misurazione | Precisione (mm) | Velocità | Migliore applicazione |
|---|---|---|---|
| CMM | ±0,002 | Lento | Dimensioni critiche, calibrazione |
| Scanner ottico | ±0,010 | Veloce | Ispezione della produzione |
| Sagome per raggi | ±0,025 | Veloce | Verifica in officina |
| Calibri | ±0,020 | Veloce | Controlli dimensionali di base |
Ottimizzazione dei costi attraverso un'accurata applicazione del fattore K
Un'accurata determinazione del fattore K riduce gli sprechi di materiale attraverso uno sviluppo preciso del modello piatto. Le tolleranze di piegatura sovrastimate creano un consumo eccessivo di materiale, mentre i valori sottostimati portano a parti corte che richiedono rilavorazioni o scarti. Un miglioramento del 2% nella precisione del fattore K può ridurre l'utilizzo del materiale dell'1-3% in parti complesse con pieghe multiple.
I guadagni di efficienza della produzione derivano dalla riduzione dei tempi di setup e da un minor numero di regolazioni iterative. I fattori K accurati riducono al minimo gli approcci per tentativi ed errori, consentendo il successo del primo articolo e una più rapida accelerazione della produzione. I risparmi di tempo nello sviluppo del prototipo e nel setup della produzione offrono significativi vantaggi in termini di costi nei mercati competitivi.
L'ottimizzazione dell'utensile attraverso l'analisi del fattore K identifica le combinazioni di punzone e stampo più efficienti per applicazioni specifiche. La standardizzazione su set di utensili collaudati con fattori K convalidati riduce i requisiti di inventario e migliora la coerenza. I miglioramenti della durata dell'utensile derivano da parametri di formatura ottimizzati e dalla riduzione della sovraformatura.
La riduzione dei costi di qualità attraverso la prevenzione dei difetti fornisce il maggiore impatto economico. I tassi di scarto inferiori all'1% diventano raggiungibili con fattori K convalidati correttamente, rispetto ai tassi del 5-10% con i soli valori teorici. La riduzione dei requisiti di ispezione e delle richieste di garanzia migliora ulteriormente la redditività.
I vantaggi della catena di approvvigionamento emergono dalla qualità costante delle parti e dai programmi di consegna affidabili. I clienti apprezzano i fornitori che dimostrano il controllo del processo e risultati prevedibili. Le partnership a lungo termine si sviluppano quando i requisiti di precisione vengono costantemente soddisfatti attraverso un'adeguata applicazione del fattore K.
Requisiti del fattore K specifici del settore
Le applicazioni aerospaziali richiedono i massimi livelli di convalida e documentazione del fattore K. I sistemi di qualità AS9100 richiedono la piena tracciabilità dei parametri di formatura e la convalida empirica per i componenti critici per il volo. Le certificazioni dei materiali, i registri degli utensili e i parametri di processo devono dimostrare il controllo statistico per la conformità normativa.
La produzione di dispositivi medici richiede la convalida del fattore K in base alle normative del sistema di qualità della FDA. I materiali biocompatibili come il titanio grado 2 e l'acciaio inossidabile 316L richiedono una determinazione specifica del fattore K a causa delle loro caratteristiche di formatura uniche. La convalida del processo include l'analisi dello scenario peggiore e la verifica del margine di progettazione.
Le applicazioni automobilistiche si concentrano sulla coerenza ad alto volume e sull'ottimizzazione dei costi. I sistemi di controllo statistico del processo monitorano le prestazioni del fattore K su milioni di parti, identificando tendenze sottili e opportunità di ottimizzazione. Gli accordi di qualità dei fornitori specificano i requisiti di convalida del fattore K e i protocolli di monitoraggio continui.
Gli involucri elettronici richiedono fattori K precisi per l'efficacia della schermatura EMI e l'adattamento dei componenti. I materiali sottili (0,5-1,0 mm) con tolleranze di piegatura strette sfidano gli approcci tradizionali del fattore K. Una speciale considerazione per l' integrazione dei dispositivi di fissaggio PEM richiede approcci di progettazione coordinati.
Le applicazioni di architettura e costruzione enfatizzano la tenuta agli agenti atmosferici e l'adattamento all'espansione termica. La formatura di pannelli di grandi dimensioni con pieghe multiple richiede un'attenta convalida del fattore K per prevenire errori cumulativi. Le considerazioni sull'assemblaggio sul campo influenzano gli approcci di progettazione e le strategie di allocazione della tolleranza.
Domande frequenti
Quale fattore K devo usare per l'alluminio 6061-T6 da 2 mm?
Per l'alluminio 6061-T6 da 2 mm, iniziare con un fattore K di 0,38-0,40 per le operazioni di piegatura in aria. Il valore esatto dipende dal raggio del punzone, dall'apertura dello stampo e dalla velocità di formatura. Convalidare questa stima iniziale attraverso piegature di prova utilizzando gli utensili e i parametri di produzione effettivi per ottenere una precisione ottimale.
In che modo il raggio del punzone influisce sui calcoli del fattore K?
I raggi del punzone più piccoli creano piegature più nette con fattori K inferiori (0,25-0,35), mentre i raggi più grandi promuovono una formatura graduale con fattori K più elevati (0,40-0,50). La relazione segue il rapporto R/T: raggio diviso per spessore. Mantenere il raggio del punzone almeno uguale allo spessore del materiale per risultati coerenti ed evitare crepe.
Posso usare lo stesso fattore K per diversi angoli di piegatura?
La piegatura in aria mantiene fattori K relativamente coerenti su diversi angoli (30-135 gradi), rendendo questo il metodo preferito per le parti a geometria variabile. Le operazioni di fondocorsa e coniatura possono richiedere fattori K specifici per l'angolo a causa delle diverse caratteristiche del flusso di materiale. Convalidare sempre gli angoli critici attraverso parti di prova.
Perché le mie dimensioni calcolate non corrispondono alle parti piegate effettive?
Le discrepanze dimensionali in genere derivano dall'utilizzo di fattori K teorici anziché valori convalidati empiricamente, dagli effetti del ritorno elastico non presi in considerazione nei calcoli o da un setup incoerente dell'utensile. Misurare i raggi interni e gli angoli di piegatura effettivi, quindi calcolare i fattori K effettivi dalle parti reali per migliorare la precisione.
Con quale frequenza devo verificare i fattori K in produzione?
Verificare i fattori K mensilmente per la produzione ad alto volume o dopo eventuali modifiche all'utensile, modifiche al lotto di materiale o manutenzione dell'attrezzatura. Le applicazioni critiche possono richiedere la verifica giornaliera attraverso il campionamento statistico. Mantenere le carte di controllo per identificare le tendenze e prevenire problemi di qualità prima che si verifichino.
Quale precisione di misurazione è richiesta per la convalida del fattore K?
La convalida del fattore K richiede un'incertezza di misurazione almeno 10 volte migliore dei requisiti di tolleranza finali. Per le parti con tolleranze di piegatura di ±0,1 mm, utilizzare strumenti con una precisione di ±0,01 mm o migliore. Le CMM forniscono la massima precisione, mentre gli scanner ottici offrono un buon compromesso tra velocità e precisione per gli ambienti di produzione.
Come devo gestire i fattori K per leghe personalizzate o materiali esotici?
Le leghe personalizzate richiedono la determinazione empirica del fattore K attraverso test sistematici. Iniziare con i valori per materiali di base simili, quindi condurre test di piegatura nell'intervallo tipico di spessore e raggio. Documentare le proprietà del materiale, inclusi resistenza alla trazione, allungamento e caratteristiche di incrudimento per prevedere il comportamento del fattore K e stabilire finestre di processo.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece