V-hornyolás: Éles hajlítások építészeti lemezekben
Az éles, precíz hajlítások az építészeti lemezekben többet igényelnek, mint a szokásos élhajlítás – V-hornyolást igényelnek, ami egy speciális technika, amely anyagot távolít el előre meghatározott vonalak mentén a tiszta, pontos hajlítások létrehozása érdekében. Ez a folyamat lehetővé teszi a 0,5 mm-es hajlítási sugarakat, miközben megőrzi a szerkezeti integritást az Al 6061-T6-tól a nagy szilárdságú rozsdamentes acélokig.
Főbb tudnivalók
- A V-hornyolás 60-80%-kal kisebb hajlítási sugarakat ér el, mint a hagyományos élhajlítás, miközben kiküszöböli az anyagban a feszültségkoncentrációt
- A horony mélységének kiszámításakor figyelembe kell venni az anyag vastagságát, a hajlítási szöget és az egyes ötvözetekre jellemző rugóvisszahúzási jellemzőket
- A megfelelő szerszámgeometria és előtolási sebesség megakadályozza a munkakeményedést és a felületi hibákat az építészeti minőségű felületeken
- A költséghatékonyság közepes és nagy volumenű gyártási sorozatokban jelentkezik, ahol a pontosság indokolja a további feldolgozási lépést
A V-hornyolás alapjai és az anyag viselkedése
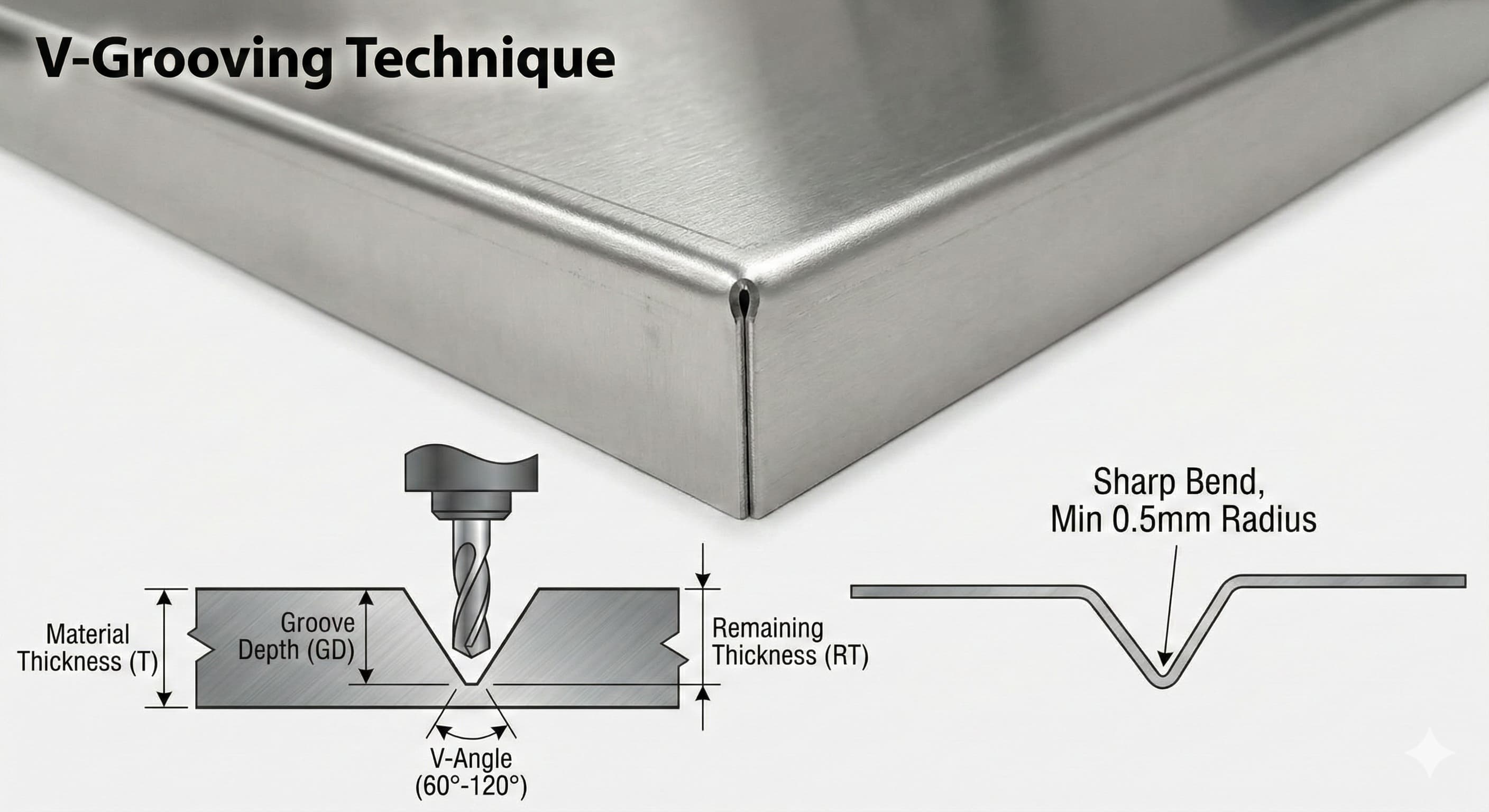
A V-hornyolás szabályozott gyengeséget hoz létre a hajlítási vonal mentén azáltal, hogy háromszög alakú anyagrészt távolít el a külső felületről. A karcolással vagy perforálással ellentétben ez a folyamat fenntartja az anyag folytonosságát, miközben lehetővé teszi az éles hajlításokat, amelyek egyébként megrepednének vagy ráncosodnának. A horony geometriája az anyagtulajdonságokon és a kívánt hajlítási szögeken alapuló speciális matematikai összefüggéseket követi.
A V-hornyok kritikus mélységének kiszámítása a következő képletet követi: Horony mélysége = (Anyagvastagság - Kívánt maradék vastagság), ahol a maradék vastagság általában 0,15 mm és 0,30 mm között van, az anyagminőségtől és az alkalmazási követelményektől függően. A 2,0 mm vastagságú Al 6061-T6 esetében, amely 90 fokos hajlítást céloz meg, az optimális horonymélység eléri az 1,7 mm-t, így 0,3 mm anyag marad a zsanér kialakításához.
Az anyagválasztás jelentősen befolyásolja a V-hornyolás sikerességét. Az alumíniumötvözetek kiváló V-hornyolási jellemzőket mutatnak, a 6061-T6 pedig jobb alakíthatóságot kínál, mint a 7075-T6 nagyobb szilárdsága, de csökkentett hajlékonysága. Az alumíniumötvözetek viselkedésének megértése a hajlítási műveletek során kulcsfontosságú a mikrorepedések megelőzéséhez a horony szélein.
| Anyagminőség | Max. horonymélység (%) | Min. hajlítási sugár (mm) | Visszarugózási tényező | Költségindex (€/kg) |
|---|---|---|---|---|
| Al 6061-T6 | 85% | 0.5 | 1.02 | €4.20 |
| Al 5052-H32 | 80% | 0.7 | 1.04 | €4.50 |
| SS 316L | 75% | 1.2 | 1.15 | €8.90 |
| SS 304 | 78% | 1.0 | 1.12 | €7.60 |
| Szénacél | 82% | 0.8 | 1.08 | €2.10 |
Szerszámozási és berendezési specifikációk
A V-hornyolás speciális szerszámozást igényel, amelyet úgy terveztek, hogy egyenletes horonyprofilokat hozzon létre, miközben megőrzi a felületkezelés integritását. A keményfém hegyű biteket használó router-alapú rendszerek jelentik a legelterjedtebb megközelítést az építészeti alkalmazásokhoz, mivel a lézeres vagy vízsugaras alternatívákhoz képest kiváló irányítást biztosítanak a horony geometriája felett.
A szerszámgeometria specifikációi közvetlenül befolyásolják az eredmény minőségét. A V-hornyú router bitek általában 60 és 120 fok közötti szögekkel rendelkeznek, a 90 fokos szerszámok pedig optimális egyensúlyt biztosítanak az anyageltávolítás hatékonysága és a szerkezeti szilárdság megőrzése között. A vágóél geometriája speciális hátszögeket tartalmaz – általában 12-15 fokos elsődleges hátszöget 3-5 fokos másodlagos hátszöggel – a vágóerők minimalizálása és a munkakeményedés megakadályozása érdekében.
Az előtolási sebességek és a fordulatszámok gondos optimalizálást igényelnek az anyagtulajdonságok alapján. Az alumíniumötvözetek esetében az optimális paraméterek közé tartozik a 18 000-24 000 RPM fordulatszám 2,5-4,0 m/perc előtolási sebességgel. A rozsdamentes acélok csökkentett sebességet (12 000-16 000 RPM) igényelnek, arányosan lassabb előtolási sebességgel (1,5-2,5 m/perc), hogy megakadályozzák a túlzott hőtermelést, amely megváltoztathatja az anyag mikroszerkezetét.
A modern precíziós CNC megmunkálási szolgáltatások adaptív előtolás-szabályozó rendszereket tartalmaznak, amelyek automatikusan beállítják a vágási paramétereket a valós idejű erő-visszacsatolás alapján, biztosítva az egyenletes horonyminőséget a változó anyagvastagság és keménységi zónák között.
Folyamatparaméterek és minőségellenőrzés
A sikeres V-hornyolás több, egymástól függő változó pontos szabályozásától függ. A horonymélység tűrése általában ±0,05 mm a teljes hajlítási vonal hosszában, ami folyamatos felügyeletet igényel érintéses vagy érintésmentes mérőrendszereken keresztül. Az ezen határokon túli eltérés következetlen hajlítási szögeket vagy potenciális anyaghibát eredményez a formázás során.
A horonyban lévő felületi érdesség jelentősen befolyásolja a végső alkatrész esztétikáját és korrózióállóságát. Az építészeti alkalmazások általában 1,6 μm alatti Ra értékeket írnak elő a horonyfelületeken, ami megfelelő szerszámválasztással és vágófolyadék alkalmazásával érhető el. A nagy nyomású adalékanyagokat tartalmazó szintetikus vágófolyadékok megakadályozzák az élfelrakódást, miközben kiváló felületet biztosítanak.
A nagy pontosságú eredmények érdekében kérjen részletes árajánlatot 24 órán belül a Microns Hub-tól.
A horonyprofil konzisztenciája a gyártási sorozatok során statisztikai folyamatszabályozás bevezetését igényli. A kritikus ellenőrzési pontok közé tartozik a horonymélység változása, az oldalfal szögének konzisztenciája és a felületi érdesség mérése előre meghatározott időközönként. Az ezen paramétereket nyomon követő vezérlőkártyák lehetővé teszik a proaktív szerszámkarbantartást és a paraméterek beállítását a minőségromlás bekövetkezte előtt.
Hőmérséklet-szabályozás a feldolgozás során
A V-hornyolási műveletek során keletkező hő jelentősen befolyásolhatja az anyag tulajdonságait és a méretpontosságot. A túlzott hőmérséklet elősegíti a szemcsehatár vándorlását az alumíniumötvözetekben, ami potenciálisan csökkenti a fáradási ellenállást a hajlítási vonal mentén. Az infravörös érzékelőkkel végzett hőmérséklet-ellenőrzés biztosítja, hogy a feldolgozási hőmérséklet a kritikus küszöbértékek alatt maradjon – általában 150 °C az alumíniumötvözetek és 200 °C a rozsdamentes acélok esetében.
A hűtési stratégiák túlmutatnak a hagyományos árasztásos hűtőfolyadék alkalmazásán. A folyékony nitrogént vagy szén-dioxidot használó kriogén hűtőrendszerek kiváló hőmérséklet-szabályozást biztosítanak, miközben kiküszöbölik a hűtőfolyadékkal kapcsolatos szennyeződési problémákat, amelyek kritikusak a makulátlan felületet igénylő építészeti alkalmazásokban.
Formázási műveletek és hajlítási pontosság
A V-hornyolást követő formázási művelet speciális technikákat igényel az éles hajlítások eléréséhez, amelyek indokolják a további feldolgozási költségeket. A szokásos élhajlító szerszámok nem megfelelőek a V-hornyolt alkatrészekhez, ezért egyedi bélyegző- és szerszámtervekre van szükség, amelyek figyelembe veszik a csökkentett anyagvastagságot a hajlítási vonalak mentén.
A hajlítási szög pontossága nagymértékben függ az egyes anyagokra és horonykonfigurációkra jellemző rugóvisszahúzási kompenzációs számításoktól. A rugóvisszahúzási tényezők jelentősen eltérnek az anyagminőségek között, a munkakeményített alumíniumötvözetek minimális korrekciójától (1-2 fok) a nagy szilárdságú rozsdamentes acélok jelentős kompenzációjáig (8-12 fok).
Az egyedi formázó szerszámok olyan tehermentesítő elemeket tartalmaznak, amelyek megakadályozzák a V-horony geometriájának interferenciáját a hajlítási művelet során. Ezek a szerszámok csökkentett érintkezési felülettel rendelkeznek a horonyvonal mentén, miközben teljes támasztást biztosítanak a környező anyag számára, megakadályozva a lokalizált deformációt, amely veszélyeztetheti a hajlítás minőségét.
| Hajlítási szög | Al 6061-T6 visszarugózás | SS 316L visszarugózás | Szükséges túlhajlítás | Tolerancia elérése |
|---|---|---|---|---|
| 90° | 1.5° | 8.2° | 91.5° / 98.2° | ±0.5° |
| 120° | 2.1° | 11.4° | 122.1° / 131.4° | ±0.8° |
| 135° | 2.8° | 14.1° | 137.8° / 149.1° | ±1.0° |
| 150° | 3.2° | 16.8° | 153.2° / 166.8° | ±1.2° |
Költségelemzés és gazdasági szempontok
A V-hornyolás gazdaságossága számos tényezőtől függ, beleértve az anyagköltségeket, a feldolgozási időt, a szerszámozási követelményeket és a minőségi előírásokat. A további feldolgozási lépés általában 0,15-0,35 eurót ad hozzá a horony lineáris méterére, ami az anyagvastagságtól és a szükséges pontossági szinttől függően változik.
A fedezeti pont elemzés azt mutatja, hogy a V-hornyolás költséghatékonysága körülbelül 50-75 darabnál jelentkezik a tipikus építészeti alkatrészek esetében. E küszöbérték alatt az alternatív technikák, például a mikro-illesztésekkel ellátott lézervágás gazdaságosabbnak bizonyulhatnak. 200 darab felett a V-hornyolás egyértelmű költségelőnyöket mutat, miközben kiváló esztétikai eredményeket biztosít.
A szerszám élettartamának figyelembevétele jelentősen befolyásolja az egy alkatrészre jutó költségeket. A keményfém router bitek általában 2500-4000 lineáris méter hornyolást érnek el alumíniumötvözetekben, mielőtt cserére szorulnának, míg a rozsdamentes acél alkalmazások 800-1200 lineáris méterre csökkentik a szerszám élettartamát. A gyémántbevonatú szerszámok 3-4-szeresére növelik az élettartamot, de szerszámonként 200-300 euróval növelik a kezdeti szerszámozási költségeket.
Felületkezelés integrálása
A V-hornyolási műveleteknek figyelembe kell venniük a későbbi felületkezelési folyamatokat a teljes gyártási költségek optimalizálása érdekében. A porfestési alkalmazások speciális tűrési szempontokat igényelnek, mivel a bevonat vastagsága eltér a horonyterületek és a lapos felületek között.
Az eloxálási eljárások egyedi kihívásokat jelentenek a V-hornyolt alumínium alkatrészek számára. A csökkentett anyagvastagság a horonyvonalak mentén áramsűrűség-változásokat hoz létre az eloxálás során, ami potenciálisan színváltozásokat eredményez. A speciális eloxáló berendezések és áramelosztó rendszerek kezelik ezeket a kihívásokat, de alkatrészenként 0,25-0,45 euróval növelik a feldolgozási költségeket.
Minőségbiztosítási és ellenőrzési protokollok
A V-hornyolt alkatrészek átfogó minőségbiztosítása túlmutat a méretellenőrzésen, és magában foglalja az anyag integritásának felmérését és a fáradási ellenállás értékelését. A vizuális ellenőrzési protokollok azonosítják a potenciális hibákat, beleértve a mikrorepedéseket, a szerszámnyomokat és a felületi szennyeződéseket, amelyek veszélyeztethetik a hosszú távú teljesítményt.
A méretellenőrzés koordináta-mérőgépeket (CMM) használ, amelyek speciális szoftverrel vannak felszerelve a horonyprofil elemzéséhez. A kritikus mérések közé tartozik a horonymélység konzisztenciája, az oldalfal szögének ellenőrzése és a hajlítási szög pontossága a formázási műveleteket követően. A MIL-STD-105E-n alapuló statisztikai mintavételi tervek megfelelő ellenőrzési gyakoriságot biztosítanak, miközben fenntartják a költségszabályozást.
A Microns Hub-tól történő rendeléskor Ön közvetlen gyártói kapcsolatokból profitál, amelyek biztosítják a kiváló minőségellenőrzést és a versenyképes árakat a piactéri platformokhoz képest. Műszaki szakértelmünk és integrált gyártási szolgáltatásaink azt jelentik, hogy minden V-hornyolási projekt megkapja a megérdemelt figyelmet a részletekre, a kezdeti tervezési konzultációtól a végső minőségellenőrzésig.
A roncsolásmentes vizsgálati módszerek ellenőrzik az anyag integritását a horonyvonalak mentén anélkül, hogy veszélyeztetnék az alkatrész funkcionalitását. A festékbehatolásos vizsgálat feltárja a felületi hibákat, míg az örvényáramos vizsgálat azonosítja a felszín alatti hibákat, amelyek a szervizterhelés során terjedhetnek. Ezek a vizsgálati protokollok különösen kritikusnak bizonyulnak a szerkezeti építészeti alkalmazásokban, ahol a meghibásodás következményei indokolják a további vizsgálati költségeket.
Fáradási teljesítmény szempontjai
A V-hornyolt hajlítások olyan feszültségkoncentrációs tényezőket vezetnek be, amelyeket ciklikusan terhelt alkalmazásoknál értékelni kell. A végeselem-analízis (FEA) modellezése a horony geometriája, az anyag tulajdonságai és a várható terhelési körülmények alapján jósolja meg a fáradási élettartamot. A feszültségkoncentrációs tényezők általában 1,8-2,4 között vannak, a horonymélységtől és a sugár specifikációitól függően.
Az ASTM D7791 szabványokat követő fáradási vizsgálati protokollok ellenőrzött laboratóriumi vizsgálatokkal validálják az analitikai előrejelzéseket. A mintadarabok ciklikus terhelésnek vannak kitéve a várható üzemi körülmények 150%-át képviselő feszültségszinteken, a meghibásodási kritériumokat pedig a horonyhatárokon túli látható repedésterjedésként határozzák meg.
Tervezési irányelvek és bevált gyakorlatok
A hatékony V-horony tervezés a geometriai összefüggések, az anyagkorlátok és a gyártási korlátok gondos figyelembevételét igényli. A tervezési irányelvek megakadályozzák a gyakori buktatókat, miközben optimalizálják a gyárthatóságot és a teljesítményjellemzőket.
A szomszédos hornyok közötti minimális távolság előírásai megakadályozzák az anyag gyengülését, ami veszélyeztetheti a szerkezeti integritást. Az alumíniumötvözetek esetében a minimális távolság az anyagvastagság 5-szöröse, míg a rozsdamentes acélok esetében az anyagvastagság 6-szorosa a nagyobb munkakeményedési jellemzők miatt. A szorosabb távolság végeselem-analízist tesz szükségessé a megfelelő szilárdsági tartalékok ellenőrzéséhez.
A horony lezárásának részletei jelentősen befolyásolják mind az esztétikát, mind a szerkezeti teljesítményt. A kúpos lezárások, amelyek 2-3 mm-rel túlnyúlnak a szükséges hajlítási vonalon, megakadályozzák a feszültségkoncentrációt, miközben megőrzik a tiszta vizuális megjelenést. A hirtelen horony lezárások feszültséggyűjtő helyeket hoznak létre, amelyek ciklikus terhelési körülmények között repedésterjedést indíthatnak el.
| Tervezési paraméter | Alumínium ötvözetek | Rozsdamentes acél | Szénacél | Hatás a költségre |
|---|---|---|---|---|
| Min. horonytávolság | 5x vastagság | 6x vastagság | 4x vastagság | Nagy sűrűség = +15% |
| Max. horonyhossz | 3000 mm | 2500 mm | 3500 mm | Hossz >2m = +8% |
| Lezáró kúposság | 2.5 mm | 3.0 mm | 2.0 mm | Alapértelmezett funkció |
| Felületi érdesség | Ra 1.6 μm | Ra 1.2 μm | Ra 2.0 μm | Ra<1.0 = +25% |
Fejlett alkalmazások és feltörekvő technikák
A feltörekvő V-hornyolási alkalmazások innovatív megközelítésekkel és fejlett szerszámrendszerekkel feszegetik a hagyományos határokat. A több tengelyes CNC gépek olyan összetett horonygeometriákat tesznek lehetővé, amelyek olyan komplex háromdimenziós formákat hoznak létre, amelyek hagyományos technikákkal lehetetlenek.
A lézerrel segített V-hornyolás egy hibrid megközelítést képvisel, amely ötvözi a termikus és mechanikai anyageltávolítási mechanizmusokat. Az anyag előmelegítése közvetlenül a vágószerszám előtt 30-40%-kal csökkenti a vágóerőket, miközben mélyebb hornyokat tesz lehetővé olyan nagy szilárdságú anyagokban, amelyeket korábban alkalmatlannak tartottak a hagyományos V-hornyolásra.
A valós idejű erő- és hőmérséklet-visszacsatolást tartalmazó adaptív vezérlőrendszerek folyamatosan optimalizálják a vágási paramétereket a hornyolási művelet során. A gépi tanulási algoritmusok elemzik a korábbi adatokat, hogy előre jelezzék az optimális paraméterkombinációkat az anyagtétel változásai és a szerszámkopási körülmények alapján, javítva a konzisztenciát, miközben csökkentik a kezelői készségekkel szembeni követelményeket.
Integráció a digitális gyártással
A digitális iker technológia lehetővé teszi a V-hornyolási paraméterek virtuális optimalizálását, mielőtt a fizikai gyártás megkezdődne. Az átfogó modellek, amelyek tartalmazzák az anyag tulajdonságait, a szerszám geometriáját és a gép dinamikáját, előre jelzik az optimális vágási körülményeket, miközben azonosítják a potenciális minőségi problémákat, mielőtt azok a gyártásban előfordulnának.
A gépi látás technológiát használó automatizált ellenőrző rendszerek a horony geometria 100%-os méretellenőrzését biztosítják anélkül, hogy befolyásolnák a gyártási átvitelt. A nagy felbontású kamerák a strukturált fényvetítéssel kombinálva részletes 3D profilokat hoznak létre minden horonyról, összehasonlítva az eredményeket a CAD specifikációkkal 0,01 mm alatti felbontási képességekkel.
Gyakori hibák elhárítása
A szisztematikus hibaelemzési és javítási eljárások biztosítják a következetes V-hornyolási minőséget a változó gyártási körülmények között. A kiváltó okok megértése lehetővé teszi a gyors problémamegoldást, miközben megakadályozza a visszatérő minőségi problémákat.
A horonyfelületeken lévő vibrációs nyomok általában a gép elégtelen merevségéből vagy a nem megfelelő vágási paraméterekből adódnak. A megoldások közé tartozik az előtolási sebesség 20-30%-kal történő csökkentése, a fordulatszám növelése az ajánlott tartományon belül, vagy a rezgéscsillapító rögzítések alkalmazása. A súlyos vibráció a gép dinamikus elemzését teheti szükségessé a rezonanciafrekvenciák azonosításához.
A ±0,05 mm-t meghaladó horonymélység-változás gyakran szerszámkopást, gép holtjátékot vagy munkadarab-elhajlási problémákat jelez. A horonymélység rendszeres időközönként történő szisztematikus mérése azonosítja azokat a trendeket, amelyek lehetővé teszik a prediktív szerszámcserét a minőségromlás bekövetkezte előtt. A munkadarab rögzítésének megfelelő merevséget kell biztosítania az elhajlás megakadályozásához a vágóerők hatására.
Anyagspecifikus kihívások
A rozsdamentes acélok munkakeményedése progresszív szerszámkopást és felületi minőségromlást okoz. A mérséklési stratégiák közé tartozik az optimalizált vágófolyadék alkalmazása, a csökkentett vágási sebesség és a rozsdamentes acél alkalmazásokhoz tervezett speciális szerszámbevonatok. A TiAlN bevonatok jobb teljesítményt mutatnak, mint a szokásos TiN alternatívák.
A vágószerszámokon lévő élfelrakódás rontja a felületet, miközben méretbeli pontatlanságokat okoz. Ez a jelenség a legproblematikusabb a magas szilíciumtartalmú alumíniumötvözeteknél. Az éles vágóélek, a megfelelő vágási sebességek és a hatékony forgácseltávolítás megakadályozzák az élfelrakódást, miközben meghosszabbítják a szerszám élettartamát.
Gyakran Ismételt Kérdések
Mi a V-hornyolásra alkalmas minimális anyagvastagság?
A V-hornyolás hatékonyan működik olyan vékony anyagokon, mint a 0,8 mm, bár az optimális eredmények 1,5 mm és annál nagyobb vastagságoknál jelentkeznek. A vékonyabb anyagok speciális szerszámozást igényelnek, és a horonyvonal mentén fennálló szerkezeti korlátok miatt korlátozott hajlítási szögeket érhetnek el.
Hogyan befolyásolja a V-hornyolás az anyag szilárdságát a szokásos hajlításhoz képest?
A V-hornyolás csökkenti a keresztmetszeti területet a hajlítási vonal mentén, ami általában 15-25%-kal csökkenti a helyi szilárdságot a horonymélységtől függően. A munkakeményedés és a maradó feszültségek kiküszöbölése azonban gyakran jobb fáradási teljesítményt eredményez a hagyományos hajlítási módszerekhez képest.
A V-hornyolt alkatrészek hegeszthetők vagy más alkatrészekhez csatlakoztathatók?
Igen, a V-hornyolt alkatrészek elfogadják a szokásos csatlakozási módszereket, beleértve a hegesztést, a forrasztást és a mechanikai rögzítést. A hegesztés gondos hőkezelést igényel a vékony horonyterületek mentén történő torzulás elkerülése érdekében. A csökkentett áramerősségű TIG hegesztés általában optimális eredményeket biztosít.
Milyen tűrések érhetők el a V-hornyolt alkatrészek hajlítási szögeinél?
A ±0,5°-os hajlítási szög tűrések rutinszerűen elérhetők a 90°-ig terjedő szögeknél, a ±1,0° pedig a tipikus a 150°-ig terjedő élesebb hajlításoknál. A szigorúbb tűrések másodlagos műveleteket vagy speciális formázási technikákat igényelnek, amelyek 20-30%-kal növelik a feldolgozási költségeket.
Hogyan befolyásolja a horonyban lévő felület a végső alkatrész megjelenését?
A horony felülete közvetlenül befolyásolja a végső hajlítási vonal megjelenését, különösen a csiszolt vagy polírozott felületeknél. Az 1,6 μm alatti Ra értékek biztosítják, hogy a horonyterület a formázás után zökkenőmentesen illeszkedjen a környező felületekhez, míg a durvább felületek különálló vonalként maradhatnak láthatóak.
A V-hornyolás alkalmas kültéri építészeti alkalmazásokhoz?
A V-hornyolás kiválóan alkalmas kültéri alkalmazásokhoz, ha megfelelően van megtervezve és befejezve. A hajlítási vonalak mentén csökkentett anyagvastagságot figyelembe kell venni a korrózióvédelem tervezése során, de a megfelelően eloxált alumínium vagy passzivált rozsdamentes acél alkatrészek a hagyományos módon formázott alkatrészekkel egyenértékű tartósságot mutatnak.
Melyek a tipikus átfutási idők a V-hornyolt építészeti alkatrészek esetében?
Az átfutási idők a komplexitástól és a mennyiségtől függenek, de a szokásos építészeti panelek esetében általában 5-10 munkanap. Az egyedi szerszámozási követelmények 3-5 nappal meghosszabbíthatják a kezdeti megrendeléseket, míg a meglévő szerszámokkal történő ismételt megrendelések megtartják a szokásos átfutási időket.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece