A szerszámkopás csökkentése titán megmunkálás során: Optimalizált CAD stratégiák
A titán megmunkálása a gyártás egyik legnagyobb kihívása: a Ti-6Al-4V és más titánötvözetek kivételes tulajdonságainak egyensúlyozása a forgácsolószerszámok hírhedt tönkretételével szemben. A szerszámkopás mértéke titánban 300-500%-kal meghaladhatja az acél megmunkálását, a keményfém szerszámok pedig optimálistól eltérő körülmények között csupán perceket bírnak ki. A megoldás nem csupán a forgácsolási paraméterekben rejlik, hanem a stratégiai CAD tervezési döntésekben, amelyek alapvetően megváltoztatják a megmunkálás dinamikáját.
Főbb megállapítások
- A stratégiai elemorientáció a CAD-ben akár 40%-kal is csökkentheti a szerszám igénybevételének idejét, drámaian meghosszabbítva a szerszám élettartamát.
- A megfelelő sarokrádiusz tervezés (minimum 0,5 mm) kiküszöböli a feszültségkoncentrációkat, amelyek felgyorsítják a keményfém szerszámok meghibásodását.
- Az anyageltávolítási térfogat optimalizálása intelligens elem elhelyezéssel csökkenti a teljes megmunkálási időt és a hőtermelést.
- A komplex alkatrészekbe integrált hűtőcsatorna kialakítása lehetővé teszi a folyamatos hűtőfolyadék-hozzáférést a kritikus forgácsolási zónákhoz.
A titán szerszámkopási mechanizmusainak megértése
A titán alacsony hővezető képessége (16,4 W/m·K, szemben az alumínium 237 W/m·K értékével) tökéletes vihart idéz elő a szerszám károsodásához. A forgácsolási zónában keletkező hő nem tud eloszlani a munkadarabon keresztül, hanem a szerszám-forgács felületen koncentrálódik, ahol a hőmérséklet eléri a 800-1000°C-ot. Ez a hőterhelés a titán kémiai reakciókészségével kombinálva adhéziós kopást okoz, ahol a titán atomok közvetlenül a keményfém felületekhez kötődnek.
A Ti-6Al-4V képlékenyedési jellemzői tovább súlyosbítják ezt a kihívást. A forgácsolási erők hatására az anyag mikroszerkezete a viszonylag jól megmunkálható α+β fázisból egy keményedett szerkezetté alakul, amely a közvetlen felszín alatt elérheti a 45-50 HRC-t. Ez a keményedett réteg, amely jellemzően 0,05-0,15 mm mély, abrazív kopást okoz a későbbi szerszámpályákon.
A berágódás egy másik kritikus meghibásodási mód. A titán hideghegesztési hajlama nyomás alatt élfelépülést okoz a forgácsolószerszámokon. Ezek a hegesztett lerakódások megváltoztatják a szerszám geometriáját, növelve a forgácsolási erőket és felgyorsítva a katasztrofális meghibásodást letöredezés vagy élkitörés révén.
CAD stratégiák a szerszám igénybevételének minimalizálására
A szerszámkopás csökkentésének leghatékonyabb módja a stratégiai elemorientációval kezdődik a tervezési fázisban. A hagyományos megmunkálási megközelítések gyakran csak a funkcionális követelmények alapján helyezik el az elemeket, figyelmen kívül hagyva a megmunkálási sorrend következményeit. Az intelligens CAD tervezés minden elemhez figyelembe veszi a forgácsolószerszám úthosszát és igénybevételi szögét.
A zsebmélység optimalizálása kritikus tervezési döntés. A mély zsebek (3:1-et meghaladó mélység-szélesség arány) kihívást jelentő eltávolítási körülményeket teremtenek, ahol a forgácsok nem tudnak hatékonyan távozni. Ez újravágáshoz, magasabb hőmérséklethez és gyors szerszámkárosodáshoz vezet. A tervezési alternatívák közé tartoznak a lépcsőzetes zsebkonfigurációk vagy a többszintű megmunkálási stratégiák, amelyek 2:1 alatti optimális mélység-szélesség arányt tartanak fenn.
Az alkatrész geometriáján keresztüli falvastagság konzisztenciája kiküszöböli a változó forgácsolási terheléseket, amelyek szerszámelhajlást és idő előtti kopást okoznak. A 2,0-3,0 mm-es egyenletes falvastagság fenntartása a tervezés során lehetővé teszi a konzisztens forgácsolási paramétereket és a kiszámítható szerszámélettartamot. Ha a vastagságváltozás elkerülhetetlen, a legalább 10 mm-es távolságokon történő fokozatos átmenetek megakadályozzák a hirtelen terhelésváltozásokat.
A sarokrádiuszok különös figyelmet érdemelnek a titán alkalmazásokban. A hegyes belső sarkok feszültségkoncentrációkat hoznak létre, amelyek szerszámtöréshez vezetnek, míg a 0,3 mm alatti rádiuszok kis átmérőjű szerszámokat igényelnek, amelyek hajlamosak az elhajlásra és a gyors kopásra. Az optimális belső sarokrádiuszok 0,5-1,5 mm közöttiek, ami megfelel a rendelkezésre álló keményfém szerszámgeometriáknak, miközben megfelelő szilárdságot biztosít a titán forgácsolási erőihez.
| Funkció típusa | Hagyományos tervezés | Optimalizált tervezés | Szerszámélettartam javulás |
|---|---|---|---|
| Belső sarkok | 0.1-0.3 mm sugár | 0.5-1.5 mm sugár | 200-300% |
| Zseb mélysége | Mélység/Szélesség > 3:1 | Mélység/Szélesség< 2:1 | 150-250% |
| Falvastagság | Változó (1-5 mm) | Állandó (2-3 mm) | 100-200% |
| Felületi átmenetek | Éles változások | Fokozatos (>10 mm) | 75-150% |
Fejlett elemgeometria a szerszám megóvásához
A rámpás stratégiákat a CAD fázisban kell figyelembe venni az optimális szerszámbelépési feltételek biztosítása érdekében. A titánba történő függőleges merülővágások maximális forgácsolási terhelést és hőterhelést hoznak létre. A tervezési elemeknek 2-5 fok közötti szögekkel kell tartalmazniuk rámpás felületeket, lehetővé téve a fokozatos szerszám igénybevételt, amely a forgácsolási erőket kiterjesztett érintkezési hosszon osztja el.
A furattervezés különös figyelmet igényel a titán megmunkálás során. A szabványos fúrási műveletek jelentős szerszámkopást okoznak a gyenge forgácseltávolítás és a koncentrált hőtermelés miatt. A CAD terveknek tartalmazniuk kell előre megmunkált letöréseket vagy süllyesztéseket, amelyek lehetővé teszik, hogy a fúrási műveletek csökkentett forgácsolási terheléssel induljanak. A kritikus furatok esetében a spirális interpolációs geometriát a környező elemekbe kell tervezni, hogy ez a kiváló megmunkálási megközelítés lehetővé váljon.
A menetkialakítás módosításai drámaian befolyásolhatják a szerszám élettartamát a titán alkalmazásokban. A szabványos metrikus menetek 60 fokos befoglaló szögekkel nagy forgácsolási erőket hoznak létre a menetvágási műveletek során. Ahol lehetséges, a módosított menetformák 45-50 fokos befoglaló szögekkel csökkentik a forgácsolási terheléseket, miközben a legtöbb alkalmazáshoz megfelelő menetszilárdságot tartanak fenn. A menetkifutási geometriának megfelelő hosszúságot (minimum 3 menetemelkedés) kell biztosítania a fokozatos szerszámvisszahúzáshoz.
A precíziós CNC megmunkálási szolgáltatásokat igénylő alkalmazások esetében az elem hozzáférhetősége kiemelten fontos. A mély szerszámhosszabbításokat igénylő zárt elemeket lehetőség szerint nyitott geometriákká kell áttervezni. Ez a megközelítés lehetővé teszi rövidebb, merevebb szerszámok használatát, amelyek ellenállnak az elhajlásnak és megőrzik a forgácsolóél integritását a hosszabb megmunkálási ciklusok során.
Anyageltávolítási térfogat optimalizálása
A stratégiai anyagelosztás a CAD tervekben minimalizálhatja a teljes megmunkálási időt és a kapcsolódó szerszámkopást. Az elv az, hogy az anyageltávolítást azokon a területeken koncentráljuk, ahol a forgácsolási feltételek optimalizálhatók, miközben minimalizáljuk az anyagot azokon a területeken, amelyek kihívást jelentő szerszámhozzáférést vagy kedvezőtlen forgácsolási geometriákat igényelnek.
A nagyolási ráhagyásokat be kell építeni a kezdeti tervbe a hatékony anyageltávolítási stratégiák lehetővé tétele érdekében. Ahelyett, hogy a végső méreteket közvetlenül tömör anyagból munkálnánk meg, a terveknek tartalmazniuk kell közbenső geometriákat, amelyek lehetővé teszik a nagyolási műveleteket robusztus szerszámokkal, majd a simítási meneteket optimalizált forgácsolási feltételekkel. A titánra jellemző nagyolási ráhagyások felületenként 0,5-1,5 mm közöttiek, az alkatrész összetettségétől függően.
A borda- és hálókonfigurációk jelentősen befolyásolják a megmunkálás hatékonyságát. A hagyományos, állandó vastagságú bordatervek gyakran kiterjedt félig simító műveleteket igényelnek, amelyek felgyorsítják a szerszámkopást. A kúpos bordatervek, amelyek vastagsága az alaptól a csúcsig csökken, hatékonyabb megmunkálási sorrendeket tesznek lehetővé, miközben fenntartják a szerkezeti követelményeket. Az alapvastagságnak meg kell egyeznie a rendelkezésre álló szerszámátmérőkkel (általában 6-12 mm), míg a csúcsvastagság minimum 2-3 mm-re csökkenhet.
A boss tervezés integrációja befolyásolja mind a szerszámhozzáférést, mind a forgácsolási terheléseket. Az izolált bossok egyedi szerszám megközelítéseket igényelnek, amelyek növelik a teljes megmunkálási időt és a szerszámcseréket. Ahol funkcionálisan elfogadható, a boss elemeket integrálni kell a környező geometriába, vagy folyamatos elemekként kell megtervezni, amelyek lehetővé teszik a hatékony szerszámpályákat konzisztens forgácsolási terhelésekkel.
Hőkezelés tervezésen keresztül
A hőelvezetés kritikus tényező a titán szerszám élettartamában, ami olyan CAD terveket igényel, amelyek elősegítik a hatékony hűtési stratégiákat. A hagyományos hűtőfolyadék alkalmazások gyakran nem érik el a kritikus forgácsolási zónákat, különösen a mély elemekben vagy a zárt geometriákban. A tervezési módosítások biztosíthatják a hűtőfolyadék hozzáférését ott, ahol a legnagyobb szükség van rá.
A hűtőcsatornákat az alkatrész geometriájába kell integrálni a tervezési fázisban, nem pedig utólagos gondolatként hozzáadni. Ezek a csatornák, amelyek jellemzően 4-6 mm átmérőjűek, irányított hűtőfolyadék áramlást biztosítanak a kritikus forgácsolási zónákhoz. A csatorna elhelyezésének figyelembe kell vennie a megmunkálási sorrendet, hogy biztosítsa, hogy a nagyolási műveletek során épek maradjanak, miközben hűtést biztosítanak a simítási menetekhez.
Az anyagvastagság befolyásolja a hőkapacitást és a hőelnyelési jellemzőket. A vastag szakaszok (>20 mm) jobb hőelnyelést biztosítanak, de belső hűtési elemeket igényelhetnek. A vékony szakaszok (<5 mm) gyors hőelvezetést kínálnak, de hőtorzulást szenvedhetnek. A titán alkalmazások optimális vastagságtartományai 8-15 mm közöttiek, ami megfelelő hőkapacitást biztosít, miközben lehetővé teszi a hatékony hűtést.
A felület optimalizálása tervezési módosításokkal fokozhatja a természetes konvekciós hűtést. A bordázott felületek, a lépcsőzetes geometriák és az integrált hűtőborda elemek növelik a hőátadásra rendelkezésre álló felületet. Ezeket a módosításokat egyensúlyba kell hozni a megmunkálás összetettségével, de 15-30%-os javulást eredményezhetnek a forgácsolási zóna hőmérsékletében.
A nagy pontosságú eredményekért kérjen egyedi árajánlatot 24 órán belül a Microns Hub-tól.
Tolerancia és felületi minőség szempontjai
A tolerancia specifikáció közvetlenül befolyásolja a szerszám kiválasztását és a titán alkatrészek megmunkálási stratégiáit. A szűk tűrések (±0,025 mm vagy jobb) jellemzően könnyű forgácsolási terheléssel történő simító meneteket igényelnek, meghosszabbítva a szerszám élettartamát, de növelve a megmunkálási időt. A kulcs a tolerancia követelmények optimalizálásában rejlik, hogy egyensúlyt teremtsünk a pontosság és a gyártási hatékonyság között.
A kritikus méreteket a kedvező forgácsolási geometriájú felületekre kell koncentrálni. A külső elemek általában jobb szerszámhozzáférést és forgácsolási feltételeket tesznek lehetővé, mint a belső elemek. Ahol lehetséges, a kritikus tűréseket a külső felületekhez vagy a rövid, merev szerszámokkal hozzáférhető elemekhez kell rendelni.
A felületi minőségi követelmények jelentősen befolyásolják a szerszámkopási mintákat. A 0,8 μm alatti Ra értékek jellemzően többszöri simító meneteket igényelnek minimális anyageltávolítással menetenként. Ez a megközelítés csökkentett forgácsolási terhelés révén meghosszabbítja a szerszám élettartamát, de növeli a teljes megmunkálási időt. A felületi minőség optimalizálása magában foglalhatja a funkcionális és a kozmetikai felületekre vonatkozó eltérő követelmények meghatározását.
A forma- és helyzettűréseknek figyelembe kell venniük a titán rugalmas tulajdonságait és a megmunkálás során fellépő torzulás lehetőségét. A feszültségmentesítő elemeket, például a szimmetrikus anyageltávolítást és a kiegyensúlyozott forgácsolási terheléseket be kell építeni a szűk geometriai tűréseket igénylő tervekbe. Ez a megközelítés minimalizálja a torzulás okozta tűrés megsértéseket, miközben csökkenti a forgácsolási erőket, amelyek felgyorsítják a szerszámkopást.
| Tűrés tartomány | Ajánlott megközelítés | Várható szerszámélettartam | Költség hatás |
|---|---|---|---|
| ±0.1 mm | Egyszeri simító menet | Maximum | +15-25% |
| ±0.05 mm | Könnyű simító menetek | Jó | +25-35% |
| ±0.025 mm | Többszöri könnyű menet | Mérsékelt | +40-60% |
| ±0.01 mm | Speciális szerszámozás | Korlátozott | +75-100% |
Integráció a gyártási folyamattervezéssel
A CAD terveknek figyelembe kell venniük a teljes gyártási sorrendet a szerszám élettartamának optimalizálása érdekében minden művelet során. Az elem sorrend befolyásolja a munkadarab merevségét, a rögzítési követelményeket és a forgácsolási terhelés eloszlását. A stratégiai elem elhelyezés minimalizálhatja a szerszámcseréket és lehetővé teheti az optimalizált forgácsolási paramétereket a megmunkálási ciklus során.
A rögzítés integrációját a tervezés fejlesztése során kell figyelembe venni, nem pedig külön gyártási szempontként. A munkadarab rögzítőfülei és a rögzítőfelületek, amelyeket az alkatrész geometriájába terveztek, biztonságos munkadarab rögzítést biztosítanak, miközben minimalizálják a beállítási időt és csökkentik a rezgést, ami felgyorsítja a szerszámkopást.
A szerszámhozzáférési elemzés a CAD fázis során azonosítja a potenciális interferencia problémákat, amelyek speciális szerszámozást vagy meghosszabbított szerszámméreteket igényelhetnek. A tervezés során hivatkozni kell a szabványos szerszámtárakra annak biztosítása érdekében, hogy az elemek megmunkálhatók legyenek könnyen elérhető, költséghatékony szerszámozással. A tervezési módosításokkal lehetőség szerint minimalizálni kell az egyedi szerszám követelményeket.
A beállítási idő csökkentési stratégiái a több műveletes alkatrész orientációval jelentősen csökkenthetik a teljes megmunkálási időt és a kapcsolódó szerszámkopást. A terveknek lehetővé kell tenniük a teljes vagy közel teljes megmunkálást egyetlen beállításban, minimalizálva a munkadarab kezelését és a beállítási időt. Ez a megközelítés gondos figyelembe veszi a lejtésszögeket, az elválasztó vonalakat és az elem hozzáférhetőségét több irányból.
A tervezési optimalizálás költség-haszon elemzése
A CAD optimalizálás gazdasági hatása a titán megmunkálás során túlmutat a szerszámköltség egyszerű csökkentésén. A 200-400%-os szerszám élettartam javulás csökkenti a gépállásidőt, csökkenti a szerszámcserék munkaerőköltségeit és javítja az alkatrész konzisztenciáját a stabil forgácsolási feltételek révén. Ezek az előnyök gyakran igazolják azokat a tervezési módosításokat, amelyek növelhetik az alkatrész kezdeti összetettségét.
Az optimalizált tervekkel történő megmunkálási idő csökkentése jellemzően 20-50% között mozog a hagyományos megközelítésekhez képest. Ez a javulás a csökkentett szerszámcserékből, az optimalizált forgácsolási paraméterekből és a kihívást jelentő megmunkálási műveletek kiküszöböléséből származik. Az időmegtakarítás a gyártási mennyiségek során halmozódik fel, így a tervezési optimalizálás egyre értékesebbé válik a nagyobb mennyiségű alkalmazásokhoz.
A stabil forgácsolási feltételekből származó minőségjavulás csökkenti a selejtezési arányokat és az újramunkálási költségeket. A konzisztens szerszámteljesítmény a megmunkálási ciklus során fenntartja a méretpontosságot és a felületi minőséget. Ez a megbízhatóság különösen értékes a repülőgépiparban és az orvosi alkalmazásokban, ahol az alkatrész elutasítási költségei jelentősek.
Amikor a Microns Hub-tól rendel, profitál a közvetlen gyártói kapcsolatokból, amelyek biztosítják a kiváló minőségellenőrzést és a piaci platformokhoz képest versenyképes árakat. A titán megmunkálás terén szerzett műszaki szakértelmünk és a tervezési optimalizálás átfogó ismerete azt jelenti, hogy minden projekt megkapja azt a speciális figyelmet, amelyet a titán alkalmazások igényelnek.
Fejlett CAD technikák és szoftverintegráció
A modern CAD rendszerek speciális eszközöket kínálnak a megmunkálási optimalizáláshoz, amelyek a tervezési fázisban kihasználhatók. A megmunkálhatósági elemzési funkciók azonosítják a problémás geometriákat a gyártás megkezdése előtt, lehetővé téve a tervezési módosításokat, miközben a változtatások költséghatékonyak maradnak. Ezek az eszközök értékelik a forgácsolószerszám hozzáférését, a igénybevételi szögeket és a potenciális interferencia feltételeket.
Az elem alapú tervezési megközelítések lehetővé teszik az alternatív geometriák gyors értékelését a jobb megmunkálhatóság érdekében. A parametrikus modellezés lehetővé teszi a tervezők számára, hogy gyorsan felmérjék a sarokrádiusz változások, a falvastagság módosítások vagy az elem áthelyezések hatását a gyártási követelményekre. Ez a képesség felgyorsítja az optimalizálási folyamatot, miközben fenntartja a tervezési szándékot.
A gyártási szimuláció integrációja korai visszajelzést ad a szerszám kiválasztásáról és a forgácsolási paraméterekről. A fejlett CAD rendszerek szimulálhatják a teljes megmunkálási sorrendet, azonosítva a potenciális szerszámkopási problémákat és az optimalizálási lehetőségeket. Ez a szimulációs képesség lehetővé teszi a proaktív tervezési módosításokat ahelyett, hogy reaktív gyártási problémamegoldást alkalmaznánk.
A CAD rendszereken belüli együttműködési eszközök megkönnyítik a kommunikációt a tervezési és gyártási csapatok között. A beépített annotációs és felülvizsgálati képességek lehetővé teszik a gyártómérnökök számára, hogy konkrét visszajelzést adjanak a szerszámkopási problémákkal és a tervezési optimalizálási lehetőségekkel kapcsolatban. Ez az együttműködés biztosítja, hogy a gyártási szempontok megfelelően be legyenek építve a végső tervekbe.
A tervezési szabályok ellenőrzése testreszabható a titán megmunkálási követelményekhez, automatikusan megjelölve azokat a geometriákat, amelyek szerszámkopási problémákat okozhatnak. A szabványos szabályok magukban foglalhatják a minimális sarokrádiusz követelményeket, a maximális mélység-szélesség arányokat és a falvastagság konzisztencia ellenőrzéseket. Ezek az automatizált ellenőrzések megakadályozzák, hogy a problémás geometriák a gyártásba kerüljenek.
Esettanulmányok és megvalósítási példák
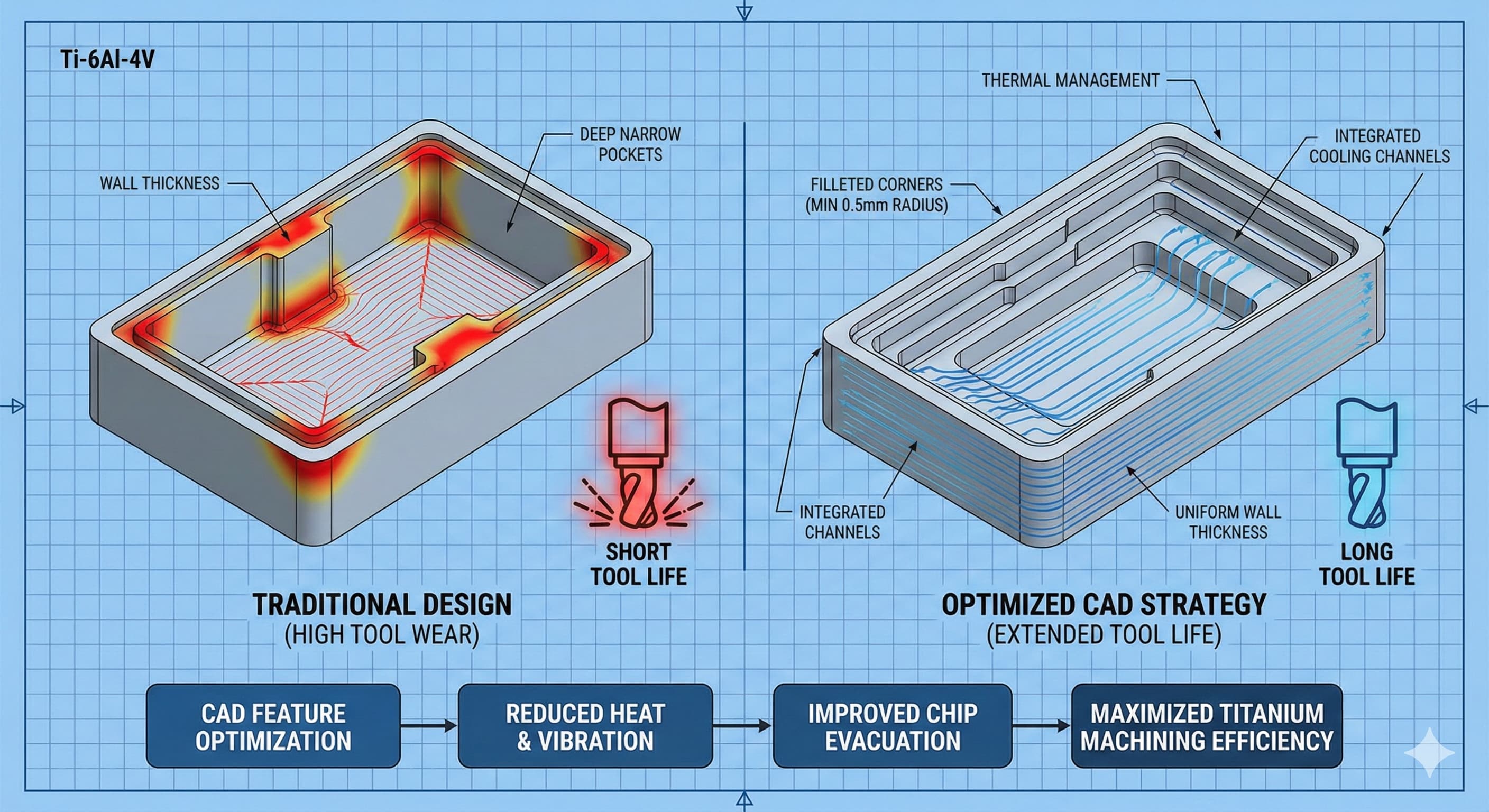
Egy tipikus repülőgépipari konzol áttervezése bemutatja a szisztematikus CAD optimalizálás hatását a titán megmunkálás során. Az eredeti terv éles belső sarkokat (0,2 mm rádiusz), változó falvastagságot (1-4 mm) és mély zsebeket tartalmazott 4:1 mélység-szélesség arányokkal. A szerszám élettartama átlagosan 15-20 perc volt, gyakori törésekkel a hőterhelés és a forgácsolási terhelés változásai miatt.
Az optimalizált terv 0,8 mm-es belső rádiuszokat, konzisztens 2,5 mm-es falvastagságot és lépcsőzetes zsebgeometriát tartalmazott, amely 1,8:1 maximális mélység-szélesség arányt tartott fenn. Az integrált hűtőcsatornák közvetlen hűtést biztosítottak a kritikus forgácsolási zónákhoz. A szerszám élettartama 80-120 percre javult, miközben minden funkcionális követelményt fenntartott és a teljes megmunkálási időt 35%-kal csökkentette.
Az orvosi implantátum alkalmazások egyedi kihívásokat jelentenek a biokompatibilitási követelmények és a komplex szerves geometriák miatt. A hagyományos megközelítések gyakran kiterjedt kézi simítást igényelnek a szerszámkopási problémák miatt, amelyek felületi egyenetlenségeket okoznak. Az optimalizált CAD tervek fokozatos átmeneteket, optimalizált forgácsolási szögeket és stratégiai anyagelosztást tartalmaznak, hogy lehetővé tegyék a konzisztens megmunkálást a forgácsolási ciklus során.
Hasonló optimalizálási elvek vonatkoznak a költségcsökkentési stratégiákra a különböző gyártási folyamatok során, ahol a tervezési módosítások jelentősen befolyásolhatják az általános termelési gazdaságosságot a jobb hatékonyság és a csökkentett szerszámozási költségek révén.
Minőségellenőrzési és validálási módszerek
A CAD optimalizálás hatékonyságának ellenőrzése a szerszámkopási minták, a megmunkálási idők és az alkatrész minőségi mutatóinak szisztematikus mérését igényli. A hagyományos tervek alapmérései összehasonlítási szabványokat biztosítanak a javulási szintek értékeléséhez. A legfontosabb mutatók közé tartozik az átlagos szerszám élettartam, az alkatrészenkénti forgácsolási idő, a felületi minőség konzisztenciája és a méretpontossági eltérés.
A szerszámkopási elemzésnek meg kell vizsgálnia mind a fokozatos kopási mintákat, mind a katasztrofális meghibásodási módokat. Az optimalizált tervek jellemzően kiszámíthatóbb, fokozatos kopást mutatnak, nem pedig hirtelen meghibásodási eseményeket. Ez a kiszámíthatóság jobb termeléstervezést tesz lehetővé és csökkenti a váratlan állásidőt a szerszámtörés miatt.
A felületi integritás értékelése kritikus fontosságú a titán alkalmazásokban, különösen a repülőgépiparban és az orvosi ágazatban. Az optimalizált megmunkálási feltételeknek fenn kell tartaniuk a konzisztens felületi minőséget és minimalizálniuk kell a hő által érintett zónákat, amelyek veszélyeztethetik az anyag tulajdonságait. A rendszeres felületi integritás tesztelés validálja a CAD optimalizálási stratégiák hatékonyságát.
A statisztikai folyamatszabályozás megvalósítása nyomon követi az optimalizált tervek konzisztenciáját a gyártási mennyiségek során. A szerszám élettartamára, a megmunkálási időre és a minőségi mutatókra vonatkozó ellenőrző diagramok azonosítják, amikor a folyamat feltételei eltérnek az optimális tartományoktól. Ez a megfigyelés lehetővé teszi a proaktív beállításokat az optimalizálási előnyök fenntartása érdekében a gyártási futamok során.
Jövőbeli trendek és feltörekvő technológiák
A mesterséges intelligencia integrálása a CAD rendszerekbe automatizált optimalizálást ígér a titán megmunkálási alkalmazásokhoz. A gépi tanulási algoritmusok elemezhetik a korábbi megmunkálási adatokat az optimális tervezési paraméterek azonosítása és a szerszám élettartamának előrejelzése érdekében a geometriai elemek alapján. Ez a képesség felgyorsítja az optimalizálási folyamatot, miközben javítja az előrejelzési pontosságot.
Az additív gyártás integrálása új lehetőségeket kínál a komplex belső geometriákhoz, amelyek fokozzák a hűtést és csökkentik az anyagmennyiséget. A hibrid megközelítések, amelyek az additív előformákat optimalizált szubtraktív simítással kombinálják, olyan geometriákat tesznek lehetővé, amelyek a hagyományos gyártási módszerekkel lehetetlenek. Ezek a megközelítések új CAD stratégiákat igényelnek, amelyek figyelembe veszik mind az additív, mind a szubtraktív gyártási korlátokat.
A fejlett anyagjellemzés jobb megértést biztosít a titán megmunkálási viselkedéséről különböző körülmények között. A forgácsolási erők, a hőmérsékletek és a szerszámkopás valós idejű nyomon követése lehetővé teszi a forgácsolási paraméterek folyamatos optimalizálását a tényleges teljesítmény alapján, nem pedig elméleti modellek alapján. Ez a visszajelzés tájékoztathatja a CAD optimalizálási stratégiákat a jobb hatékonyság érdekében.
A digitális iker technológia lehetővé teszi a CAD optimalizálási stratégiák virtuális validálását a fizikai megvalósítás előtt. A teljes gyártási folyamat szimulációja, beleértve a szerszámkopás előrejelzését és a hőelemzést, átfogó értékelést nyújt a tervezési módosításokról. Ez a képesség csökkenti az optimalizálás validálásához szükséges költségeket és időt, miközben javítja az előrejelzési pontosságot.
Megvalósítási irányelvek és bevált gyakorlatok
A CAD optimalizálás sikeres megvalósítása a titán megmunkálás során szisztematikus megközelítést és egyértelmű kommunikációt igényel a tervezési és gyártási csapatok között. Az optimalizálási irányelveket dokumentálni kell és integrálni kell a szabványos tervezési eljárásokba a projektek közötti konzisztens alkalmazás biztosítása érdekében.
A tervezőmérnökök képzési programjainak hangsúlyozniuk kell a geometriai elemek és a titánra jellemző megmunkálási kihívások közötti kapcsolatot. A forgácsolószerszám korlátainak, a hőkezelési követelményeknek és az anyageltávolítási stratégiáknak a megértése lehetővé teszi a tervezők számára, hogy megalapozott optimalizálási döntéseket hozzanak a tervezési folyamat során, ahelyett, hogy később kiterjedt áttervezést igényelnének.
A tervezési és gyártási csapatok közötti együttműködési protokollok biztosítják, hogy a gyártási korlátok megfelelően kommunikálva és megértve legyenek. A gyártási inputtal történő rendszeres tervezési felülvizsgálatok azonosíthatják az optimalizálási lehetőségeket a tervezési ciklus korai szakaszában, amikor a változtatások költséghatékonyak maradnak.
A gyártási szolgáltatásainkat használó szervezetek számára átfogó tervezési felülvizsgálati és optimalizálási javaslatokat nyújtunk annak biztosítása érdekében, hogy titán alkatrészeik optimális megmunkálhatóságot érjenek el, miközben minden funkcionális követelményt fenntartanak.
Gyakran Ismételt Kérdések
Mi a minimális sarokrádiusz, amely a titán alkatrészek belső elemeihez ajánlott?
A belső sarokrádiuszoknak minimum 0,5 mm-nek kell lenniük a titán megmunkálási alkalmazásokhoz. A kisebb rádiuszok törésre és hőkárosodásra hajlamos finom forgácsolószerszámokat igényelnek. Az optimális rádiuszok 0,8-1,5 mm közöttiek,amelyek megfelelnek a szabványos keményfém szerszámgeometriáknak, miközben megfelelő szilárdságot biztosítanak a titán forgácsolási erőihez. A 0,3 mm alatti éles sarkok jellemzően 70-80%-os szerszám élettartam csökkenést eredményeznek a megfelelően lekerekített elemekhez képest.
Hogyan befolyásolja a zsebmélység-szélesség arány a szerszám élettartamát a titán megmunkálás során?
A zsebmélység-szélesség arányoknak 2:1 alatt kell maradniuk az optimális szerszám élettartam érdekében a titán alkalmazásokban. A 3:1-et meghaladó arányok gyenge forgácseltávolítási feltételeket teremtenek, ami újravágáshoz, magasabb hőmérséklethez és felgyorsult szerszámkopáshoz vezet. A mély zsebek meghosszabbított szerszámméreteket is igényelnek, amelyek növelik az elhajlást és a vibrációt. A lépcsőzetes zsebkialakítások vagy a többszintű megmunkálási stratégiák optimális arányokat tartanak fenn, miközben elérik a szükséges alkatrész geometriát.
Milyen falvastagság biztosítja a legjobb egyensúlyt az anyageltávolítás és a megmunkálási stabilitás között?
A 2,0-3,0 mm közötti konzisztens falvastagság optimális egyensúlyt biztosít a titán megmunkálásához. A vékonyabb falak nem elég merevek és vibrálhatnak a forgácsolás során, míg a vastagabb falak túlzott anyageltávolítást igényelnek. A vastagságváltozásoknak fokozatosnak kell lenniük minimum 10 mm-es távolságokon a hirtelen forgácsolási terhelés változások megakadályozása érdekében, amelyek felgyorsítják a szerszámkopást. A változó vastagságú tervek gyakran 40-60%-kal csökkentik a szerszám élettartamát a konzisztens vastagságú megközelítésekhez képest.
Hogyan kell módosítani a menetgeometriát a jobb szerszám élettartam érdekében titánban?
A szabványos 60 fokos metrikus menetek 45-50 fokos befoglaló szögekre módosíthatók, ahol funkcionálisan elfogadható, csökkentve a forgácsolási terheléseket a menetvágási műveletek során. A menetkifutásnak minimum 3 menetemelkedés hosszúságot kell biztosítania a fokozatos szerszámvisszahúzáshoz. A külső menetek előnyösebbek a belső menetekkel szemben a jobb szerszámhozzáférés és forgácseltávolítás miatt. A belső menetek, amelyek menetfúrási műveleteket igényelnek, tartalmazzanak letört indításokat és megfelelő bevezető geometriát.
Milyen szerepet játszanak a hűtőcsatornák a CAD tervezésben a titán megmunkálás során?
Az integrált hűtőcsatornákat, amelyek jellemzően 4-6 mm átmérőjűek, az alkatrész geometriájába kell tervezni, hogy irányított hűtést biztosítsanak a kritikus forgácsolási zónákhoz. A csatorna elhelyezésének figyelembe kell vennie a megmunkálási sorrendet, hogy a nagyolás során épen maradjon, miközben hűti a simítási műveleteket. A megfelelő hűtőfolyadék-szállítás 150-250°C-kal csökkentheti a forgácsolási zóna hőmérsékletét, 200-300%-kal meghosszabbítva a szerszám élettartamát. A csatornákat a kritikus forgácsolási területek 10-15 mm-es körzetében kell elhelyezni a maximális hatékonyság érdekében.
Hogyan befolyásolják a tolerancia követelmények a szerszám kiválasztását és kopását a titán megmunkálás során?
A szigorúbb tűrések (±0,025 mm vagy jobb) csökkentett forgácsolási terheléssel történő simító meneteket igényelnek, meghosszabbítva a szerszám élettartamát, de növelve a megmunkálási időt. A kritikus méreteket lehetőség szerint külső elemekre vagy kedvező forgácsolási geometriájú felületekre kell helyezni. A ±0,01 mm alatti tűrések speciális szerszámozást és forgácsolási paramétereket igényelhetnek, amelyek jelentősen befolyásolják a szerszám élettartamát és költségét. A tolerancia optimalizálás 25-40%-kal csökkentheti a megmunkálási költségeket, miközben fenntartja a funkcionális követelményeket.
Milyen CAD elemeket kell elkerülni a túlzott szerszámkopás megelőzése érdekében titánban?
Kerülje a 0,3 mm rádiusz alatti éles belső sarkokat, a gyenge szerszámhozzáféréssel rendelkező mély zárt zsebeket, a hirtelen terhelésváltozásokat okozó változó falvastagságot és a nagy hossz-átmérő arányú, meghosszabbított szerszámméreteket igénylő elemeket. A komplex forgácsolási geometriákat létrehozó metsző elemeket lehetőség szerint egyszerűsíteni kell. Az 5 átmérőnél mélyebb zsákfuratokat és a mély furatokban lévő belső meneteket funkcionálisan elfogadható módon külső elemekké kell áttervezni. Ezek a problémás elemek 60-80%-kal csökkenthetik a szerszám élettartamát az optimalizált alternatívákhoz képest.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece