Letörések vs. Lekerekítések: Melyik élmegmunkálási módszer a gazdaságosabb?
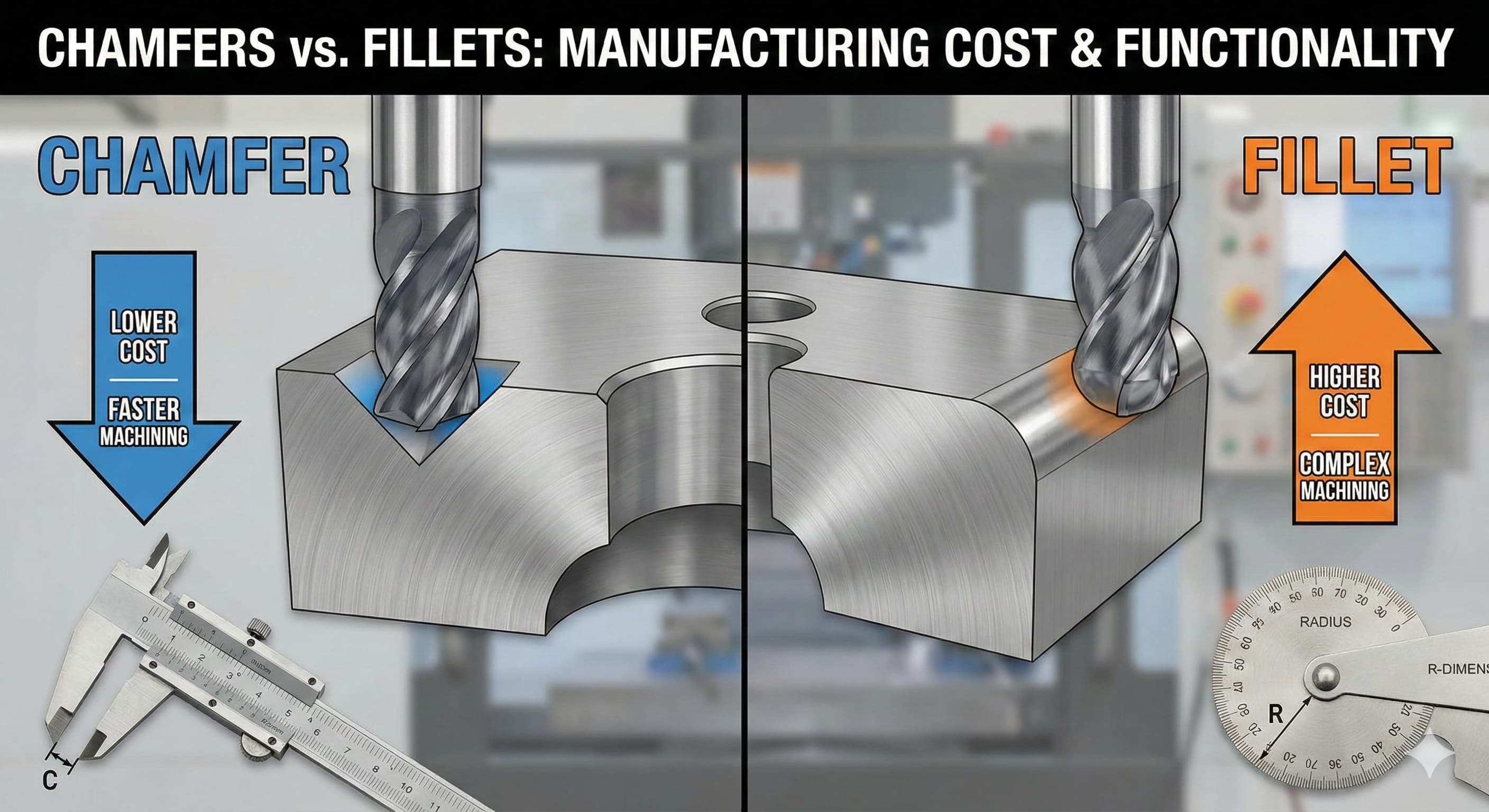
A gyártómérnökök minden megmunkált alkatrésznél kritikus költségdöntéssel szembesülnek: az éleket letörjék vagy lekerekítsék? Ez a látszólag apró részlet 15-40%-kal is befolyásolhatja a gyártási költségeket, az alkatrész geometriájától, az anyagválasztástól és a gyártási mennyiségtől függően. A választás nemcsak a megmunkálási időt befolyásolja, hanem a szerszámkopást, a felületi minőséget és a későbbi összeszerelési folyamatokat is.
A legtöbb mérnök az egyszerűségük miatt alapértelmezés szerint a letöréseket választja, de ez a feltételezés gyakran nem optimális költség eredményekhez vezet. A valóságban összetett kölcsönhatások vannak a forgácsolószerszám geometriája, az orsó fordulatszáma, az anyageltávolítási sebesség és a szerszámpálya hatékonysága között, amelyek mélyebb elemzést igényelnek.
- A letörések tipikusan 25-35%-kal csökkentik a megmunkálási időt a lekerekítésekhez képest a szokásos CNC műveleteknél.
- A 0,5 mm alatti lekerekítési sugarak speciális szerszámokat igényelnek, amelyek 0,15-0,45 euróval növelik a költségeket méterenként.
- A 45 HRC feletti anyagkeménység jelentősen előnyben részesíti a letörés geometriát a szerszám élettartamának optimalizálása érdekében.
- Az 500 darab feletti gyártási mennyiségek gyakran indokolják a lekerekítő szerszámokba történő beruházásokat a magasabb beállítási költségek ellenére.
Az élmegmunkálás alapjainak megértése
Az élmegmunkálás az esztétikán túl több mérnöki funkciót is ellát. Az éles élek feszültségkoncentrációt okoznak, ami fáradási repedéseket indíthat el, különösen ciklikus terhelésű alkalmazásokban. Emellett biztonsági kockázatot is jelentenek a kezelési és összeszerelési műveletek során. Gyártási szempontból a szabályozott élmegmunkálás kiküszöböli a mikroszkopikus sorjákat és éles kiemelkedéseket, amelyek elkerülhetetlenül a megmunkálási műveletek eredményeként jönnek létre.
A letörések jelentik a legegyszerűbb geometriai megoldást – egy egyenes, szögletes vágást, amely eltávolítja az éles élmetszést. A szokásos letörési szögek 30° és 60° közöttiek, a 45° a leggyakoribb a szerszámok elérhetősége és az ellenőrzés egyszerűsége miatt. A letörési méretek tipikusan a "C0.5" jelölést követik, ami 0,5 mm-es letörést jelez 45°-ban, bár más szögek speciális jelöléseket igényelnek, mint például "0.5 x 30°".
A lekerekítések sima sugarú átmenetet hoznak létre a felületek között, teljesen kiküszöbölve a szögletes metszéspontot. A gyakori lekerekítési sugarak R0.2 mm-től a finom részletekhez egészen R5.0 mm-ig vagy nagyobbak a szerkezeti alkalmazásokhoz. A letörésekkel ellentétben a lekerekítések kiváló feszültségelosztást és fáradási ellenállást biztosítanak, ezért előnyben részesítik őket a nagy terhelésű alkatrészeknél.
A gyártási következmények jelentősen eltérnek ezen megközelítések között. A letörések gyakran létrehozhatók szabványos marókkal vagy letörő szerszámokkal egyetlen menetben, míg a lekerekítések gömbvégű marókat vagy sugarú szerszámokat igényelnek, gondosan programozott szerszámpályákkal a következetes felületi minőség fenntartása érdekében.
Megmunkálási folyamat elemzése
A letörés megmunkálás egyszerű forgácsolási mechanikát használ. A szabványos letörő szerszámok egypontos vágóélekkel rendelkeznek, amelyek pontos szögekre vannak köszörülve, lehetővé téve a teljes szélességű vágásokat egyetlen menetben. Ez a megközelítés minimalizálja az orsó időt és csökkenti a programozási bonyolultságot. A szerszám érintkezése a vágás során végig egyenletes marad, ami kiszámítható forgácsolóerőket és kiváló felületi minőséget tesz lehetővé.
A legfeljebb 2,0 mm-es letörésekhez olyan anyagokon, mint az alumínium 6061-T6, a tipikus forgácsolási paraméterek a következők:
| Paraméter | Értéktartomány | Optimalizálási megjegyzések |
|---|---|---|
| Orsósebesség | 8,000-15,000 RPM | Nagyobb sebesség kisebb letörésekhez |
| Előtolási sebesség | 1,500-4,000 mm/perc | Állítsa be az anyag keménysége alapján |
| Vágási mélység | Teljes szélesség egy menetben | Megszünteti a többszöri meneteket |
| Szerszám élettartam | 15-25 lineáris méter | Keményfém szerszámok alumíniumban |
A lekerekítés megmunkálása nagyobb bonyolultságot jelent a görbe geometria követelményei miatt. A gömbvégű maróknak pontos 3D szerszámpályákat kell követniük a következetes sugárméretek fenntartása érdekében. A felületi minőség nagymértékben függ az átfedési távolságtól – a szorosabb távolság javítja a felületet, de exponenciálisan növeli a megmunkálási időt.
A kritikus lekerekítési megmunkálási szempontok közé tartozik a szerszám elhajlása, ami kis sugarú szerszámoknál problémássá válik. Egy 2,0 mm-es gömbvégű maró, amely 15 mm-re nyúlik ki az orsóból, normál forgácsolási terhelés mellett 0,02-0,05 mm-t is elhajolhat, ami közvetlenül befolyásolja a sugár pontosságát. Ez rövidebb, merevebb szerszámokat vagy csökkentett forgácsolási paramétereket tesz szükségessé.
A precíziós CNC megmunkálási szolgáltatásaink speciális rögzítőket és rövidített szerszámtartókat használnak az elhajlási problémák minimalizálása érdekében, miközben fenntartják az optimális forgácsolási paramétereket mind a letörési, mind a lekerekítési műveletekhez.
Költségmeghajtó elemzés
A szerszámbeszerzési költségek azonnali különbségeket mutatnak a letörési és lekerekítési műveletek között. A szabványos letörő szerszámok ára 45-85 euró/szerszám a minőségi keményfém opciók esetében, és minden szerszám 15-25 lineáris méter alumínium vagy 8-12 méter acél megmunkálására képes. A speciális lekerekítő szerszámok ára 65-150 euró/szerszám, a sugár méretétől és a bevonat specifikációitól függően.
A szerszámkészlet hatása tovább növeli ezeket a költségeket. A letörő szerszámok széles mérettartományt fednek le – egyetlen 45°-os letörő szerszám bármilyen letörés méretet létrehozhat, amelyet csak a szerszám átmérője korlátoz. A lekerekítési műveletek minden sugármérethez dedikált szerszámokat igényelnek, megsokszorozva a készletigényeket. Egy tipikus bérmunka műhely 3-4 letörő szerszámot tart fenn, szemben a 12-18 sugár szerszámmal az egyenértékű képesség lefedéséhez.
A megmunkálási idő különbségei még jelentősebbnek bizonyulnak, mint a szerszámköltségek a nagy volumenű gyártásban. A letörések tipikusan 0,8-1,2 percet igényelnek élmegmunkálás lineáris méterére, míg a lekerekítések 2,5-4,5 percet igényelnek lineáris méterére a komplex szerszámpálya követelmények és a gömbvégű maró geometria által szükségessé tett lassabb előtolási sebességek miatt.
| Művelet | Beállítási idő | Ciklusidő/Méter | Szerszámköltség | Szerszám élettartam |
|---|---|---|---|---|
| Letörés (Standard) | 8-12 perc | 0.8-1.2 perc | €45-85 | 15-25 méter |
| Letörés (Komplex) | 12-18 perc | 1.2-1.8 perc | €65-120 | 12-18 méter |
| Lekerekítés R0.5-2.0 | 15-25 perc | 2.5-3.5 perc | €85-140 | 8-15 méter |
| Lekerekítés R2.0-5.0 | 12-20 perc | 1.8-2.8 perc | €95-150 | 12-22 méter |
A másodlagos műveletek szintén befolyásolják a teljes költség egyenleteket. A letört élek gyakran könnyű sorjázást igényelnek a kisebb szerszámnyomok eltávolításához, ami 0,08-0,15 eurót ad hozzá méterenként a kézi befejező költségekhez. A jól kivitelezett lekerekítési műveleteknek általában nincs szükségük másodlagos befejezésre, bár ennek a minőségi szintnek az elérése pontos gépbeállítást és optimális forgácsolási paramétereket igényel.
Anyagspecifikus szempontok
Az anyag tulajdonságai drámaian befolyásolják a letörések és lekerekítések közötti költség egyenletet. Az alumínium ötvözetekben, mint például a 6061-T6, mindkét művelet jól teljesít szabványos szerszámokkal és paraméterekkel. Az anyag kiváló megmunkálhatósága és forgácseltávolítási jellemzői támogatják az agresszív forgácsolást mindkét geometriában.
A rozsdamentes acél minőségek, mint például a 316L, eltérő kihívásokat jelentenek. Az anyag kéregedési hajlama előnyben részesíti a letörés geometriát, ahol a következetes forgácsolási érintkezés megakadályozza a keményedett rétegek kialakulását, amelyek károsíthatják a későbbi vágásokat. A rozsdamentes acélban végzett lekerekítési műveletek gondos figyelmet igényelnek a forgácsolási sebesség és az előtolási sebesség közötti kapcsolatokra a megfelelő forgácsképződés fenntartása és a kéregedés elkerülése érdekében a görbe átmeneti zónákban.
A 40 HRC feletti nagy szilárdságú acélok jelentősen előnyben részesítik a letörési műveleteket. A lineáris vágási útvonal lehetővé teszi a következetes szerszámérintkezést és a kiszámítható kopási mintákat. A keményített anyagokban végzett lekerekítés gyakran vibrációt okoz a változó forgácsolóerők miatt a görbe szerszámpálya mentén, ami gyenge felületi minőséghez és felgyorsult szerszámkopáshoz vezet.
A kihívást jelentő anyagok esetében a megközelítés kiválasztása 200-300%-kal is befolyásolhatja a költségeket. Az Inconel 718-ban a letörési műveletek 2,50-3,20 euróba kerülhetnek lineáris méterenként, míg az egyenértékű lekerekítési műveletek elérhetik a 7,50-9,80 eurót lineáris méterenként a speciális szerszámkövetelmények és a drámaian csökkentett forgácsolási paraméterek miatt.
Ha egzotikus anyagokkal vagy kritikus alkalmazásokkal dolgozik, a speciális megmunkálási stratégiák elengedhetetlenek a minőség és a költséghatékonyság fenntartásához.
A nagy pontosságú eredményekért kérjen egyedi árajánlatot 24 órán belül a Microns Hub-tól.
Tervezés a gyártás optimalizálásához
Az okos tervezési döntések teljesen kiküszöbölhetik a letörés versus lekerekítés költség dilemmáját. A stratégiai funkcióelhelyezés, a méretbeli szabványosítás és a gyártás-tudatos geometria döntések csökkentik a gyártási költségeket, függetlenül az élmegmunkálás kiválasztásától.
A gyakori letörés méretek, mint például a C0.5, C1.0 és C1.5 szabványosítása lehetővé teszi a maximális szerszámkihasználást több projektben. Hasonlóképpen, az R0.5, R1.0, R2.0 és R3.0 körüli lekerekítés szabványosítása csökkenti a szerszámkészletet és a beállítási bonyolultságot. Az ezen szabványos méretek köré tervezett alkatrészek profitálnak az optimalizált forgácsolási paraméterekből és a megalapozott szerszám élettartam adatokból.
A funkciók hozzáférhetősége jelentősen befolyásolja a megmunkálási hatékonyságot. A külső éleken lévő letörések minimális szerszámtávolságot igényelnek, és gyakran megmunkálhatók szabványos szerszámokkal. A belső lekerekítések figyelembe veszik a szerszám hozzáférését, a távolság követelményeit és a munkadarab rögzítő elemekkel való esetleges interferenciát.
Az élmegmunkálások és a szomszédos funkciók közötti kölcsönhatás további költség szempontokat vet fel. A letörések tipikusan tisztán végződnek a metsző funkcióknál, míg a lekerekítések komplex keverési geometriát igényelhetnek, ami növeli a programozási időt és a megmunkálási bonyolultságot. Ezeket a metszéspontokat gondosan figyelembe kell venni a tervezési fázisban, hogy elkerüljük a költséges meglepetéseket a gyártás során.
A tűrés specifikációk szintén befolyásolják a költség kapcsolatokat. A letörések tipikusan ±0,1 mm-en belül tarthatók különösebb figyelem nélkül, míg a ±0,05 mm alatti lekerekítési sugár tűrések speciális mérőberendezéseket és szigorúbb folyamatvezérlést igényelhetnek, ami 0,25-0,45 eurót ad hozzá funkciónként az ellenőrzési költségekhez.
Tömeggyártási gazdaságosság
A gyártási mennyiség alapvetően megváltoztatja a letörési és lekerekítési műveletek közötti költség egyenletet. Az alacsony volumenű prototípusgyártás és egyedi munka nagymértékben előnyben részesíti a letöréseket a csökkentett beállítási bonyolultság és a szerszámkövetelmények miatt. A lekerekítési programozásba és a speciális szerszámbeállításba fektetett idő nem amortizálható elegendő alkatrészen ahhoz, hogy igazolja a további bonyolultságot.
Mérsékelt mennyiségeknél (50-500 alkatrész) a döntési pont az alkatrész-specifikus tényezők alapján tolódik el. A komplex geometriák, amelyek több sugár követelményt támasztanak, indokolhatják a dedikált szerszám beruházásokat, míg az egyszerű alkatrészek, amelyek minimális élmegmunkálási követelményeket támasztanak, továbbra is a letörési megközelítéseket részesítik előnyben.
Az 1000 alkatrész feletti nagy volumenű gyártás további optimalizálási lehetőségeket nyit meg. A dedikált rögzítések, a speciális szerszámok és az optimalizált programok csökkenthetik az egy alkatrészre jutó lekerekítési költségeket a letörési alternatívák alá bizonyos alkalmazásokban. A kulcs az összes költségtényező átfogó elemzésében rejlik, beleértve a másodlagos műveleteket, a minőségi követelményeket és a későbbi összeszerelési szempontokat.
Az automatizált gyártási rendszerek különös vonzalmat mutatnak a letörési műveletek iránt a kiszámítható forgácsolóerők és az egyszerűsített szerszámpálya követelmények miatt. A fény nélküli gyártási forgatókönyvek profitálnak a letörési folyamatok csökkentett bonyolultságából és a jobb megbízhatóságából.
| Mennyiségi tartomány | Letörés költsége/alkatrész | Lekerekítés költsége/alkatrész | Javasolt megközelítés |
|---|---|---|---|
| 1-25 alkatrész | €0.85-1.20 | €1.85-3.20 | Letörés előnyösebb |
| 25-100 alkatrész | €0.65-0.95 | €1.25-2.10 | A letörés általában jobb |
| 100-500 alkatrész | €0.45-0.75 | €0.85-1.45 | A komplexitástól függ |
| 500-2000 alkatrész | €0.35-0.55 | €0.55-0.95 | A lekerekítés versenyképes |
| 2000+ alkatrész | €0.25-0.45 | €0.35-0.65 | Teljes elemzés szükséges |
Amikor a Microns Hub-tól rendel, profitál a közvetlen gyártói kapcsolatokból, amelyek biztosítják a kiváló minőségellenőrzést és a versenyképes árazást a piactéri platformokhoz képest. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja a megérdemelt figyelmet a részletekre, akár a letörési, akár a lekerekítési műveletek optimalizálásáról van szó.
Minőségi és ellenőrzési szempontok
A minőségellenőrzési követelmények jelentősen befolyásolják a letörési és lekerekítési műveletek valódi költségét. A letörés ellenőrzés egyszerű mérési technikákat használ – az alapvető tolómérők, magasságmérők vagy optikai komparátorok gyorsan és pontosan ellenőrizhetik a méreteket. A szabványos letörés jelölések, mint például a "C1.0", világos, egyértelmű ellenőrzési kritériumokat biztosítanak, amelyek minimalizálják a minőségi vitákat és az újramunkálást.
A lekerekítés ellenőrzés kifinomultabb megközelítéseket igényel. A sugármérők alapvető ellenőrzést biztosítanak a nagyobb lekerekítésekhez, de a precíziós mérés koordináta mérőgépeket (CMM) vagy speciális optikai berendezéseket igényel. A görbe geometria megnehezíti a világos mérési alapok megállapítását, ami potenciálisan értelmezési különbségekhez vezethet a szállító és a vevő minőségi szabványai között.
A felületi minőségi követelmények szintén eltérnek a két megközelítés között. A letörések tipikusan Ra 1,6-3,2 μm-t érnek el közvetlenül a megmunkálási műveletekből, ami a legtöbb alkalmazáshoz megfelelő másodlagos befejezés nélkül. A lekerekítések nagyobb figyelmet igényelnek a forgácsolási paraméterekre és a szerszámpálya stratégiákra az egyenértékű felületi minőség eléréséhez, különösen az átmeneti zónákban, ahol a szerszámérintkezés folyamatosan változik.
A kiváló felületi minőséget (Ra 0,8 μm vagy jobb) igénylő alkalmazásokhoz a lekerekítések valójában költségelőnyöket biztosíthatnak. A sima, ívelt átmenet kiküszöböli a szögletes metszéspontot, amely szennyeződéseket gyűjthet vagy tisztítási nehézségeket okozhat az élelmiszeripari vagy gyógyszeripari alkalmazásokban.
A dokumentációs és nyomon követhetőségi követelmények a letörési műveleteket részesítik előnyben az egyszerű mérési és rögzítési eljárások miatt. A minőségi tanúsítványok magabiztosan kijelenthetik, hogy "C1.0 ±0.1", míg a lekerekítési dokumentáció összetettebb geometriai méretezést és tűrésezést (GD&T) igényelhet az elfogadási kritériumok megfelelő meghatározásához.
Alkalmazásspecifikus ajánlások
A maximális fáradási ellenállást igénylő szerkezeti alkalmazások egyértelműen a lekerekítési geometriát részesítik előnyben a magasabb gyártási költségek ellenére. A megfelelően megtervezett lekerekítések által biztosított sima feszültségátmenet 200-400%-kal meghosszabbíthatja az alkatrész élettartamát az egyenértékű letört tervekhez képest. A repülőgépiparban, az autóiparban vagy az orvosi eszközök alkalmazásaiban, ahol a meghibásodás következményei súlyosak, a további gyártási beruházás indokolt.
Ezzel szemben a fogyasztási cikkek, a burkolatok és az általános ipari alkatrészek gyakran megfelelően teljesítenek letört élekkel, jelentősen csökkentett gyártási költségek mellett. A kulcs abban rejlik, hogy az élmegmunkálás kiválasztását a tényleges teljesítménykövetelményekhez igazítjuk, ahelyett, hogy elemzés nélkül bármelyik megközelítést alapértelmezettnek tekintenénk.
Az esztétikai szempontok felülírhatják a tiszta költségoptimalizálást a látható alkatrészeknél. A lekerekítések általában kifinomultabb, kész megjelenést biztosítanak, amelyet a fogyasztók a magasabb minőséggel társítanak. Ez az észlelési érték indokolhatja a további gyártási költségeket a fogyasztók felé irányuló alkalmazásokban.
Az összeszerelési és kezelési követelmények szintén befolyásolják az optimális kiválasztást. A letörések következetes, kiszámítható geometriát biztosítanak, ami leegyszerűsíti az automatizált összeszerelési folyamatokat és csökkenti az interferencia vagy a kötés kockázatát az alkatrészek illesztése során. A lekerekítések, bár simábbak, kétértelmű érintkezési feltételeket teremthetnek, amelyek bonyolítják az automatizált összeszerelési rendszereket.
Az élmegmunkálások és más gyártási folyamatok, mint például a fúrási műveletek közötti kapcsolatot figyelembe kell venni a tervezés optimalizálása során az általános gyártási hatékonyság biztosítása érdekében.
A gyártási szolgáltatásainkon keresztül alkalmazott átfogó megközelítésünk biztosítja, hogy az élmegmunkálás kiválasztása megfeleljen az Ön egyedi alkalmazási követelményeinek, miközben optimalizálja az általános gyártási költségeket.
Jövőbeli technológiai trendek
A feltörekvő gyártási technológiák átalakítják a letörési és lekerekítési műveletek közötti költségdinamikát. A fejlett CAM szoftverek automatizált szerszámpálya optimalizálással csökkentik a lekerekítési műveletekhez hagyományosan kapcsolódó programozási bonyolultságot. A gépi tanulási algoritmusok most valós időben optimalizálhatják a forgácsolási paramétereket, csökkentve a letörési és lekerekítési megmunkálás közötti szakértelembeli különbséget.
A továbbfejlesztett orsódinamikával és rezgésvezérléssel rendelkező nagy sebességű megmunkáló központok gazdaságosabbá teszik a kis sugarú lekerekítési műveleteket. A szerszámgyártók speciális bevonatokat és geometriákat fejlesztenek, amelyek meghosszabbítják a szerszám élettartamát a nehéz lekerekítési alkalmazásokban, fokozatosan csökkentve a letörési műveletekkel szembeni költségkülönbséget.
Az additív és szubtraktív folyamatokat kombináló hibrid gyártási megközelítések végül teljesen kiküszöbölhetik a letörés versus lekerekítés döntést. Az alkatrészeket integrált lekerekítési geometriával lehetne nyomtatni és a kritikus felületekhez készre munkálni, kihasználva mindkét megközelítés előnyeit.
Az Ipar 4.0 megvalósítása valós idejű felügyeleti és prediktív karbantartási képességekkel előnyben részesíti az összetettebb műveleteket, mint például a lekerekítések, mivel biztosítja a következetes, megismételhető eredményekhez szükséges folyamatvezérlést. A beágyazott érzékelőkkel rendelkező intelligens szerszámok folyamatosan optimalizálhatják a forgácsolási paramétereket, csökkentve a folyamatismereti hiányt, amely hagyományosan az egyszerűbb letörési műveleteket részesítette előnyben.
Gyakran Ismételt Kérdések
Mi a tipikus költségkülönbség a letörési és lekerekítési műveletek között?
A letörések tipikusan 40-60%-kal kevesebbe kerülnek, mint az egyenértékű lekerekítések a szokásos megmunkálási műveleteknél. Az alumínium alkatrészek esetében a letörések átlagosan 0,45-0,75 euróba kerülnek lineáris méterenként, míg a lekerekítések 0,85-1,45 euróba lineáris méterenként, beleértve a szerszámozást, a beállítást és a megmunkálási időt. A pontos különbség az anyagtól, a geometria bonyolultságától és a gyártási mennyiségtől függ.
A letörések és a lekerekítések felcserélhetők funkcionális szempontból?
Nem mindig. Bár mindkettő kiküszöböli az éles éleket, a lekerekítések kiváló feszültségelosztást és fáradási ellenállást biztosítanak a sima sugárátmenetek miatt. A letörések megfelelőek az általános sorjázáshoz és biztonsági követelményekhez, de nem tudják felvenni a versenyt a lekerekítések teljesítményével a nagy igénybevételű alkalmazásokban. A ciklikus terhelés alatt álló szerkezeti alkatrészek tipikusan lekerekítési geometriát igényelnek a költségvonzatoktól függetlenül.
Mely sugárméretek teszik a lekerekítési műveleteket költséghatékonyabbá a letörésekhez képest?
A nagyobb lekerekítési sugarak (R2.0 mm és afelett) megközelítik a letörések költséghatékonyságát az agresszívabb forgácsolási paraméterek és a jobb szerszám élettartam miatt. A 0,8 mm alatti kis sugarak speciális szerszámokat és konzervatív forgácsolási paramétereket igényelnek, amelyek jelentősen növelik a költségeket. A keresztezési pont tipikusan R1.5-2.0 mm körül fordul elő az anyagtól és a gyártási mennyiségtől függően.
Hogyan befolyásolják az anyag tulajdonságai a letörés versus lekerekítés költség egyenletet?
A 45 HRC feletti kemény anyagok erősen előnyben részesítik a letörési műveleteket a következetes szerszámérintkezés és a kiszámítható kopási minták miatt. A puha, gumis anyagok, mint például a tiszta alumínium, valójában előnyben részesíthetik a lekerekítési műveleteket, mert a folyamatos forgácsolási művelet megakadályozza a felépített élképződést. A rozsdamentes acélok és a kéregedő ötvözetek általában gazdaságosabban megmunkálhatók letörés geometriával a megszakított vágásokra való érzékenységük miatt.
Milyen tervezési jellemzők minimalizálhatják az élmegmunkálási költségeket a geometria választásától függetlenül?
A gyakori méretek (C0.5, C1.0, R0.5, R1.0) szabványosítása maximalizálja a szerszámkihasználást és csökkenti a beállítási időt. A megfelelő szerszámhozzáférés és távolság biztosítása kiküszöböli a speciális rögzítések vagy a meghosszabbított szerszámok szükségességét. A komplex metszéspontok és keverések elkerülése csökkenti a programozási bonyolultságot és a megmunkálási időt mind a letörési, mind a lekerekítési műveleteknél.
Hogyan befolyásolja a gyártási mennyiség az optimális élmegmunkálás kiválasztását?
A 100 alkatrész alatti alacsony mennyiségek erősen előnyben részesítik a letöréseket a csökkentett beállítási és szerszámköltségek miatt. A 100-1000 alkatrész közötti közepes mennyiségek döntési pontot hoznak létre, ahol az alkatrész bonyolultsága és a teljesítménykövetelmények határozzák meg az optimális kiválasztást. Az 1000 alkatrész feletti nagy mennyiségek indokolhatják a lekerekítési szerszám beruházásokat, ha a funkcionális követelmények sugár geometriát igényelnek, potenciálisan elérve a letörési műveletekkel versenyképes egy alkatrészre jutó költségeket.
Milyen ellenőrzési és minőségellenőrzési különbségek vannak a letörések és a lekerekítések között?
A letörések egyszerű mérőeszközöket használnak, mint például a tolómérők és a magasságmérők világos méretbeli jelölésekkel. A lekerekítések kifinomultabb mérőberendezéseket igényelnek, mint például a sugármérők vagy a CMM rendszerek a pontos ellenőrzéshez. Ez a különbség 0,15-0,35 eurót ad hozzá funkciónként a lekerekítési geometria ellenőrzési költségeihez, ami különösen fontos a nagy pontosságú vagy tanúsított alkalmazásokban, amelyek teljes méretbeli jelentéseket igényelnek.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece