Magnézium Présöntés: Könnyűsúlyú Stratégiák Autóipari Alkatrészekhez
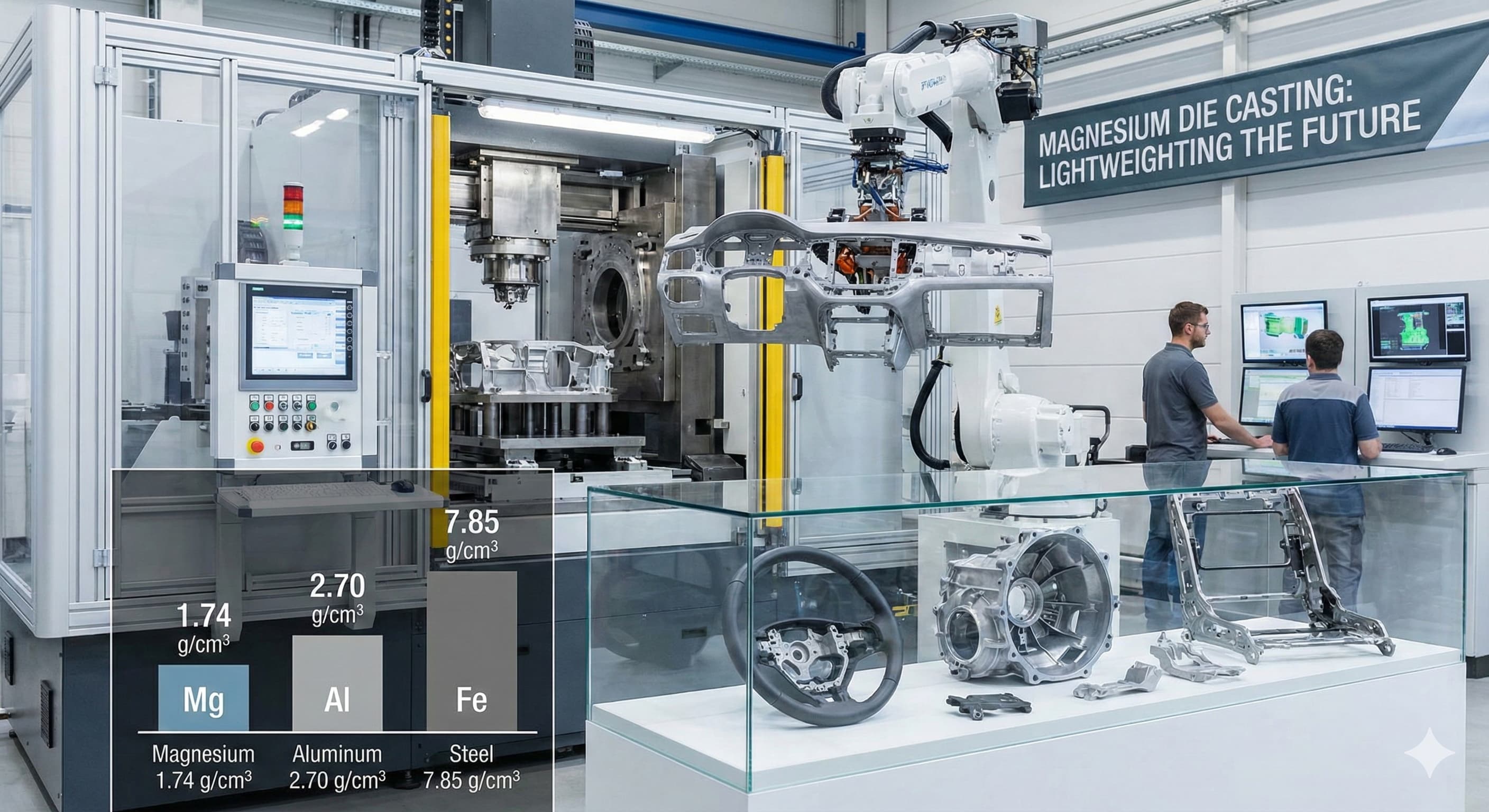
Az autógyártók példátlan kihívással néznek szembe: 15-20%-kal kell csökkenteniük a járművek tömegét, miközben megőrzik a szerkezeti integritást és a költséghatékonyságot. A magnézium présöntés a legéletképesebb megoldásként jelenik meg, mivel sűrűsége 35%-kal alacsonyabb, mint az alumíniumé, és 75%-kal alacsonyabb, mint az acélé, így a legkönnyebb szerkezeti fém az autóipari alkalmazásokhoz.
Főbb tudnivalók:
- A magnézium présöntés 25-40%-os súlycsökkentést ér el az alumínium megfelelőihez képest, miközben megőrzi a hasonló szilárdság/tömeg arányokat
- Az AZ91D és AM60B ötvözetek dominálnak az autóipari alkalmazásokban, a szakítószilárdságuk eléri a 240 MPa-t, illetve a 220 MPa-t
- A fejlett beöntő rendszerek és a szabályozott szilárdulás 2% alá csökkenti a porozitást, megfelelve az autóipari minőségi szabványoknak
- A moduláris szerszámstratégiákkal való integráció 30-50%-kal csökkenti a szerszámköltségeket az alkatrészcsaládok esetében
Anyagtulajdonságok és ötvözetválasztás autóipari alkatrészekhez
A magnézium kivételes fajlagos szilárdsága nélkülözhetetlenné teszi az autóipari könnyűsúlyú stratégiákhoz. Az 1,74 g/cm³ sűrűség azonnali súlyelőnyöket biztosít, de az ötvözetválasztás határozza meg az autóipari alkalmazások szempontjából kritikus teljesítményjellemzőket.
Az AZ91D továbbra is a leggyakrabban használt ötvözet az autóipari présöntéshez, 9% alumíniumot és 1% cinket tartalmaz. Ez az összetétel optimális önthetőséget biztosít, a szerszámüregek feltöltési képessége akár 0,6 mm vékony szakaszokban is megfelelő. Az ötvözet 230-240 MPa szakítószilárdságot ér el 2-3% nyúlással, ami alkalmas műszerfalakhoz, ülésvázakhoz és sebességváltó házakhoz.
Az AM60B kiváló alakíthatóságot kínál 6-8% nyúlással, ezért előnyben részesítik az ütközésérzékeny alkatrészeknél, mint például a kormánykerék armatúrái és az ajtókeretek. A csökkentett alumíniumtartalom (6%) javítja az ütésállóságot, miközben megőrzi a tiszteletre méltó 220 MPa szakítószilárdságot.
| Tulajdonság | AZ91D | AM60B | AS41B | AE44 |
|---|---|---|---|---|
| Sűrűség (g/cm³) | 1.81 | 1.78 | 1.77 | 1.84 |
| Szakítószilárdság (MPa) | 240 | 220 | 210 | 250 |
| Folyáshatár (MPa) | 160 | 130 | 140 | 180 |
| Nyúlás (%) | 2-3 | 6-8 | 6-10 | 4-6 |
| Üzemi hőmérséklet (°C) | 120 | 120 | 150 | 175 |
| Költségtényező | 1.0 | 1.1 | 1.4 | 1.8 |
Magasabb hőmérsékleti alkalmazásokhoz az AS41B és AE44 ötvözetek szilíciumot, illetve ritkaföldfémeket tartalmaznak. Az AS41B 150°C-ig megőrzi a szerkezeti integritást, ami alkalmassá teszi a motor melletti alkatrészekhez, míg az AE44 megbízhatóan működik 175°C-ig a sebességváltó házak és olajteknők esetében.
A présöntési folyamat optimalizálása a súlycsökkentés érdekében
Az optimális könnyűsúly eléréséhez a présöntési folyamat paramétereinek pontos szabályozása szükséges. A falvastagság optimalizálása a legfontosabb súlycsökkentési stratégia, a modern technikák lehetővé teszik a 0,8 mm vékony, egyenletes falakat a nagy autóipari alkatrészekben.
A hidegkamrás présöntés dominál az autóipari magnézium alkalmazásokban, mivel a fém reakcióba lép a melegkamrás berendezésekkel. A 3-6 m/s közötti befecskendezési sebesség biztosítja a szerszám teljes feltöltését, miközben minimalizálja a porozitást okozó turbulenciát. A kapusebességnek meg kell haladnia a 40 m/s-ot, hogy megakadályozza a korai szilárdulást a vékony szakaszokban.
A szabályozott szilárdulás az optimalizált hűtőcsatorna elhelyezés révén megakadályozza a zsugorodási hibák kialakulását, amelyek veszélyeztetik a szerkezeti integritást. A falvastagság egyenletességének fenntartása ±0,2 mm-en belül biztosítja az egyenletes mechanikai tulajdonságokat az alkatrész teljes területén.
A szerszám hőmérsékletét a magnéziumötvözetek esetében 200-250°C között kell gondosan szabályozni. Az alacsonyabb hőmérsékletek hiányos feltöltést okoznak a vékony szakaszokban, míg a túlzott hő elősegíti a szerszám forrasztását és csökkenti a szerszám élettartamát. Az integrált fűtő- és hűtőkörökkel rendelkező hőkezelő rendszerek fenntartják az optimális hőmérsékleti gradienseket.
Fejlett beöntő rendszerek a könnyűsúly érdekében
A kifinomult beöntő rendszerek lehetővé teszik a komplex geometriájú, könnyű alkatrészek gyártását. A legyezőkapuk elosztják az anyagáramlást a széles, vékony szakaszokon, miközben fenntartják a lamináris áramlási viszonyokat. A kapu vastagsága jellemzően 0,4-0,8 mm között van, ami a szomszédos falvastagság körülbelül 60-80%-a.
A többkapus rendszerek elengedhetetlenek a nagy autóipari alkatrészekhez, mint például a műszerfal hordozói. A stratégiai kapuelhelyezés biztosítja a távoli szakaszok egyidejű feltöltését, miközben megakadályozza a hegesztési vonalak kialakulását a nagy igénybevételnek kitett területeken. A számítógépes áramlástani modellezés optimalizálja a kapuk helyzetét, hogy minimális anyagveszteséggel érje el a teljes feltöltést.
Szerkezeti tervezési stratégiák a maximális súlycsökkentés érdekében
A hatékony könnyűsúly nem korlátozódik az anyagválasztásra, hanem magában foglalja az intelligens szerkezeti tervezést is. A magnézium kiváló merevség/tömeg aránya lehetővé teszi a vékonyfalú konstrukciót stratégiai merevítő bordákkal, amelyek fenntartják a szerkezeti teljesítményt.
A bordák tervezése a magnézium présöntéshez speciális geometriai szabályokat követ. A borda vastagsága nem haladhatja meg a szomszédos falvastagság 60%-át, hogy elkerüljük a zsugorodási nyomokat és a belső porozitást. Az 1-2°-os lejtésszögek megkönnyítik a kilökődést, miközben fenntartják a szerkezeti hatékonyságot. A 20-30 mm-es bordatávolság optimális merevségnövelést biztosít az önthetőség veszélyeztetése nélkül.
A üreges szakaszok integrálása egy fejlett könnyűsúlyú technika. Az elveszett sómagok vagy az összeomló fémmagok belső üregeket hoznak létre, amelyek 15-25%-kal csökkentik a tömeget a tömör szakaszokhoz képest. A maganyagoknak ellen kell állniuk a 650-700°C-os öntési hőmérsékletnek, miközben biztosítják a méretstabilitást.
| Tervezési jellemző | Súlycsökkentés | Komplexitási tényező | Szerszámköltség hatása |
|---|---|---|---|
| Falvastagság optimalizálása | 20-30% | Alacsony | +5-10% |
| Stratégiai bordázás | 10-15% | Közepes | +15-20% |
| Üreges profilok | 15-25% | Magas | +30-50% |
| Topológia optimalizálás | 25-35% | Magas | +40-60% |
| Többfunkciós integráció | 30-45% | Nagyon magas | +50-80% |
A nagy pontosságú eredményekhez kérjen egyedi árajánlatot 24 órán belül a Microns Hub-tól.
Minőségellenőrzés és hibamegelőzés
Az autóipari alkalmazások szigorú minőségi szabványokat követelnek meg, a hibaarány 100 PPM alatt kell, hogy legyen. A magnézium légköri nedvességgel és oxigénnel való reakcióképessége speciális kezelési eljárásokat igényel a zárványok és a gázporozitás megelőzése érdekében.
Az SF6-ot vagy alternatív védőgázokat használó védőatmoszférák megakadályozzák az oxidációt az olvasztás és a tartás során. A levegőben lévő 0,2-0,5% SF6 koncentráció megfelelő védelmet nyújt, miközben minimalizálja a környezeti hatást. Az SO2-t vagy CO2-t használó alternatív rendszerek környezeti előnyöket kínálnak, hasonló védelmi szintekkel.
A roncsolásmentes vizsgálati módszerek ellenőrzik a belső minőséget az alkatrész tönkretétele nélkül. A röntgenvizsgálat kimutatja a térfogat 2%-át meghaladó porozitási szinteket, míg az ultrahangos vizsgálat azonosítja a felszín alatti hibákat. Az elfogadási kritériumok jellemzően 2% alatti porozitási szinteket követelnek meg, egyetlen 2 mm átmérőt meghaladó üreg nélkül.
A méretellenőrzés fenntartja az autóipari összeszerelés szempontjából kritikus tűréseket. A magnézium 26 μm/m·K hőtágulási együtthatója hőmérséklet-szabályozott mérési környezetet igényel. A hőmérséklet-kompenzációval rendelkező koordináta-mérőgépek ±0,05 mm-en belüli pontosságot biztosítanak a kritikus méretek esetében.
Felületkezelés és befejezés
A magnézium korróziós érzékenysége védő felületkezeléseket tesz szükségessé az autóipari használathoz. Az eloxálás kiváló korrózióvédelmet biztosít 5-25 μm vastagságú bevonatokkal. A III. típusú eloxálás kiváló tartósságot biztosít a külső alkalmazásokhoz.
A konverziós bevonatok költséghatékony védelmet nyújtanak a belső alkatrészekhez. A kromátozási eljárások, bár a környezetvédelmi aggályok miatt fokozatosan kivonják őket, kiváló tapadást biztosítanak a festékek számára. A permangánátot vagy foszfát kémiát használó alternatív krómmentes rendszerek hasonló teljesítményt nyújtanak.
Költségelemzés és gazdasági szempontok
Bár a magnézium ára magasabb, mint az alumíniumé, a teljes költség egyenlet magában foglalja a feldolgozási előnyöket és a downstream megtakarításokat. Az AZ91D nyersanyagköltsége jellemzően 3,20-3,80 euró kilogrammonként, szemben az alumínium A380 1,80-2,20 eurójával.
A feldolgozási hatékonyság ellensúlyozza az anyagköltségeket a csökkentett ciklusidők révén. A magnézium alacsonyabb látens olvadáshője gyorsabb szilárdulást tesz lehetővé, 15-25%-kal csökkentve a ciklusidőket az alumíniumhoz képest. A szerszámok gyorsabban érik el az állandósult hőmérsékletet, javítva a termelékenységet a nagy volumenű gyártásban.
| Költségelem | Magnézium AZ91D | Alumínium A380 | Különbség |
|---|---|---|---|
| Anyagköltség (€/kg) | 3.50 | 2.00 | +75% |
| Feldolgozási költség (€/kg) | 2.80 | 3.20 | -12.5% |
| Ciklusidő (másodperc) | 45 | 60 | -25% |
| Szerszám élettartam (lövések) | 80,000 | 100,000 | -20% |
| Másodlagos műveletek | Minimális | Mérsékelt | -30% |
| Teljes alkatrészköltség | €8.50 | €9.20 | -7.6% |
A járműszintű költségelőnyök indokolják az anyagprémiumokat a jobb üzemanyag-hatékonyság és teljesítmény révén. Az 1 kg-os súlycsökkentés jellemzően 15-25 eurót takarít meg az üzemanyagköltségekben a jármű élettartama alatt, miközben lehetővé teszi a kisebb teljesítményű hajtásláncokat és a jobb kezelhetőségi jellemzőket.
Integráció a gyártási rendszerekkel
A sikeres magnézium présöntési bevezetés megköveteli a meglévő gyártási infrastruktúrával való integrációt. Sok autóipari beszállító a présöntés mellett fröccsöntési szolgáltatásokat is igénybe vesz, hogy hibrid alkatrészmegoldásokat hozzon létre, amelyek optimalizálják a tömeget és a funkcionalitást.
Az automatizálási rendszereknek alkalmazkodniuk kell a magnézium egyedi kezelési követelményeihez. A robotikus kivonók speciális megfogókat használnak, amelyeket a magnézium termikus tulajdonságaihoz terveztek. A kivonó erők minimálisak maradnak a magnézium alacsonyabb hőtágulása miatt, csökkentve a szerszám kopását és javítva az alkatrész minőségét.
A minőségirányítási rendszerek valós idejű megfigyelést integrálnak a statisztikai folyamatszabályozással. A hőmérséklet-ellenőrzés a szerszám több pontján megakadályozza a túlmelegedést, ami szerszámforrasztást okoz. A hidraulikus rendszerben lévő nyomásérzékelők érzékelik a szerszám kopására vagy a folyamat eltolódására utaló eltéréseket.
A Microns Hub-tól történő rendeléskor közvetlen gyártói kapcsolatokból profitál, amelyek biztosítják a kiváló minőségellenőrzést és a versenyképes árakat a piactéri platformokhoz képest. A gyártási szolgáltatásainkhoz való integrált megközelítésünk azt jelenti, hogy minden magnézium présöntési projekt megkapja azt a speciális figyelmet és műszaki szakértelmet, amely az autóipari alkalmazásokhoz szükséges.
Környezetvédelmi és fenntarthatósági szempontok
A magnézium présöntés több úton is támogatja az autóipar fenntarthatósági céljait. A 35%-os súlycsökkentés az alumíniumhoz képest közvetlenül csökkenti az üzemanyag-fogyasztást és a CO2-kibocsátást a jármű élettartama alatt.
Az elsődleges magnéziumgyártás energiaigénye jelentősen csökkent a modern elektrolitikus eljárásokkal, amelyek tonnánként 35-40 MWh-t fogyasztanak, szemben a korábbi 45-50 MWh-val. Az újrahasznosítási hatékonyság megközelíti a 95%-ot, a másodlagos magnézium csak az elsődleges termelési energia 5%-át igényli.
Az élettartam végi újrahasznosíthatóság zárt anyagciklusokat biztosít. A magnézium alkatrészek több újrahasznosítási ciklus során is megőrzik metallurgiai tulajdonságaikat, ellentétben az alumíniummal, amely szilárdsági jellemzőinek megőrzéséhez szűz anyag hozzáadását igényli.
Alternatív olvasztási technológiák
Az indukciós olvasztó rendszerek javítják az energiahatékonyságot, miközben csökkentik a környezeti hatást. A frekvenciavezérelt indukció pontos hőmérséklet-szabályozást biztosít 85-90%-os energiahatékonysággal, szemben a gáztüzelésű kemencék 60-70%-ával. A csökkentett égés megszünteti a közvetlen CO2-kibocsátást a felhasználás helyén.
Az elektromágneses keverés biztosítja a homogén ötvözetösszetételt, miközben minimalizálja a salakképződést. A csökkentett oxidképződés csökkenti az anyagveszteséget és kiküszöböli az agresszív folyasztószerek szükségességét. A sófolyasztószer-fogyasztás 60-80%-kal csökken a hagyományos olvasztó rendszerekhez képest.
Jövőbeli fejlesztések és fejlett alkalmazások
Az új magnéziumötvözetek speciális autóipari alkalmazásokat céloznak meg, fokozott teljesítményjellemzőkkel. A kalciumot tartalmazó ötvözetek, mint például az AXJ530, javított kúszásállóságot kínálnak a hajtáslánc alkalmazásokhoz, míg a lítium hozzáadása az LAE442-ben 1,35 g/cm³-re csökkenti a sűrűséget.
A vákuum présöntési technológia kiküszöböli a gázporozitást a kritikus szerkezeti alkalmazásokhoz. A 100 mbar alatti kamranyomás megakadályozza a gáz bejutását a feltöltés során, lehetővé téve a vékonyfalú öntvényeket a végső alakhoz közeli pontossággal. A vákuumrendszerek a meglévő hidegkamrás gépekkel utólagos módosításokkal integrálhatók.
A félszilárd feldolgozási technikák, mint például a thixomolding, egyesítik a présöntés előnyeit a végső alakhoz közeli képességekkel. A részlegesen megszilárdult magnézium nem-newtoni áramlási viselkedést mutat, minimális turbulenciával töltve ki a komplex geometriákat. A hagyományos présöntéshez képest 50-80°C-kal alacsonyabb folyamathőmérsékletek csökkentik a szerszám kopását és meghosszabbítják a szerszám élettartamát.
| Technológia | Jelenlegi állapot | Súlycsökkentési potenciál | Idővonal |
|---|---|---|---|
| Vákuumos öntés | Kereskedelmi | További 5-10% | Elérhető |
| Félszilárd feldolgozás | Fejlesztés | További 10-15% | 2-3 év |
| Hibrid Mg-Al alkatrészek | Kísérleti | 15-25% vs teljesen Al | 3-5 év |
| Additív gyártás | Kutatás | 30-50% optimalizált | 5-7 év |
Gyakran Ismételt Kérdések
Milyen tipikus tűrések érhetők el a magnézium présöntéssel az autóipari alkatrészek esetében?
A magnézium présöntés ±0,08-0,15 mm-es mérettűréseket ér el a 100 mm-ig terjedő jellemzők esetében, a kritikus méretek esetében a másodlagos megmunkálással ±0,05 mm-es szigorúbb tűrések is elérhetők. A felületi érdesség jellemzően 1,6-3,2 μm Ra között van öntött állapotban.
Hogyan viszonyul a magnézium présöntés az alumíniumhoz a korrózióállóság szempontjából?
A kezeletlen magnézium alacsonyabb korrózióállóságot mutat, mint az alumínium, ezért védőbevonatokra van szükség az autóipari használathoz. Megfelelő eloxálási vagy konverziós bevonatkezelésekkel a magnézium alkatrészek autóipari minőségű korrózióvédelmet érnek el, amely megfelel az 1000 órás sópermet teszt követelményeinek.
Milyen tűzvédelmi szempontokat kell figyelembe venni a magnézium présöntéssel végzett munka során?
A magnézium 650°C-os gyulladási hőmérséklete magasabb, mint a tipikus 620-680°C-os présöntési hőmérsékletek, így a tűzveszély normál működés során minimális. A vészhelyzeti eljárásokhoz speciálisan fém tüzekhez tervezett D osztályú tűzoltó készülékek szükségesek. A vízbázisú rendszerek szigorúan tilosak, mivel fokozzák a magnézium tüzeket.
A magnézium présöntvények hegeszthetők vagy más autóipari anyagokhoz csatlakoztathatók?
A magnézium alkatrészek mechanikus rögzítéssel, ragasztó kötéssel vagy speciális hegesztési technikákkal csatlakoztathatók más anyagokhoz. A keverő dörzshegesztés lehetővé teszi az alumínium alkatrészekhez való csatlakoztatást, míg az autóipari használatra minősített szerkezeti ragasztók tartós kötéseket biztosítanak. A hagyományos ívhegesztéshez védőgáz árnyékolás és magnézium töltőanyagok szükségesek.
Milyen minimális falvastagságok érhetők el az autóipari magnézium présöntésben?
A minimális falvastagság az alkatrész méretétől és az ötvözetválasztástól függ. A kis alkatrészek következetesen 0,6 mm-es falakat érnek el, míg a nagyobb autóipari alkatrészek, mint például a műszerfalak, 0,8-1,0 mm-es vastagságot tartanak fenn. A ±0,2 mm-en belüli egyenletes falvastagság-változás biztosítja az egyenletes mechanikai tulajdonságokat.
Hogyan befolyásolják az újrahasznosítási szempontok a magnézium présöntési alkatrészek tervezését?
Az újrahasznosításra tervezés megköveteli a különböző anyagú betétek minimalizálását és a tiszta szétválasztás biztosítását az élettartam végén. A magnézium több újrahasznosítási ciklus során is megőrzi tulajdonságait, de az acél rögzítőelemek vagy alumínium betétek általi szennyeződés befolyásolja az ötvözet minőségét. A pattintós kialakítások kiküszöbölik a tartós rögzítőelemeket, miközben fenntartják az összeszerelés integritását.
Melyek a tipikus átfutási idők és szerszámköltségek a magnézium autóipari présöntő szerszámok esetében?
A szerszámgyártás komplex autóipari alkatrészek esetében 12-16 hetet vesz igénybe, a költségek 85 000-250 000 euró között mozognak, az alkatrész összetettségétől és az üregek számától függően. A H13 szerszámacél optimális egyensúlyt biztosít a hővezető képesség és a kopásállóság között a magnézium használathoz, a várható szerszám élettartam 80 000-120 000 lövés.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece