Az igazság a CNC menetmarás és a menetfúrás között edzett acélokhoz
Az edzett acél alkatrészek menetekkel történő gyártása kritikus döntési pontot jelent, amely közvetlenül befolyásolja a termelési költségeket, a ciklusidőket és az alkatrész minőségét. A 35 HRC feletti anyagokkal dolgozó mérnökök egyedi kihívásokkal szembesülnek, ahol a hagyományos menetfúrási módszerek gyakran kudarcot vallanak, ami törött szerszámokhoz, selejtes alkatrészekhez és termelési késésekhez vezet.
Főbb megállapítások:
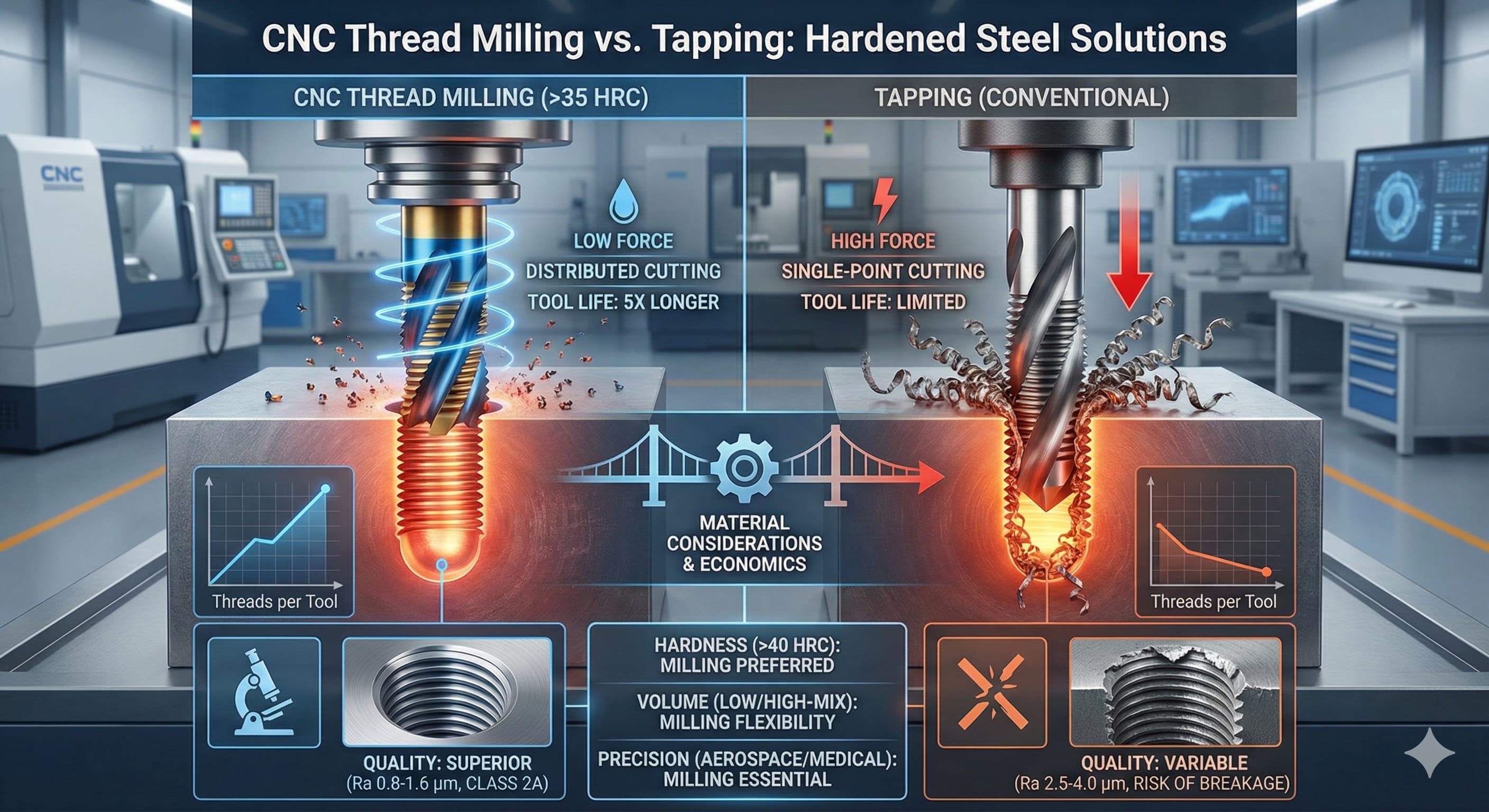
- A menetmarás 3-5-ször hosszabb szerszámélettartamot biztosít a 40 HRC feletti edzett acélokban a hagyományos menetfúráshoz képest
- A menetmarás kezdeti szerszámköltségei 40-60%-kal magasabbak, de a megtérülés 200-500 menetes furaton belül elérhető
- A menetfúrás továbbra is költséghatékony a lágyabb acélok (30 HRC alatt) és a nagy volumenű gyártási sorozatok esetében
- A menetminőség és a geometriai pontosság a marásnak kedvez a precíziós alkalmazásoknál, amelyek Class 2A tűréshatárokat vagy annál jobbakat igényelnek
A lényeges különbségek megértése
A menetmarás és a menetfúrás alapvetően eltérő megközelítéseket képviselnek a belső menetek létrehozásához edzett acél alkatrészekben. A menetfúrás egyetlen ponton történő vágási műveletre támaszkodik, ahol a menetfúró hornyai egyszerre vágják és alakítják ki a menetprofilt axiális előtolással. Ez a folyamat jelentős vágóerőket generál, amelyek a szerszám hegyére koncentrálódnak, ami jelentős feszültségkoncentrációkat hoz létre, amelyek problémássá válnak a munkakeményedő anyagokban, mint például a 17-4 PH rozsdamentes acél vagy a 45 HRC feletti szerszámacélok.
A menetmarás ezzel szemben egy többélű marót használ, amely spirális interpolációs mintázatban mozog a furat kerülete körül. Minden vágóél egy kis forgácsot távolít el a beavatkozás során, elosztva a vágóerőket több érintkezési pont között. Ez a megközelítés 60-70%-kal csökkenti a csúcsvágóerőket a menetfúráshoz képest, ami különösen előnyös a csapadékkeményített acélok vagy az átedzett alkatrészek megmunkálásakor.
A kinematikai különbségek túlmutatnak az erőelosztáson. A menetfúrás tökéletes szinkronizációt igényel az orsó forgása és az előtolási sebesség között - bármilyen eltérés szakadt menetekhez vagy szerszámtöréshez vezet. A modern CNC vezérlők ezt merev menetfúrási ciklusokkal érik el, de az orsó gyorsulási/lassulási korlátai továbbra is kihívásokat jelentenek. A menetmarás teljesen kiküszöböli ezt a korlátozást, mivel a szerszámpálya programozott interpolációval jön létre, nem pedig mechanikus szinkronizációval.
Anyagjellemzők figyelembe vétele edzett acél alkalmazásokhoz
Az edzett acélminőségek eltérően reagálnak az egyes menetvágási folyamatokra, a metallurgiai szerkezetük és a munkakeményedési jellemzőik alapján. Az átedzett szerszámacélok, mint például a D2 (60-62 HRC) vagy az A2 (58-60 HRC), extrém kihívásokat jelentenek a menetfúrás számára az egyenletes keménységeloszlásuk és a karbidtartalmuk miatt. A menetmarás ezekben az alkalmazásokban bizonyul jobbnak, a szerszámélettartam javulása a hagyományos menetfúrási megközelítésekhez képest eléri a 400-500%-ot.
| Acélminőség | Keménység (HRC) | Menetfúrási sikerarány | Menetmarás előnye | Ajánlott módszer |
|---|---|---|---|---|
| 4140 Lágyított | 22-25 | 95% | Költség hátrány | Menetfúrás |
| 4140 Q&T | 28-32 | 85% | Marginális | Bármelyik módszer |
| 4340 Q&T | 35-40 | 65% | Jelentős | Menetmarás |
| 17-4 PH H900 | 40-44 | 45% | Kritikus | Menetmarás |
| D2 Szerszámacél | 60-62 | 15% | Elengedhetetlen | Csak menetmarás |
A csapadékkeményített rozsdamentes acélok, mint például a 15-5 PH és a 17-4 PH, különös figyelmet érdemelnek a munkakeményedési hajlamuk miatt. Ezeknek az anyagoknak a keménysége 5-8 HRC ponttal növekedhet a megmunkálás során, ha a vágási paraméterek nem megfelelőek. Ezen anyagok menetfúrása gyakran a vágóélek előtt munkakeményedést eredményez, ami a szerszám idő előtti meghibásodásához vezet. A menetmarás elosztott vágási művelete minimalizálja a munkakeményedési hatásokat, miközben fenntartja a következetes menetminőséget.
A felületkeményített alkatrészek egy másik egyedi kihívást jelentenek, ahol a felületi keménység meghaladhatja az 58 HRC-t, míg a mag keménysége 25-30 HRC-nél marad. A keménységi gradiens változó vágási körülményeket teremt, amelyekkel a menetfúrók nehezen tudnak megbirkózni. A menetmarás a keménységi átmeneti zónában is egyenletes teljesítményt nyújt, egyenletes menetminőséget biztosítva a felülettől a magig.
Szerszámélettartam és gazdasági elemzés
A menetmarás és a menetfúrás közötti szerszámélettartam összehasonlítása edzett acélokban drámai különbségeket tár fel, amelyek közvetlenül befolyásolják a gyártás gazdaságosságát. A 45 HRC feletti átedzett acélokban a minőségi menetfúrók jellemzően 15-25 elfogadható menetet készítenek a csere előtt, míg a menetmarók 200-400 menetet generálhatnak azonos körülmények között. Ez a 10-15-szörös javulás a szerszámélettartamban alapvetően megváltoztatja a költség egyenletet a magasabb kezdeti szerszámköltség ellenére.
Vegyünk egy gyakorlati példát, amely 100 M8x1,25 menetet tartalmaz 17-4 PH rozsdamentes acélban (42 HRC). A prémium spirálhornyú menetfúrók körülbelül 35-45 euróba kerülnek darabonként, és 20-30 menetet készítenek a meghibásodás előtt. A menetmarók 120-150 euróba kerülnek, de 300-500 menetet generálnak a csere előtt. A menetekre jutó szerszámköltség 40-50%-kal a marásnak kedvez, mielőtt figyelembe vennénk a másodlagos tényezőket, mint például a gép leállása és a selejt csökkentése.
A ciklusidő elemzéséhez gondosan figyelembe kell venni a beállítási és programozási bonyolultságot. A menetfúrási ciklusok 8-15 másodperc alatt befejeződnek menetenként, a mélységtől és a menetemelkedéstől függően, míg a menetmarás 25-45 másodpercet igényel az egyenértékű funkciókhoz. Ez az összehasonlítás azonban figyelmen kívül hagyja a menetfúró törésének valószínűségét és a kapcsolódó állásidőt. Egyetlen törött menetfúró eltávolítása és a furat javítása 30-60 percet vehet igénybe, ami megszünteti a ciklusidő előnyét.
A nagy pontosságú eredményekhez,kérjen részletes árajánlatot 24 órán belül a Microns Hub-tól.
Menetminőség és geometriai pontosság
A marás és a menetfúrás közötti menetminőségi különbségek hangsúlyosabbá válnak az edzett acél alkalmazásokban, ahol a vágóerők és a szerszámelhajlás jelentősen befolyásolják a végső geometriát. A menetmarás következetesen jobb menetprofilokat eredményez, a menetátmérő változásai jellemzően ±0,025 mm-en belül tarthatók, szemben a ±0,050 mm-rel, amely a menetfúrással érhető el edzett anyagokban.
A felületi minőség erősen a menetmarásnak kedvez az edzett acél alkalmazásokban. A menetmarókra jellemző több vágóél és az optimalizált forgácsképződés 0,8-1,6 μm Ra értékeket eredményez, míg a hasonló anyagokban fúrt menetek jellemzően 2,5-4,0 μm Ra értékeket mutatnak. Ez a javulás kritikus fontosságú azokban az alkalmazásokban, amelyek fáradási ellenállást vagy korrózióállóságot igényelnek, ahol a felületi egyenetlenségek feszültségkoncentrálóként vagy réskorrózió kiindulópontjaként szolgálnak.
A geometriai pontosság a felületi minőségen túl a menetforma pontosságára és a pozíciótűrés fenntartására is kiterjed. A menetmarás még változó keménységű zónákban is megtartja a következetes menetemelkedési szögeket (jellemzően ±0,5°), míg a fúrt menetek 1-2°-os eltéréseket mutathatnak, mivel a menetfúrók a változó vágóterhelések hatására elhajlanak. Ez a pontossági előny elengedhetetlen a precíziós szereléseknél, ahol a menetek interferenciája befolyásolja a szerelési erőket és a kötés előfeszítési konzisztenciáját.
Szerszámgép követelmények és beállítási szempontok
A szerszámgépekkel szembeni követelmények jelentősen eltérnek a menetmarási és menetfúrási műveletek között, különösen az edzett acélok feldolgozásakor. A menetfúrás merev orsószerkezetet igényel pontos szinkronizációs képességekkel, ami jellemzően a dedikált menetfúrási ciklusokkal és megfelelő nyomatékkapacitással rendelkező megmunkáló központokra korlátozza az alkalmazásokat. A menetfúrási orsó teljesítményigénye edzett acélok esetében gyakran meghaladja az 5-8 kW-ot M10 és nagyobb meneteknél a nagy nyomatékigény miatt.
A menetmarás eltérő követelményeket támaszt a szerszámgépekkel szemben, pontos interpolációs képességeket és stabil vágási körülményeket igényel a maximális nyomatékkibocsátás helyett. A legtöbb modern 3 tengelyes megmunkáló központ sikeresen képes menetmarási műveleteket végezni, bár az 5 tengelyes képesség előnyös a szögben álló vagy összetett menetes funkciókhoz. A menetmarás orsósebessége jellemzően 1500-4000 RPM között van, a maró átmérőjétől és az anyagtól függően, ami mérsékelt követelményeket támaszt az orsó teljesítményrendszereivel szemben.
A programozási bonyolultság jelentős szempont a termelés bevezetése szempontjából. A menetfúrás egyszerű G84 vagy G74 rögzített ciklusokat igényel minimális programozási bonyolultsággal, így a kezdő programozók számára is elérhető. A menetmarás spirális interpolációs programozást (G02/G03 egyidejű Z tengely mozgással) vagy speciális CAM szoftvert igényel menetvágási rutinokkal. Ez a bonyolultság hosszabb programozási időt és megnövekedett képzettségi követelményeket jelent a beállító személyzet számára.
Vágási paraméterek és folyamatoptimalizálás
Az edzett acél menetvágás optimális vágási paraméterei drámaian eltérnek a menetfúrási és marási folyamatok között. A menetfúrási paramétereket nagyrészt a menetemelkedési követelmények korlátozzák - egy M10x1,5 menetfúrónak 1,5 mm-t kell előrehaladnia fordulatonként, függetlenül az anyag tulajdonságaitól. Ez a korlátozás kompromisszumokat kényszerít a felületi sebesség kiválasztásában, ami gyakran nem optimális vágási körülményeket eredményez az edzett anyagok esetében.
| Folyamat paraméter | Menetfúrás (4340 @ 38 HRC) | Menetmarás (4340 @ 38 HRC) | Optimalizálási előny |
|---|---|---|---|
| Vágósebesség (m/min) | 8-12 | 80-120 | Menetmarás |
| Előtolás (mm/fordulat) | Fix (menetemelkedés) | 0.05-0.15 | Menetmarás |
| Vágóerő (N) | 800-1,200 | 200-400 | Menetmarás |
| Szerszámérintkezés | 100% | 15-25% | Menetmarás |
A menetmarási paraméterek függetlenül optimalizálhatók a vágási sebesség, az előtolási sebesség és az axiális beavatkozás szempontjából. A 80-150 m/perc felületi sebesség elérhető edzett acélokban karbid menetmarókkal, megfelelő bevonatokkal, szemben a menetfúrási műveletekre jellemző 8-15 m/perccel. Ez a sebességelőny közvetlenül javítja a szerszámélettartamot a csökkentett munkakeményedés és a jobb forgácseltávolítás révén.
A hűtőfolyadék alkalmazása mindkét folyamat esetében kritikus fontosságú, de eltérő kihívásokat jelent. A menetfúrás elárasztásos hűtést vagy orsón keresztüli szállítást igényel a forgácsok tömörödésének megakadályozása és a megfelelő kenés biztosítása érdekében. A menetmarás előnyös a ködhűtőfolyadék alkalmazása, amely nem zavarja a forgácseltávolítást, miközben hőmérséklet-szabályozást és meghosszabbított szerszámélettartamot biztosít.
Költségelemzés: Kezdeti befektetés vs. működési gazdaságosság
A menetmarás és a menetfúrás közötti gazdasági összehasonlítás edzett acél alkalmazásokban több költségkategóriában is elemzést igényel, beleértve a szerszámozást, a gép időt, a minőségi költségeket és a másodlagos műveleteket. A kezdeti szerszámköltség erősen a menetfúrásnak kedvez, a prémium menetfúrók 35-60 euróba kerülnek, szemben az egyenértékű menetmarók 120-200 eurójával. Ez az elemzés azonban drámaian megváltozik, ha figyelembe vesszük a szerszámélettartamot és a menetekre jutó teljes költséget.
A működési költségelemzésnek figyelembe kell vennie a menetfúró törésének valószínűségét és a kapcsolódó helyreállítási költségeket. A törött menetfúró eltávolítása edzett acél alkatrészekben gyakran elektromos szikraforgácsolást (EDM) vagy speciális eltávolító szerszámokat igényel, a költségek pedig 200-500 eurót is elérhetnek esetenként, beleértve a munkát és a potenciális selejtet. A menetmarás gyakorlatilag kiküszöböli a törés kockázatát az alacsonyabb vágóerők és a jobb forgácseltávolítás miatt.
A minőségi költségek jelentősen a menetmarásnak kedveznek edzett acél alkalmazásokban. A jobb menetgeometria és felületi minőség csökkenti a szerelési problémák, a keresztszálak vagy a korai kötési hibák valószínűségét. Ezek a minőségi javulások csökkentik a garanciális költségeket és javítják az ügyfelek elégedettségét, bár a számszerűsítés alkalmazásspecifikus elemzést igényel.
A Microns Hub-tól történő rendeléskor kihasználhatja a közvetlen gyártói kapcsolatokat, amelyek biztosítják a kiváló minőségellenőrzést és a versenyképes árakat a piactéri platformokhoz képest. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja azt a figyelmet, amely az edzett acél alkatrészek optimális menetvágási megoldásaihoz szükséges.
Alkalmazásspecifikus ajánlások
A csapadékkeményített rozsdamentes acélokat vagy titánötvözeteket tartalmazó repülőgépipari alkalmazások erősen a menetmarásnak kedveznek az anyag munkakeményedési jellemzői és a szigorú minőségi követelmények miatt. Az olyan alkatrészek, mint a futómű szerelvények, a motor tartók és a szerkezeti szerelvények olyan menetminőséget igényelnek, amely következetesen megfelel vagy meghaladja a specifikációs követelményeket. A menetmarással elért kiváló geometriai pontosság és felületi minőség indokolja a többlet ciklusidőt ezekben a kritikus alkalmazásokban.
Az autóipari alkalmazások árnyaltabb kiválasztási kritériumokat mutatnak, ahol a gyártási volumen és az alkatrész kritikus jellege befolyásolja a folyamat kiválasztását. A nagy volumenű sebességváltó alkatrészek vagy motorblokkok indokolhatják a menetfúrást a 35 HRC alatti átedzett területeken, míg az alacsony volumenű speciális alkatrészek profitálhatnak a menetmarás rugalmasságából és minőségi előnyeiből. Az a képesség, hogy egyetlen menetmaróval több menetméretet is elő lehet állítani, jelentős előnyöket biztosít az alacsony volumenű, nagy keverékű termelési környezetekben.
Az orvosi eszközök gyártása, különösen az ortopédiai implantátumok és a sebészeti eszközök, menetmarást igényelnek a biokompatibilis anyagokhoz, mint például a 17-4 PH rozsdamentes acél vagy a titánötvözetek. A kiváló felületi minőség és geometriai pontosság közvetlenül befolyásolja az eszköz teljesítményét és élettartamát. A menetmarás azon képessége, hogy a változó keménységű zónákban is egyenletes minőséget tartson fenn, elengedhetetlen azokban az alkatrészekben, amelyek kiterjedt hőkezelést vagy felületmódosítási folyamatokat igényelnek.
A gyártók számára, akik átfogó megoldásokat keresnek a menetvágási műveleteken túl,a lemezmegmunkálási szolgáltatások integrált gyártási megközelítéseket kínálhatnak, amelyek optimalizálják az alkatrészek teljes gyártását. Hasonlóképpen,gyártási szolgáltatásaink magukban foglalják az összetett edzett acél alkatrészekhez szükséges folyamatok teljes skáláját.
Integráció a fejlett gyártási folyamatokkal
A menetmarás integrációja a fejlett gyártási folyamatokkal, mint például az élő szerszámos esztergák, jelentős előnyöket biztosít az összetett alkatrészek gyártásában. A több tengelyes megmunkáló központok egyetlen beállításban kombinálhatják az esztergálási, marási és menetvágási műveleteket, csökkentve a kezelési időt és javítva a geometriai kapcsolatokat a funkciók között. Ez az integráció különösen értékes az edzett acél alkatrészeknél, ahol a több beállítás növeli a munkakeményedés és a méretváltozás kockázatát.
Az edzett esztergálási műveleteket követő menetmarás egy feltörekvő megközelítés az olyan alkatrészek esetében, amelyek kiterjedt megmunkálást igényelnek edzett állapotban. Ez a sorrend minimalizálja a hőkezelési torzulást, miközben fenntartja a kiváló menetminőséget a hőkezelés előtti megmunkáláshoz és az azt követő hőkezeléshez képest. A kombináció különösen hatékony az olyan alkatrészeknél, amelyek geometriai tűrései szigorúbbak, mint a hagyományos hőkezelési és köszörülési sorozatokkal elérhető.
Az additív gyártás integrációja egy jövőbeli lehetőséget képvisel, ahol a menetmarás kiváló menetminőséget biztosít a nyomtatott menetekhez képest. A szelektív lézeres olvasztással (SLM) vagy elektronnyalábos olvasztással (EBM) előállított alkatrészek gyakran utófeldolgozást igényelnek a kritikus menetes funkciókhoz. A menetmarás jobban alkalmazkodik az additív módon gyártott alkatrészekre jellemző változó felületi körülményekhez és anyagjellemzőkhöz, mint a hagyományos menetfúrási megközelítések.
Jövőbeli trendek és technológiai fejlesztés
A feltörekvő szerszámbevonat technológiák továbbra is javítják a menetmarás teljesítményét edzett acél alkalmazásokban. A fejlett bevonatrendszerek, mint például az AlCrN és a gyémántszerű szén (DLC), javított kopásállóságot és csökkentett súrlódási együtthatókat biztosítanak, ami további 30-50%-kal meghosszabbítja a szerszámélettartamot a hagyományos TiAlN bevonatokhoz képest. Ezek a fejlesztések tovább erősítik a menetmarás gazdasági előnyeit az igényes alkalmazásokban.
Az adaptív megmunkálási technológiák, amelyek figyelik a vágóerőket és automatikusan beállítják a paramétereket, különösen ígéretesek a menetmarási alkalmazásokhoz. Ezek a rendszerek képesek észlelni a munkakeményedési körülményeket vagy a szerszámkopási állapotokat, és valós időben módosítani a vágási paramétereket az optimális teljesítmény fenntartása érdekében. Az ilyen képességek különösen értékesek az edzett acél alkalmazásokban, ahol az anyag tulajdonságai az egyes alkatrészeken belül változhatnak.
A nagy sebességű menetmarás egy feltörekvő trendet képvisel, ahol a 200-300 m/perchez közeli vágási sebességek speciális szerszámokkal és szerszámgép tervekkel érhetők el. Ezek a fejlesztések ígéretet tesznek arra, hogy kiküszöbölik a ciklusidő hátrányát, amely hagyományosan a menetmaráshoz kapcsolódik, miközben fenntartják a kiváló menetminőséget és a szerszámélettartam jellemzőit.
Gyakran Ismételt Kérdések
Milyen keménységi küszöbérték teszi a menetmarást költséghatékonyabbá, mint a menetfúrást acélban?
A váltási pont jellemzően 32-35 HRC körül következik be, ahol a menetfúró törési arányai jelentősen növekedni kezdenek, miközben a menetmaró teljesítménye stabil marad. 40 HRC felett a menetmarás a legtöbb alkalmazásban gazdaságilag jobbá válik a drámaian javult szerszámélettartam és a csökkentett selejtarányok miatt.
A menetmarás képes ugyanolyan pontossági szabványoknak megfelelő meneteket előállítani, mint a menetfúrás?
A menetmarás következetesen jobb pontosságot eredményez, mint a menetfúrás edzett acélokban, a menetátmérő tűrései jellemzően 40-50%-kal szigorúbbak. A felületi minőség javulása 50-60%-os, ami a menetmarást a preferált választássá teszi a precíziós alkalmazásokhoz, amelyek Class 2A illesztéseket vagy annál jobbakat igényelnek.
Hogyan befolyásolja a programozási bonyolultság a menetmarás bevezetését?
A modern CAM szoftverek nagyrészt kiküszöbölték a programozási bonyolultsággal kapcsolatos aggályokat a speciális menetvágási rutinok és az automatizált szerszámpálya generálás révén. A beállítási idő körülbelül 15-20%-kal nő a menetfúráshoz képest, de ez a befektetés az első néhány gyártott alkatrészen belül megtérül a jobb minőség és a csökkentett selejt révén.
Milyen szerszámgép módosításokra van szükség az edzett acélok menetmarásához?
A legtöbb meglévő 3 tengelyes megmunkáló központ módosítás nélkül képes menetmarást végezni, feltéve, hogy megfelelő orsóteljesítménnyel (jellemzően legalább 3-5 kW) és spirális interpolációs képességgel rendelkezik. Az orsón keresztüli hűtőfolyadék szállítás, bár előnyös, nem kötelező a sikeres menetmarási műveletekhez.
Hogyan térnek el a hűtőfolyadék követelmények a menetmarás és a menetfúrás között?
A menetmarás jellemzően kevésbé agresszív hűtőfolyadék szállítást igényel, mint a menetfúrás, a ködhűtés gyakran elegendő a legtöbb alkalmazáshoz. A menetfúrás elárasztásos hűtést vagy orsón keresztüli szállítást igényel a forgácsok tömörödésének megakadályozása és a megfelelő kenés biztosítása érdekében a zárt vágási zónában.
Mely menetméretek kedveznek az egyes folyamatoknak edzett acél alkalmazásokban?
A menetmarás egyre nagyobb előnyöket mutat a menetméret növekedésével, az M6 és nagyobb menetek jellemzően a marásnak kedveznek edzett acélokban. A kisebb menetek (M3-M5) még indokolhatják a menetfúrást mérsékelten kemény anyagokban (30-35 HRC), a gyártási volumen és a minőségi követelmények függvényében.
Hogyan befolyásolja a kötegméret a folyamatok közötti gazdasági összehasonlítást?
A nagy volumenű termelés (>10 000 darab évente) indokolhatja a menetfúrást mérsékelten kemény acélok esetében a gyorsabb ciklusidők miatt, míg az alacsony volumenű, nagy keverékű termelés erősen a menetmarás rugalmasságának és minőségi konzisztenciájának kedvez. A váltási pont az anyag keménységétől és a menet specifikációitól függően változik.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece