Falvastagság egyenletessége: A zsugorodási hibák megelőzése a gyártásban
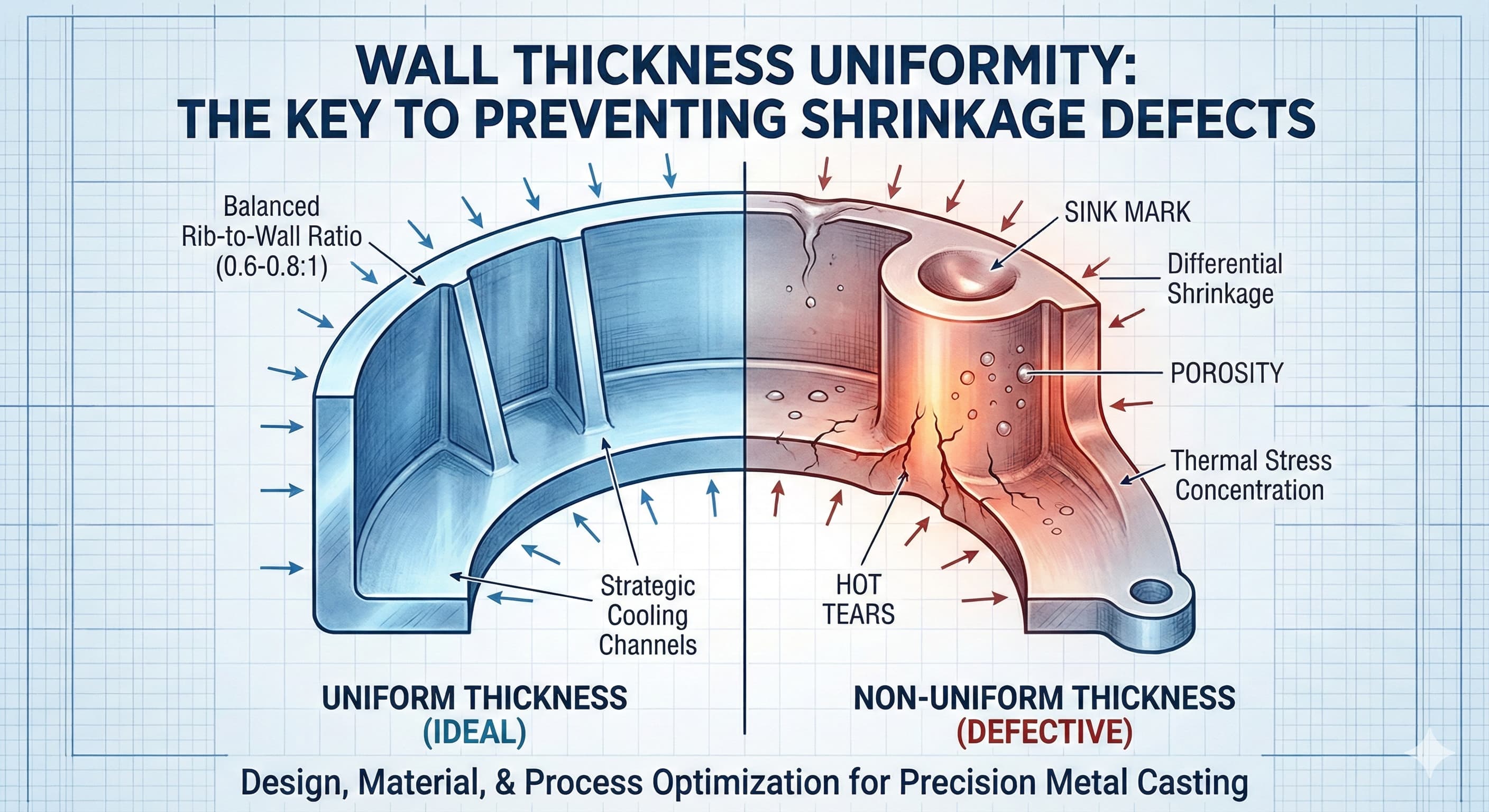
A fémöntés során fellépő zsugorodási hibák alapvetően egyetlen szabályozható tényezőből erednek: a falvastagság egyenletességéből. Amikor egy öntvény részei eltérő sebességgel hűlnek le a változó falvastagság miatt, a differenciális zsugorodás belső feszültségeket, porozitást és méretbeli pontatlanságokat okoz, amelyek használhatatlanná tehetik a teljes gyártási sorozatot. Ez a mérnöki kihívás mindent érint az autóipari sebességváltó házaktól a repülőgépipari szerkezeti elemekig, ahol már 0,1 mm-es tűréseltérések is költséges visszautasításokat eredményezhetnek.
Főbb tudnivalók
- A ±10%-os eltérésen belüli egyenletes falvastagság az alumínium és cink présöntvényekben a zsugorodással kapcsolatos hibák 85%-át kiküszöböli.
- A megfelelő borda-falvastagság arányok (0,6:1 - 0,8:1) megakadályozzák a beeséseket, miközben megőrzik a szerkezeti integritást.
- A hűtőcsatornák és a beömlőrendszerek stratégiai elhelyezése közvetlenül összefügg a zsugorodás egyenletességével a komplex geometriákban.
- Az anyagspecifikus zsugorodási tényezőket be kell építeni a szerszámtervezésbe: Al 380 (1,3%), Zn ZA-12 (0,8%), Mg AZ91D (1,1%).
A zsugorodás mechanizmusának megértése a fémöntésben
A zsugorodás az öntési folyamat során három különböző fázisban következik be. A folyékony zsugorodás akkor következik be, amikor az olvadt fém lehűl az öntési hőmérsékletről a szilárdulási pontra, ami általában 3-7%-os térfogatcsökkenést eredményez az ötvözet összetételétől függően. A szilárdulási zsugorodás következik, amikor az anyag folyékonyból szilárd állapotba kerül, ami további 3-5%-os térfogatváltozást eredményez. Végül a szilárdtest zsugorodás folytatódik, ahogy az öntvény lehűl a környezeti hőmérsékletre, ami további 4-6%-os összehúzódást eredményez.
A hibaképződés szempontjából kritikus tényező nem a zsugorodás abszolút mértéke, hanem a szomszédos szakaszok közötti differenciális zsugorodási sebesség. Amikor egy 4 mm-es falrész egy 12 mm-es kiemelkedés mellett hűl le, a hőmérsékleti gradiens lokális feszültségkoncentrációkat hoz létre, amelyek alumíniumötvözetekben meghaladják a 150 MPa-t. Ezek a feszültségek forró repedések, hidegzárványok és méretbeli torzulások formájában jelentkeznek, amelyek veszélyeztetik a szerkezeti integritást és a felületminőséget.
A falvastagság egyenletessége közvetlenül befolyásolja a szilárdulási időt a Chvorinov-szabály szerint: a szilárdulási idő arányos a (Térfogat/Felület)²-tel. Egy kétszeres falvastagságú szakasz négyszer annyi idő alatt szilárdul meg, ami megteremti azt a hőmérsékleti egyensúlyhiányt, amely a legtöbb öntési hiba okozója. Ennek az összefüggésnek a megértése lehetővé teszi a mérnökök számára, hogy előre jelezzék és megelőzzék a zsugorodási problémákat a tervezési fázisban, ahelyett, hogy költséges utóöntési helyreállítási munkálatokkal kellene foglalkozniuk.
Tervezési alapelvek a falvastagság egyenletességéhez
Az optimális falvastagság egyenletességének eléréséhez be kell tartani a speciális tervezési arányokat és geometriai elveket. Az alapvető szabály a falvastagság változásait a teljes öntvényen belül ±10%-on belül tartja. Egy 3,0 mm-es elsődleges falvastagság esetén a szomszédos szakaszoknak 2,7 mm és 3,3 mm között kell maradniuk az egyenletes hűtési sebesség biztosítása érdekében.
A bordatervezés különös figyelmet igényel a vastagsági arányokra. A szerkezeti bordáknak az elsődleges falvastagság 60-80%-át kell megtartaniuk, hogy megfelelő szilárdságot biztosítsanak anélkül, hogy hőmérsékleti egyensúlyhiányt okoznának. Egy 4 mm-es elsődleges falhoz 2,4 mm és 3,2 mm közötti vastagságú bordák szükségesek. A vastagabb bordák beeséseket okoznak a szemközti felületeken, míg a vékonyabb bordák nem biztosítják a szükséges szerkezeti támogatást, és az öntés során hiányos kitöltést tapasztalhatnak.
| Elsődleges falvastagság | Ajánlott bordavastagság | Maximális kiemelkedés vastagság | Lekerekítési sugár |
|---|---|---|---|
| 2.0 mm | 1.2-1.6 mm | 3.0 mm | 0.5-1.0 mm |
| 3.0 mm | 1.8-2.4 mm | 4.5 mm | 0.8-1.5 mm |
| 4.0 mm | 2.4-3.2 mm | 6.0 mm | 1.0-2.0 mm |
| 5.0 mm | 3.0-4.0 mm | 7.5 mm | 1.5-2.5 mm |
A különböző falvastagságok közötti átmeneti zónák legalább 6:1 arányú fokozatos változtatásokat igényelnek. A 3 mm-ről 6 mm-re történő falvastagság átmenetnek legalább 18 mm-es hosszon kell végbemennie, hogy megakadályozza az éles hőmérsékleti gradienseket. A nagylelkű lekerekítési sugarak, amelyek jellemzően a kisebb falvastagság 0,3-0,5-szörösei, tovább simítják ezeket az átmeneteket, és csökkentik a feszültségkoncentrációkat a hűtés során.
Anyagspecifikus zsugorodási jellemzők
A különböző öntvényötvözetek eltérő zsugorodási viselkedést mutatnak, amelyek közvetlenül befolyásolják a falvastagság tervezési stratégiáit. Az alumíniumötvözetek, különösen az A380 és A383, amelyeket általában a présöntésben használnak, 1,2-1,5%-os lineáris zsugorodási tényezőt mutatnak. Ez a kiszámítható zsugorodási minta lehetővé teszi a pontos szerszámkompenzációt, de a viszonylag magas zsugorodási sebesség szigorú betartást igényel a falvastagság egyenletességének elveihez.
A cinkötvözetek, mint például a ZA-12 és a Zamak 3, alacsonyabb, 0,6-0,8%-os zsugorodási sebességet kínálnak, ami nagyobb méretstabilitást biztosít, de eltérő megközelítést igényel a beömlő és a csatornarendszer tervezésében. Az alacsonyabb zsugorodás azt jelenti, hogy a vékonyabb szakaszok hosszabb ideig maradnak folyékonyak, ami potenciálisan javítja a kitöltési jellemzőket, de meghosszabbítja a ciklusidőket a vastag szakaszokban.
| Ötvözet minősége | Lineáris zsugorodás (%) | Szilárdulási tartomány (°C) | Ajánlott Max fal (mm) | Hűtési sebesség (°C/s) |
|---|---|---|---|---|
| Al A380 | 1.3 | 540-595 | 6.0 | 15-25 |
| Al A383 | 1.2 | 515-580 | 5.5 | 12-20 |
| Zn ZA-12 | 0.8 | 377-432 | 8.0 | 8-15 |
| Mg AZ91D | 1.1 | 470-595 | 4.0 | 20-35 |
| Cu C83600 | 1.7 | 855-1040 | 3.5 | 5-12 |
A magnéziumötvözetek egyedi kihívásokat jelentenek az 1,0-1,3%-os zsugorodási sebességgel kombinálva a magas hővezető képességgel, ami gyors ciklusidőket igényel. A szűk folyamatablak kivételes falvastagság egyenletességet igényel, jellemzően ±5%-on belül, szemben az alumíniumötvözeteknél elfogadható ±10%-kal. A rézötvözetek mutatják a legmagasabb zsugorodási sebességet 1,5-2,0%-nál, ami maximális falvastagság korlátozásokat és kiterjedt hűtőbordák használatát teszi szükségessé a hűtési sebesség szabályozásához.
Szerszámtervezés a zsugorodás szabályozásához
A hatékony szerszámtervezés a hőkezeléssel kezdődik a stratégiai hűtőcsatorna elhelyezés révén. A hűtőcsatornáknak állandó távolságot kell tartaniuk az üregfelületektől, jellemzően 15-20 mm-t az alumínium présöntő szerszámoknál. Ennek a távolságnak a változtatása egyenetlen hűtési sebességet hoz létre, ami közvetlenül differenciális zsugorodásba és öntési hibákba fordul át.
A csatornaátmérő kiválasztása a Reynolds-szám 5000-10000 közötti tartományban tartásának szabályát követi a turbulens áramlás érdekében. Szabványos vízhűtés esetén ez 8-12 mm-es csatornaátmérőt jelent 4-8 liter/perc áramlási sebességgel csatornánként. A bemeneti és kimeneti hőmérsékletkülönbség nem haladhatja meg az 5°C-ot, hogy egyenletes hőelvonást biztosítson a szerszám felületén.
A beömlő és a csatornarendszer kialakítása jelentősen befolyásolja a zsugorodás egyenletességét a szabályozott kitöltési minták és nyomáseloszlás révén. A beömlő vastagságának a szomszédos falvastagság 60-80%-ának kell lennie, hogy biztosítsa a megfelelő nyomásátvitelt a szilárdulás során, miközben megakadályozza az áramlási turbulenciát. A többpontos beömlési stratégiák különösen jól működnek a nagy, komplex öntvényeknél, ahol az egypontos beömlés nem tudja fenntartani a megfelelő nyomást az üregben.
A nagy pontosságú eredményekhez kérjen részletes árajánlatot 24 órán belül a Microns Hub-tól.
Folyamatparaméterek és a zsugorodás megelőzése
A befecskendezési sebesség közvetlenül összefügg a zsugorodás egyenletességével a kitöltési mintákra és a hőeloszlásra gyakorolt hatása révén. Az optimális sebesség 1,5-3,0 m/s között van az alumínium présöntésnél, alacsonyabb sebességet használva a komplex geometriákhoz, amelyek lamináris áramlási jellemzőket igényelnek. A túlzott sebességek turbulenciát és levegőbeszorulást okoznak, míg az elégtelen sebességek lehetővé teszik a korai szilárdulást a vékony szakaszokban.
A tartónyomás alkalmazásának időzítése és nagysága határozza meg a végső öntvény sűrűségét és méretbeli pontosságát. A nyomást azonnal az üreg kitöltésének befejezése után kell alkalmazni, és addig kell fenntartani, amíg a beömlő meg nem szilárdul. A tipikus tartónyomások 30-60 MPa között vannak az alumínium öntvényeknél, az időtartamot pedig a beömlő vastagsága alapján számítják ki a következő összefüggés segítségével: tartási idő (másodperc) = beömlő vastagsága (mm) × 2,5.
A szerszám hőmérsékletének szabályozása pontos egyensúlyt igényel a ciklusidő hatékonysága és az öntvény minősége között. Az alumínium présöntés jellemzően 200-250°C közötti szerszámhőmérséklettel működik, szorosabb szabályozással (±10°C) a vékony falú alkatrészeknél, amelyek kiváló méretbeli pontosságot igényelnek. A hőmérséklet egyenletességét a szerszám felületén belül ±15°C-on belül kell tartani, hogy megakadályozzuk a lokális forró pontokat, amelyek megzavarják az egyenletes szilárdulási mintákat.
Fejlett technikák kritikus alkalmazásokhoz
A présöntés a zsugorodás szabályozási technológia csúcsát képviseli, akár 150 MPa nyomást is alkalmazva a szilárdulás során a porozitás kiküszöbölésére és a maximális sűrűség biztosítására. Ez a folyamat különösen előnyös a elkerülhetetlen falvastagság változásokkal rendelkező alkatrészeknél, mint például az autóipari felfüggesztési alkatrészek vagy a repülőgépipari szerkezeti konzolok. A magas nyomás hatékonyan kiküszöböli a zsugorodással kapcsolatos hibákat még a 25 mm vastagságú szakaszokban is.
A Thixoforming eljárások egy másik fejlett megközelítést kínálnak a kritikus alkalmazásokhoz, amelyek kivételes méretstabilitást igényelnek. A félszilárd feldolgozás 30-40%-kal csökkenti a zsugorodási sebességet a hagyományos öntéshez képest, miközben a finomított mikrostruktúrának köszönhetően megőrzi a kiváló mechanikai tulajdonságokat.
A vákuummal segített öntés kiküszöböli a levegőbeszorulást, amely súlyosbíthatja a zsugorodási hibákat, különösen a komplex geometriákban, ahol több áramlási front van. Az üreg kitöltése során alkalmazott 50-100 mbar vákuumszint biztosítja a vékony szakaszok teljes kitöltését, miközben megakadályozza a gázporozitást, amely súlyosbítja a zsugorodással kapcsolatos méretbeli eltéréseket.
A valós idejű hőmérséklet-ellenőrzés infravörös kamerák és beágyazott hőelemek segítségével azonnali visszajelzést ad a hűtés egyenletességéről. A fejlett rendszerek képesek a ±5°C-ot meghaladó hőmérsékletváltozásokat észlelni az öntvény felületén, ami automatikus beállításokat vált ki a hűtési paraméterekben, vagy azonnali kezelői beavatkozást igénylő folyamatjelzéseket ad.
Minőségellenőrzési és mérési stratégiák
A falvastagság egyenletességének méretbeli ellenőrzése speciális mérési technikákat igényel, amelyek képesek a 0,05 mm-es felbontásig terjedő eltérések kimutatására. Az ultrahangos vastagságmérők roncsolásmentes mérést biztosítanak a falrészeken, különösen hasznosak a mechanikus mérőeszközök számára hozzáférhetetlen belső jellemzők esetén. A modern ultrahangos rendszerek ±0,01 mm-es pontosságot érnek el a megfelelő csatoló közeg alkalmazásával rendelkező felületeken.
A nagy felbontású tapintófejekkel felszerelt koordináta mérőgépek (CMM-ek) ellenőrizhetik a komplex geometriákat a CAD-specifikációkhoz képest, azonosítva a zsugorodással kapcsolatos méretbeli eltéréseket, mielőtt azok a gyártási sorozatokon keresztül terjednének. A statisztikai folyamatszabályozás (SPC) megvalósítása nyomon követi a falvastagság méréseit az idő múlásával, azonosítva a fokozatos szerszámkopást vagy a folyamateltolódást, amely befolyásolja a zsugorodás egyenletességét.
| Mérési módszer | Pontosság | Alkalmazás | Költségtartomány (€) |
|---|---|---|---|
| Ultrahangos mérő | ±0.01 mm | Falvastagság ellenőrzése | 1,200-3,500 |
| CMM érintőfejes mérőgép | ±0.005 mm | Komplex geometria validálása | 45,000-120,000 |
| Optikai szkenner | ±0.02 mm | Felületi profil elemzés | 8,000-25,000 |
| Röntgen CT | ±0.05 mm | Belső hiba észlelés | 180,000-450,000 |
A röntgen számítógépes tomográfia (CT) teljes belső vizualizációt biztosít az öntvény szerkezetéről, feltárva a zsugorodási porozitást, a forró repedéseket és más hibákat, amelyek a felületi ellenőrzési módszerek számára láthatatlanok. Bár költséges, a CT-vizsgálat felbecsülhetetlen értékűnek bizonyul a kritikus repülőgépipari és orvosi alkalmazásoknál, ahol a belső hangzás ellenőrzése kötelező.
Gazdasági hatás és költségoptimalizálás
A zsugorodási hibák jelentős gazdasági büntetéseket rónak ki a selejtarányok, az utómunkálatok költségei és a késedelmes szállítások révén. Az iparági adatok azt mutatják, hogy a zsugorodással kapcsolatos hibák az öntvények teljes visszautasításának 15-25%-át teszik ki, az utómunkálatok költségei pedig átlagosan 25-45 euró kilogrammonként az alumínium alkatrészeknél. Egy tipikus, 2,5 kg súlyú autóipari öntvény esetében minden selejtezett alkatrész 60-110 euró veszteséget jelent az anyag- és feldolgozási költségekben.
A megelőzési stratégiák egyértelmű megtérülést mutatnak a csökkentett selejtarányok és a javított ciklushatékonyság révén. A megfelelő falvastagság tervezési elvek alkalmazása jellemzően 60-80%-kal csökkenti a zsugorodási hibákat, ami a selejtcsökkenést 8-12%-ról 2-3%-ra csökkenti a jól szabályozott folyamatoknál. Az ebből eredő anyagtakarékosság önmagában is igazolja a tervezési optimalizálási beruházásokat a megvalósítás 6-8 hónapján belül.
A Microns Hub-tól történő rendeléskor Ön közvetlen gyártói kapcsolatokból profitál, amelyek biztosítják a kiváló minőségellenőrzést és a piaci platformokhoz képest versenyképes árakat. A zsugorodás megelőzésében és a falvastagság optimalizálásában szerzett műszaki szakértelmünk azt jelenti, hogy minden öntési projekt megkapja azt a mérnöki figyelmet, amely a hibák minimalizálásához és a termelési hatékonyság maximalizálásához szükséges.
A zsugorodás szabályozásának javítását célzó szerszámmódosítások gondos költség-haszon elemzést igényelnek. A továbbfejlesztett hűtőrendszerek jellemzően 8 000-15 000 euróval növelik a kezdeti szerszámköltségeket, de 10-15%-kal csökkentik a ciklusidőket, miközben javítják a méretbeli konzisztenciát. A precíziós CNC megmunkálási szolgáltatások optimalizálhatják a meglévő szerszámokat stratégiai hűtőcsatorna-kiegészítésekkel vagy üregmódosításokkal a teljes szerszámcsere nélkül.
Integráció a gyártási rendszerekkel
A modern öntési műveletek a zsugorodás megelőzési stratégiáit integrálják a szélesebb körű gyártásirányítási rendszerekkel (MES) a valós idejű folyamatoptimalizálás érdekében. A hőmérséklet-ellenőrzés, a nyomásérzékelés és a ciklusidő-követés folyamatos visszajelzést biztosít, lehetővé téve az azonnali beállításokat az optimális zsugorodás-szabályozási paraméterek fenntartása érdekében.
A prediktív karbantartási algoritmusok elemzik a korábbi adatokat, hogy azonosítsák a falvastagság egyenletességét befolyásoló szerszámkopási mintákat, mielőtt hibák lépnének fel. A gépi tanulási modellek előre jelezhetik a zsugorodási hibák valószínűségét a folyamatparaméter-kombinációk alapján, lehetővé téve a proaktív beállításokat, amelyek fenntartják a minőséget, miközben maximalizálják a termelési átvitelt.
A beszállítói lánc integrációja biztosítja az állandó anyagtulajdonságokat, amelyek közvetlenül befolyásolják a zsugorodási jellemzőket. Már a szilíciumtartalom 0,1%-os ötvözetösszetétel-változásai is megváltoztathatják a zsugorodási sebességet annyira, hogy befolyásolják a méretbeli pontosságot a precíziós alkalmazásokban. Az automatizált anyagkövetési és ellenőrzési rendszerek megakadályozzák, hogy az összetétellel kapcsolatos zsugorodási eltérések veszélyeztessék a termelési minőséget.
Gyártási szolgáltatásaink teljes zsugorodás-szabályozási megvalósítást foglalnak magukban, a kezdeti tervezési optimalizálástól a gyártási folyamat létrehozásán át a folyamatos minőségellenőrzési rendszerekig.
Iparág-specifikus alkalmazások
Az autóipari alkalmazások kivételes zsugorodás-szabályozást igényelnek a nagy volumenű termelési követelmények és a szigorú mérettűrések miatt. A sebességváltó házaknak például ±0,05 mm-en belüli falvastagság egyenletességre van szükségük a megfelelő fogaskerék-illeszkedés fenntartásához és a korai kopás megelőzéséhez. A motorblokkok különleges kihívásokat jelentenek a komplex belső járatokkal, amelyek speciális magterveket és fejlett hűtési stratégiákat igényelnek a falvastagság egyenletességének fenntartásához az öntési folyamat során.
A repülőgépipari alkatrészek a legszigorúbb zsugorodás-szabályozási követelmények szerint működnek, a falvastagság változásai a kritikus szerkezeti elemeknél ±0,02 mm-re korlátozódnak. A futómű alkatrészei, a turbinaházak és a szerkezeti konzolok kiterjedt roncsolásmentes vizsgálaton esnek át a belső hangzás és a méretbeli pontosság ellenőrzése érdekében. A kis szériás öntési alternatívák költséghatékony megoldásokat kínálnak a repülőgépipari prototípusgyártáshoz és a kis volumenű gyártáshoz, miközben fenntartják ugyanazokat a zsugorodás-szabályozási szabványokat, amelyek a nagy volumenű gyártáshoz szükségesek.
Az orvosi eszközök alkalmazásai biokompatibilis anyagokat igényelnek, kivételes méretstabilitással az implantálható alkatrészekhez. Az ortopédiai implantátumok falvastagság egyenletességet igényelnek a megfelelő terheléseloszlás biztosításához és a feszültségkoncentrációs pontok megelőzéséhez, amelyek az implantátum meghibásodásához vezethetnek. Az anyagtisztasági követelmények és a méretbeli pontosság kombinációja fejlett folyamatszabályozást és kiterjedt minőségellenőrzési eljárásokat tesz szükségessé.
Gyakran Ismételt Kérdések
Mi az alumínium présöntvényeknél elfogadható maximális falvastagság változás?
A szabványos alumínium présöntvényeknél a falvastagság változásainak a névleges vastagság ±10%-án belül kell maradniuk a jelentős zsugorodási hibák megelőzése érdekében. A kritikus alkalmazások szorosabb, ±5%-os szabályozást igényelhetnek az optimális méretbeli pontosság és mechanikai tulajdonságok biztosítása érdekében.
Hogyan befolyásolja a borda vastagsága a zsugorodást és a beeséseket?
A bordáknak az elsődleges falvastagság 60-80%-át kell megtartaniuk, hogy szerkezeti támogatást nyújtsanak anélkül, hogy hőmérsékleti egyensúlyhiányt okoznának. A vastagabb bordák beeséseket okoznak a szemközti felületeken a differenciális hűtési sebesség miatt, míg a vékonyabb bordák hiányos kitöltést és csökkentett szerkezeti hatékonyságot tapasztalhatnak.
Milyen hűtőcsatorna távolság akadályozza meg az egyenetlen zsugorodást a présöntő szerszámokban?
A hűtőcsatornáknak állandó 15-20 mm-es távolságot kell tartaniuk az üregfelületektől 8-12 mm-es átmérővel az optimális hőelvonás érdekében. A 40-50 mm-es középponttól középpontig terjedő csatornatávolság biztosítja az egyenletes hőmérsékleteloszlást a szerszám felületén.
Hogyan befolyásolják a különböző ötvözetek a zsugorodás-szabályozási stratégiákat?
Az alumíniumötvözetek (1,2-1,5% zsugorodás) szabványos egyenletességi gyakorlatokat igényelnek, a cinkötvözetek (0,6-0,8% zsugorodás) valamivel nagyobb eltérést tesznek lehetővé, míg a magnéziumötvözetek (1,0-1,3% zsugorodás) szigorúbb, ±5%-on belüli szabályozást igényelnek a gyors hűtési követelmények miatt.
Mely folyamatparaméterek befolyásolják legközvetlenebbül a zsugorodás egyenletességét?
A befecskendezési sebesség (alumíniumnál 1,5-3,0 m/s), a tartónyomás (30-60 MPa) és a szerszámhőmérséklet egyenletessége (±15°C a szerszám felületén) a legkritikusabb paraméterek a zsugorodással kapcsolatos hibák szabályozásához.
Hogyan lehet a meglévő szerszámokat módosítani a zsugorodás szabályozásának javítása érdekében?
A stratégiai hűtőcsatorna-kiegészítések, a beömlő áthelyezése és a csatornarendszer optimalizálása jelentősen javíthatja a zsugorodás egyenletességét a teljes szerszámcsere nélkül. A meglévő szerszámacélon keresztül megmunkált konform hűtőcsatornák biztosítják a leghatékonyabb utólagos megoldást.
Milyen mérési technikák ellenőrzik a falvastagság egyenletességét a gyártásban?
Az ultrahangos vastagságmérők (±0,01 mm pontosság) a rutinszerű mérésekhez, a koordináta mérőgépek a komplex geometriákhoz (±0,005 mm pontosság), és a röntgen CT-vizsgálat a teljes belső ellenőrzéshez átfogó falvastagság-ellenőrzési képességeket biztosítanak.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece