Alluminio A380 vs. A356: Scegliere la lega giusta per resistenza e flusso
L'alluminio A380 e A356 rappresentano due delle leghe per pressofusione più ampiamente specificate nella produzione europea, tuttavia la scelta tra di esse richiede la comprensione dei compromessi critici tra le caratteristiche di resistenza e le proprietà di flusso. Questa decisione influisce su tutto, dalle prestazioni dei componenti ai costi di produzione, rendendo essenziale per gli ingegneri comprendere le sfumature delle differenze tra queste leghe.
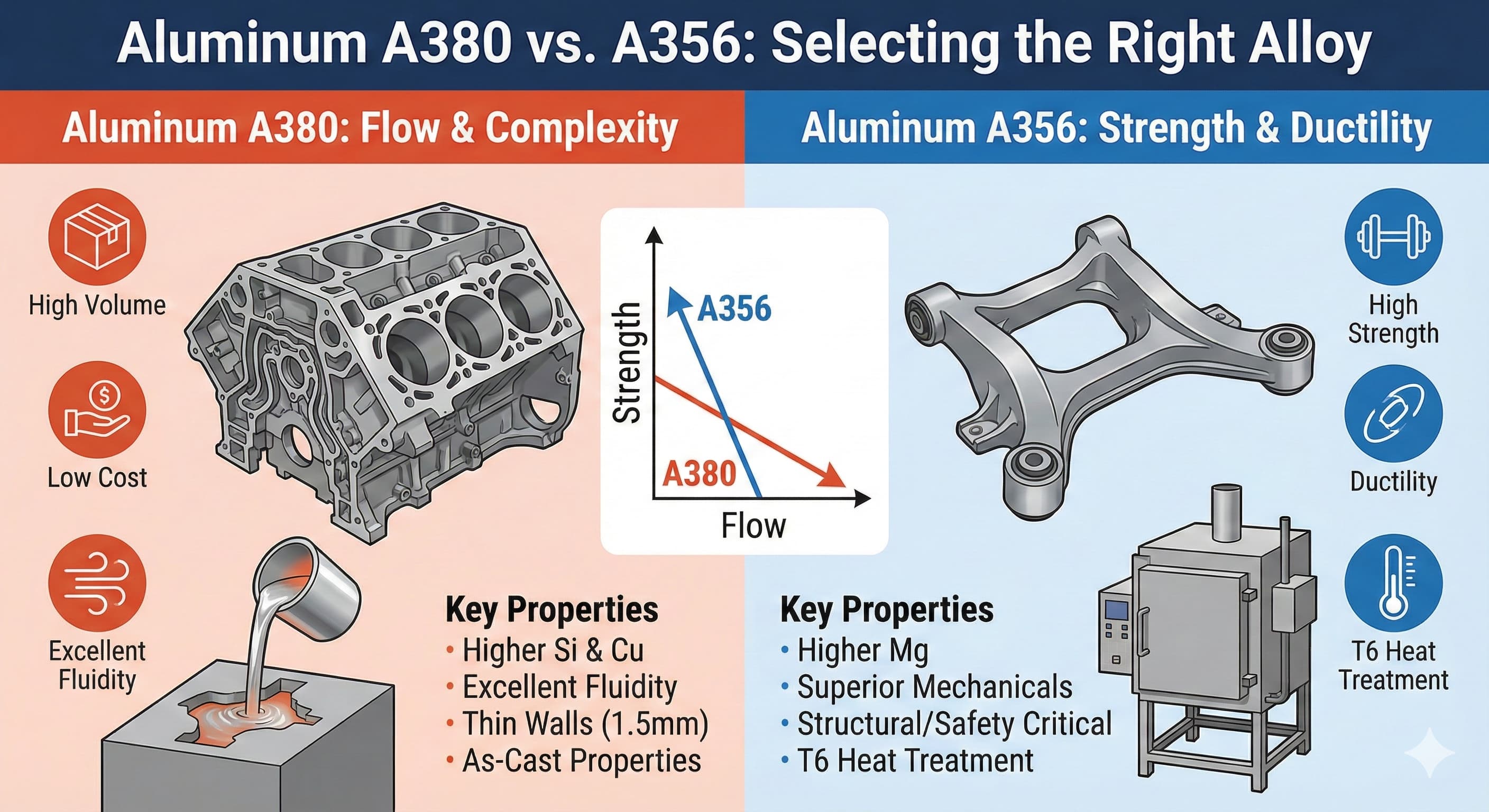
Entrambe le leghe svolgono ruoli distinti nell'ecosistema della fusione di alluminio, con A380 che domina le applicazioni ad alto volume che richiedono un'eccellente fluidità, mentre A356 eccelle dove le proprietà meccaniche superiori giustificano i suoi costi di materiale e lavorazione più elevati.
Punti chiave
- A380 offre caratteristiche di flusso superiori e costi inferiori, rendendolo ideale per geometrie complesse a pareti sottili
- A356 offre una resistenza e una duttilità significativamente maggiori, adatte per applicazioni strutturali e di sicurezza critica
- La selezione del processo di fusione (pressofusione vs fusione in sabbia) influenza notevolmente le prestazioni della lega e le considerazioni sui costi
- Le opzioni di trattamento termico post-fusione variano notevolmente tra le leghe, influenzando le proprietà meccaniche finali
Composizione chimica e proprietà fondamentali
Le differenze di composizione chimica tra A380 e A356 guidano le loro distinte caratteristiche prestazionali. A380 contiene un contenuto di silicio più elevato (7,5-9,5%) rispetto a A356 (6,5-7,5%), insieme a una quantità significativamente maggiore di rame (3,0-4,0% vs 0,25% massimo). Questa composizione conferisce ad A380 un'eccellente fluidità durante la fusione, ma limita le sue proprietà meccaniche.
A356, al contrario, incorpora il magnesio (0,25-0,45%) come elemento di rafforzamento primario mantenendo un contenuto di rame inferiore. Questa composizione consente risposte al trattamento termico che A380 non può raggiungere, con conseguente resistenza alla trazione e allo snervamento superiori.
| Elemento | A380 (wt%) | A356 (wt%) | Impatto sulle Proprietà |
|---|---|---|---|
| Silicio (Si) | 7.5-9.5 | 6.5-7.5 | Un Si più alto migliora la fluidità, riduce il ritiro |
| Rame (Cu) | 3.0-4.0 | 0.25 max | Il Cu aumenta la resistenza ma riduce la duttilità |
| Magnesio (Mg) | 0.10 max | 0.25-0.45 | Mg consente l'indurimento per precipitazione |
| Ferro (Fe) | 1.3 max | 0.20 max | Un contenuto di Fe più alto riduce la duttilità |
| Zinco (Zn) | 3.0 max | 0.10 max | Zn influenza la resistenza alla corrosione |
Il contenuto di silicio influenza direttamente le caratteristiche di fusione, con il silicio più elevato di A380 che fornisce eccezionali proprietà di flusso e una ridotta contrazione durante la solidificazione. Tuttavia, questa stessa composizione crea fasi intermetalliche fragili che limitano la duttilità e la resistenza agli urti.
Confronto delle proprietà meccaniche
Le differenze di proprietà meccaniche tra queste leghe sono sostanziali e guidano la selezione dell'applicazione. A380 allo stato grezzo di fusione raggiunge tipicamente resistenze alla trazione di 320-330 MPa con resistenze allo snervamento intorno a 160 MPa. A356, in particolare nella condizione di trattamento termico T6, può raggiungere resistenze alla trazione superiori a 280 MPa con resistenze allo snervamento di 205 MPa, offrendo al contempo valori di allungamento significativamente più elevati.
| Proprietà | A380 (Come Fuso) | A356 (T6) | A356 (Come Fuso) |
|---|---|---|---|
| Resistenza alla Trazione (MPa) | 320-330 | 280-310 | 220-260 |
| Resistenza allo Snervamento (MPa) | 160 | 205-240 | 140-180 |
| Allungamento (%) | 2.5-3.5 | 8-12 | 3-5 |
| Durezza (HB) | 80-85 | 70-90 | 60-70 |
| Resistenza a Fatica (MPa) | 110-130 | 140-160 | 100-120 |
La differenza di allungamento è particolarmente significativa per le applicazioni che sperimentano condizioni di carico dinamico o di impatto. L'allungamento dell'8-12% di A356 in condizione T6 rispetto al 2,5-3,5% di A380 rappresenta la differenza tra una modalità di cedimento duttile e caratteristiche di frattura fragile.
Le prestazioni a fatica mostrano tendenze simili, con A356-T6 che offre una resistenza a fatica superiore grazie alla sua microstruttura raffinata e all'assenza di intermetallici ricchi di rame che agiscono come siti di innesco delle cricche.
Caratteristiche di flusso e prestazioni di fusione
Le caratteristiche di flusso rappresentano uno dei principali vantaggi di A380 rispetto a A356. Il contenuto di silicio più elevato e l'aggiunta di rame creano un intervallo di solidificazione più lungo, fornendo eccellenti capacità di riempimento dello stampo in geometrie complesse. Ciò si traduce in una fusione di successo di pareti sottili (fino a 1,5 mm in condizioni ottimali) e caratteristiche intricate che sarebbero difficili con A356.
La fluidità superiore di A380 consente una corretta implementazione dell'angolo di spoglia in stampi complessi mantenendo la precisione dimensionale. Le caratteristiche di fusione della lega supportano cicli di produzione ad alta velocità tipici delle applicazioni automobilistiche e di elettronica di consumo.
A356, pur offrendo adeguate proprietà di flusso, richiede una maggiore attenzione alla progettazione del sistema di alimentazione, al dimensionamento dei canali di colata e al controllo della temperatura. La tendenza della lega alla rottura a caldo in sezioni sottili richiede una progettazione conservativa dello spessore della parete (in genere 2,5 mm minimo per una produzione affidabile).
| Parametro di Fusione | A380 | A356 | Implicazioni Ingegneristiche |
|---|---|---|---|
| Spessore Minimo della Parete | 1.5 mm | 2.5 mm | A380 consente design più leggeri e complessi |
| Intervallo di Solidificazione | 90-120°C | 60-90°C | Un intervallo più ampio migliora il riempimento dello stampo |
| Tendenza alla Rottura a Caldo | Bassa | Moderata | A380 più indulgente nella progettazione |
| Capacità di Riempimento dello Stampo | Eccellente | Buona | Geometrie complesse favoriscono A380 |
| Sensibilità alla Porosità | Bassa | Moderata | A380 più tollerante alla variazione del processo |
Le capacità di lunghezza del flusso differiscono in modo significativo, con A380 che raggiunge lunghezze di flusso di oltre 200 volte lo spessore della parete in condizioni ottimizzate, mentre A356 raggiunge tipicamente 150-180 volte lo spessore della parete. Questa differenza diventa critica nelle fusioni grandi e complesse in cui il metallo deve percorrere distanze significative attraverso sezioni sottili.
Risposta al trattamento termico e considerazioni microstrutturali
La risposta al trattamento termico rappresenta un elemento di differenziazione fondamentale tra queste leghe. A380 offre opzioni di trattamento termico limitate, rimanendo tipicamente allo stato grezzo di fusione o ricevendo trattamenti di distensione. L'alto contenuto di rame impedisce un efficace trattamento termico di solubilizzazione a causa dell'inizio della fusione delle fasi ricche di rame.
A356 risponde in modo eccellente al trattamento termico T6 (trattamento di solubilizzazione a 540°C, tempra e invecchiamento a 150-160°C per 2-8 ore). Questo processo dissolve il magnesio e il silicio in soluzione solida, quindi precipita le fasi di rafforzamento durante l'invecchiamento, migliorando notevolmente le proprietà meccaniche.
Per risultati di alta precisione, Richiedi un preventivo gratuito e ottieni i prezzi in 24 ore da Microns Hub.
Le differenze microstrutturali si estendono oltre la risposta al trattamento termico. La struttura grezza di fusione di A380 contiene particelle di silicio grossolane e intermetallici di rame-alluminio che forniscono resistenza ma limitano la duttilità. La microstruttura di A356, in particolare dopo il trattamento T6, presenta precipitati fini e uniformemente distribuiti che migliorano sia la resistenza che la tenacità.
| Trattamento Termico | Risposta A380 | Risposta A356 | Cambiamento di Proprietà |
|---|---|---|---|
| Come Fuso | Condizione standard | Proprietà di base | - |
| T4 (Soluzione + Invecchiamento Naturale) | Non applicabile | Miglioramento moderato | +15% di resistenza |
| T6 (Soluzione + Invecchiamento Artificiale) | Non applicabile | Massima resistenza | +25-35% di resistenza |
| Distensione | Stabilità dimensionale | Stabilità dimensionale | Minimo cambiamento di proprietà |
Analisi dei costi e considerazioni economiche
Le differenze di costo tra A380 e A356 si estendono oltre i prezzi delle materie prime per comprendere le considerazioni relative alla lavorazione, agli utensili e alla post-lavorazione. A380 costa in genere € 2.200-2.400 per tonnellata metrica, mentre A356 varia da € 2.600-2.900 per tonnellata metrica, il che rappresenta un premio del 15-20% per la lega ad alte prestazioni.
I costi di lavorazione favoriscono A380 grazie alle sue superiori caratteristiche di fusione. Velocità di produzione più elevate, tassi di scarto ridotti e requisiti di attrezzaggio semplificati spesso compensano il piccolo vantaggio di costo del materiale che A356 potrebbe avere in alcuni mercati. Le eccellenti proprietà di flusso di A380 consentono pareti più sottili e geometrie più complesse, riducendo potenzialmente il peso complessivo del componente e l'utilizzo del materiale.
Tuttavia, i requisiti di trattamento termico di A356 aggiungono fasi di lavorazione e costi energetici. Il trattamento termico T6 aggiunge in genere € 150-250 per tonnellata metrica nei costi di lavorazione, a seconda dell'efficienza del forno e dei prezzi dell'energia locali. Questo deve essere valutato rispetto ai vantaggi prestazionali ottenuti.
| Componente di Costo | A380 | A356 | Differenza |
|---|---|---|---|
| Materia Prima (€/tonnellata) | 2,200-2,400 | 2,600-2,900 | +15-20% |
| Trattamento Termico (€/tonnellata) | 0-50 | 150-250 | +300-400% |
| Costi di Lavorazione | Più alti (materiale più duro) | Più bassi (più duttile) | -10-15% |
| Tasso di Scarto (%) | 3-5 | 5-8 | +40-60% |
| Tasso di Produzione | Più alto | Più basso | -15-25% |
Quando ordini da Microns Hub, trai vantaggio dai rapporti diretti con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio di servizio personalizzato fanno sì che ogni progetto riceva l'attenzione ai dettagli che merita, particolarmente importante quando si bilanciano i requisiti di costo e prestazioni.
Criteri di selezione specifici per l'applicazione
I requisiti dell'applicazione guidano in definitiva la selezione della lega, con ogni materiale che eccelle in casi d'uso specifici. A380 domina le applicazioni automobilistiche che richiedono geometrie complesse, come alloggiamenti della trasmissione, staffe del motore e alloggiamenti dell'unità di controllo elettronico. Le eccellenti proprietà di flusso della lega consentono l'integrazione di bossoli di montaggio, alette di raffreddamento e passaggi interni intricati in un'unica fusione.
A356 trova preferenza nelle applicazioni strutturali in cui le proprietà meccaniche hanno la precedenza sulla complessità della fusione. I componenti delle sospensioni automobilistiche, i raccordi aeronautici e gli articoli sportivi ad alte prestazioni sfruttano il rapporto resistenza/peso superiore e la resistenza alla fatica di A356.
Le applicazioni elettroniche presentano interessanti compromessi. L'eccellente conduttività termica di A380 (96 W/m·K contro 151 W/m·K per A356) lo rende interessante per dissipatori di calore e alloggiamenti elettronici dove la gestione termica è fondamentale. Tuttavia, la minore conduttività elettrica di A356 può essere preferita nelle applicazioni che richiedono schermatura elettromagnetica.
L'integrazione con i servizi di stampaggio a iniezione spesso influenza la selezione dei materiali per i componenti ibridi in cui le fusioni di alluminio si interfacciano con inserti polimerici o operazioni di sovrastampaggio.
Compatibilità del processo di produzione
La pressofusione rappresenta il processo di produzione primario per entrambe le leghe, ma la loro compatibilità con altri processi varia in modo significativo. A380 eccelle nelle operazioni di pressofusione ad alta pressione (HPDC), dove le sue superiori caratteristiche di flusso consentono tempi di ciclo rapidi e una qualità costante dei componenti. La resistenza della lega alla saldatura (adesione alle superfici dello stampo) prolunga la durata dell'utensile e riduce i requisiti di manutenzione.
A356 mostra una più ampia compatibilità di processo, offrendo buone prestazioni nella fusione in sabbia, nella fusione in stampo permanente e nei processi di formatura semisolida. Questa versatilità rende A356 interessante per applicazioni a basso volume o prototipazione in cui i costi degli utensili per pressofusione non possono essere giustificati.
La lavorazione post-fusione presenta caratteristiche notevolmente diverse tra le leghe. La maggiore durezza e il contenuto di rame di A380 creano condizioni di lavorazione più impegnative, che richiedono utensili in metallo duro e un'attenta evacuazione dei trucioli. A356, in particolare in condizioni T6, si lavora più facilmente con utensili convenzionali e genera migliori finiture superficiali.
| Processo | Idoneità A380 | Idoneità A356 | Considerazioni Chiave |
|---|---|---|---|
| Pressocolata ad Alta Pressione | Eccellente | Buona | Il vantaggio di flusso di A380 è fondamentale |
| Pressocolata a Bassa Pressione | Buona | Eccellente | Le proprietà meccaniche di A356 sono favorite |
| Fusione in Sabbia | Discreta | Eccellente | A356 standard per la fusione in sabbia |
| Stampo Permanente | Buona | Eccellente | Entrambe le leghe adatte |
| Lavorazione CNC | Impegnativa | Buona | A356 più lavorabile |
Anche la compatibilità della finitura superficiale varia. A380 anodizza ragionevolmente bene, ma può mostrare lievi variazioni di colore a causa del contenuto di rame. A356 fornisce un'eccellente risposta all'anodizzazione con uno sviluppo uniforme del colore. La verniciatura a polvere e la verniciatura si comportano in modo simile su entrambe le leghe dopo un'adeguata preparazione della superficie.
Controllo di qualità e considerazioni sui test
I requisiti di controllo qualità differiscono tra le applicazioni A380 e A356, guidati dai loro tipici casi d'uso e dalle aspettative di prestazioni. Le parti A380 sono spesso sottoposte a ispezione dimensionale e test meccanici di base, con particolare attenzione all'integrità della fusione e alla qualità della superficie. I test non distruttivi includono in genere l'ispezione visiva e la verifica dimensionale.
I componenti A356, in particolare quelli in applicazioni strutturali, richiedono protocolli di test più completi. I test di trazione, la verifica della durezza e la convalida del trattamento termico diventano requisiti standard. Il processo di trattamento termico T6 richiede il monitoraggio della temperatura e la verifica metallurgica per garantire un corretto indurimento per precipitazione.
L'implementazione del controllo statistico del processo (SPC) varia tra le leghe. Le caratteristiche di flusso costanti di A380 consentono un controllo dimensionale preciso con il monitoraggio standard del processo. I requisiti di trattamento termico di A356 introducono variabili aggiuntive che richiedono il monitoraggio tramite grafici di controllo della temperatura di solubilizzazione, della velocità di tempra e dei parametri di invecchiamento.
L'integrazione con i nostri servizi di produzione include una documentazione di qualità completa conforme ai requisiti ISO 9001, con certificazioni dei materiali e verifica delle proprietà meccaniche come risultati standard.
Fattori ambientali e di sostenibilità
Le considerazioni ambientali influenzano sempre più le decisioni sulla selezione dei materiali. Sia A380 che A356 offrono un'eccellente riciclabilità, con i vantaggi intrinseci di sostenibilità dell'alluminio. Tuttavia, le loro impronte energetiche differiscono a causa dei requisiti di lavorazione.
Il percorso di lavorazione più semplice di A380 (trattamento termico minimo) si traduce in un minore consumo di energia per chilogrammo prodotto. Il trattamento termico T6 di A356 aggiunge significativi requisiti energetici, in particolare durante il trattamento termico di solubilizzazione a 540°C. Questa penalità energetica deve essere bilanciata rispetto ai vantaggi prestazionali ottenuti.
La compatibilità del contenuto riciclato varia tra le leghe. La maggiore tolleranza di A380 per gli elementi in tracce lo rende più compatibile con i flussi di alluminio riciclato, mentre i requisiti compositivi più rigorosi di A356 possono richiedere l'uso di alluminio primario per applicazioni critiche.
Tendenze future e direzioni di sviluppo
Lo sviluppo delle leghe continua a evolversi per soddisfare le mutevoli esigenze del settore. Le composizioni A380 modificate con contenuto di rame ridotto mirano a migliorare la duttilità mantenendo eccellenti caratteristiche di fusione. Questi sviluppi sono rivolti alle iniziative di alleggerimento automobilistico che richiedono una migliore resistenza agli urti.
Lo sviluppo di A356 si concentra sul miglioramento delle risposte al trattamento termico e sul miglioramento della stabilità termica. Trattamenti di invecchiamento avanzati e composizioni modificate cercano di estendere i vantaggi già impressionanti delle proprietà meccaniche della lega.
La compatibilità con la produzione additiva rappresenta una considerazione emergente. Sebbene nessuna delle due leghe veda attualmente un uso diffuso nella stampa 3D di alluminio, la ricerca continua sulle varianti di metallurgia delle polveri che potrebbero estendere le loro gamme di applicazioni.
Domande frequenti
Quale lega offre una migliore resistenza alla corrosione, A380 o A356?
A356 offre generalmente una resistenza alla corrosione superiore grazie al suo minore contenuto di rame. Il rame in A380 può creare coppie galvaniche che accelerano la corrosione in ambienti marini o industriali. Tuttavia, entrambe le leghe beneficiano di rivestimenti protettivi in ambienti aggressivi.
A380 può essere trattato termicamente per ottenere proprietà simili a A356?
No, A380 non può essere trattato termicamente in modo efficace a causa del suo alto contenuto di rame, che causa l'inizio della fusione durante il trattamento termico di solubilizzazione. La lega viene tipicamente utilizzata allo stato grezzo di fusione o solo con trattamenti di distensione.
Quale spessore minimo della parete devo progettare per ogni lega?
A380 può raggiungere in modo affidabile spessori di parete fino a 1,5 mm in condizioni di fusione ottimali, mentre A356 richiede in genere pareti minime di 2,5 mm per evitare la rottura a caldo e garantire proprietà meccaniche costanti.
Come si confrontano i costi di lavorazione tra A380 e A356?
A356 si lavora generalmente più facilmente ed economicamente di A380. Il maggiore contenuto di rame e la durezza di A380 richiedono utensili in metallo duro e comportano tassi di usura degli utensili più elevati, aumentando in genere i costi di lavorazione del 10-15%.
Quale lega è migliore per gli alloggiamenti elettronici a pareti sottili?
A380 è in genere preferito per gli alloggiamenti elettronici a pareti sottili grazie alle sue superiori caratteristiche di flusso che consentono geometrie complesse e pareti sottili. La sua buona conduttività termica aiuta anche con la dissipazione del calore nelle applicazioni elettroniche.
Quali sono i tempi di consegna tipici per le parti in ciascuna lega?
I tempi di consegna sono generalmente simili per entrambe le leghe nelle applicazioni di pressofusione. Tuttavia, le parti A356 che richiedono il trattamento termico T6 possono aggiungere 1-3 giorni al tempo di lavorazione a seconda delle dimensioni del lotto e della programmazione del forno.
Come si confrontano i tassi di riciclaggio tra A380 e A356?
Entrambe le leghe sono altamente riciclabili, ma la maggiore tolleranza di A380 per gli elementi in tracce lo rende leggermente più compatibile con i flussi misti di scarti di alluminio. I requisiti compositivi più rigorosi di A356 possono richiedere una segregazione più accurata degli scarti per applicazioni critiche.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece