Lavorazione di scanalature: stozzatura vs. elettroerosione a filo per ingranaggi di precisione
La selezione del processo di produzione ottimale per la lavorazione di scanalature influisce direttamente sulla precisione degli ingranaggi, sui costi di produzione e sui tempi di consegna. La scelta tra stozzatura ed elettroerosione a filo definisce fondamentalmente l'accuratezza dimensionale, la qualità della finitura superficiale e l'efficienza complessiva della produzione del componente.
Entrambi i processi svolgono ruoli distinti nella produzione di ingranaggi di precisione, tuttavia le loro applicazioni, capacità e strutture di costo differiscono in modo significativo. Comprendere queste differenze consente di prendere decisioni informate per le esigenze specifiche del progetto.
Punti chiave
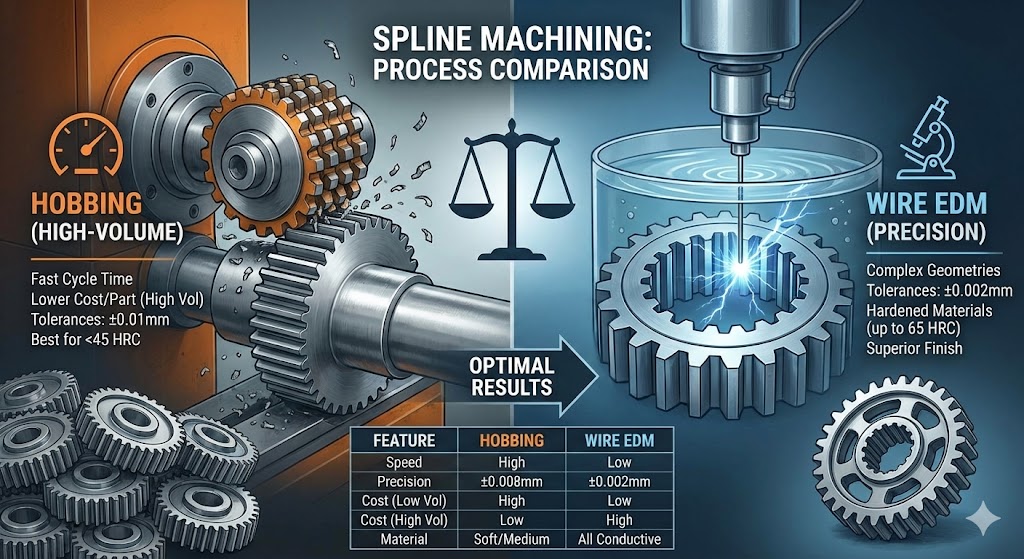
- La stozzatura eccelle nella produzione ad alto volume con tempi di ciclo più rapidi e costi per pezzo inferiori per profili di scanalatura standard
- L'elettroerosione a filo offre una precisione superiore (tolleranza di ±0,002 mm) e gestisce geometrie complesse che la stozzatura non può raggiungere
- La durezza del materiale superiore a 45 HRC richiede in genere l'elettroerosione a filo, mentre i materiali più morbidi beneficiano dell'efficienza della stozzatura
- Il crossover dei costi si verifica intorno a 500-1000 pezzi a seconda della complessità e delle specifiche del materiale
Comprensione dei fondamenti della lavorazione di scanalature
La lavorazione di scanalature crea profili di denti precisi che trasmettono la coppia tra alberi rotanti. Questi componenti richiedono un'eccezionale accuratezza nella geometria dei denti, nella spaziatura e nella finitura superficiale per garantire un corretto ingranamento e distribuzione del carico.
Il processo di produzione deve mantenere tolleranze rigorose su più dimensioni: spessore del dente, diametro del piede, diametro maggiore e precisione del passo. Le deviazioni in qualsiasi parametro influiscono direttamente sulle prestazioni dell'ingranaggio, sui livelli di rumorosità e sulla durata utile.
Le moderne applicazioni di scanalature spaziano dalle trasmissioni automobilistiche, agli attuatori aerospaziali e ai macchinari industriali dove i requisiti di precisione spesso superano ±0,01 mm sulle dimensioni critiche. Soddisfare queste specifiche richiede un'attenta selezione del processo in base alle proprietà del materiale, al volume di produzione e alla complessità geometrica.
Analisi del processo di stozzatura
La stozzatura rappresenta un processo di generazione continua in cui un utensile da taglio elicoidale rimuove progressivamente il materiale per formare i denti della scanalatura. La stozza ruota in movimento sincronizzato con il pezzo in lavorazione, creando profili di denti precisi attraverso movimenti di avanzamento coordinati.
Questo processo eccelle nella produzione di profili di scanalatura ad evolvente con geometria dei denti coerente sull'intera larghezza della faccia. L'azione di taglio continua genera finiture superficiali lisce che in genere vanno da Ra 1,6 a Ra 3,2 μm, a seconda dei parametri di taglio e delle condizioni dell'utensile.
I tassi di rimozione del materiale nella stozzatura superano significativamente quelli dell'elettroerosione a filo, con velocità di taglio tipiche che raggiungono 200-400 m/min per i componenti in acciaio. Questo vantaggio di produttività diventa cruciale per la produzione ad alto volume dove il tempo di ciclo influisce direttamente sui costi di produzione.
La stozzatura si adatta a vari tipi di scanalature, inclusi profili ad evolvente, a lati diritti e dentellati. Tuttavia, il processo richiede utensili specializzati per ogni specifica di scanalatura, con costi di stozza che vanno da € 2.500 a € 15.000 a seconda delle dimensioni del modulo e della classe di precisione.
Le limitazioni del processo includono la capacità limitata di lavorare scanalature interne con diametri piccoli, difficoltà con materiali temprati superiori a 45 HRC e vincoli geometrici imposti dall'accessibilità dell'utensile. Questi fattori devono essere considerati durante le fasi di progettazione e pianificazione del processo.
Caratteristiche del processo di elettroerosione a filo
L'elettroerosione a filo utilizza scariche elettriche controllate per erodere il materiale lungo un percorso programmato. Un elettrodo a filo in movimento continuo, tipicamente di 0,15-0,25 mm di diametro, crea tagli precisi attraverso materiali elettricamente conduttivi indipendentemente dalla durezza.
Il processo raggiunge un'eccezionale accuratezza dimensionale con tolleranze che raggiungono ±0,002 mm sulle dimensioni critiche. Questo livello di precisione si rivela essenziale per le applicazioni aerospaziali e i sistemi di ingranaggi ad alte prestazioni dove i processi di produzione standard non possono soddisfare i requisiti.
L'elettroerosione a filo gestisce geometrie di scanalatura complesse, inclusi profili interrotti, forme di denti asimmetriche e caratteristiche integrate impossibili da lavorare con metodi convenzionali. La flessibilità del processo si estende ai materiali temprati fino a 65 HRC senza compromettere l'accuratezza o la finitura superficiale.
La qualità della finitura superficiale nell'elettroerosione a filo varia da Ra 0,8 a Ra 2,5 μm a seconda dei parametri di taglio e delle passate di finitura. Passate di taglio multiple consentono l'ottimizzazione tra velocità di taglio e qualità della superficie, con tagli grossolani che rimuovono il materiale sfuso e passate di finitura che raggiungono le dimensioni finali.
Il processo opera attraverso i nostri servizi di lavorazione CNC di precisione con funzionalità avanzate di elettroerosione a filo, consentendo geometrie complesse e tolleranze strette che la lavorazione tradizionale non può raggiungere.
Le velocità di taglio nell'elettroerosione a filo variano in modo significativo con lo spessore del materiale e la finitura superficiale richiesta. Le velocità tipiche variano da 20-200 mm²/min, notevolmente più lente della stozzatura, ma compensate da una precisione superiore e flessibilità geometrica.
Confronto tra precisione e tolleranza
L'accuratezza dimensionale rappresenta un fattore di differenziazione fondamentale tra i processi di stozzatura ed elettroerosione a filo. Comprendere le tolleranze raggiungibili guida la selezione del processo appropriato per applicazioni specifiche.
| Parametro di Tolleranza | Stozzatura | Elettroerosione a filo | Impatto sull'Applicazione |
|---|---|---|---|
| Precisione del Passo | ±0.008 mm | ±0.002 mm | Critico per un ingranamento fluido |
| Spessore del Dente | ±0.01 mm | ±0.003 mm | Influenza il controllo del gioco |
| Raggio di Raccordo | ±0.02 mm | ±0.005 mm | Influenza la concentrazione delle sollecitazioni |
| Finitura Superficiale (Ra) | 1.6-3.2 μm | 0.8-2.5 μm | Influenza la resistenza all'usura |
| Concentricità | ±0.01 mm | ±0.005 mm | Critico per l'equilibrio |
Queste capacità di tolleranza influenzano direttamente le prestazioni dei componenti in applicazioni impegnative. I riduttori aerospaziali richiedono in genere la precisione dell'elettroerosione a filo, mentre le applicazioni automobilistiche spesso accettano le tolleranze di stozzatura con margini di progettazione appropriati.
La ripetibilità tra le parti rappresenta un altro fattore cruciale. La stozzatura mantiene risultati coerenti entro ±0,005 mm nelle serie di produzione se correttamente mantenuta. L'elettroerosione a filo raggiunge una ripetibilità superiore a ±0,002 mm, essenziale per i componenti intercambiabili.
Gli effetti della temperatura durante la lavorazione possono influire sulle dimensioni finali. La stozzatura genera un calore significativo che richiede un'attenta gestione del refrigerante per prevenire la distorsione termica. L'elettroerosione a filo funziona a temperature inferiori, riducendo al minimo gli effetti termici sull'accuratezza dimensionale.
Compatibilità e limitazioni dei materiali
Le proprietà del materiale influenzano in modo significativo la selezione del processo per la lavorazione di scanalature. Ogni metodo presenta vantaggi e vincoli specifici in base alle caratteristiche del materiale.
La stozzatura funziona in modo ottimale su materiali con durezza inferiore a 45 HRC. Le applicazioni comuni includono acciaio AISI 4140 (28-35 HRC), acciaio da cementazione AISI 8620 e varie leghe di alluminio. Il processo ha difficoltà con gli acciai temprati superiori a 50 HRC a causa dell'eccessiva usura dell'utensile e della scarsa finitura superficiale.
L'elettroerosione a filo si adatta a qualsiasi materiale elettricamente conduttivo indipendentemente dalla durezza. Questa capacità consente la lavorazione di acciai per utensili a 60+ HRC, Inconel 718, leghe di titanio e acciai per cuscinetti temprati. La limitazione del processo riguarda i materiali non conduttivi come la ceramica e alcune plastiche.
| Tipo di materiale | Idoneità alla stozzatura | Idoneità all'elettroerosione a filo | Processo preferito |
|---|---|---|---|
| Acciaio dolce (<35 HRC) | Eccellente | Buono | Stozzatura (vantaggio di costo) |
| Acciaio medio (35-45 HRC) | Buono | Eccellente | Dipende dal volume |
| Acciaio duro (>50 HRC) | Scarso | Eccellente | Richiesta elettroerosione a filo |
| Leghe di alluminio | Eccellente | Buono | Stozzatura (produttività) |
| Leghe di titanio | Limitata | Eccellente | Elettroerosione a filo preferita |
| Inconel/Superleghe | Molto limitata | Eccellente | Solo elettroerosione a filo |
Anche lo spessore del materiale influenza la selezione del processo. La stozzatura gestisce in modo efficiente varie larghezze della faccia, mentre la velocità di taglio dell'elettroerosione a filo diminuisce con l'aumentare dello spessore. Le parti che superano i 100 mm di spessore possono favorire la stozzatura per motivi di produttività.
I modelli di stress residuo differiscono tra i processi. La stozzatura introduce sollecitazioni di compressione benefiche per la resistenza alla fatica, mentre l'elettroerosione a filo crea sollecitazioni residue minime, ma può richiedere trattamenti di distensione per applicazioni critiche.
Analisi dei costi e considerazioni economiche
Comprendere la struttura dei costi completa consente una selezione accurata del processo in base all'economia del progetto piuttosto che alle impressioni iniziali.
La stozzatura richiede un investimento iniziale significativo in utensili con stozze che costano € 2.500-€ 15.000 a seconda delle specifiche. Tuttavia, questi utensili producono migliaia di pezzi prima della sostituzione, riducendo drasticamente i costi degli utensili per pezzo nella produzione ad alto volume.
L'elettroerosione a filo elimina i costi degli utensili personalizzati, ma funziona con tariffe orarie più elevate a causa delle velocità di taglio più lente e dei costi dei fili consumabili. Le tariffe tipiche dell'elettroerosione a filo variano da € 45 a € 85 all'ora, inclusi il consumo di filo e le spese generali della macchina.
Per risultati di alta precisione, ricevi un preventivo dettagliato entro 24 ore da Microns Hub.
| Fattore di costo | Dentatura a creatore | Elettroerosione a filo | Impatto del volume |
|---|---|---|---|
| Costo di impostazione | €800-€2.000 | €200-€500 | Favorisce l'EDM a basso volume |
| Costo degli utensili | €2.500-€15.000 | €0 (solo materiali di consumo) | Ammortizzato sulla produzione |
| Tariffa oraria | €35-€55 | €45-€85 | Coerente tra i volumi |
| Tempo di ciclo (per parte) | 15-45 minuti | 2-8 ore | Vantaggio della dentatura a creatore aumenta |
| Operazioni secondarie | Sbavatura, ispezione | Finitura minima | Aumenta il costo della dentatura a creatore |
Il punto di crossover economico si verifica in genere tra 500 e 1000 pezzi per geometrie di scanalatura standard. Profili complessi o tolleranze strette possono spostare questo equilibrio verso l'elettroerosione a filo anche a volumi più elevati.
I costi relativi alla qualità devono essere inclusi nell'analisi economica. La stozzatura può richiedere ulteriori misure di controllo qualità e potenziali rilavorazioni, mentre la precisione superiore dell'elettroerosione a filo spesso elimina queste preoccupazioni.
Le considerazioni sui tempi di consegna influiscono sui costi totali del progetto. La stozzatura richiede l'approvvigionamento di stozze con tempi di consegna di 8-12 settimane, mentre l'elettroerosione a filo può iniziare immediatamente con elettrodi a filo standard.
Finitura superficiale e caratteristiche di qualità
La qualità della finitura superficiale influisce direttamente sulle prestazioni dell'ingranaggio, influenzando l'attrito, la resistenza all'usura e la generazione di rumore durante il funzionamento.
La stozzatura produce segni di avanzamento caratteristici allineati con la direzione di taglio, creando trame superficiali che possono richiedere operazioni di finitura aggiuntive per applicazioni critiche. La rugosità superficiale varia in genere da Ra 1,6 a Ra 3,2 μm a seconda dei parametri di taglio e delle condizioni dell'utensile.
L'elettroerosione a filo genera modelli di superficie distintivi dall'erosione da scarica elettrica, creando crateri microscopici che possono intrappolare efficacemente i lubrificanti. La finitura superficiale varia da Ra 0,8 a Ra 2,5 μm con una corretta ottimizzazione dei parametri.
La relazione tra la finitura superficiale e i parametri di taglio consente l'ottimizzazione per requisiti specifici. Nella stozzatura, velocità di taglio più basse e avanzamenti più fini migliorano la qualità della superficie ma riducono la produttività. L'elettroerosione a filo raggiunge finiture superiori attraverso passate di taglio multiple, con tagli grossolani seguiti da passate di finitura.
L'integrità superficiale si estende oltre la rugosità per includere i cambiamenti metallurgici dal processo di produzione. La stozzatura crea superfici incrudenti benefiche per la resistenza all'usura, mentre l'elettroerosione a filo produce sottili strati rifusi che possono richiedere la rimozione in applicazioni critiche.
I requisiti di sbavatura differiscono in modo significativo tra i processi. La stozzatura produce in genere bave sui bordi dei denti che richiedono operazioni secondarie, mentre l'elettroerosione a filo crea bave minime a causa del meccanismo di taglio termico.
Considerazioni sulla progettazione e limitazioni geometriche
La geometria del componente influenza in modo significativo la selezione del processo di produzione, con ogni metodo che presenta capacità e vincoli specifici.
La stozzatura eccelle nei profili di scanalatura ad evolvente standard, ma presenta limitazioni con geometrie complesse o non standard. Il processo richiede percorsi di taglio rettilinei senza interferenze geometriche, limitando la flessibilità di progettazione per le caratteristiche integrate.
Le scanalature interne presentano particolari sfide per la stozzatura, soprattutto con diametri piccoli dove l'accessibilità dell'utensile diventa problematica. Il diametro interno minimo supera in genere i 25 mm per le operazioni di stozzatura pratiche, anche se utensili specializzati possono estendere questa capacità.
L'elettroerosione a filo gestisce virtualmente qualsiasi profilo 2D che può essere programmato, inclusi denti asimmetrici, spaziatura variabile e sedi per chiavette o scanalature integrate. Questa flessibilità geometrica consente progetti complessi impossibili attraverso i metodi di lavorazione convenzionali.
La capacità di lavorare geometrie complesse con sottosquadri rappresenta un vantaggio significativo dell'elettroerosione a filo, in particolare per le applicazioni aerospaziali che richiedono la riduzione del peso attraverso la rimozione del materiale in aree non critiche.
Le capacità di rastremazione differiscono tra i processi. La stozzatura produce denti a lati paralleli, mentre l'elettroerosione a filo può creare profili rastremati per applicazioni specializzate come frizioni coniche o giunti regolabili.
Le limitazioni dello spessore della parte influiscono sulla selezione del processo. La stozzatura gestisce in modo efficiente varie larghezze della faccia, mentre la velocità di taglio dell'elettroerosione a filo diminuisce con lo spessore, rendendola meno economica per le parti che superano i 150 mm di spessore.
Considerazioni sul volume di produzione
Il volume di produzione rappresenta il fattore principale che determina la fattibilità economica per ogni processo di produzione.
La produzione a basso volume (1-100 pezzi) in genere favorisce l'elettroerosione a filo a causa dell'eliminazione dei costi degli utensili e della flessibilità di impostazione. La capacità di modificare rapidamente i programmi si adatta alle modifiche di progettazione comuni nelle applicazioni di prototipazione e a basso volume.
La produzione a medio volume (100-1000 pezzi) richiede un'attenta analisi economica considerando i costi totali del progetto, inclusi l'ammortamento degli utensili, i tempi di ciclo e i requisiti di qualità. Il punto di crossover varia con la complessità della parte e i requisiti di tolleranza.
La produzione ad alto volume (oltre 1000 pezzi) generalmente favorisce la stozzatura quando i vincoli geometrici lo consentono. La produttività superiore e i costi per pezzo inferiori compensano gli investimenti iniziali in utensili su grandi serie di produzione.
L'ottimizzazione delle dimensioni del lotto influisce su entrambi i processi in modo diverso. La stozzatura beneficia di serie di produzione continue riducendo al minimo l'impatto dei tempi di impostazione, mentre l'elettroerosione a filo si adatta in modo efficiente a lotti misti grazie alle rapide modifiche del programma.
La flessibilità della pianificazione della produzione rappresenta un'altra considerazione. L'elettroerosione a filo consente una risposta rapida a requisiti urgenti senza ritardi negli utensili, mentre la stozzatura può richiedere una pianificazione anticipata per l'approvvigionamento e l'impostazione degli utensili.
Requisiti di controllo qualità e ispezione
Le procedure di verifica dimensionale e controllo qualità variano in modo significativo tra i processi di stozzatura ed elettroerosione a filo.
La stozzatura richiede un'ispezione completa a causa dei potenziali effetti dell'usura dell'utensile sull'accuratezza dimensionale. I parametri critici includono la precisione del passo, lo spessore del dente e la forma del profilo, tipicamente misurati utilizzando sistemi di ispezione degli ingranaggi con una risoluzione di ±0,001 mm.
Il controllo del processo superiore dell'elettroerosione a filo spesso riduce i requisiti di ispezione, anche se la verifica rimane essenziale per le dimensioni critiche. La stabilità del processo consente il controllo statistico del processo con dimensioni del campione inferiori rispetto alla stozzatura.
I requisiti delle apparecchiature di ispezione differiscono tra i processi. La stozzatura può richiedere sistemi di misurazione degli ingranaggi specializzati, mentre le parti di elettroerosione a filo utilizzano spesso macchine di misura a coordinate standard per la verifica dimensionale.
Gli studi sulla capacità del processo dimostrano caratteristiche distinte per ogni metodo. La stozzatura presenta valori Cpk di 1,33-1,67 per le tolleranze standard, mentre l'elettroerosione a filo raggiunge valori Cpk superiori a 2,0 per dimensioni comparabili.
I requisiti di tracciabilità nelle applicazioni aerospaziali e mediche favoriscono il controllo del processo digitale dell'elettroerosione a filo e le funzionalità di documentazione automatizzata rispetto alle procedure di impostazione manuale della stozzatura.
Applicazioni avanzate e tendenze future
Le applicazioni emergenti continuano a spingere i confini della precisione e della complessità della lavorazione di scanalature.
Le micro-scanalature per strumenti di precisione richiedono funzionalità di elettroerosione a filo a causa delle limitazioni di scala nella stozzatura. I componenti con moduli di denti inferiori a 0,5 mm in genere superano le capacità di produzione di utensili per stozzatura.
Gli approcci di produzione ibrida combinano entrambi i processi per risultati ottimali. La stozzatura grossolana seguita dalla finitura con elettroerosione a filo consente un'elevata produttività con una precisione superiore, anche se ciò aumenta la complessità e i costi.
L'integrazione della produzione additiva crea opportunità per geometrie di scanalature interne complesse impossibili attraverso i metodi tradizionali. L'elettroerosione a filo consente la finitura di componenti stampati in 3D con tolleranze di precisione.
Le implementazioni di Industry 4.0 influiscono su entrambi i processi attraverso sistemi di monitoraggio e controllo migliorati. Gli algoritmi di manutenzione predittiva ottimizzano la durata dell'utensile nella stozzatura, mentre il monitoraggio del processo in tempo reale migliora la coerenza dell'elettroerosione a filo.
Quando ordini da Microns Hub, trai vantaggio da relazioni dirette con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio di servizio personalizzato significano che ogni progetto riceve l'attenzione specializzata necessaria per risultati ottimali, sia attraverso processi di stozzatura che di elettroerosione a filo.
Le considerazioni ambientali influenzano sempre più la selezione del processo. La ridotta generazione di rifiuti dell'elettroerosione a filo e l'eliminazione dei fluidi da taglio piacciono ai produttori attenti all'ambiente, mentre la maggiore produttività della stozzatura riduce il consumo complessivo di energia per pezzo.
Linee guida per la selezione del processo
Criteri di valutazione sistematici consentono una selezione ottimale del processo in base ai requisiti specifici del progetto.
I fattori di selezione principali includono il volume di produzione, i requisiti di tolleranza, le proprietà del materiale e la complessità geometrica. Questi parametri interagiscono per determinare l'approccio di produzione più economico.
Le matrici decisionali aiutano a quantificare i criteri di selezione ponderando i fattori in base alle priorità del progetto. I progetti sensibili ai costi enfatizzano i fattori economici, mentre le applicazioni critiche danno la priorità alla precisione e all'affidabilità.
Lo sviluppo del prototipo spesso inizia con l'elettroerosione a filo per la verifica del progetto prima di passare alla stozzatura per i volumi di produzione. Questo approccio convalida i progetti mantenendo la fattibilità economica per la produzione su vasta scala.
La valutazione del rischio considera fattori come la disponibilità degli utensili, la capacità del processo e i programmi di consegna. L'elettroerosione a filo offre un rischio tecnico inferiore per geometrie complesse, mentre la stozzatura fornisce soluzioni consolidate per applicazioni standard.
Le future modifiche al progetto influiscono sulle decisioni di selezione del processo. L'elettroerosione a filo si adatta più facilmente alle modifiche, mentre la stozzatura richiede nuovi utensili per modifiche geometriche significative.
L'integrazione con i nostri servizi di produzione garantisce una selezione ottimale del processo basata su una valutazione completa delle capacità e un'analisi economica su misura per le tue esigenze specifiche.
Domande frequenti
Quali livelli di tolleranza si possono ottenere con la stozzatura rispetto all'elettroerosione a filo?
La stozzatura raggiunge in genere tolleranze da ±0,008 mm a ±0,01 mm su dimensioni critiche come il passo e lo spessore del dente. L'elettroerosione a filo offre una precisione superiore con tolleranze che raggiungono da ±0,002 mm a ±0,003 mm sugli stessi parametri. La scelta dipende dai requisiti di precisione della tua applicazione e se la maggiore accuratezza giustifica il costo aggiuntivo.
Quale processo è più conveniente per i volumi di produzione medi?
Per i volumi di produzione compresi tra 100 e 1000 pezzi, la convenienza dipende dalla complessità della parte e dai requisiti di tolleranza. I profili di scanalatura semplici spesso favoriscono la stozzatura a causa dei tempi di ciclo più rapidi, mentre le geometrie complesse o le tolleranze strette possono giustificare i costi dell'elettroerosione a filo. Il punto di crossover si verifica in genere intorno a 500 pezzi per le geometrie standard.
Entrambi i processi possono gestire componenti in acciaio temprato?
L'elettroerosione a filo eccelle con gli acciai temprati fino a 65 HRC senza compromettere l'accuratezza o richiedere utensili specializzati. La stozzatura diventa impegnativa sopra i 45 HRC a causa dell'eccessiva usura dell'utensile e della scarsa finitura superficiale. Per i componenti temprati, l'elettroerosione a filo rappresenta la scelta preferita indipendentemente dal volume di produzione.
Quali sono i tempi di consegna tipici per ogni processo?
L'elettroerosione a filo può iniziare immediatamente utilizzando elettrodi a filo standard, con tempi di consegna determinati principalmente dal tempo di lavorazione e dalla posizione in coda. La stozzatura richiede l'approvvigionamento di utensili personalizzati con tempi di consegna di 8-12 settimane per le stozze specializzate, anche se gli utensili standard potrebbero essere disponibili prima. Considera i tempi di consegna degli utensili quando pianifichi i programmi di produzione.
In che modo i requisiti di finitura superficiale influiscono sulla selezione del processo?
L'elettroerosione a filo produce finiture superficiali superiori che vanno da Ra 0,8 a Ra 2,5 μm con operazioni secondarie minime richieste. La stozzatura raggiunge da Ra 1,6 a Ra 3,2 μm, ma può richiedere una finitura aggiuntiva per applicazioni critiche. Le applicazioni che richiedono una qualità superficiale eccezionale in genere favoriscono l'elettroerosione a filo nonostante i costi più elevati.
Quali limitazioni geometriche esistono per ogni processo?
La stozzatura richiede percorsi di taglio rettilinei e ha difficoltà con le scanalature interne inferiori a 25 mm di diametro. L'elettroerosione a filo gestisce virtualmente qualsiasi profilo 2D, incluse geometrie complesse, sottosquadri e caratteristiche interne strette. Scegli l'elettroerosione a filo per profili non standard o vincoli geometrici che superano le capacità di stozzatura.
Esistono restrizioni sui materiali per entrambi i processi?
La stozzatura funziona in modo ottimale su materiali inferiori a 45 HRC, inclusi acciai comuni e leghe di alluminio. L'elettroerosione a filo si adatta a qualsiasi materiale elettricamente conduttivo indipendentemente dalla durezza, comprese leghe esotiche e acciai temprati. I materiali non conduttivi come la ceramica richiedono metodi di produzione alternativi.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece