Porfestés lemezen: A vastagságnövekedés figyelembevétele a tűréseknél
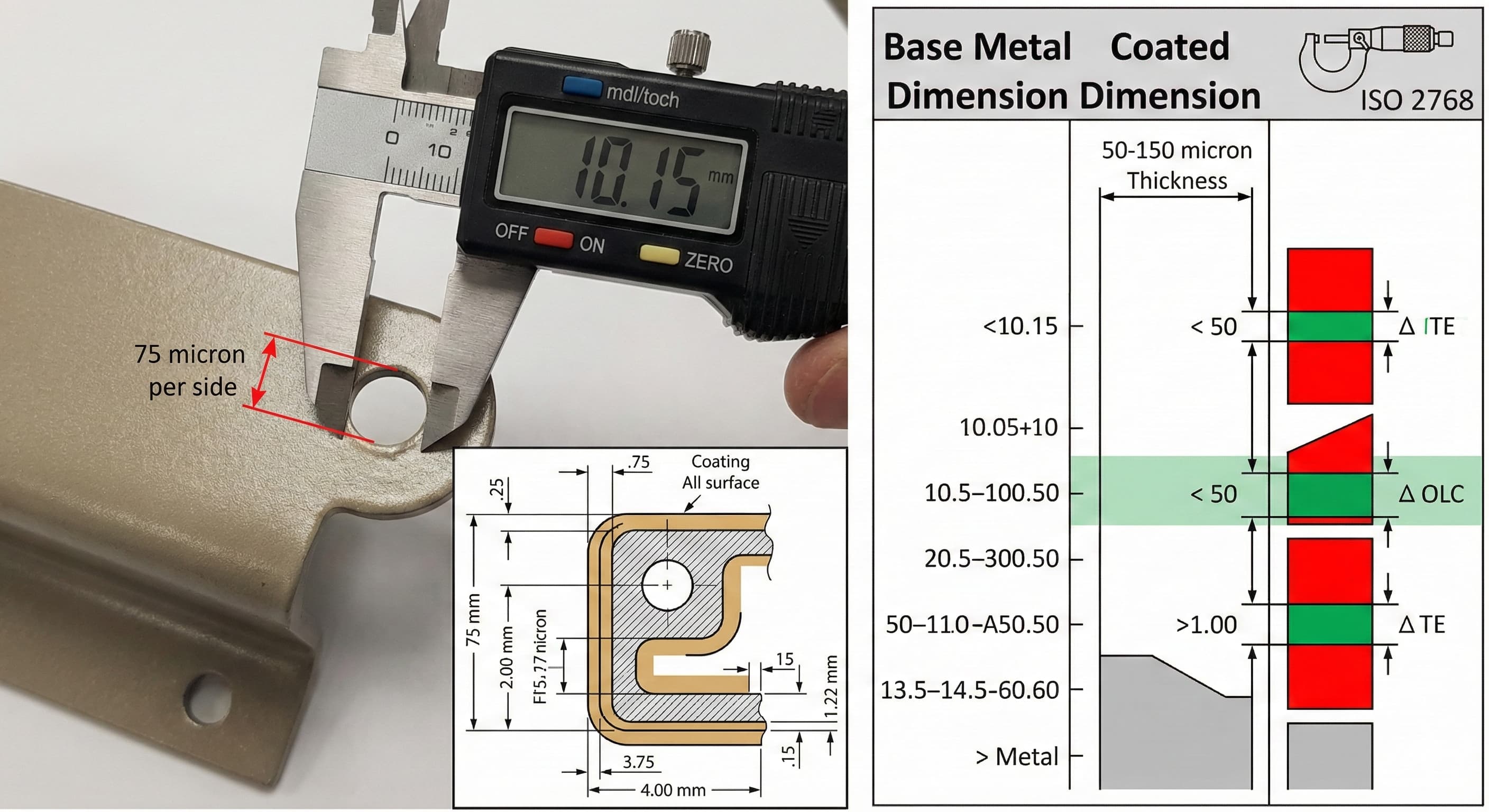
A porfestés vastagsága az egyik leggyakrabban figyelmen kívül hagyott változó a precíziós lemezgyártásban. Egy tipikus porfestés 50-150 mikront ad hozzá minden felülethez, alapvetően megváltoztatva a méretpontosságot, és gondos tűréstervezést igényel a tervezési fázistól a végső ellenőrzésig.
Főbb tudnivalók:
- A standard porfestés vastagsága 50-150 mikron között van, ami közvetlenül befolyásolja a mérettűréseket minden bevont felületen
- A kritikus méreteknek figyelembe kell venniük a bevonat felhalmozódását az alapfém alkatrészek szándékos alulméretezésével
- Az ISO 2768 általános tűrések nem elegendőek a precíziós illesztést és összeszerelést igénylő porfestett alkatrészekhez
- A bevonás előtti mérettervezés megakadályozhatja a költséges utómunkálatokat és biztosíthatja az alkatrész megfelelő működését
A porfestés vastagságának változóinak megértése
A porfestés vastagsága jelentősen változik az alkalmazási módszer, a por típusa és az aljzat előkészítése alapján. Az elektrosztatikus szórásos felhordás általában 60-120 mikron közötti rétegeket eredményez, míg a fluidágyas bevonás 150-500 mikront is elérhet, az alkatrész hőmérsékletétől és a bemerítési időtől függően.
A porrészecske mérete és a végső vastagság közötti kapcsolat előre jelezhető mintákat követ. A finom porok (10-30 mikron) simább felületeket hoznak létre, de többszöri áthúzást igényelnek a megfelelő vastagsághoz, míg a durva porok (30-80 mikron) gyorsan növelik a vastagságot, de ronthatják a felület minőségét a részletes jellemzőkön.
Az aljzat geometriája jelentősen befolyásolja a bevonat eloszlását. A belső sarkok és a bemélyedések általában a sík felületeken található vastagság 70-80%-át kapják, míg a külső élek és a hegyes sarkok gyakran a névleges vastagság 120-150%-át halmozzák fel az elektromos tér koncentrációja miatt az alkalmazás során.
A hőmérséklet szabályozása a keményítés során befolyásolja a végső vastagságot az áramlási és szintezési jellemzőkön keresztül. A poliészter porok optimálisan 180-200°C-on keményednek, egyenletes vastagságot eredményezve minimális narancsbőr textúrával. Az epoxi formulák 160-180°C-ot igényelnek, de kiváló éltakarást és behatolást biztosítanak a komplex geometriákba.
Mérethatás a gyakori lemezalkatrészeken
A furatok és a belső jellemzők átmérője a bevonat vastagságának kétszeresével csökken. Egy 10,0 mm-es furat 75 mikronos bevonattal 9,85 mm-es lesz, ami 1,5%-os méretváltozást jelent, ami megakadályozhatja a megfelelő rögzítőelem behelyezését vagy az alkatrész összeszerelését.
A menetes alkatrészek különleges kihívásokat jelentenek, mivel a bevonat felhalmozódása a fő és a mellékátmérőn is megtörténik. A 100 mikronos bevonattal ellátott M6 x 1,0 meneteknél szükség lehet a fúró átmérőjének beállítására 5,0 mm-ről 5,2 mm-re, hogy a bevonat után is megmaradjon a megfelelő menetkapcsolat.
A hajlított élek és a formázott alkatrészek a bevonat vastagságát a belső és a külső sugarakon is felhalmozzák.A minimális hajlítási sugár számításoknak figyelembe kell venniük a bevonat vastagságát, hogy elkerüljék a repedést a hajlítási folyamat vagy a bevonat felhordása során.
A hornyok szélessége a bevonat vastagságának kétszeresével csökken, ami befolyásolja a csúszó illesztéseket és a hézagokat. Egy 12,0 mm-es horony 11,85 mm-es lesz 75 mikronos bevonattal, ami potenciálisan megköti az H7/g6 illesztésekre tervezett alkatrészeket.
Anyagspecifikus bevonási szempontok
A különböző aljzatanyagok eltérő bevonattapadási és vastagságegységességi jellemzőket mutatnak, amelyek közvetlenül befolyásolják a méretpontosságot.
| Anyagminőség | Tipikus vastagságtartomány (μm) | Egyenletességi tényező | Élfelhalmozódás | Költségvonzat |
|---|---|---|---|---|
| Al 6061-T6 | 60-100 | ±15% | 1.2-1.4x | €2.50/m² |
| Al 5052-H32 | 65-110 | ±20% | 1.1-1.3x | €2.30/m² |
| Hidegen hengerelt acél | 70-120 | ±10% | 1.3-1.5x | €2.80/m² |
| Rozsdamentes 304 | 80-130 | ±25% | 1.0-1.2x | €3.50/m² |
| Horganyzott acél | 75-125 | ±12% | 1.4-1.6x | €3.00/m² |
Az alumínium aljzatok általában a legelőrejelezhetőbb bevonatvastagságot biztosítják a kiváló elektrosztatikus vonzás és az egyenletes felület előkészítés miatt. A természetes oxidréteg fokozza a por tapadását, miközben fenntartja az egyenletes rétegvastagságot a komplex geometriákon.
A hidegen hengerelt acél foszfát konverziós bevonatot igényel az optimális tapadás érdekében, ami 5-10 mikronnal növeli a teljes vastagságot. Ez az előkezelés javítja a bevonat egyenletességét, de növeli a méretbeli eltéréseket, különösen a hegesztett kötések és a hő által érintett zónák körül.
A rozsdamentes acél aljzatok egyedi kihívásokat jelentenek a passzív oxidréteg miatt. A mechanikai csiszolás vagy a kémiai maratás válik szükségessé a megfelelő tapadás érdekében, ami potenciálisan befolyásolja az alapanyag méreteit a bevonat felhordása előtt.
Tűréstervezési stratégiák
A porfestett alkatrészek hatékony tűréstervezése szisztematikus méretkompenzációt igényel a bevonatvastagság előrejelzései és a geometriai komplexitás alapján.
A kritikus méreteknek bevonatmentes zónákat kell megadniuk maszkolással vagy bevonat utáni megmunkálással. A maszkolás 0,50-1,20 eurót ad hozzá elemenként, de biztosítja a méretpontosságot a csapágyfelületek, a menetes furatok és a precíziós illesztések számára.
A kétoldalú tűrés optimális rugalmasságot biztosít a bevont méretekhez. Ahelyett, hogy 25,0 ±0,1 mm-t adna meg, használjon 24,925 +0,175/-0,025 mm-t, hogy figyelembe vegye a várható bevonatvastagságot, miközben fenntartja a funkcionális követelményeket.
A nagy pontosságú eredményekhez,kérjen árajánlatot 24 órán belül a Microns Hub-tól.
A funkcionális méretezés elkülöníti a kritikus és a nem kritikus jellemzőket. A csapágyátmérők, a párzási felületek és az összeszerelési referenciák szoros ellenőrzést igényelnek, míg az esztétikai felületek funkcionális hatás nélkül képesek alkalmazkodni a standard bevonatváltozásokhoz.
A statisztikai tűrésanalízis elengedhetetlen azokat az összeszerelésekhez, amelyek több bevont alkatrészt tartalmaznak. A Monte Carlo szimuláció segít előre jelezni az összeszerelés sikerességi arányát, és azonosítani a kritikus tűrési tényezőket a gyártás megkezdése előtt.
Minőségellenőrzési és vizsgálati módszerek
A bevonatvastagság méréséhez roncsolásmentes technikákra van szükség, amelyek alkalmasak a gyártási környezetekhez. A mágneses és örvényáramú mérőműszerek ±2-5%-os pontosságot biztosítanak a legtöbb alkalmazáshoz, míg az ultrahangos módszerek ±1-2%-os pontosságot érnek el a komplex geometriákon.
A keresztmetszeti elemzésen keresztüli roncsolásos vizsgálat végleges vastagságmérést és bevonatminőség-értékelést kínál. Ez a módszer azonosítja a delaminációt, a porozitást és a tapadási problémákat, amelyek befolyásolják a hosszú távú méretstabilitást.
A por felhordása során végzett folyamatközi ellenőrzés segít fenntartani a vastagság egyenletességét. Az elektrosztatikus feszültség, a por áramlási sebessége és az alkatrész földelése mind befolyásolja a végső vastagságot, és ezeket minden gyártási tételhez rögzíteni kell.
A keményítés utáni méretellenőrzésnek figyelembe kell vennie a bevonat zsugorodását a polimerizáció során. A hőre keményedő porok a keményedés során jellemzően 2-5%-kal zsugorodnak, ami befolyásolja a végső méreteket, és potenciálisan belső feszültségeket hoz létre a vékony falú alkatrészekben.
| Ellenőrzési módszer | Pontosság | Teszt költsége | Szükséges idő | Legjobb alkalmazás |
|---|---|---|---|---|
| Mágneses lehúzás | ±5% | €0.20 | 10 másodperc | Vas tartalmú hordozók |
| Örvényáram | ±3% | €0.35 | 15 másodperc | Nem vas tartalmú fémek |
| Ultrahangos | ±2% | €0.50 | 30 másodperc | Komplex geometriák |
| Keresztmetszet | ±1% | €15.00 | 45 perc | Minőségellenőrzés |
| Béta visszaverődés | ±2% | €0.80 | 60 másodperc | Automatizált rendszerek |
Folyamatintegráció a gyártási munkafolyamattal
A sikeres porfestés integráció tervezési, gyártási és befejező műveletek közötti koordinációt igényel.Gyártási szolgáltatásaink magukban foglalják ezt a teljes munkafolyamatot, hogy biztosítsák a méretpontosságot a teljes gyártási sorozatban.
A bevonat előtti gyártásnak figyelembe kell vennie a bevonat vastagságát minden megmunkált alkatrésznél. A CNC programozás offset beállításokat igényel, amelyek jellemzően 0,050-0,150 mm között mozognak a várható bevonatvastagságtól és az alkatrész kritikus jellegétől függően.
A rögzítőelemek kialakítása befolyásolja a bevonat eloszlását és a végső méreteket. A kontaktpontok bevonatárnyékokat hoznak létre, míg a túlzott szorítóerő deformálhatja a vékony szakaszokat a keményítési ciklus során. A rugós rögzítőelemek fenntartják az alkatrész pozícióját, miközben alkalmazkodnak a hőtáguláshoz.
A hegesztési kötés előkészítése kritikus fontosságúvá válik, mivel a hő által érintett zónák körüli bevonatvastagság-változások feszültségkoncentrációkat és méretbeli eltéréseket hozhatnak létre. A hegesztés utáni csiszolás az egyenletes felületi profilhoz biztosítja az egyenletes bevonat felhordását.
Hasonlóan a fröccsöntési szolgáltatásokhoz, amelyek pontos hőmérséklet- és nyomásszabályozást igényelnek, a porfestés gondos paraméterkezelést igényel a következetes eredmények eléréséhez a gyártási sorozatok során.
Költségoptimalizálás tervezésen keresztül
A bevonatoptimalizált tervezés csökkenti az anyagköltségeket és a méretbeli eltéréseket, miközben fenntartja a funkcionális követelményeket. Az egyszerű geometriai jellemzők egyenletesebben vonják be, mint a komplex formák, csökkentve a vastagságváltozást és javítva az előrejelezhetőséget.
Az alkatrész konszolidáció hegesztéssel vagy mechanikai összeszereléssel a bevonás előtt kiküszöböli a többszöri bevonási műveleteket, és csökkenti a méretbeli felhalmozódást. Az egy darabból álló konstrukció jellemzően 15-25%-kal kevesebbe kerül, mint az egyes alkatrészek külön bevonása.
A felület előkészítési követelményei jelentősen változnak az aljzat állapotától és a bevonat specifikációjától függően. A revétlen eltávolítás 1,50-3,00 eurót ad hozzá négyzetméterenként, de biztosítja a következetes bevonattapadást és vastagságot. A kémiai tisztítás 0,80-1,20 euróba kerül négyzetméterenként, és a legtöbb kereskedelmi alkalmazáshoz megfelel.
Az újrahasznosított porrendszerek 20-40%-kal csökkenthetik az anyagköltségeket, miközben fenntartják a bevonat minőségét. A vastagság szabályozása azonban nagyobb kihívást jelent a részecskeméret változásai miatt az újrahasznosítási folyamat során, ami gyakoribb kalibrálást és ellenőrzést igényel.
Amikor a Microns Hub-tól rendel, részesül a közvetlen gyártói kapcsolatok előnyeiből, amelyek biztosítják a kiváló minőségellenőrzést és a versenyképes árakat a piactéri platformokhoz képest. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja azt a figyelmet a részletekre, amely a következetes porfestési eredményekhez szükséges.
Fejlett bevonási technológiák és vastagság szabályozás
Az elektrosztatikus tárcsák és a forgó harangszórók kiváló vastagságegységességet biztosítanak a hagyományos szórópisztolyokhoz képest. Ezek a rendszerek ±5-8%-os vastagságváltozást érnek el a sík felületeken és ±10-15%-ot a komplex geometriákon, javítva a méretbeli előrejelezhetőséget.
A impulzus töltési technológia pontos szabályozást tesz lehetővé a por lerakódási sebessége és a végső vastagság felett. A rövid impulzus időtartam (0,1-0,5 másodperc) fokozatosan épít vékony rétegeket, míg a hosszabb impulzusok (1-3 másodperc) hatékonyan érik el a maximális vastagságot.
Az infravörös keményítő rendszerek javított hőmérséklet-szabályozást kínálnak a konvekciós kemencékhez képest, csökkentve a bevonat áramlását és egyenletesebb végső méreteket érve el. A közeli infravörös hullámhosszak (0,7-1,4 μm) hatékonyan hatolnak be a porrétegekbe, miközben minimalizálják az aljzat felmelegedését.
A plazma előkezelés fokozza a bevonat tapadását a nehéz aljzatokon, miközben fenntartja a méretpontosságot. Az alacsony nyomású plazmatisztítás eltávolítja a felületi szennyeződéseket mechanikai csiszolás nélkül, megőrizve az alapanyag méreteit a bevonás előtt.
Iparágspecifikus alkalmazások és követelmények
Az autóipari alkatrészek ±10 mikronon belüli bevonatvastagság-egységességet igényelnek a megfelelő illeszkedés és befejezés érdekében. Az ajtókilincseknek, a díszítőelemeknek és a szerkezeti alkatrészeknek meg kell őrizniük a méretpontosságot, miközben korrózióvédelmet biztosítanak 10+ éves élettartamra.
A repülőgépipari alkalmazások statisztikai folyamatszabályozást igényelnek, ahol a Cpk értékek meghaladják az 1,33-at minden méretbeli jellemzőre vonatkozóan. A bevonatvastagság dokumentációja a végleges nyilvántartás részévé válik, amely nyomon követhetőséget igényel az egyes portételekhez és keményítési ciklusokhoz.
Az orvosi eszközök alkatrészei gyakran biokompatibilis porformulákat írnak elő szabályozott vastagsággal az FDA megfelelőség érdekében. A sebészeti eszközök 50 mikron alatti bevonatvastagságot igényelnek az élesség és a tapintási visszajelzés fenntartása érdekében.
Az elektronikai burkolatok pontos vastagság szabályozást igényelnek a hűtőnyílások és a csatlakozónyílások körül. A túlzott bevonat felhalmozódás korlátozhatja a légáramlást vagy megakadályozhatja a megfelelő illeszkedést, míg a nem megfelelő fedés rontja az EMI árnyékolás hatékonyságát.
Gyakori vastagsági problémák elhárítása
A narancsbőr textúra túlzott bevonatvastagságot vagy nem megfelelő keményítési körülményeket jelez. A por áramlási sebességének 10-20%-kal történő csökkentése vagy a keményítési hőmérséklet 10-15°C-kal történő növelése jellemzően megoldja a felületminőségi problémákat, miközben fenntartja a megfelelő védelmet.
Az élek és sarkok körüli vékony foltok a túlzott alkatrész földelésből vagy a nem megfelelő por töltésből adódnak. Az elektrosztatikus feszültség 60-90 kV-ról történő beállítása gyakran javítja a fedés egyenletességét anélkül, hogy jelentősen befolyásolná a teljes vastagságot.
A bevonat megfolyás és megereszkedés akkor fordul elő, ha a rétegvastagság meghaladja a kritikus határértékeket a gélesedés előtt. A legtöbb porformula 80-120 mikronnál kezd áramlani, ami hőmérséklet-emelkedés szabályozást igényel a függőleges felületeken lévő hibák elkerülése érdekében.
A bevonat és az aljzat közötti delamináció szennyeződést vagy nem megfelelő felület előkészítést jelez. A oldószeres tisztítás, amelyet mechanikai csiszolás követ, jellemzően helyreállítja a megfelelő tapadást és a bevonat integritását.
Gyakran Ismételt Kérdések
Mennyivel kell csökkentenem a furatok átmérőjét a porfestés vastagságának figyelembevétele érdekében?
Csökkentse a furatok átmérőjét a várható bevonatvastagság kétszeresével. 75 mikronos bevonat esetén növelje a fúró méretét 0,15 mm-rel. Egy 10,0 mm-es kész furathoz 10,15 mm-es fúrt átmérő szükséges a bevonás előtt a megfelelő végső méretek eléréséhez.
A porfestés vastagsága következetesen szabályozható ±10 mikronra?
Igen, megfelelő berendezés kalibrálással és folyamatszabályozással. Az elektrosztatikus tárcsás szórók az automatizált por áramlás szabályozással kombinálva ±10-15 mikronos egyenletességet tudnak fenntartani a sík felületeken, bár a komplex geometriák ±20-25 mikronos eltérést mutathatnak.
A menetes furatokat a porfestés előtt vagy után kell megmunkálni?
A menetvágásnak a bevonás után kell megtörténnie a kritikus alkalmazásokhoz. Maszkolja a meneteket a bevonás során, vagy használjon speciális alacsony hőmérsékletű keményítő formulákat, amelyek nem károsítják a menetvágó szerszámokat. A bevonat előtti menetvágás túlméretezett menetfúrókat igényel, és a bevonat eltávolítása során fennáll a menet sérülésének kockázata.
Milyen tűrési fokozatot kell megadnom a porfestett lemezalkatrészekhez?
Használjon IT12 vagy IT13 tűrési fokozatot a bevont alkatrészek nem kritikus méreteihez, szigorítva IT9 vagy IT10-re a funkcionális felületekhez a bevonat utáni megmunkálással. A standard ISO 2768-m általános tűrések nem elegendőek a porfestett alkatrészeket tartalmazó precíziós összeszerelésekhez.
Hogyan befolyásolja a bevonatvastagság az alkatrész súlyát és egyensúlyát?
A bevonat hozzávetőlegesen 0,1-0,4 g-ot ad hozzá négyzetméterenként mikron vastagságonként. Egy 1000 cm²-es alkatrész 100 mikronos bevonattal 1-4 grammot nyer, ami potenciálisan befolyásolja a dinamikus egyensúlyt a forgó alkatrészekben vagy a precíziós mechanizmusokban.
Megadhatok különböző bevonatvastagságokat ugyanazon az alkatrészen?
A szelektív maszkolás lehetővé teszi a vastagságváltozást, de növeli a költségeket 2-5 euróval maszkolt elemenként. Alternatív megoldásként adja meg a bevonat utáni megmunkálást a kritikus méretekhez, miközben elfogadja a standard vastagságot a nem funkcionális felületeken.
Mi történik a bevonatvastagsággal a hegesztési varratoknál és a hő által érintett zónákban?
A hegesztési területek jellemzően a névleges vastagság 80-120%-át kapják a felületi érdesség és a geometriai hatások miatt. A hő által érintett zónák csökkent tapadást mutathatnak, ami mechanikai felület előkészítést igényel a bevonás előtt a következetes eredmények érdekében.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece