Alámetszések CNC megmunkálásban: T-horonymarók vs. 5-tengelyes stratégiák
Az alámetszések megmunkálása az egyik legnagyobb geometriai kihívást jelenti a precíziós gyártásban. Ezek a jellemzők – amelyeket olyan felületekként definiálunk, amelyek egyetlen tengely mentén mozgó forgácsolószerszámmal nem érhetők el – speciális stratégiákat igényelnek, amelyek közvetlenül befolyásolják a ciklusidőket, a szerszámköltségeket és a projekt általános megvalósíthatóságát.
Főbb tudnivalók:
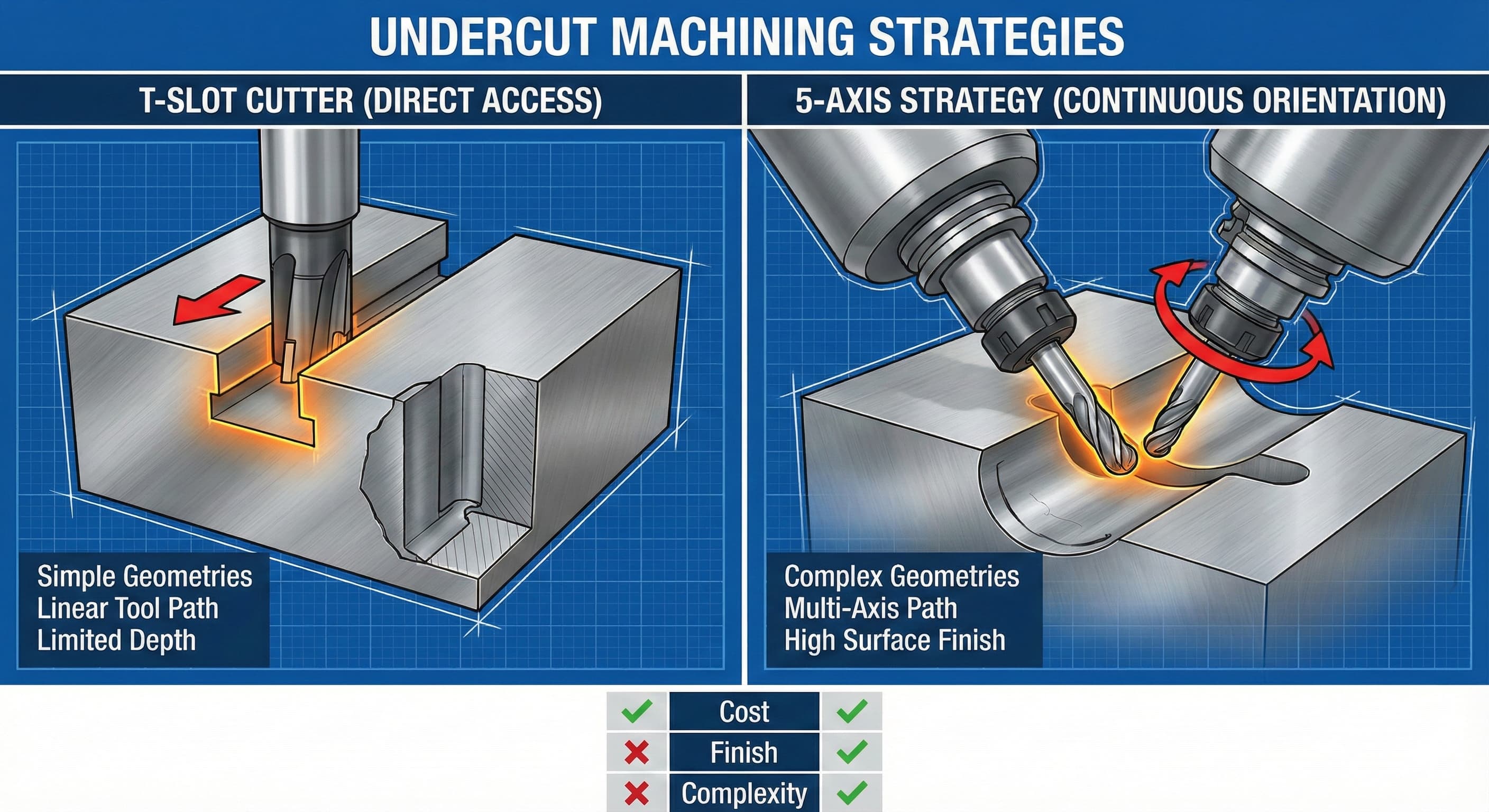
- A T-horonymarók kiválóan alkalmasak egyszerű alámetszésekhez, de korlátozottak a specifikus geometriák és a 15-20 mm-ig terjedő mélységek tekintetében
- Az 5-tengelyes szimultán megmunkálás komplex alámetszési profilokat tesz lehetővé kiváló felületi minőséggel (Ra 0,8-1,6 μm)
- A mindkét módszert kombináló hibrid megközelítések 25-40%-kal csökkenthetik a ciklusidőket komplex alkatrészek esetén
- Az anyagválasztás és a munkadarab merevsége határozza meg az optimális alámetszési megmunkálási stratégiát
Az alámetszési geometria osztályozásának megértése
A CNC megmunkálásban az alámetszések három fő kategóriába sorolhatók: egyszerű lineáris alámetszések, komplex ívelt alámetszések és összetett, többirányú alámetszések. Mindegyik osztályozás különböző szerszámozási megközelítéseket és gépi képességeket igényel.
Az egyszerű lineáris alámetszések, mint például a T-hornyok és a fecskefarkú profilok, egyenes vonalú geometriával rendelkeznek, amelyek speciális végmarókkal érhetők el. Ezek jellemzően 2-25 mm mélységűek, 45-90 fok közötti fal szögekkel. Az ISO 2768-m szabvány vonatkozik az általános tűrésekre, míg a specifikus jellemzők szigorúbb, akár ±0,05 mm-es ellenőrzést is igényelhetnek.
A komplex ívelt alámetszések közé tartoznak a gömb alakú üregek, a túlnyúlások alatti szoborszerű felületek és a repülőgépipari alkatrészekben található organikus formák. Ezek a geometriák nem munkálhatók meg hagyományos 3-tengelyes stratégiákkal, és folyamatos, több tengelyes szerszámpályákat igényelnek a megfelelő forgácseltávolítás és a felületminőség fenntartása érdekében.
Az összetett alámetszések több irányt kombinálnak, és gyakran változó mélységűek egyetlen jellemzőn belül. Az orvosi implantátumok, a turbinalapátok és a fröccsöntő magok gyakran tartalmaznak ilyen kihívást jelentő geometriákat, amelyek a szerszámozás és a gépi képességek határait feszegetik.
T-horonymarók: Speciális szerszámozás a közvetlen hozzáféréshez
A T-horonymarók jelentik a legközvetlenebb megközelítést a lineáris alámetszések megmunkálásához. Ezek a szerszámok keskeny szárral és megnövelt vágófejjel rendelkeznek, ami lehetővé teszi a hozzáférést a szűk helyekhez, miközben olyan területeken távolítják el az anyagot, amelyek a hagyományos végmarókkal nem érhetők el.
A standard T-horonymarók 6-50 mm-es fejátmérővel rendelkeznek, a szárátmérő jellemzően a fejméret 30-50%-a a szükséges merevség biztosítása érdekében. A karbid minőségek, mint például a K20-K30, optimális kopásállóságot biztosítanak az acél alkatrészekhez, míg a PCD-hegyű szerszámok kiválóan alkalmasak az alumínium ötvözetekhez, mint például a 6061-T6 és a 7075-T6.
A T-horonymarási műveletek vágási paraméterei a szerszám elhajlásának és vibrációjának gondos figyelembevételét igénylik. Az ajánlott felületi sebességek 80-150 m/perc közöttiek acél esetén (a keménységtől függően), a fogankénti előtolási sebesség pedig 0,1-0,3 mm között van. A kiterjesztett szerszámgeometria a vágási mélységet 0,5-2,0 mm-re korlátozza passzonként, ami jelentősen befolyásolja a mély alámetszések ciklusidejét.
| Szerszámtípus | Max. mélység (mm) | Felületi sebesség (m/perc) | Előtolás (mm/fog) | Tipikus költség (€) |
|---|---|---|---|---|
| HSS T-horonymaró | 15 | 60-80 | 0.05-0.15 | 45-85 |
| Keményfém T-horonymaró | 25 | 120-180 | 0.15-0.25 | 120-220 |
| PCD T-horonymaró | 20 | 200-400 | 0.2-0.4 | 350-650 |
A szerszám élettartamának figyelembevétele kritikus fontosságú a konzolos vágási geometria miatt. A megfelelő munkadarab-rögzítés és a rezgéscsillapító rendszerek elengedhetetlenek a korai szerszámtörés megelőzéséhez és a méretpontosság fenntartásához a gyártási ciklusok során.
5-tengelyes szimultán megmunkálási stratégiák
Az öttengelyes szimultán megmunkálás átalakítja az alámetszések elérhetőségét azáltal, hogy lehetővé teszi a folyamatos szerszámorientáció-változtatásokat a vágási útvonal során. Ez a képesség lehetővé teszi a hagyományos végmarók számára a komplex geometriák elérését, miközben optimális vágási körülményeket és kiváló felületi minőséget tartanak fenn.
Az alapvető előny a szerszámtengely manipulálásában rejlik. A munkadarab vagy a főorsó megdöntésével és elforgatásával a forgácsolószerszámok merőlegesen érintkeznek a komplex felületekkel, kiküszöbölve a T-horonymaró megközelítésekben rejlő geometriai korlátokat. Ez jobb forgácseltávolítást, csökkentett vágóerőket és jobb felületi minőséget eredményez.
Az 5-tengelyes alámetszési stratégiák programozása kifinomult CAM szoftvert igényel, amely képes az ütközésérzékelésre és a szerszámpálya optimalizálására. Az elő- és utánfutási szögeket gondosan szabályozni kell a bemaródás elkerülése érdekében, miközben biztosítani kell a teljes anyageltávolítást. A tipikus előfutási szögek 2-5 fok közöttiek, az utánfutási szögeket pedig az anyag tulajdonságai és a kívánt felületi minőség alapján kell beállítani.
A gép kinematikája kulcsszerepet játszik a stratégia kiválasztásában. Az asztal-asztal konfigurációk (A és C tengely az asztalon) kiválóan alkalmasak nehéz munkadarabokhoz, de korlátozott lehet a szerszám hozzáférési szöge. A fej-fej konfigurációk (B és C tengely a főorsón) kiváló hozzáférést biztosítanak, de a főorsó terhelési korlátai miatt általában könnyebb alkatrészekre korlátozódnak.
A nagy pontosságú eredményekhez Kérjen árajánlatot 24 órán belül a Microns Hub-tól.
Az 5-tengelyes alámetszési megmunkálás előtolási sebességének optimalizálása dinamikus beállítást igényel a pillanatnyi szerszámérintkezés alapján. A modern CNC vezérlők fejlett algoritmusokat használnak a következetes forgácsmennyiség fenntartásához, miközben megakadályozzák a hirtelen gyorsulásváltozásokat, amelyek veszélyeztethetik a felületi minőséget vagy a méretpontosságot.
Összehasonlító elemzés: Teljesítmény és költségtényezők
A T-horonymarók és az 5-tengelyes stratégiák közötti választáshoz az alkatrész geometriájának, a gyártási mennyiségnek és a költségkorlátoknak átfogó elemzése szükséges. Mindegyik megközelítés eltérő előnyöket kínál a specifikus alkalmazási követelményektől függően.
| Tényező | T-horonymarók | 5-tengelyes szimultán | Hatás a választásra |
|---|---|---|---|
| Beállítási idő | 15-30 perc | 45-90 perc | Nagy mennyiség a T-hornyot preferálja |
| Programozási bonyolultság | Alacsony | Magas | A képzettségi követelmények jelentősen eltérnek |
| Felületi érdesség (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | Kritikus a látható felületeknél |
| Szerszámköltség funkciónként | €2-8 | €0.50-3 | Mennyiségtől és bonyolultságtól függ |
| Ciklusidő (egyszerű bemetszés) | 100% | 150-200% | T-horony előny az alapvető geometriához |
Az anyagjellemzők jelentősen befolyásolják a stratégia kiválasztását. A kéregedésre hajlamos ötvözetek, mint például az Inconel 718, profitálnak az 5-tengelyes megközelítésekkel elérhető folyamatos vágási műveletből, míg az alumínium ötvözetek mindkét módszerrel elfogadható eredményeket érhetnek el. Az 5-tengelyes megmunkálás fokozott forgácseltávolítási jellemzői különösen értékesek a kéregedésre hajlamos vagy hosszú, szálkás forgácsot generáló anyagok megmunkálásakor.
A geometriai komplexitás a legfontosabb döntési tényező. Az egyszerű T-hornyok, fecskefarkak és lineáris alámetszések, amelyek mélysége 15 mm alatt van, jellemzően a speciális marókat részesítik előnyben. A komplex ívelt alámetszések, a változó mélységű jellemzők vagy a több orientációt igénylő alámetszések 5-tengelyes képességeket igényelnek.
Az átfogó gyártási megoldások értékelésekor vegye figyelembe, hogy az alámetszési megmunkálás hogyan integrálódik más folyamatokba. Azok az alkatrészek, amelyek precíziós CNC jellemzőket és formázott elemeket is igényelnek, profitálhatnak a lemezmegmunkálási szolgáltatásainkból a hibrid gyártási megközelítésekhez.
Fejlett hibrid stratégiák
A kifinomult gyártási környezetek gyakran alkalmaznak hibrid megközelítéseket, amelyek a T-horonymarókat és az 5-tengelyes stratégiákat kombinálják egyetlen megmunkálási programon belül. Ez a módszertan optimalizálja a ciklusidőket, miközben fenntartja a minőségi szabványokat a különböző jellemzőkövetelmények között.
A durva alámetszés eltávolítás gyakran 5-tengelyes stratégiákat alkalmaz standard végmarókkal a tömeges anyag hatékony eltávolításához. A kiváló forgácseltávolítás és a csökkentett szerszámfeszültség agresszív, 15-25 cm³/perc anyageltávolítási sebességet tesz lehetővé alumínium ötvözetekben. A végső profilozás ezután speciális T-horonymarókat alkalmaz a pontos méretellenőrzés és a kritikus felületek jobb felületi minőségének elérése érdekében.
A hibrid programokon belüli szekvenciális szerszámcserék a munkadarab referenciarendszereinek és a szerszámhossz-kompenzációnak gondos figyelembevételét igénylik. A következetes koordináta-rendszerek fenntartása kritikus fontosságú a különböző szerszámgeometriák és vágási stratégiák közötti váltáskor. A megfelelő beállítási és ellenőrzési eljárások megakadályozzák a részben elkészült alkatrészek költséges selejtezését.
A fejlett CAM rendszerek ma már integrált hibrid programozási képességeket kínálnak, amelyek automatikusan optimalizálják a szerszámválasztást és a vágási stratégiákat a jellemzőgeometria elemzése alapján. Ezek a rendszerek olyan tényezőket értékelnek, mint az anyageltávolítási sebesség, a szerszám hozzáférési szögei és a felületi minőségi követelmények az optimalizált megmunkálási sorrendek generálása érdekében.
A hőmérséklet-szabályozás egyre fontosabbá válik a hibrid stratégiákban a változó vágási terhelések és a meghosszabbított ciklusidők miatt. A 15-25 liter/perc áramlási sebességű árasztó hűtőrendszerek segítenek a következetes hőmérséklet fenntartásában, miközben megfelelő forgácseltávolítást biztosítanak mindkét vágási módszerhez.
Anyagspecifikus szempontok
A különböző anyagok egyedien reagálnak a T-horonymarókkal szemben az 5-tengelyes alámetszési megmunkálási stratégiákra, ami az optimális eredmények eléréséhez szabott megközelítéseket igényel. Ezen anyagspecifikus viselkedések megértése lehetővé teszi a megalapozott stratégiaválasztást és a paraméterek optimalizálását.
Az alumínium ötvözetek, különösen a 6061-T6 és a 7075-T6, mindkét megközelítéssel könnyen megmunkálhatók, de eltérő viselkedést mutatnak. Az alumíniumban lévő T-horonymarók magas anyageltávolítási sebességet érhetnek el a kiváló hőelvezetési tulajdonságok miatt, míg az 5-tengelyes stratégiák profitálnak az anyag azon képességéből, hogy rövid, könnyen eltávolítható forgácsot termeljen. A PCD-hegyű szerszámok kiválóan alkalmasak alumínium alkalmazásokhoz, és 300-500%-os szerszámélettartam-javulást kínálnak a karbid alternatívákhoz képest.
| Anyagminőség | Preferált stratégia | Tipikus szerszámélettartam | Felületi sebesség (m/perc) | Speciális szempontok |
|---|---|---|---|---|
| Al 6061-T6 | Bármelyik/Hibrid | 2000-4000 alkatrész | 200-400 | Felrakódott él megelőzése |
| Acél 4140 (HRC 30) | 5-tengelyes preferált | 150-300 alkatrész | 120-180 | Keményedés szabályozása |
| Rozsdamentes 316L | 5-tengelyes szükséges | 80-150 alkatrész | 80-120 | Folyamatos vágás elengedhetetlen |
| Inconel 718 | Csak 5-tengelyes | 25-60 alkatrész | 45-80 | Hőkezelés kritikus |
A rozsdamentes acél minőségek, mint például a 316L és a 17-4 PH, egyedi kihívásokat jelentenek a kéregedési jellemzők miatt. A szakaszos vágási művelettel működő T-horonymarók kéregedést idézhetnek elő, ami gyors szerszámkopáshoz és gyenge felületi minőséghez vezet. Az öttengelyes folyamatos vágási stratégiák fenntartják a következetes érintkezést, megakadályozva a kéregedést, miközben elfogadható szerszámélettartamot és felületi minőséget érnek el.
A titánötvözetek, beleértve a Ti-6Al-4V-t is, a vágási stratégiától függetlenül speciális megközelítéseket igényelnek. Az anyag alacsony hővezető képessége és a forgácsolószerszámokkal való kémiai reakcióképessége optimalizált paramétereket és potenciálisan egzotikus szerszámanyagokat igényel. A részletes titán megmunkálási stratégiákért tekintse meg a szerszámkopás csökkentéséről szóló útmutatónkat a titán megmunkálásban az átfogó CAD optimalizálási megközelítésekhez.
Rögzítési és munkadarab-rögzítési szempontok
A sikeres alámetszési megmunkálás robusztus munkadarab-rögzítő rendszereket igényel, amelyek képesek fenntartani az alkatrész merevségét, miközben szerszámhozzáférést biztosítanak a szűk területekhez. A T-horonymarók és az 5-tengelyes stratégiák közötti választás jelentősen befolyásolja a rögzítési követelményeket és a beállítási komplexitást.
A T-horonymaró alkalmazások jellemzően a hagyományos satu vagy rögzítőlemez beállításokat részesítik előnyben, mivel a szerszámhozzáférési követelmények viszonylag kiszámíthatóak maradnak. A kiterjesztett szerszámgeometria azonban jelentős nyomatékkart hoz létre, amely felerősíti a vágóerőket és a vibrációkat. A munkadarab-rögzítő rendszereknek megfelelő támaszt kell biztosítaniuk a vágási zóna közelében, miközben figyelembe veszik a szerszámtisztítási követelményeket.
Az öttengelyes megmunkálás kifinomultabb rögzítési megoldásokat igényel, amelyek fenntartják a munkadarab hozzáférhetőségét a komplex szerszámpálya-sorozatok során. A sírkő rögzítők, az indexelt forgóasztalok és az egyedi rögzítési tervek lehetővé teszik a több alkatrészorientációt, miközben minimalizálják a beállítási változtatásokat. Az alámetszések különböző megközelítési szögekből történő megmunkálásának képessége gyakran csökkenti a teljes rögzítési követelményeket a T-horonymaró módszerekhez képest.
Ha több beállítást igénylő komplex geometriákkal van dolga, fontolja meg az olyan tervezési stratégiákat, amelyek tartófüleket tartalmaznak a komplex CNC alkatrészekhez az alkatrész integritásának fenntartása érdekében a megmunkálási sorozatok során.
A rezgéscsillapítás különösen kritikus fontosságú a T-horonymarási műveleteknél a szerszám inherent rugalmassága miatt. A kiegészítő támasztórendszerek, beleértve a stabil támasztékokat és a rezgéscsillapító rögzítőket, segítenek fenntartani a méretpontosságot és meghosszabbítani a szerszám élettartamát. Ezeket a rendszereket gondosan meg kell tervezni, hogy elkerüljék a vágószerszám útvonalainak interferenciáját, miközben maximális támasztó hatékonyságot biztosítanak.
Minőségellenőrzési és ellenőrzési stratégiák
Az alámetszési jellemzők egyedi ellenőrzési kihívásokat jelentenek, amelyek speciális mérési technikákat és berendezéseket igényelnek. A hozzáférhetőségi korlátok, amelyek bonyolítják a megmunkálást, befolyásolják a minőségellenőrzési eljárásokat is.
A csuklós mérőfejekkel felszerelt koordináta-mérőgépek (CMM-ek) átfogó alámetszés-ellenőrzést tesznek lehetővé, de a programozási komplexitás jelentősen megnő. A mérőfej hozzáférési szögeit gondosan meg kell tervezni az ütközések elkerülése érdekében, miközben teljes jellemzőellenőrzést kell elérni. A 2-5 mm-es golyóátmérőjű tapintó mérőfej rendszerek jellemzően optimális egyensúlyt biztosítanak a hozzáférési képesség és a mérési pontosság között.
Az optikai mérőrendszerek, beleértve a lézerszkennereket és a strukturált fényrendszereket, érintésmentes ellenőrzési alternatívákat kínálnak, amelyek különösen értékesek a komplex ívelt alámetszésekhez. Ezek a rendszerek teljes felületgeometriai adatokat rögzítenek, lehetővé téve az átfogó összehasonlítást a CAD modellekkel, a pontosság jellemzően ±0,025 mm-en belül van a legtöbb ipari alkalmazásnál.
A folyamat közbeni felügyelet egyre fontosabbá válik az alámetszési megmunkálásnál a vágási műveletek során korlátozott vizuális hozzáférés miatt. A főorsó terhelésének felügyelete, a rezgéselemzés és az akusztikus emissziós érzékelők segítenek észlelni a szerszámkopást vagy a vágási anomáliákat, mielőtt azok befolyásolnák az alkatrész minőségét. A modern CNC rendszerek integrálják ezeket a felügyeleti képességeket, hogy valós idejű visszajelzést és automatikus paraméterbeállítást biztosítsanak.
A statisztikai folyamatszabályozás (SPC) megvalósítása a mérési ismételhetőség és a kezelői technika gondos figyelembevételét igényli. Az alámetszési jellemzők gyakran nagyobb mérési bizonytalanságot mutatnak a hozzáférhető felületekhez képest, ami kiigazított vezérlési határértékeket és mintavételi stratégiákat igényel a hatékony folyamatszabályozás fenntartása érdekében.
A Microns Hub-tól történő rendeléskor profitálhat a közvetlen gyártói kapcsolatokból, amelyek biztosítják a kiváló minőségellenőrzést és a versenyképes árakat a piactéri platformokhoz képest. Műszaki szakértelmünk és személyre szabott szolgáltatási megközelítésünk azt jelenti, hogy minden projekt megkapja a megérdemelt figyelmet a részletekre, átfogó ellenőrzési képességekkel még a legnehezebb alámetszési geometriákhoz is.
Költségoptimalizálási stratégiák
A hatékony költségkezelés az alámetszési megmunkálásban a szerszámköltségek, a ciklusidők, a beállítási követelmények és a minőségi szempontok átfogó elemzését igényli. A teljes költségvonzatok megértése lehetővé teszi a megalapozott döntéseket, amelyek egyensúlyba hozzák a kezdeti költségeket a hosszú távú termelési hatékonysággal.
A szerszámköltségek drámaian eltérnek a megközelítések között. A T-horonymarók mérettől és bevonattól függően 45-650 euró között mozognak, a tipikus szerszámélettartam 150-4000 alkatrész az anyagtól és a vágási körülményektől függően. Az öttengelyes stratégiák hagyományos végmarókat használnak, amelyek 15-150 euróba kerülnek, de több szerszámot is igényelhetnek a teljes alámetszés megmunkálásához.
A programozási és beállítási költségek az egyszerű geometriák esetében a T-horonymarókat részesítik előnyben a csökkentett komplexitás miatt. Az 5-tengelyes stratégiák azonban gyakran gazdaságosabbnak bizonyulnak a komplex alámetszések esetében, ha figyelembe vesszük a teljes ciklusidőket és a másodlagos műveleteket. Az a képesség, hogy több alámetszési orientációt is elvégezhetünk egyetlen beállításban, kiküszöböli a köztes kezelési és áthelyezési költségeket.
A mennyiségi szempontok jelentősen befolyásolják a költségoptimalizálási döntéseket. Az alacsony volumenű prototípus és egyedi alkatrészek az 5-tengelyes megközelítéseket részesíthetik előnyben a magasabb beállítási költségek ellenére, míg a nagy volumenű gyártás gyakran profitál a dedikált T-horonymaró szerszámozásból és az optimalizált rögzítőrendszerekből.
A különböző gyártási folyamatokat lefedő átfogó költségelemzéshez tekintse meg a CNC megmunkálási költségtényezőkről szóló részletes útmutatónkat, amely konkrét stratégiákat kínál az alkatrészárak tervezési optimalizálással történő csökkentésére.
A másodlagos műveletek, beleértve a sorjázást, a felületkezelést és az ellenőrzést, bonyolítják a költségszámításokat. Az öttengelyes megmunkálás jellemzően kiváló felületi minőséget eredményez, ami minimális utófeldolgozást igényel, míg a T-horonymarási műveletek további befejező lépéseket igényelhetnek a hasonló minőségi szintek eléréséhez.
Integráció a gyártási szolgáltatásokkal
Az alámetszési megmunkálás gyakran egy átfogó gyártási program egyik összetevőjét jelenti, amely több folyamatot és technológiát is tartalmazhat. Annak megértése, hogy az alámetszési stratégiák hogyan integrálódnak a szélesebb körű gyártási képességekkel, segít optimalizálni a projekt általános végrehajtását és költséghatékonyságát.
Sok alkatrész, amely komplex alámetszéseket igényel, olyan jellemzőket is tartalmaz, amelyek jobban megfelelnek az alternatív gyártási folyamatoknak. A megmunkált alámetszésekkel rendelkező lemezalkatrészek, a befejező megmunkálást igénylő öntött alkatrészek és a több gyártási technológiát kombináló szerelvények profitálnak az integrált termelési tervezésből, amely figyelembe veszi az összes folyamat kölcsönhatását.
Az átfutási idő optimalizálása gyakran vezérli a folyamat kiválasztási döntéseit. Azok az alkatrészek, amelyek precíziós alámetszéseket és egyéb gyártási műveleteket is igényelnek, profitálhatnak a párhuzamos feldolgozási stratégiákból, ahol a különböző jellemzőket egyidejűleg állítják elő a megfelelő technológiák felhasználásával. Ez a megközelítés minimalizálja a projekt teljes időtartamát, miközben fenntartja a minőségi szabványokat az összes jellemző esetében.
A minőségbiztosítási rendszer integrációja biztosítja a következetes szabványokat a több gyártási folyamat során. Ha az alámetszési megmunkálás egy komplex gyártási program egyik elemét jelenti, a nyomon követhetőség és a dokumentáció fenntartása kritikus fontosságú a szigorú szabályozási követelményekkel rendelkező iparágakban, mint például a repülőgépipar, az orvosi eszközök és az autóipar.
Fedezze fel, hogyan integrálódik az alámetszési megmunkálás a gyártási szolgáltatásainkba, hogy átfogó megoldásokat dolgozzunk ki, amelyek optimalizálják az egyes alkatrészek minőségét és a projekt általános hatékonyságát.
Gyakran Ismételt Kérdések
Mi a maximális mélység, amely T-horonymarókkal elérhető az 5-tengelyes megmunkáláshoz képest?
A T-horonymarók a szerszám merevségének és a vibrációs korlátoknak köszönhetően jellemzően 15-25 mm-es mélységre korlátozódnak. A kiterjesztett szerszámgeometria jelentős elhajlást hoz létre, amely ezeken a mélységeken túl befolyásolja a méretpontosságot. Az öttengelyes megmunkálás hagyományos végmarókkal gyakorlatilag korlátlan alámetszési mélységet érhet el, mivel a szerszámok a jellemző mélységétől függetlenül merőlegesen érintkeznek a felületekkel. A munkadarab merevsége és a rögzítési hozzáférhetőség azonban gyakorlati korlátokat szabhat a rendkívül mély jellemzők esetében.
Hogyan befolyásolják a felületi minőségi követelmények a T-horonymarók és az 5-tengelyes stratégiák közötti választást?
Az öttengelyes szimultán megmunkálás jellemzően kiváló felületi minőséget eredményez, amely Ra 0,8-1,6 μm között mozog a folyamatos szerszámérintkezés és az optimális vágási geometria miatt. A T-horonymarók általában Ra 1,6-3,2 μm felületi minőséget érnek el a szerszám elhajlása és a szakaszos vágási művelet miatt. A minimális utófeldolgozást igénylő kritikus felületek esetében az 5-tengelyes stratégiák jelentős előnyöket kínálnak. A specializált T-horonymarók optimalizált geometriákkal és bevonatokkal azonban sok alkalmazáshoz elfogadható felületi minőséget érhetnek el alacsonyabb programozási komplexitással.
Mely anyagok nem alkalmasak T-horonymaróval történő alámetszési megmunkálásra?
A kéregedésre hajlamos anyagok, beleértve az ausztenites rozsdamentes acélokat (316L, 321), az Inconel ötvözeteket és a Hastelloy minőségeket, gyengén teljesítenek a T-horonymarókkal a szakaszos vágási művelet miatt, amely kéregedést idéz elő. Ezek az anyagok folyamatos vágási érintkezést igényelnek, amely csak 5-tengelyes stratégiákkal lehetséges. Ezenkívül a gyenge megmunkálhatósággal rendelkező anyagok, mint például a HRC 45 feletti edzett szerszámacélok, túlzott szerszámkopást okozhatnak a T-horonymarókra jellemző kiterjesztett geometriák használatakor.
Hogyan befolyásolja az alkatrész mennyisége a vágási stratégiák közötti gazdasági választást?
Az alacsony volumenű gyártás (1-50 alkatrész) jellemzően az 5-tengelyes stratégiákat részesíti előnyben a magasabb programozási költségek ellenére, mivel a szerszámköltségek ésszerűek maradnak, és a beállítási rugalmasság előnyöket biztosít. A közepes volumenek (50-500 alkatrész) részletes költségelemzést igényelnek, figyelembe véve a szerszám élettartamát, a ciklusidőket és a minőségi követelményeket. A nagy volumenű gyártás (>500 alkatrész) gyakran indokolja a dedikált T-horonymaró szerszámozást és az optimalizált rögzítőket, ha a geometria lehetővé teszi, mivel az alacsonyabb egy alkatrészre jutó programozási és beállítási költségek ellensúlyozzák a magasabb kezdeti szerszámköltségeket.
Milyen ellenőrzési kihívások egyediek a megmunkált alámetszések esetében?
Az alámetszés-ellenőrzés jelentős hozzáférhetőségi korlátokkal szembesül, amelyek bonyolítják a mérési eljárásokat. A standard CMM mérőfejek csuklós fejeket vagy speciális mérőfej konfigurációkat igényelnek a szűk területek eléréséhez, ami növeli a programozási komplexitást és a mérési bizonytalanságot. Az optikai mérőrendszerek előnyöket kínálnak a komplex geometriák esetében, de nehézségekbe ütközhetnek a nagymértékben fényvisszaverő felületek vagy a mély, keskeny alámetszések esetében. A jó/nem jó mérőeszközök hatékony gyártási ellenőrzést biztosítanak, de minden alámetszési geometriához egyedi gyártást igényelnek, ami elsősorban a nagy volumenű alkalmazásokhoz teszi alkalmassá őket.
A mindkét módszert kombináló hibrid megközelítések csökkenthetik a teljes megmunkálási költségeket?
A hibrid stratégiák gyakran optimális költséghatékonyságot biztosítanak a több alámetszési``` típust tartalmazó komplex alkatrészekhez. Az 5-tengelyes durva megmunkálás használata a tömeges anyag eltávolításához, amelyet T-horonymaróval történő befejezés követ, 25-40%-kal csökkentheti a ciklusidőket, miközben fenntartja a méretpontosságot. A hibrid megközelítések azonban kifinomult programozást és gondos szerszámcsere-kezelést igényelnek a koordináta-rendszer pontosságának fenntartása érdekében a megmunkálási sorozat során. Az előnyök jellemzően indokolják a megnövekedett komplexitást a geometriailag komplex alkatrészek közepes és nagy volumenű gyártása esetén.
Milyen szerepet játszik a munkadarab anyagvastagsága a stratégia kiválasztásában?
A vékony falú, alámetszéseket tartalmazó alkatrészek egyedi kihívásokat jelentenek a vágási stratégiától függetlenül. A T-horonymarók jelentős vágóerőket generálnak, amelyek elhajlást vagy vibrációt okozhatnak a vékony szakaszokban, ami potenciálisan veszélyezteti a méretpontosságot. Az 5-tengelyes stratégiák optimalizált szerszámpályákat tesznek lehetővé, amelyek minimalizálják a vágóerőket a megfelelő elő-/utánfutási szögek és a lépésköz-szabályozás révén. A 2-3 mm alatti falvastagságú alkatrészek jellemzően 5-tengelyes megközelítéseket igényelnek speciális vékony falú megmunkálási technikákkal az elfogadható tűrések fenntartása és a munkadarab torzulásának megakadályozása érdekében.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece