A szerszámköltségek csökkentése: Moduláris szerszámok és családszerszámok stratégiája
A szerszámköltségek a gyártási projektek költségvetésének 30-40%-át is felemészthetik, mégis a legtöbb vállalat egycélú gondolkodással közelíti meg a szerszám- és formatervezést. A moduláris szerszámok és a családszerszámok stratégiai elmozdulást jelentenek a költségoptimalizálás felé a minőség feláldozása nélkül – 25-60%-kal csökkentik a szerszámköltségeket, miközben lerövidítik az átfutási időket és javítják a gyártási rugalmasságot.
Főbb tudnivalók:
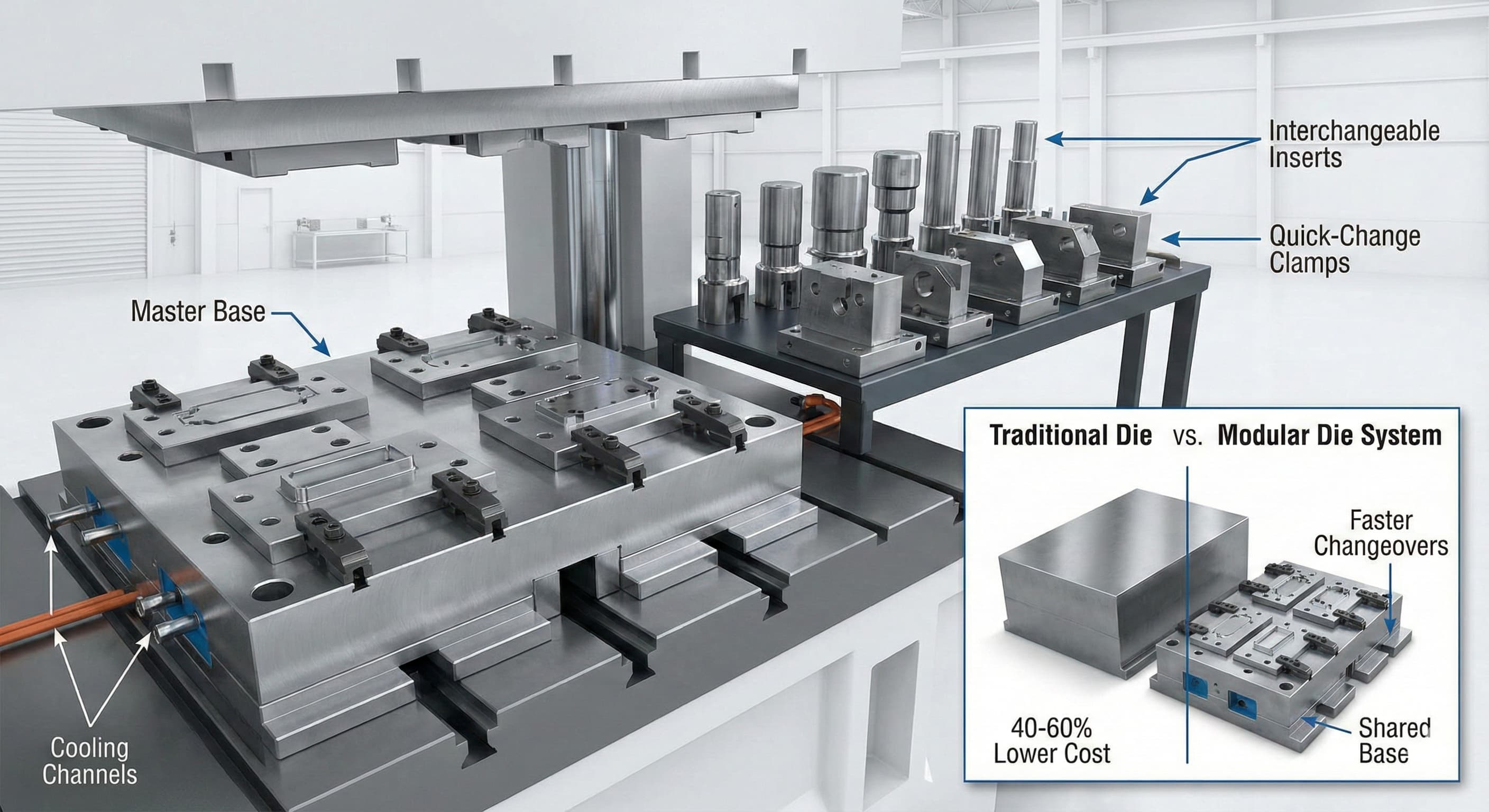
- A moduláris szerszámrendszerek 40-60%-kal csökkentik a kezdeti szerszámköltségeket a közös alapkomponensek és a cserélhető betétek révén
- A családszerszámok lehetővé teszik több alkatrészváltozat egyidejű gyártását, optimalizálva a gépkihasználást és csökkentve az egy darabra jutó költségeket
- A modularitásra vonatkozó stratégiai tervezés előzetes elemzést igényel, de a szerszám élettartama alatt 3-5-szörös megtérülést biztosít
- A megfelelő anyagválasztás és a precíziós gyártás kritikus fontosságú – a H13 szerszámacél alapok P20 betétekkel optimális tartósság-költség arányt biztosítanak
A moduláris szerszámarchitektúra megértése
A moduláris szerszámok alapvetően átalakítják a hagyományos szerszámkészítést azáltal, hogy elkülönítik a rögzített alapkomponenseket a változó formázóelemektől. Az alapstruktúra tartalmazza a kilökőrendszert, a hűtőcsatornákat és a rögzítési felületeket, míg a cserélhető betétek határozzák meg az alkatrész geometriáját. Ez az architektúra lehetővé teszi a gyártók számára, hogy jelentős méretgazdaságosságot érjenek el a termékcsaládokon belül.
A tipikus moduláris rendszer három fő szintből áll: a mesterbázis (15 000–45 000 €), a szabványosított al-lemezek (darabonként 3 000–8 000 €) és a precíziós betétek (üregenként 500–2 500 €). 5-10 kapcsolódó alkatrész gyártásakor a közös bázisinfrastruktúra 40-60%-kal csökkenti az egyedi szerszámköltségeket a dedikált szerszámokhoz képest.
Az anyagválasztás kulcsfontosságú szerepet játszik a moduláris sikerben. A H13 szerszámacél (48-52 HRC-re edzve) optimális alapot biztosít a nagy volumenű alkalmazásokhoz, kivételes hőciklus-állóságot és méretstabilitást kínálva. Alacsonyabb volumenű gyártás esetén a P20 acél (28-32 HRC) megfelelő teljesítményt nyújt 30%-kal alacsonyabb költséggel. A betétanyagok az alkatrész összetettségétől függenek: az egyszerű geometriák P20-at használnak, míg az éles részleteket igénylő bonyolult jellemzők az 58-62 HRC-re edzett A2 szerszámacélból profitálnak.
A tervezési szempontok túlmutatnak az anyagválasztáson. A moduláris rendszerek precíz beállítási mechanizmusokat igényelnek – ezt általában ±0,02 mm pozicionálási pontosságú illesztőcsapokkal és 150-200 bar zárónyomásra képes mechanikus szorítókkal érik el. A hűtőrendszer tervezése bonyolultabbá válik, gyorscsatlakozó szerelvényeket és rugalmas elosztórendszereket igényelve a különböző betétkonfigurációkhoz.
Családszerszám-tervezési stratégiák
A családszerszámok több alkatrészváltozatot egyesítenek egyetlen szerszámrendszerbe, maximalizálva a gépkihasználást és minimalizálva a beállítási költségeket. A stratégia különösen jól működik a hasonló anyagvastagsággal, méretbeli határokkal és gyártási volumenekkel rendelkező alkatrészeknél.
Három fő családszerszám-konfiguráció dominál a gyártási alkalmazásokban: szalagelrendezés, körkörös elrendezés és moduláris üregblokkok. A szalagelrendezések lineárisan rendezik el az alkatrészeket, ideálisak a progresszív műveletekhez és a hasonló geometriájú alkatrészekhez. A körkörös elrendezések optimalizálják az anyagfelhasználást a kerek vagy kompakt alkatrészeknél, míg a moduláris üregblokkok maximális rugalmasságot biztosítanak a vegyes alkatrészcsaládok számára.
A kritikus tervezési paraméterek közé tartozik az üregtávolság, a csatornarendszer optimalizálása és a kilökés szinkronizálása. A minimális üregtávolság általában 25-40 mm között van, az alkatrész méretétől és az anyagáramlási követelményektől függően. A csatornarendszereknek egyensúlyban kell tartaniuk az anyagveszteséget a töltési minőséggel – a forrócsatornás rendszerek 15-25%-kal csökkentik az anyagveszteséget, de 20 000-50 000 €-val növelik a szerszámköltséget.
A volumenanalízis meghatározza az optimális családi csoportosításokat. A 3:1-en belüli gyártási arányú alkatrészek jól működnek együtt, míg a nagyobb eltérések hatékonysági problémákat okoznak. Például egy 100 000 darabos éves volumenű alkatrész egy 25 000 darabos alkatrésszel való csoportosítása maximalizálja a szerszámkihasználást, de egy 5 000 darabos speciális termékkel való párosítás szükségtelen bonyodalmakat okoz.
| Családi szerszám konfiguráció | Optimális alkatrészszám | Beállítási idő | Anyaghatékonyság | Szerszámköltség tartomány |
|---|---|---|---|---|
| Szallagszerkezet | 2-4 alkatrész | 15-25 perc | 75-85% | €25,000-60,000 |
| Körkörös elrendezés | 4-8 alkatrész | 20-35 perc | 80-90% | €35,000-80,000 |
| Moduláris üregblokkok | 3-6 alkatrész | 10-20 perc | 70-80% | €40,000-100,000 |
A falvastagság egyenletessége különösen nagy kihívást jelent a családszerszámokban a változó alkatrészgeometriák és áramlási minták miatt. A számítógépes folyadékdinamikai elemzés segít optimalizálni a kapuk helyzetét és a csatornák méretezését, hogy biztosítsa az egyenletes töltést az összes üregben.
Költségelemzés és ROI-számítások
A szerszámköltség-csökkentés számszerűsítése átfogó elemzést igényel, amely túlmutat a kezdeti befektetésen. Egy ötrészes család hagyományos, egycélú szerszámozása jellemzően 150 000–300 000 euróba kerül, míg az ezzel egyenértékű moduláris vagy családszerszám-rendszerek 80 000–180 000 euróba kerülnek – ami azonnali 25-40%-os megtakarítást jelent.
A valódi érték azonban az életciklus-elemzés során mutatkozik meg. A moduláris rendszerek lehetővé teszik a gyors tervezési iterációkat a betétmódosítások révén, amelyek 1 500–5 000 euróba kerülnek, szemben a teljes szerszámátépítés 25 000–50 000 eurós költségével. A családszerszámok 150-300 euróról 30-75 euróra csökkentik az egy darabra jutó beállítási költségeket, ami különösen nagy hatással van a közepes volumenű gyártási sorozatokra.
Az átfutási idő csökkentése további értéket képvisel. A szabványos szerszámozás összetett szerszámok esetén 12-16 hetet igényel, míg az előre gyártott alapokkal rendelkező moduláris rendszerek ezt 6-10 hétre csökkentik az új betétek fejlesztésénél. A családszerszámok kiküszöbölik a többszöri beállítást, így a vegyes alkatrészgyártás teljes gyártási ideje 15-30%-kal csökken.
A gépkihasználás javítása tovább növeli a költségelőnyöket. Az egycélú szerszámozás gyakran 40-60%-os kihasználtságot ér el a váltási követelmények és az ütemezési korlátok miatt. A családszerszámok a kihasználtságot 75-85%-ra növelhetik, ami a termelési kapacitás tényleges növekedését eredményezi tőkebefektetés nélkül.
| Költségkategória | Hagyományos szerszámkészítés | Moduláris szerszámok | Családi szerszámok | Megtakarítási potenciál |
|---|---|---|---|---|
| Kezdeti befektetés | €200,000 | €120,000 | €100,000 | 40-50% |
| Tervezési változtatások | €35,000 | €8,000 | €15,000 | 57-77% |
| Beállítási költségek/Futtatás | €250 | €180 | €75 | 28-70% |
| Átfutási idő (hetek) | 14-18 | 8-12 | 10-14 | 30-44% |
Anyagválasztás és tartóssági szempontok
A szerszámanyag kiválasztása közvetlenül befolyásolja a kezdeti költségeket és a hosszú távú tartósságot is. A moduláris és családi rendszerek megnövekedett összetettsége gondos anyagpárosítást igényel az alkalmazási követelményekhez és a gyártási volumenekhez.
A nagy volumenű, 500 000 ciklust meghaladó présöntési alkalmazásokhoz a H13 szerszámacél optimális teljesítményt nyújt. 1,05%-os krómtartalma és 1,50%-os molibdéntartalma kiváló hőfáradási ellenállást biztosít, és 600°C-ig megőrzi a keménységét. A felületkezelések, mint például a nitrid bevonat, 40-60%-kal meghosszabbítják a szerszám élettartamát, ami 3 000-8 000 euróval növeli a szerszámköltséget, de csökkenti a csere gyakoriságát.
A közepes volumenű alkalmazások (100 000-500 000 ciklus) a P20 acél teljesítményének és költségének egyensúlyából profitálnak. A 28-32 HRC-re előkeményített P20 kiküszöböli a hőkezelési torzulás kockázatát, miközben megfelelő kopásállóságot biztosít. Kiváló megmunkálhatósága 20-25%-kal csökkenti a gyártási időt a H13-hoz képest.
A speciális alkalmazások testre szabott megoldásokat igényelnek. A tixotrópikus formázási műveletek, amelyek 580-620°C-on működnek, prémium szerszámacélokat, például H11-et vagy egyedi ötvözeteket igényelnek fokozott hővezető képességgel. Bár a kezdeti költségek 40-60%-kal nőnek, a megnövelt szerszámélettartam indokolja a befektetést a nagy volumenű gyártásnál.
A betétanyagok eltérő optimalizálási kritériumokat követnek. A gyakori cserealkalmazások a végső tartósság helyett a megmunkálhatóságot és a költségeket helyezik előtérbe. A 1018 acél vagy az alumínium 7075-T6 megfelelő teljesítményt nyújt a prototípusokhoz és az alacsony volumenű gyártási betétekhez, 60-70%-kal csökkentve a költségeket a szerszámacél alternatívákhoz képest.
A hűtőrendszer anyagai jelentősen befolyásolják a teljesítményt. A rézötvözet hűtővezetékek 3-szor jobb hővezető képességet biztosítanak, mint az acél, de 4-szer többe kerülnek. A nagy ciklusszámú alkalmazásoknál a jobb hőelvezetés a ciklusidők csökkentésével és a szerszám élettartamának meghosszabbításával indokolja a befektetést.
Gyártási pontosság és minőségellenőrzés
A moduláris és családszerszám-rendszerek magasabb pontossági szabványokat követelnek meg a megfelelő illeszkedés és az egyenletes alkatrészminőség biztosítása érdekében. A mérettűrések 30-50%-kal szigorodnak az egycélú szerszámokhoz képest, a kritikus felületek pedig ±0,01 mm pontosságot igényelnek.
Az alapkomponensek gyártása megteremti a rendszer sikerének alapját. A rögzítési felületek Ra 0,4 μm vagy jobb felületi érdességet igényelnek a gyártás során fellépő mikromozgások megakadályozása érdekében. Az illesztőcsap furatok ±0,005 mm pozíciótűrést tartanak fenn, míg a szorítófelületeknek a teljes fesztávolságukon belül 0,02 mm-en belül síknak kell maradniuk.
A betétgyártás egyensúlyban tartja a pontosságot a költséghatékonysággal. A kritikus formázófelületek ±0,025 mm mérettűrést tartanak fenn, míg a nem kritikus jellemzők ±0,05 mm-re lazíthatók. A felületi érdesség követelményei alkalmazásonként változnak: a látható alkatrészek A osztályú felületei Ra 0,2 μm-t igényelnek, míg a funkcionális felületek Ra 0,8 μm-t fogadnak el.
A minőségellenőrzési eljárások túlmutatnak a hagyományos szerszámellenőrzésen. A moduláris rendszerek összeszerelési ellenőrzési protokollokat igényelnek, amelyek megerősítik a megfelelő betétillesztést, a hűtőkör integritását és a kilökőrendszer szinkronizálását. A családszerszámok áramlási elemzési validálást igényelnek, amely biztosítja a kiegyensúlyozott töltést az összes üregben.
A nagy pontosságú eredményekhez kérjen ingyenes árajánlatot és kapjon árakat 24 órán belül a Microns Hub-tól.
A mérési és ellenőrzési protokollok alkalmazkodnak a moduláris összetettséghez. A koordináta-mérőgépek ellenőrzik az alapkomponensek geometriáját, míg az optikai komparátorok a betétprofilokat. Az összeszerelési ellenőrzés go/no-go mérőeszközöket használ a megfelelő illeszkedés és működés megerősítésére a gyártási kísérletek előtt.
Integráció a modern gyártással
Az Ipar 4.0 technológiák felerősítik a moduláris és családszerszámok előnyeit a továbbfejlesztett felügyelet, a prediktív karbantartás és az automatizált átállási rendszerek révén. Az intelligens szerszámok hőmérsékletet, nyomást és ciklusszámot figyelő érzékelőket tartalmaznak, valós idejű teljesítmény-visszajelzést biztosítva.
Az automatizált átállási rendszerek a beállítási időket 30-60 percről 5-15 percre csökkentik a robotizált betétkezelés és az előre meghatározott pozicionálási rendszerek révén. Bár ez 50 000-150 000 euróval növeli a rendszer költségét, az automatizálás 18-24 hónapon belül megtérül a nagy termékválasztékú gyártási környezetekben.
A digitális iker technológia lehetővé teszi a családszerszám-konfigurációk virtuális optimalizálását a fizikai gyártás előtt. A szimulációs szoftver előrejelzi a töltési mintákat, azonosítja a potenciális minőségi problémákat és optimalizálja a csatornarendszereket, 40-60%-kal csökkentve a fizikai prototípus-készítési költségeket.
A prediktív karbantartási algoritmusok elemzik az érzékelőadatokat, hogy előre jelezzék a betét kopását és ütemezzék a cserét a minőségromlás előtt. Ez a proaktív megközelítés 15-25%-kal csökkenti a selejtezési arányt és kiküszöböli a vészhelyzeti javítási leállásokat.
A lemezmegmunkálási szolgáltatásokkal való integráció átfogó gyártási megoldásokat hoz létre, amelyek több folyamatot kombinálnak optimalizált gyártási sorozatokban. Ez a holisztikus megközelítés csökkenti a kezelési költségeket és javítja az általános minőségellenőrzést.
Megvalósítási stratégia és tervezés
A sikeres moduláris szerszámok megvalósítása a meglévő termékportfóliók és a jövőbeli fejlesztési tervek szisztematikus elemzését igényli. A folyamat átfogó alkatrészcsalád-elemzéssel kezdődik, amely azonosítja a konszolidáció és a szabványosítás lehetőségeit.
Az alkatrészosztályozás megvizsgálja a méretbeli határokat, az anyagkövetelményeket, a gyártási volumeneket és a minőségi specifikációkat. A hasonló jellemzőkkel rendelkező alkatrészek a családszerszámok jelöltjeivé válnak, míg a gyakori tervezési változtatásokat igénylő alkatrészek a moduláris megközelítésekből profitálnak.
A befektetési elemzés a hagyományos szerszámköltségeket a moduláris alternatívákkal hasonlítja össze 3-5 éves időtávon. Az elemzés tartalmazza a kezdeti szerszámköltségeket, a módosítási költségeket, a beállítási idő megtakarítását és a gépkihasználás javulását. A megtérülési időszakok jellemzően 12-24 hónap közöttiek, a gyártási volumenektől és az alkatrész összetettségétől függően.
A kockázatértékelés azonosítja a potenciális kihívásokat, beleértve a megnövekedett tervezési összetettséget, a beszállítói képesség követelményeit és a minőségellenőrzési igényeket. A kockázatcsökkentési stratégiák a beszállítói minősítés, a továbbfejlesztett ellenőrzési eljárások és a tartaléktervezés révén kezelik az egyes azonosított kockázatokat.
A Microns Hub-bal való együttműködés során Ön közvetlen gyártói kapcsolatokból profitál, amelyek a piactéri platformokhoz képest kiváló minőségellenőrzést és versenyképes árakat biztosítanak. Technikai szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja a sikeres moduláris szerszámok megvalósításához szükséges figyelmet.
A megvalósítás kísérleti programokon keresztül történik, amelyek a teljes körű bevezetés előtt validálják a koncepciókat a reprezentatív alkatrészcsaládokon. A kísérleti eredmények tájékoztatják a tervezési szabványok, a gyártási eljárások és a minőségellenőrzési protokollok finomítását. A siker mérőszámai közé tartozik a költségcsökkentési eredmények, a minőségjavulás és az átfutási idő csökkenése.
A képzési programok biztosítják, hogy a gyártási csapatok megértsék a moduláris rendszer működését, az átállási eljárásokat és a karbantartási követelményeket. A dokumentációs szabványok rögzítik a tanulságokat és bevált gyakorlatokat hoznak létre a jövőbeli alkalmazásokhoz.
Fejlett tervezési optimalizálás
A moduláris és családszerszámok optimalizálása túlmutat az alapvető konszolidáción, és magában foglalja a kifinomult tervezési stratégiákat, amelyek maximalizálják a hatékonyságot és minimalizálják a költségeket. A fejlett technikák közé tartoznak a parametrikus tervezőrendszerek, a topológia optimalizálás és a többcélú optimalizálási algoritmusok.
A parametrikus tervezés lehetővé teszi a gyors konfigurációs változtatásokat a változóvezérelt geometria módosításával. A mestersablonok tervezési szabályokat és korlátokat tartalmaznak, automatikusan beállítva a hűtőcsatornákat, a kilökőrendszereket és a szerkezeti elemeket a betétkonfigurációk változásakor. Ez a megközelítés 50-70%-kal csökkenti a származékos termékek tervezési idejét.
A topológia optimalizálási algoritmusok meghatározzák az optimális anyagelosztást a szerszámszerkezeteken belül, 20-30%-kal csökkentve a súlyt a szerkezeti integritás megőrzése mellett. A súlycsökkentés anyagköltség-megtakarítást és jobb kezelési jellemzőket eredményez a beállítási műveletek során.
A többcélú optimalizálás egyensúlyba hozza a versengő követelményeket, beleértve a szerszámköltséget, a ciklusidőt, az alkatrészminőséget és a szerszám élettartamát. A genetikus algoritmusok több ezer tervezési változatot vizsgálnak meg, azonosítva a Pareto-optimális megoldásokat, amelyek a legjobb összteljesítményt nyújtják.
A hűtőrendszer optimalizálása számítógépes folyadékdinamikát és hőátviteli elemzést alkalmaz a csatornák útvonalának, átmérőjének és áramláselosztásának optimalizálására. A fejlett hűtési tervek 10-20%-kal csökkentik a ciklusidőket, miközben javítják az alkatrészminőség konzisztenciáját a jobb hőmérséklet-szabályozás révén.
A gyártási szolgáltatásainkkal való integráció átfogó megoldásokat kínál, amelyek a tervezési optimalizálást, a szerszámgyártást és a gyártás megvalósítását ölelik fel. Ez az integrált megközelítés biztosítja a zökkenőmentes végrehajtást a koncepciótól a teljes körű gyártásig.
Gyakran Ismételt Kérdések
Milyen minimális gyártási volumen indokolja a moduláris szerszámokba való befektetést?
A moduláris szerszámok költséghatékonyak a 3-5 kapcsolódó alkatrészből álló, összesített családi volumenek esetén, amelyek meghaladják az évi 50 000 darabot. Az akár 10 000 darabos egyedi alkatrészvolumenek is indokolhatják a moduláris megközelítéseket, ha a tervezési változtatások gyakoriak, vagy a jövőben volumenbővülés várható.
Hogyan befolyásolják a moduláris szerszámok az alkatrészminőséget a dedikált szerszámokhoz képest?
A megfelelően megtervezett moduláris rendszerek a dedikált szerszámokhoz hasonló alkatrészminőséget érnek el. A kritikus tényezők közé tartozik a precíz betét-alap interfész (±0,01 mm), a megfelelő hűtőkör integráció és a validált összeszerelési eljárások. Egyes alkalmazásoknál enyhe javulás tapasztalható az optimalizált hűtési és kilökőrendszerek miatt.
Milyen karbantartási követelmények különböznek a moduláris és a hagyományos szerszámok között?
A moduláris rendszerek nagyobb figyelmet igényelnek az interfész tisztaságára, a tömítések integritására és a beállítás ellenőrzésére. A karbantartási időközök 10-20%-kal rövidülhetnek a megnövekedett összetettség miatt, de a betétszintű karbantartási költségek jelentősen csökkennek a teljes szerszámkarbantartáshoz képest.
A meglévő szerszámok átalakíthatók moduláris rendszerekké?
Az átalakítás megvalósíthatósága az eredeti szerszámtervezéstől és állapotától függ. Az egyszerű geometriák megfelelő szerkezeti anyaggal gyakran lehetővé teszik az átalakítást, míg az összetett szerszámok teljes rekonstrukciót igényelhetnek. Az átalakítási költségek jellemzően az új moduláris szerszámokba történő befektetés 40-70%-a között mozognak.
Milyen átfutási idő előnyöket biztosítanak a családszerszámok?
A családszerszámok 25-40%-kal csökkentik a teljes gyártási átfutási időt a többszöri beállítás és átállás kiküszöbölésével. A tervezési és gyártási átfutási idők 2-4 héttel meghosszabbodhatnak a megnövekedett összetettség miatt, de a termelési hatékonyság növekedése több mint kompenzálja a hosszabb kezdeti fejlesztést.
Hogyan viszonyulnak az anyagköltségek a moduláris és a hagyományos megközelítések között?
A moduláris rendszerek kezdeti anyagköltségei jellemzően 15-25%-kal nőnek a precíziós interfészek és a speciális alkatrészek miatt. Az életciklus-anyagköltségek azonban csökkennek a betétszintű csere révén a teljes szerszámátépítés helyett, ami 3-5 év alatt 30-50%-os anyagköltség-megtakarítást eredményez.
Milyen tervezési korlátozások vonatkoznak a moduláris szerszámrendszerekre?
A moduláris rendszerek a legjobban a hasonló anyagáramlási követelményekkel, kilökési mintákkal és hűtési igényekkel rendelkező alkatrészekkel működnek. A szélsőséges képarányok, az összetett alámetszések vagy a nagymértékben eltérő ciklusidők korlátozhatják a konszolidációs lehetőségeket. A gondos alkatrészcsalád-elemzés azonosítja az optimális csoportosításokat, miközben elkerüli a problémás kombinációkat.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece