CNC Forgácsolási Költségtényezők: 7 Tervezési Finomítás, Amellyel 30%-kal Csökkentheti az Alkatrész Árát
A legtöbb mérnök először a funkcionalitásra, másodszor pedig a költségre összpontosít – ami költséges hiba a CNC forgácsolás esetében. A Microns Hub-nál eltöltött két évtizedes gyártási folyamatok optimalizálása során azonosítottam azokat a visszatérő tervezési mintákat, amelyek 20-50%-kal növelik az alkatrészek költségeit anélkül, hogy érdemi értéket adnának. A megoldás nem az olcsóbb anyagok vagy a rosszabb minőségű beszállítók; hanem az intelligens tervezési módosítások, amelyek a CNC képességeivel együtt, nem pedig azok ellen dolgoznak.
Főbb Megállapítások
- A szabványos szerszámozás hozzáférhetősége 40-60%-kal csökkenti a forgácsolási időt a speciális vágószerszámokat igénylő komplex geometriákhoz képest
- Az anyagválasztás az ötvözet típusán túl – figyelembe véve a megmunkálhatósági besorolásokat és a készlet rendelkezésre állását – jobban befolyásolja a teljes költséget, mint a nyersanyag ára
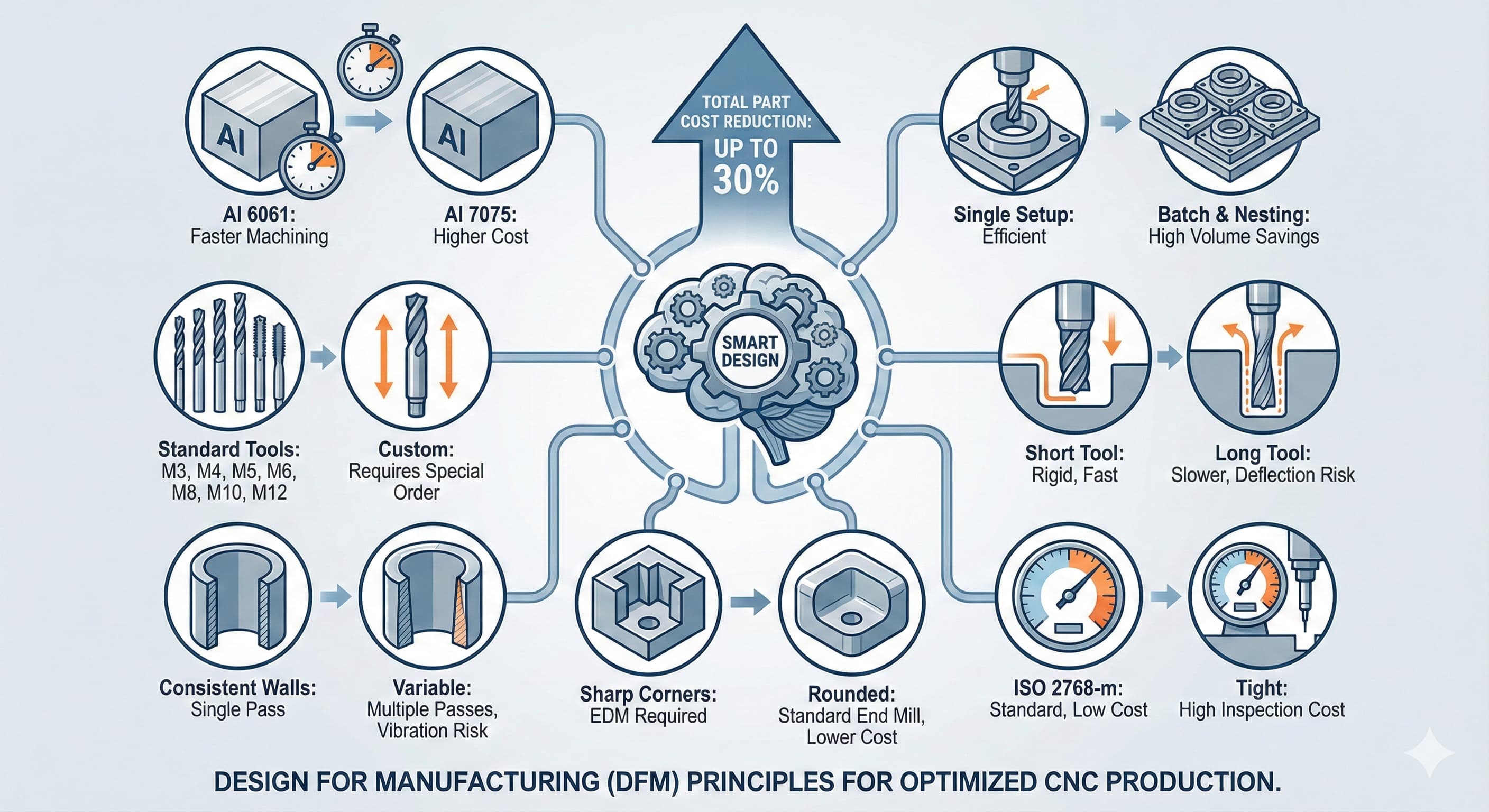
- A gyártásra tervezés (DFM) elvein alapuló funkciókonszolidáció teljes mértékben kiküszöbölheti a másodlagos műveleteket
- Tolerancia specifikációs stratégia: a szűk tűrések alkalmazása csak ott, ahol funkcionálisan kritikus, jelentősen csökkenti az ellenőrzési időt és a selejtarányt
A CNC Költségstruktúra Megértése: A Rejtett Változók
A CNC forgácsolási költségek öt fő kategóriába sorolhatók, de a legtöbb mérnök csak kettőt vesz figyelembe. A nyilvánvaló anyag- és gépidő költségeken túl a beállítási komplexitás, a szerszámozási követelmények és a minőségbiztosítási protokollok gyakran az alkatrész teljes költségének 40-70%-át teszik ki alacsony és közepes volumenű gyártás esetén.
A beállítási idő aránytalanul nő a geometriai komplexitással. Egy egyszerű téglalap alakú tömb szabványos furatokkal egyetlen beállításban megmunkálható, míg egy több tájolást igénylő alkatrész megsokszorozza a beállítási időt és a rögzítési költségeket is. Minden további beállítás 15-45 perc nem vágási időt ad hozzá, az alkatrész komplexitásától és a rögzítési követelményektől függően.
A szerszámozási költségek összeadódnak, ha a tervek speciális vágószerszámokat igényelnek. A 3 mm, 6 mm, 10 mm és 20 mm átmérőjű szabványos marók a forgácsolási műveletek 85%-át hatékonyan elvégzik. Egy 2,3 mm-es maró megkövetelése egy adott zseb mélységéhez megduplázza a szerszám költségét és megnöveli a szerszám beszerzésének átfutási idejét.
| Költségkomponens | Jellemző százalék | Elsődleges tényezők | Tervezési hatás |
|---|---|---|---|
| Nyersanyag | 20-35% | Ötvözet típusa, készletméret, elérhetőség | Magas |
| Gépi idő | 25-40% | Vágási sebesség, szerszámpálya hatékonysága | Nagyon magas |
| Beállítás és rögzítés | 15-25% | Beállítások száma, rögzítés bonyolultsága | Nagyon magas |
| Szerszámozás | 8-15% | Szerszám típusa, csere gyakorisága | Magas |
| Minőségbiztosítás | 5-12% | Tolerancia követelmények, ellenőrzési idő | Közepes |
A mérnökök általában csak a mechanikai tulajdonságok alapján választanak anyagot, figyelmen kívül hagyva a megmunkálhatósági tényezőket, amelyek drámaian befolyásolják a gyártási költségeket. Az Aluminum 6061-T6 és a 7075-T6 egyaránt megfelel a szilárdsági követelményeknek számos repülőgépipari alkalmazásban, de a 6061-T6 40%-kal gyorsabban megmunkálható a kiváló forgácsolási és alacsonyabb szerszámkopási arányok miatt.
A megmunkálhatósági besorolások számszerűsítik a vágási hatékonyságot a különböző ötvözetek között. Az American Iron and Steel Institute (AISI) egy olyan skálán értékeli az anyagokat, ahol az AISI 1212 acél 100%-nak felel meg. Az Aluminum 6061-T6 90-95%-os, míg a 7075-T6 70-75%-os. Ez a 20 pontos különbség közvetlenül a ciklusidő változásaira fordítódik le.
A készlet rendelkezésre állása egy másik rejtett költségtényezőt jelent. A 25,4 mm vastag lemez előírása, amikor a szabványos készlet 25 mm-es vagy 30 mm-es méretben kapható, anyagpazarlást és potenciális beszerzési késéseket okoz. Az európai beszállítók jellemzően metrikus méreteket tartanak készleten: 10 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm vastagságú alumínium lemezeket.
| Anyag | Megmunkálhatósági besorolás | Forgácsolási sebesség (m/perc) | Szerszám élettartam faktor | Relatív költség/óra |
|---|---|---|---|---|
| Al 6061-T6 | 90-95 | 300-500 | 1.0 | 1.0 |
| Al 7075-T6 | 70-75 | 200-350 | 0.7 | 1.4 |
| Rozsdamentes 316L | 45-50 | 120-180 | 0.4 | 2.5 |
| Titán Ti-6Al-4V | 20-25 | 60-120 | 0.2 | 4.8 |
Az egyedi furatátmérők szerszámcseréket kényszerítenek ki és csökkentik a vágási paramétereket. A metrikus sorozatú szabványos fúrófejméretek (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm) optimális előtolással és sebességgel futnak, míg egy 4,3 mm-es furat vagy alulméretezett fúrást és dörzsárazást, vagy egy szabványos fúrót csökkentett paraméterekkel történő futtatását igényli.
A menetspecifikációk hasonló logikát követnek. Az ISO metrikus menetek (M3, M4, M5, M6, M8, M10, M12) szabványos menetfúró méreteket és bevált vágási paramétereket használnak. Az egyedi menetek speciális menetfúrókat, hosszabb ciklusidőket és nagyobb selejt kockázatot igényelnek a menetfúró törésének lehetősége miatt.
A furat mélység-átmérő arányai jelentősen befolyásolják a fúrási hatékonyságot és a szerszám élettartamát. A szabványos csigafúrók esetében a 3:1 alatti, a speciális mélyfúrók esetében pedig az 5:1 alatti arányok fenntartása optimalizálja a forgács eltávolítását és megakadályozza a munkadarab keményedését. Egy 6 mm átmérőjű furat szabványos szerszámozással maximum 18 mm mélyre terjedhet.
A süllyesztett furat és a süllyesztett fej műveletek bonyolultabbá válnak, ha a méretek nem igazodnak a szabványos rögzítőelem követelményekhez. Az ISO 4762 dugókulcsos csavarok meghatározzák a speciális süllyesztett furat átmérőket és mélységeket. Az M6-os csavarokhoz 10 mm átmérőjű süllyesztett furatok szükségesek 6 mm mélységgel – az ezektől a szabványoktól való eltérés növeli a forgácsolási időt funkcionális előny nélkül.
3. Tervezési Finomítás: Következetes Falvastagság Stratégia Alkalmazása
A változó falvastagság több vágási menetet igényel különböző szerszámokkal, míg a következetes vastagság lehetővé teszi az egy menetben történő műveleteket optimalizált vágási paraméterekkel. Az 1,5 mm alatti vékony falak alumíniumban vagy 2 mm-es acélban vibrációs kihívásokat jelentenek, amelyek csökkentett vágási sebességet és speciális munkadarab rögzítést igényelnek.
A zsebműveletek jelentősen profitálnak a következetes padlóvastagságból. A programozó szoftver optimalizálja a szerszámpályákat, ha az anyag eltávolítása egyenletes marad a vágási művelet során. A változó mélységű zsebek több durvító menetet igényelnek és arányosan növelik a ciklusidőt.
A lejtésszögek kiküszöbölik a másodlagos forgácsolási műveleteket az olyan alkatrészeknél, amelyek utóforgácsolási összeszerelést vagy bevonási folyamatokat igényelnek. A függőleges falakon 0,5-2,0 fokos lejtésszögek beépítése leegyszerűsíti az alkatrészek rögzítőkből való kivételét és csökkenti a sorják képződését a vágási műveletek során.
A nagy pontosságú eredmények érdekében töltse fel CAD fájljait a Microns Hub azonnali árajánlatadó motorjába.
4. Tervezési Finomítás: A Funkciók Komplexitásának Minimalizálása Geometriai Optimalizálással
A komplex geometriai funkciók exponenciálisan növelik a programozási időt és a szerszámpálya számítási komplexitását. A hegyes belső sarkok EDM befejezést vagy több szerszámpályát igényelnek fokozatosan kisebb marókkal. A hegyes sarkok helyett 0,5 mm-es sugarú sarkok előírása kiküszöböli a másodlagos műveleteket, miközben a legtöbb alkalmazás esetében fenntartja a funkcionális teljesítményt.
Az alámetszések és a fordított lejtésszögek további beállításokat vagy speciális szerszámozást kényszerítenek ki. Az öttengelyes forgácsolási képességek egyes komplex geometriákat egyetlen beállításban kezelnek, de a programozási komplexitás és a beállítási idő gyakran meghaladja a csökkentett kezelésből származó költségmegtakarítást. Az alámetszések tervezési felülvizsgálaton keresztüli kiküszöbölése jellemzően csökkenti a teljes költséget, miközben javítja az alkatrész szilárdságát a jobb feszültségeloszlás révén.
A felületi érdesség követelményei befolyásolják a vágási paraméterek kiválasztását és a végső menetstratégiákat. A Ra 1,6 μm felületi érdesség szabványos forgácsolási paraméterekkel érhető el, míg a Ra 0,8 μm további befejező meneteket igényel csökkentett előtolási sebességgel. A Ra 0,4 μm alatti tükörfények másodlagos polírozási műveleteket igényelnek, amelyek jelentős költséget és átfutási időt adnak hozzá.
| Funkció típusa | Szokásos megközelítés | Időszorzó | Költség hatása | DFM alternatíva |
|---|---|---|---|---|
| Éles belső sarok | Többszöri szerszámfutás + EDM | 3,5x | +250% | 0,5 mm-es sugarú sarok |
| Mély keskeny horony | Bemerülő vágás + oldalmarás | 2,8x | +180% | Szélesebb horony vagy átmenő furat |
| Összetett alámenet | 5 tengelyes vagy többszöri beállítás | 4,2x | +320% | Geometria megszüntetése vagy egyszerűsítése |
| Nagyon vékony fal (<1mm) | Könnyű vágások, speciális rögzítések | 2,2x | +120% | Növelje minimum 1,5 mm-re |
A tolerancia specifikáció a leggyakoribb költségnövelő tényező a precíziós forgácsolásban. Az ISO 2768 általános tűrések a legtöbb funkcionális követelményt konkrét kiírások nélkül kezelik. A közepes fokozat (ISO 2768-m) ±0,1 mm-t biztosít a 30 mm-ig terjedő méretekhez, ±0,15 mm-t a 30-120 mm-es méretekhez és ±0,2 mm-t a 120-400 mm-es méretekhez.
A statisztikai folyamatszabályozást (SPC) igénylő kritikus tűrések növelik az ellenőrzési időt és a potenciális utómunkálatok költségeit. Minden olyan méret, amely koordináta mérőgép (CMM) ellenőrzést igényel, 2-5 perc ellenőrzési időt ad hozzá, plusz a dokumentációs követelményeket. A szűk tűrések funkcionálisan kritikus funkciókra való korlátozása jelentősen csökkenti a minőségbiztosítási költségeket.
Az ASME Y14.5 szabványokat követő geometriai méretezés és tűrés (GD&T) alkalmazása hatékonyabban kommunikálja a tervezési szándékot, mint a hagyományos plusz/mínusz tűrés. Azonban a speciális ellenőrző berendezéseket igénylő komplex GD&T sémák növelik a költségeket anélkül, hogy sok alkalmazásban megfelelő funkcionális előnyökkel járnának.
A furatminták pozíciótűrései egyértelműen bemutatják ezt az elvet. Egy ±0,05 mm-es pozíciótűrés egy csavarkörön CMM ellenőrzést igényel, míg egy ±0,1 mm-es tűrés lehetővé teszi a go/no-go mérőeszközös ellenőrzést a harmadannyi ellenőrzési költséggel.
6. Tervezési Finomítás: A Forgácsolási Hozzáférés és a Szerszámtér Optimalizálása
A szerszámhozzáférési korlátozások hosszabb szerszámokat kényszerítenek ki csökkentett merevséggel, növelve a vibrációt és korlátozva a vágási paramétereket. A szabványos maró hossz-átmérő arányai 3:1 vagy 4:1 optimális merevséget biztosítanak a legtöbb alkalmazáshoz. A 6:1 vagy magasabb arányok megkövetelése 30-50%-kal csökkenti a vágási sebességet és növeli a szerszám elhajlásának kockázatát.
A megmunkált funkciók körüli hézagkövetelmények lehetővé teszik nagyobb, merevebb szerszámozás kiválasztását. Egy 20 mm-es maró 4x gyorsabban távolítja el az anyagot, mint egy 10 mm-es maró, ha elegendő hézag áll rendelkezésre. A zsebműveletek különösen profitálnak a rendelkezésre álló szerszámméretekhez illeszkedő nagylelkű sarokrádiuszokból.
A rögzítési tervezés integrálása az alkatrész tervezési fázisában kiküszöböli az interferencia problémákat és csökkenti a beállítási komplexitást. A szabványos satu pofák távolsága, a forgóasztal méretei és a munkadarab rögzítési korlátai a tervezési döntéseket a fejlesztési folyamat elején kell, hogy befolyásolják, ahelyett, hogy drága egyedi rögzítési megoldásokat kényszerítenének ki.
A programozási hozzáférhetőség befolyásolja mind a kezdeti programozási időt, mind a jövőbeli módosítási hatékonyságot. A nehezen hozzáférhető területeken található funkciók konzervatív vágási paramétereket és kiterjedt szerszámpálya ellenőrzést igényelnek, növelve mind a programozási időt, mind a ciklusidőt.
7. Tervezési Finomítás: Kötegelt Feldolgozás és Funkciókonszolidáció
A funkciókonszolidáció csökkenti a szerszámcseréket és optimalizálja a vágási sorrendeket. Az összes fúrási művelet csoportosítása lehetővé teszi az egyetlen szerszámbeállítást optimalizált paraméterekkel több furatméreten keresztül. A szekvenciális zsebműveletek következetes mélységekkel egyszerűsítik a durvító és befejező meneteket.
A másodlagos műveletek kiküszöbölése az elsődleges beállítás optimalizálásával jelentős költségcsökkentési lehetőséget jelent. A fúrást, menetfúrást és süllyesztett furat műveleteket igénylő alkatrészek hatékonyan elkészülnek, ha a furatok helyei lehetővé teszik az egybeállításos hozzáférést. A komplex alkatrészek, amelyek átfordítási műveleteket vagy több munkadarab rögzítési beállítást igényelnek, megsokszorozzák a kezelési időt és pozíciópontossági kihívásokat okoznak.
A kötegelt feldolgozást támogató tervezési szempontok lehetővé teszik a hatékony termelés skálázását. Az egyszerű rögzítésre és a következetes szerszámkövetelményekre tervezett alkatrészek hatékonyan feldolgozhatók a prototípustól a gyártási mennyiségekig. A gyártási szolgáltatásaink optimalizálják a beállítási eljárásokat a mennyiségnek megfelelő gyártási módszerekhez.
Az anyagfelhasználás optimalizálása a beágyazást támogató geometriákon keresztül csökkenti a nyersanyag pazarlást és lehetővé teszi a hatékony programozást több alkatrészes beállításokhoz. A téglalap alakú vagy kör alakú határprofilok hatékonyabban ágyazhatók be, mint a komplex külső profilok, amelyek egyedi alapanyag darabokat igényelnek.
| Tervezési stratégia | Időmegtakarítás | Költségcsökkentés | Minőségi hatás | Megvalósítási nehézség |
|---|---|---|---|---|
| Szabványos szerszámméretek | 20-35% | 15-28% | Javult | Alacsony |
| Egyenletes falvastagság | 15-25% | 12-20% | Semleges | Közepes |
| Egyszerűsített tűrések | 5-15% | 8-18% | Semleges | Alacsony |
| Funkciók összevonása | 25-40% | 20-35% | Javult | Magas |
| Anyagoptimalizálás | 10-20% | 15-25% | Javult | Közepes |
Ezeknek a költségcsökkentési stratégiáknak a megvalósítása szisztematikus tervezési felülvizsgálat integrálását igényli a meglévő fejlesztési folyamatokba. A korai szakaszban végzett DFM felülvizsgálat azonosítja az optimalizálási lehetőségeket a tervezés befagyasztása előtt, amikor a módosítások viszonylag egyszerűek és olcsók maradnak.
A CAD modell elemzése gyártási szimulációs szoftverrel előrejelzi a forgácsolási sorrendeket és azonosítja a potenciális problémákat a fizikai gyártás előtt. Az olyan szoftvereszközök, mint a CAMWorks, a Mastercam vagy a Fusion 360 valósághű ciklusidő becsléseket adnak és kiemelik a tervezési figyelmet igénylő problémás funkciókat.
A tervezőmérnökök és a gyártómérnökök közötti keresztfunkcionális együttműködés biztosítja a funkcionális követelmények és a termelési hatékonyság közötti optimális egyensúlyt. A gyártási inputot is tartalmazó rendszeres tervezési felülvizsgálatok megakadályozzák a költséges újratervezési ciklusokat és felgyorsítják a piacra jutási célkitűzéseket.
A DFM irányelveket tartalmazó dokumentációs szabványok lehetővé teszik a következetes alkalmazást több projekten és csapattagon keresztül. A szabványosított tervezési szabályok, a preferált anyagspecifikációk és a jóváhagyott tűrési sémák csökkentik a tervezési eltéréseket és lehetővé teszik a hatékonyabb árajánlatadást és termeléstervezést.
A Költségcsökkentés Sikerének Mérése
A költségcsökkentési eredmények számszerűsítése alapvonal létrehozását és szisztematikus nyomon követését igényli több költségkomponensen keresztül. A teljes alkatrészköltség magában foglalja az anyagot, a forgácsolási időt, a beállítási időt, a szerszámfogyasztást és a minőségbiztosítási költségeket – amelyek mindegyike eltérően reagál a konkrét tervezési módosításokra.
A ciklusidő csökkentésének mérése a legközvetlenebb gyártási hatékonysági mutatót szolgáltatja. A tervezési optimalizálás előtti és utáni tényleges forgácsolási idő összehasonlítása számszerűsíti a javulás mértékét és validálja a szimulációs szoftverből származó elméleti előrejelzéseket.
Az olyan minőségi mutatók, mint az első átmeneti hozamráta és a selejt százalékos aránya a tervezés robusztusságának javulását jelzik a puszta költségcsökkentésen túl. Az egyszerűsített tervek jellemzően javított gyárthatóságot mutatnak a csökkentett eltérés és a magasabb folyamatképességi indexek révén.
A hosszú távú költségkövetés feltárja az optimalizálási stratégia hatékonyságát a termelési mennyiségek és időszakok között. A kezdeti beállítási komplexitás csökkentésének előnyei megsokszorozódnak a nagyobb termelési mennyiségekben, míg az anyagoptimalizálás következetes előnyöket biztosít a mennyiségtől függetlenül.
Gyakran Ismételt Kérdések
Mi a leghatékonyabb egyetlen tervezési változtatás a CNC forgácsolási költségek csökkentésére?
A furatméretek és a menetspecifikációk szabványosítása jellemzően 15-25%-os költségcsökkentést biztosít minimális tervezési hatással. A szabványos metrikus fúrófejméretek (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm) és az ISO metrikus menetek használata kiküszöböli a speciális szerszámozási követelményeket és lehetővé teszi az optimális vágási paramétereket a teljes gyártás során.
Hogyan befolyásolják a tűrési specifikációk az alkatrész teljes költségét?
A ±0,05 mm alatti szűk tűrések 30-80%-kal növelhetik az alkatrész költségét a további ellenőrzési követelmények és a potenciális utómunkálatok miatt. Az ISO 2768 általános tűrések alkalmazása a nem kritikus méretekhez és a szűk tűrések fenntartása csak a funkcionálisan kritikus funkciókhoz hatékonyan optimalizálja a költség-teljesítmény egyensúlyt.
Mely anyagok kínálják a legjobb megmunkálhatóság-teljesítmény arányt a költségoptimalizáláshoz?
Az Aluminum 6061-T6 kiváló megmunkálhatóságot (90-95-ös besorolás) biztosít jó szilárdsági tulajdonságokkal a legtöbb alkalmazáshoz. Az acél alkatrészek esetében az 1018 vagy 12L14 minőségek kiváló megmunkálhatóságot kínálnak a rozsdamentes ötvözetekhez képest, miközben fenntartják a megfelelő szilárdságot számos szerkezeti alkalmazáshoz.
Hogyan befolyásolja a funkciók komplexitása a forgácsolási időt és költséget?
A speciális szerszámozást vagy több beállítást igénylő komplex funkciók 200-400%-kal növelhetik az alkatrész költségét. A hegyes belső sarkok, a mély keskeny hornyok és a komplex alámetszések különösen befolyásolják a költségeket a hosszabb programozási idő, a speciális szerszámozási követelmények és a csökkentett vágási paraméterek miatt.
Milyen falvastagsági irányelvek minimalizálják a forgácsolási költségeket a szerkezeti integritás fenntartása mellett?
Az 1,5 mm-es minimális falvastagság fenntartása alumínium esetében és 2,0 mm-es acél esetében kiküszöböli a vibrációs problémákat és lehetővé teszi a szabványos vágási paramétereket. A következetes falvastagság az alkatrész teljes területén lehetővé teszi az egy menetben történő műveleteket és az optimalizált szerszámpálya programozást.
Hogyan befolyásolják a beállítási követelmények a kis tételű gyártási költségeket?
Minden további beállítás 15-45 perc nem vágási időt ad hozzá, ami jelentősen befolyásolja a kis tételű gazdaságosságot. Az alkatrészek egybeállításos forgácsolásra tervezése 40-60%-kal csökkentheti a teljes gyártási időt 50 darab alatti mennyiségek esetén, ami költséghatékonyabbá teszi a prototípusgyártást és a kis volumenű gyártást.
Mi a kapcsolat a felületi érdesség követelményei és a forgácsolási költség között?
A Ra 1,6 μm alatti felületi érdesség követelményei exponenciálisan növelik a forgácsolási időt. A Ra 0,8 μm 40-60%-kal több befejező időt igényel, míg a Ra 0,4 μm másodlagos polírozási műveleteket igényel, ami 150-300%-os költségfelárat jelent a szabványos megmunkált felületekhez képest.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece