Minimális hajlítási sugarak: Repedések elkerülése 5052-es vs. 6061-es alumínium esetén
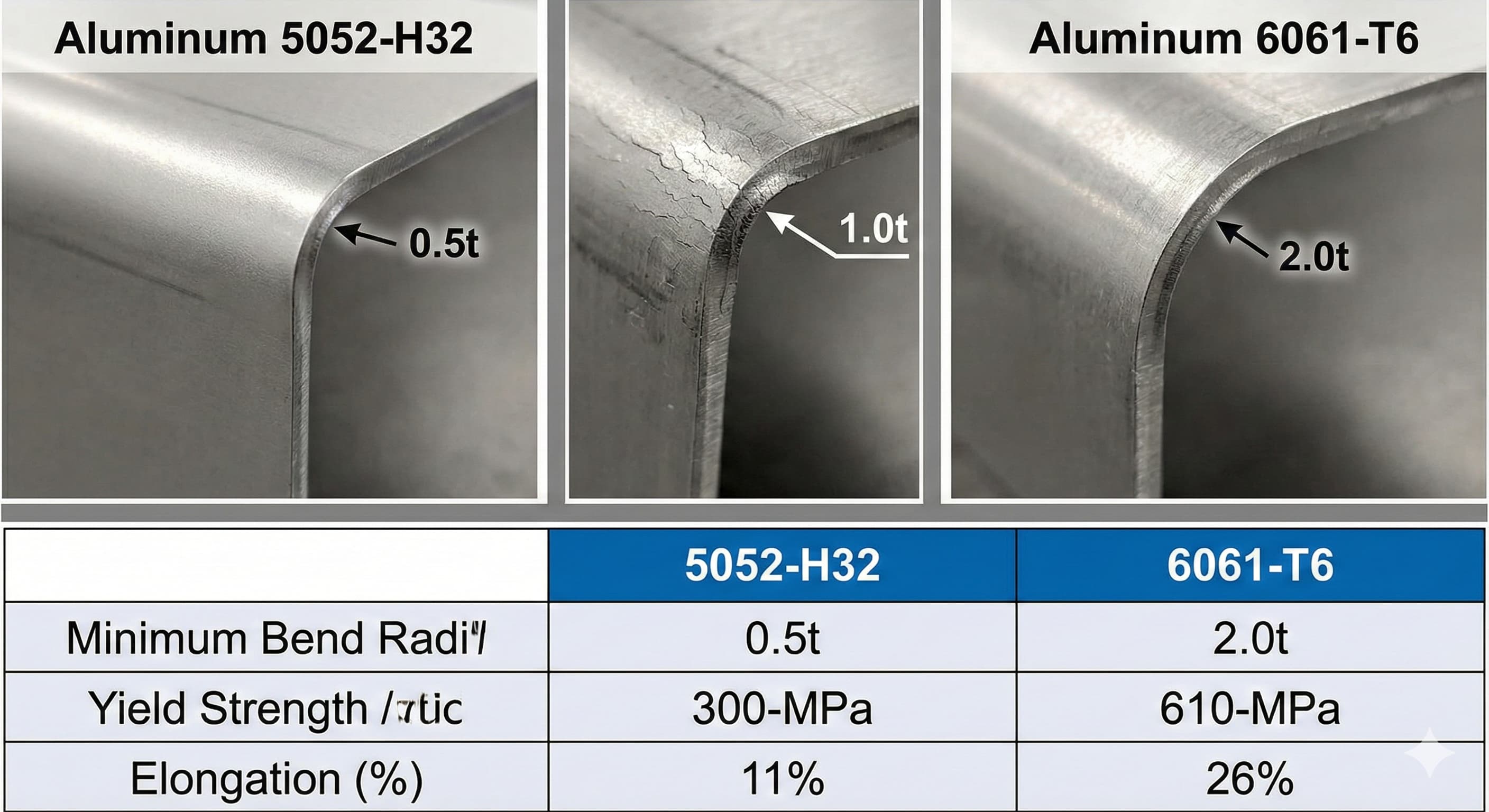
Az alumínium hajlítási hibák évente több millió euróba kerülnek az európai gyártóknak, a 5052-es és 6061-es ötvözetek a lemezalkalmazások több mint 70%-át teszik ki. A kritikus különbség a minimális hajlítási sugár követelményeiben rejlik: az 5052-H32 0,5t-ig (anyagvastagság) tolerálja a hajlítást, míg a 6061-T6 minimum 2,0t-t igényel a mikrorepedések megelőzése érdekében.
- Anyagválasztás hatása: Az Al 5052-H32 kiváló alakíthatóságot kínál akár 0,5t-s hajlítási sugarakkal, míg az Al 6061-T6 minimum 2,0t sugarat igényel a feszültségtörések elkerülése érdekében
- A temperálás állapota kritikus: A lágyított állapotok (O-temper) 40-60%-kal csökkentik a minimális hajlítási sugarat a hidegen megmunkált vagy csapadékkeményített állapotokhoz képest
- A szemcseirány számít: A gördülési iránnyal párhuzamos hajlítás 25-30%-kal növeli a minimális hajlítási sugarat a szemcseszerkezet igazodása miatt
- Költség-minőség egyensúly: A megfelelő hajlítási sugár specifikáció a repedési hibák 95%-át megelőzi, miközben a méretpontosságot ±0,1 mm-en belül tartja
Az alumíniumötvözetek alapjainak megértése a hajlítási alkalmazásokhoz
Az 5052-es és a 6061-es alumínium közötti alapvető különbség a kohászati összetételükben és a szilárdítási mechanizmusaikban rejlik. Az Al 5052 az 5xxx sorozatba tartozik, amelyet magnézium hozzáadásával (2,2-2,8%) és hidegalakítással erősítenek meg. Ez egy tércentrált köbös kristályszerkezetet hoz létre, amely hidegalakítás után is megőrzi kiváló hajlékonyságát.
Az Al 6061 a 6xxx sorozatot képviseli, amely magnéziumot (0,8-1,2%) és szilíciumot (0,4-0,8%) használ a hőkezelés útján történő csapadékkeményítéshez. A T6 temperálás szabályozott öregítéssel éri el a csúcserősséget, de feláldozza az alakíthatóságot. Ez a kompromisszum közvetlenül befolyásolja a minimális hajlítási sugár követelményeit.
Amikor anyagokat specifikál lemezgyártási szolgáltatásokhoz, e kohászati különbségek megértése megakadályozza a költséges újratervezéseket. Az 5052-H32 hidegalakítási együtthatója (n-érték) jellemzően 0,20-0,25 között van, míg a 6061-T6 csak 0,05-0,08 értéket mutat, ami jelentősen csökkentett alakítási képességet jelez.
| Tulajdonság | Al 5052-H32 | Al 6061-T6 | Hajlításra gyakorolt hatás |
|---|---|---|---|
| Folyáshatár (MPa) | 193-228 | 276-310 | Nagyobb szilárdság = nagyobb hajlítási sugár |
| Megnyúlás (%) | 12-18 | 8-12 | Alacsonyabb alakíthatóság = repedésveszély |
| Kikeményedési Exponens | 0.20-0.25 | 0.05-0.08 | Alacsony n-érték = gyenge alakíthatóság |
| Minimális Hajlítási Sugár | 0.5t-1.0t | 2.0t-3.0t | Kritikus a repedés megelőzéséhez |
Minimális hajlítási sugár számítások és szabványok
A minimális hajlítási sugár kiszámításához meg kell érteni az anyagjellemzők, a lemezvastagság és a feszültségeloszlás közötti kapcsolatot. Az alapképlet figyelembe veszi a szakítószilárdságot, a nyúlást és az egyes ötvözetrendszerekre jellemző biztonsági tényezőt.
Az Al 5052-H32 esetében a minimális hajlítási sugár számítása a következő: R_min = t × (UTS/2σ_y - 1), ahol az UTS a végső szakítószilárdságot, a σ_y pedig a folyáshatárt jelenti. Ez jellemzően 0,5t és 1,0t közötti értéket ad a legtöbb 0,5 mm és 6,0 mm közötti lemezvastagság esetén.
Az Al 6061-T6 módosított megközelítést igényel csapadékkeményített szerkezete miatt: R_min = t × [(UTS/1,5σ_y) + K], ahol a K egy anyagállandót (1,5-2,0) képvisel, amely a csökkentett hajlékonyságot veszi figyelembe. Ez a számítás magyarázza, hogy a 6061-T6 miért igényel minimum 2,0t-tól 3,0t-ig terjedő hajlítási sugarat.
Az ISO 2768-2 általános tűréseket biztosít a hajlított lemezalkatrészekhez, de a minimális hajlítási sugár meghatározásához az ISO 12004-2 szabványra kell hivatkozni a hidegen alakított acéltermékek elveihez, amelyeket az alumínium alkalmazásokhoz igazítottak. Az európai EN 485-2 szabvány kifejezetten az alumíniumlemezek tűréseivel és alakítási követelményeivel foglalkozik.
Vastagságfüggő hajlítási sugár követelmények
Az anyagvastagság közvetlenül befolyásolja a minimális hajlítási sugarat a feszültségkoncentráció hatásain keresztül. A vastagabb anyagok nagyobb feszültséggradienset tapasztalnak a hajlítási zónában, ami arányosan nagyobb sugarakat igényel a terhelések hatékony elosztásához.
| Vastagság (mm) | Al 5052-H32 Min. Sugár | Al 6061-T6 Min. Sugár | Javasolt Szerszámozás |
|---|---|---|---|
| 0.5-1.0 | 0.5-1.0 mm | 1.0-3.0 mm | Éles bélyeg, 1-2 mm-es szerszámsugár |
| 1.0-2.0 | 0.8-2.0 mm | 2.0-6.0 mm | 2-3 mm-es bélyegsugár |
| 2.0-4.0 | 1.5-4.0 mm | 4.0-12.0 mm | 4-6 mm-es szerszámsugár |
| 4.0-6.0 | 2.5-6.0 mm | 8.0-18.0 mm | 8-12 mm-es formázási sugár |
A nagy pontosságú eredményekhez küldje el projektjét 24 órás árajánlatért a Microns Hub-tól.
A szemcseirány hatásai a hajlítási teljesítményre
A gördülési irány jelentősen befolyásolja a hajlítási sugár követelményeit és a repedésképződési hajlamokat. Az alumíniumlemezek a gördülési folyamatok során a szemcse megnyúlása miatt irányított tulajdonságokat mutatnak, ami anizotróp viselkedést eredményez, amely befolyásolja az alakíthatóságot.
A gördülési iránnyal párhuzamos hajlítás (a szemcsével) jellemzően 25-30%-kal nagyobb minimális hajlítási sugarat igényel a merőleges hajlításhoz képest. Ez azért fordul elő, mert a megnyúlt szemcsék előnyös repedésterjedési útvonalakat hoznak létre a szemcsehatárok mentén, amikor a hosszukkal párhuzamosan vannak kitéve feszültségnek.
Az Al 5052-H32 esetében a gördülési irányra merőleges hajlítás megbízhatóan 0,5t sugarat ér el, míg a párhuzamos hajlítás minimum 0,8t-t igényelhet. Az Al 6061-T6 kifejezettebb irányított hatásokat mutat: a merőleges hajlítás 2,0t sugarat tesz lehetővé, míg a párhuzamos orientáció minimum 2,5-3,0t-t igényel.
Az anyagtanúsítványoknak meg kell adniuk a gördülési irányt, amelyet jellemzően nyilak vagy szemcsefolyás-jelzők jelölnek. Ha szűk hajlítási sugarat igénylő alkatrészeket tervez, lehetőség szerint a hajlításokat a gördülési irányra merőlegesen orientálja. Ez a szempont természetesen integrálódik a gyártási szolgáltatásaink tervezési folyamatába.
A kohászati szerkezet hatása
A mögöttes kristályszerkezet magyarázza az ötvözetek közötti irányított viselkedésbeli különbségeket. Az Al 5052 hidegalakított szerkezete viszonylag egyenletes diszlokációs hálózatokat tartalmaz, amelyek egyenletesebben alkalmazkodnak a deformációhoz a különböző orientációkban.
Az Al 6061-T6 csapadékszerkezete lokalizált feszültségkoncentrációkat hoz létre a Mg2Si részecskéknél. Ezek a csapadékok valamennyire igazodnak a gördülési irányhoz, ami anizotróp meghibásodási módokat hoz létre. A pásztázó elektronmikroszkópia feltárja, hogy a repedések a csapadék-mátrix interfészeknél indulnak ki, amikor a hajlítási sugár a kritikus küszöbérték alá esik.
E mikroszerkezeti hatások megértése lehetővé teszi az alkatrész orientációjának optimalizálását a gyártástervezés során. Az alkatrészterveknek a fejlesztési folyamat korai szakaszában figyelembe kell venniük a szemcseirány hatásait a gyártási korlátok elkerülése érdekében.
A temperálás állapotának hatása a minimális hajlítási sugárra
A temperálás megjelölése mélyen befolyásolja a hajlíthatóságot, a lágyított (O-temper) állapotok maximális alakíthatóságot kínálnak a szilárdság rovására. A temperálás és a minimális hajlítási sugár közötti kapcsolat a diszlokációs sűrűség és a csapadékeloszlás alapján követhető mintákat követ.
Az Al 5052 temperálási állapotai a teljesen lágyított (5052-O) állapottól a különböző hidegalakított állapotokig (H32, H34, H36) terjednek. Minden temperálási szint növeli a szilárdságot, miközben arányosan csökkenti a hajlékonyságot. Az 5052-O akár 0,2t-s hajlítási sugarakat is elér, míg az 5052-H38 (teljesen kemény) minimum 1,5t-t igényelhet.
Az Al 6061 temperálási lehetőségei közé tartozik a lágyított (6061-O), az oldatkezelés (6061-T4) és a csapadékkeményített (6061-T6). A T4 és a T6 állapotok közötti drámai különbség illusztrálja az öregedési hatásokat: a T4 0,8-1,2t hajlítási sugarat tesz lehetővé, míg a T6 minimum 2,0-3,0t-t igényel.
| Ötvözet-Keménység | Folyáshatár (MPa) | Min. Hajlítási Sugár | Tipikus Alkalmazások |
|---|---|---|---|
| 5052-O | 90-110 | 0.2t-0.4t | Mélyhúzás, komplex formák |
| 5052-H32 | 193-228 | 0.5t-1.0t | Általános gyártás |
| 5052-H38 | 262-290 | 1.2t-1.8t | Szerkezeti alkalmazások |
| 6061-O | 55-75 | 0.3t-0.6t | Komplex hajlítási műveletek |
| 6061-T4 | 145-186 | 0.8t-1.5t | Mérsékelt szilárdsági igények |
| 6061-T6 | 276-310 | 2.0t-3.0t | Nagy szilárdságú alkalmazások |
Gyakorlati hajlítási sugár tesztelés és validálás
A laboratóriumi tesztelés végleges minimális hajlítási sugár értékeket biztosít a konkrét anyagtételekhez és feldolgozási körülményekhez. A szabványos tesztmódszer a sugár progresszív csökkentését foglalja magában a repedés kezdetéig, amelyet jellemzően 10×-es nagyításnál figyelnek meg.
A tesztmintáknak a tényleges gyártási anyagot kell képviselniük, beleértve a vastagságot, a temperálást és a felületi állapotot. A minta orientációjának a gördülési irányhoz viszonyítva meg kell egyeznie a tervezett alkatrész geometriájával. A tesztelés jellemzően 90 fokos hajlítási szögeket alkalmaz állandó ütősebességgel (5-10 mm/perc) a következetes alakváltozási sebesség biztosítása érdekében.
A vizuális ellenőrzési kritériumok a meghibásodást a 10×-es nagyításnál látható felületi repedésekként vagy a 10%-ot meghaladó mérhető vastagságcsökkenésként határozzák meg. A szigorúbb alkalmazások festékbehatolásos tesztelést vagy ultrahangos vizsgálatot igényelhetnek a felszín alatti hibák kimutatására.
A gyártási validálás a tényleges alkatrészeken vagy az egyes anyagtételekből származó reprezentatív mintákon végzett hajlítási tesztelést foglalja magában. A statisztikai folyamatszabályozási diagramok nyomon követik a minimális hajlítási sugár képességét az idő múlásával, azonosítva az anyagtétel eltéréseit vagy a feldolgozási változásokat, amelyek befolyásolják az alakíthatóságot.
Minőségellenőrzési és vizsgálati módszerek
A hatékony minőségellenőrzés a hajlítás előtti anyagellenőrzést a hajlítás utáni vizsgálati protokollokkal kombinálja. A beérkező anyagellenőrzésnek ellenőriznie kell a temperálás megjelölését, a felületi minőséget és a vastagság egyenletességét a megadott tűréseken belül.
A hajlítás utáni ellenőrzés magában foglalja a vizuális vizsgálatot, a méretellenőrzést és a szerkezeti integritás értékelését. A kritikus alkalmazások roncsolásmentes vizsgálatot igényelhetnek, például folyadékbehatolásos vizsgálatot vagy mágneses részecskés vizsgálatot, amelyet alumínium alkalmazásokhoz igazítottak.
Ha precíziós követelményekkel dolgozik, a megfelelő élállapot specifikáció kulcsfontosságúvá válik mind a biztonság, mind a teljesítmény szempontjából. A hajlított élek gondos figyelmet igényelnek a feszültségkoncentrációk megelőzése érdekében, amelyek fáradásos meghibásodásokat okozhatnak.
A dokumentációnak rögzítenie kell az anyagtanúsítványokat, a vizsgálati eredményeket és a vizsgálati megállapításokat a nyomon követhetőség érdekében. Ez különösen fontos a repülőgépipari vagy orvosi alkalmazások esetében, amelyek teljes anyag eredetét igénylik.
Szerszámtervezési szempontok a repedések megelőzésére
A megfelelő szerszámtervezés a minimális hajlítási sugár elérésének elsődleges ellenőrzési módszerét jelenti repedés nélkül. Az ütő és a szerszám geometriája közvetlenül befolyásolja a feszültségeloszlást a hajlítási zónában, ami a szerszám kiválasztását kritikus fontosságúvá teszi a sikerhez.
Az ütő orrsugarának meg kell egyeznie a tervezett alkatrész hajlítási sugarával, vagy enyhén meg kell haladnia azt. Az éles ütők túlzottan koncentrálják a feszültséget, míg a túlméretezett ütősugarak rugóvisszahúzódási problémákat okoznak. Az optimális ütősugár jellemzően az alumínium alkalmazásokhoz kívánt alkatrész sugárának 1,0-1,2×-ese.
A szerszámnyílás szélessége jelentősen befolyásolja az anyagáramlást és a feszültségmintákat. A keskeny szerszámnyílások korlátozzák az anyagmozgást, növelve a szakítószilárdságot a külső szálon. Az általános szabály a szerszámnyílás szélességét = 8-12× anyagvastagságként határozza meg alumínium esetén, a hajlítási sugártól és az anyagjellemzőktől függően.
A szerszám vállsugarának meg kell akadályoznia a feszültségkoncentrációt az érintkezési pontokon, miközben lehetővé teszi a szabályozott anyagáramlást. Az éles szerszámvállak nyomáspontokat hoznak létre, amelyek felületi hibákat okozhatnak. Az ajánlott szerszám vállsugara az anyagvastagság 1-2×-ese a legtöbb alumínium hajlítási alkalmazásnál.
| Szerszámozási Paraméter | Al 5052-H32 | Al 6061-T6 | Funkció |
|---|---|---|---|
| Bélyeg Sugara | 0.5t-1.2t | 2.0t-3.5t | Formázza a hajlítási sugarat |
| Mátrix Nyílás | 8t-10t | 10t-12t | Szabályozza az anyagáramlást |
| Mátrix Váll Sugara | 1t-2t | 2t-3t | Csökkenti a feszültségkoncentrációt |
| Bélyeg-Mátrix Hézag | 1.1t-1.2t | 1.2t-1.3t | Megakadályozza a beragadást/kopást |
Költségelemzés: Anyagválasztás vs. Tervezési komplexitás
A gazdasági optimalizálás megköveteli az anyagköltségek egyensúlyozását a gyártási komplexitással és a meghibásodási kockázatokkal szemben. Az Al 5052-H32 jellemzően 2,80-3,20 euróba kerül kg-onként, míg az Al 6061-T6 3,50-4,10 euróba kerül kg-onként az európai piacokon, ami a különböző feldolgozási követelményeket tükrözi.
A teljes költség azonban magában foglalja az alakítási komplexitási tényezőket. A szűk hajlítási sugarat igénylő alkatrészek lágyított anyagot igényelhetnek ezt követő hőkezeléssel, ami tételenként 150-250 eurót ad hozzá a feldolgozáshoz. Az alternatív megközelítések közé tartoznak a tervezési módosítások a szabványos temperálás hajlítási képességeinek befogadására.
A meghibásodási költségek jelentősen befolyásolják a teljes projekt gazdaságosságát. A repedt alkatrészek javítást vagy selejtezést igényelnek, a csereköltségek pedig magukban foglalják az anyagot, a munkát és az ütemezési késéseket. A megfelelő hajlítási sugár specifikációval történő megelőzés jellemzően az alkatrész teljes költségének 5-10%-ába kerül, miközben a hajlítással kapcsolatos meghibásodások 95%-át kiküszöböli.
A Microns Hub-tól történő rendeléskor Ön a közvetlen gyártói kapcsolatok előnyeit élvezheti, amelyek kiváló minőségellenőrzést és versenyképes árakat biztosítanak a piactéri platformokhoz képest. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja a kohászati elemzést és a szerszámoptimalizálást, amelyet megérdemel a repedésmentes eredmények érdekében.
A megfelelő tervezés megtérülése
A megfelelő hajlítási sugár elemzésbe történő befektetés mérhető megtérülést biztosít a csökkentett selejtezési arányok, a javított ciklusidők és a megnövelt alkatrész megbízhatóság révén. A gyártási műveletek jellemzően 15-25%-os költségcsökkenést tapasztalnak, amikor a hajlítási hibákat a megfelelő tervezés révén kiküszöbölik.
A minimális hajlítási sugár követelmények dokumentálása és szabványosítása újrafelhasználható tudást hoz létre, amely a jövőbeli projektek számára is előnyös. A mérnöki csapatok ahelyett, hogy költséges próbálkozásos fejlesztési ciklusokat végeznének, hivatkozhatnak a validált hajlítási sugár adatokra.
A hosszú távú előnyök közé tartozik a javított beszállítói kapcsolatok, a csökkentett garanciális igények és a megnövelt termék megbízhatóság. Ezek a tényezők versenyelőnyökhöz járulnak hozzá, amelyek túlmutatnak a közvetlen költségmegtakarításon.
Fejlett alkalmazások és különleges szempontok
A komplex geometriák a minimális hajlítási sugár alapvető számításain túlmenően kifinomult elemzést igényelnek. A többszörös hajlítási sorozatok, a változó anyagvastagságok és az összetett ívek olyan feszültségkölcsönhatásokat hoznak létre, amelyek befolyásolják a repedésképződési hajlamokat.
A szekvenciális hajlítási műveletek helyileg hidegalakíthatják az anyagot, csökkentve az alakíthatóságot a későbbi hajlításokhoz. Ez a hatás különösen hangsúlyos az Al 5052 esetében, ahol minden alakítási művelet 15-25%-kal növeli a helyi folyáshatárt. A hajlítási sorozatok tervezése megköveteli a kumulatív alakváltozási hatások figyelembevételét.
Az összetett ívek egyidejű hajlítást foglalnak magukban több síkban, ami olyan komplex feszültségállapotokat hoz létre, amelyeket az egyszerű hajlítási sugár számítások nem rögzítenek. A végeselemes elemzés válik szükségessé az alakítási határok pontos előrejelzéséhez ilyen alkalmazásokban.
A hőmérsékleti hatások jelentősen módosítják az anyagjellemzőket. A meleg alakítás (150-200°C) 30-50%-kal csökkentheti a minimális hajlítási sugarat mindkét ötvözet esetében, de speciális berendezéseket és folyamatszabályozást igényel. A kriogén alakítás alkalmanként alkalmazásra talál bizonyos nagy szilárdsági követelményekhez.
A más folyamatokkal, például a hegesztéssel vagy a megmunkálással való integráció további szempontokat vet fel. A hegesztésből származó hő által érintett zónák megváltoztatják a helyi anyagjellemzőket, ami potenciálisan befolyásolja a hajlítási teljesítményt a hegesztési varratok közelében. A megmunkált jellemzők olyan feszültségkoncentrációkat hozhatnak létre, amelyek befolyásolják a repedés kezdetét.
Gyakran Ismételt Kérdések
Mi az abszolút minimális hajlítási sugár az 5052-H32 alumínium esetében repedés nélkül?
Az 5052-H32 alumínium akár 0,5t-s (az anyagvastagság fele) hajlítási sugarat is elérhet, ha a gördülési irányra merőlegesen hajlítják megfelelő szerszámozással. A szemcsével párhuzamos hajlítás esetén növelje a minimális sugarat 0,8t-re. Ezek az értékek szabványos alakítási sebességeket, szobahőmérsékletet és megfelelő szerszámtervezést feltételeznek megfelelő hézagokkal.
Miért igényel a 6061-T6 alumínium ilyen nagy hajlítási sugarakat az 5052-höz képest?
A 6061-T6 Al csapadékkeményített szerkezete Mg2Si részecskéket tartalmaz, amelyek lokalizált feszültségkoncentrációkat hoznak létre és csökkentik a teljes hajlékonyságot. A T6 temperálás szabályozott öregítéssel éri el a nagy szilárdságot, de ez a folyamat jelentősen csökkenti a hidegalakítási együtthatót 0,20+-ról (5052-ben) mindössze 0,05-0,08-ra, ami 2,0-3,0t minimális hajlítási sugarat igényel a mikrorepedések megelőzése érdekében.
Csökkenthetem a minimális hajlítási sugarat a temperálási állapot megváltoztatásával?
Igen, jelentősen. A 6061-T6-ról 6061-T4-re való váltás csökkenti a minimális hajlítási sugarat 2,0-3,0t-ról 0,8-1,5t-re. Az 5052 esetében a lágyított állapot (5052-O) 0,2-0,4t sugarat tesz lehetővé a H32 temperáláshoz képest 0,5-1,0t-re. A szilárdsági tulajdonságok azonban arányosan csökkennek a javított alakíthatósággal.
Hogyan befolyásolja a gördülési irány a hajlítási sugár követelményeit?
A gördülési iránnyal párhuzamos hajlítás jellemzően 25-30%-kal növeli a minimális hajlítási sugarat a szemcse megnyúlási hatásai miatt. Kritikus alkalmazások esetén lehetőség szerint a hajlításokat a gördülési irányra merőlegesen orientálja. Az anyagtanúsítványoknak irányított nyilakkal vagy szemcsefolyás-jelölésekkel kell jelezniük a gördülési irányt.
Milyen szerszámmódosítások segítenek a szűkebb hajlítási sugarak elérésében?
Optimalizálja az ütő orrsugarát a kívánt alkatrész sugarához (1,0-1,2× cél sugár), használjon megfelelő szerszámnyílás szélességet (8-12× vastagság), és biztosítson megfelelő szerszám vállsugarat (1-3× vastagság). A megfelelő ütő-szerszám hézag (1,1-1,3× vastagság) megakadályozza a berágódást, miközben lehetővé teszi a szabályozott anyagáramlást az alakítás során.
Hogyan tesztelhetem a minimális hajlítási sugarat a konkrét anyagtételemhez?
Végezzen progresszív hajlítási tesztelést reprezentatív mintákkal, amelyek azonos vastagságúak, temperálásúak és orientációjúak, mint a gyártási alkatrészek. Csökkentse a hajlítási sugarat fokozatosan, amíg a felületi repedések meg nem jelennek 10×-es nagyításnál. A teljes jellemzés érdekében tesztelje mind a párhuzamos, mind a merőleges orientációt a gördülési irányhoz.
Mely vizsgálati módszerek mutatják ki a leghatékonyabban a hajlítással kapcsolatos hibákat?
A 10×-es nagyításnál végzett vizuális ellenőrzés a legtöbb felületi hibát rögzíti. Kritikus alkalmazások esetén használjon folyadékbehatolásos tesztelést a felszín alatti repedések feltárására. Az ultrahangos vizsgálat képes kimutatni a belső hibákat, míg a méretellenőrzés ellenőrzi a hajlítási sugár pontosságát a megadott tűréseken belül. Hozzon létre statisztikai folyamatszabályozást a folyamatos minőségellenőrzéshez.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece