Totuus CNC-kierrejyrsinnästä vs. kierteityksestä karkaistuille teräksille
Karkaistujen teräskomponenttien valmistus kierteillä varustettuna on kriittinen päätöksentekopiste, joka vaikuttaa suoraan tuotantokustannuksiin, sykliaikoihin ja osien laatuun. Yli 35 HRC:n materiaalien kanssa työskentelevät insinöörit kohtaavat ainutlaatuisia haasteita, joissa perinteiset kierteitysmenetelmät usein epäonnistuvat, mikä johtaa työkalujen rikkoutumiseen, hylättyihin osiin ja tuotannon viivästyksiin.
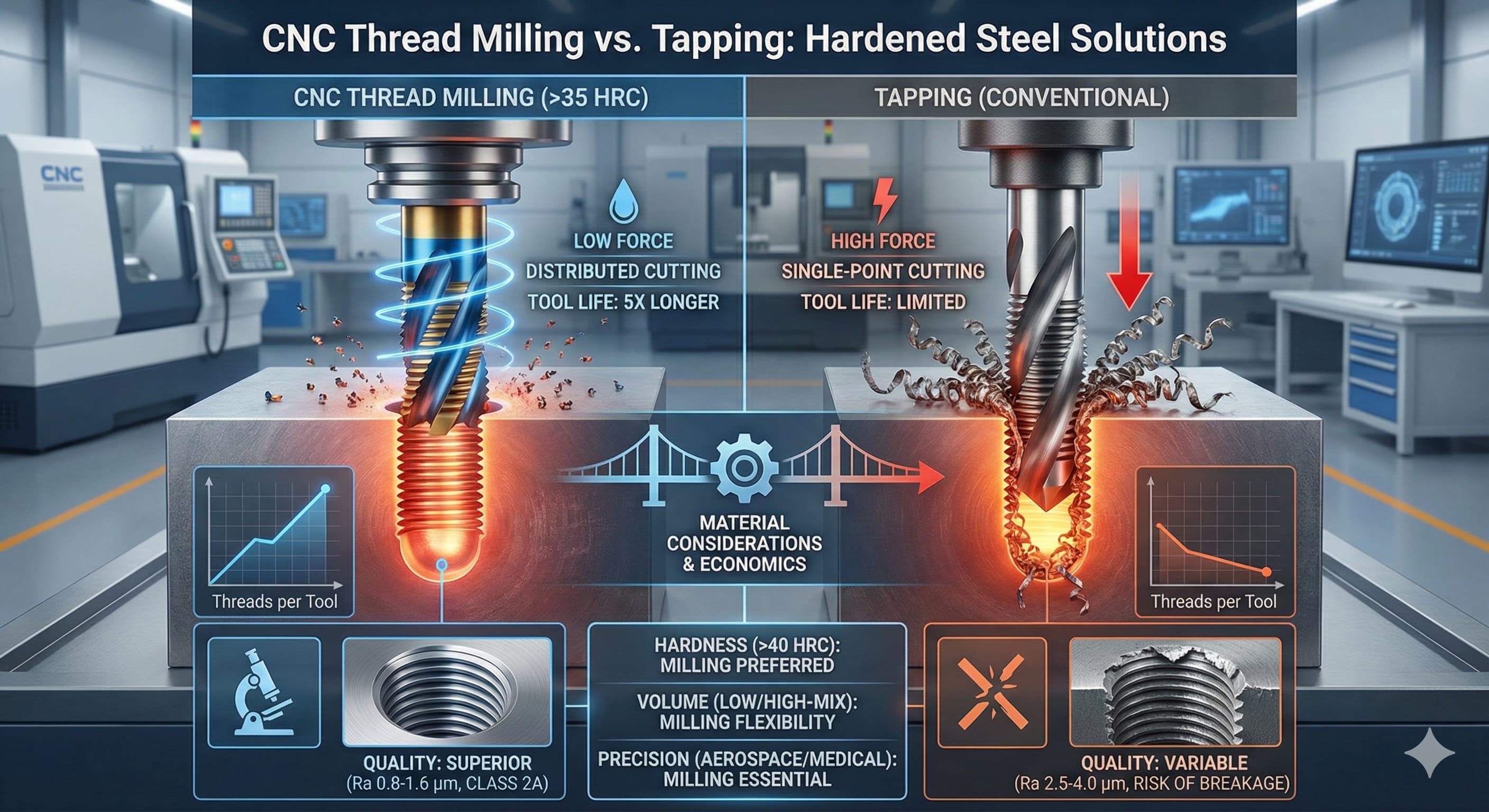
Tärkeimmät huomiot:
- Kierrejyrsintä tarjoaa 3–5 kertaa pidemmän työkalun käyttöiän karkaistuissa teräksissä, joiden kovuus on yli 40 HRC, verrattuna perinteiseen kierteitykseen
- Kierrejyrsinnän alkutyökalukustannukset ovat 40–60 % korkeammat, mutta sijoitetun pääoman tuotto saavutetaan 200–500 kierteitetyn reiän sisällä
- Kierteitys on edelleen kustannustehokasta pehmeämmille teräksille (alle 30 HRC) ja suurivolyymisille tuotantoajoille
- Kierteen laatu ja geometrinen tarkkuus suosivat jyrsintää tarkkuussovelluksissa, jotka vaativat luokan 2A toleransseja tai parempia
Peruserojen ymmärtäminen
Kierrejyrsintä ja kierteitys edustavat pohjimmiltaan erilaisia lähestymistapoja sisäkierteiden luomiseen karkaistuihin teräskomponentteihin. Kierteitys perustuu yksipisteleikkaukseen, jossa tapin urat samanaikaisesti leikkaavat ja muodostavat kierteen profiilin aksiaalisen etenemisen kautta. Tämä prosessi tuottaa merkittäviä leikkausvoimia, jotka keskittyvät työkalun kärkeen, mikä luo huomattavia jännityskeskittymiä, jotka muuttuvat ongelmallisiksi työstökarkaisevissa materiaaleissa, kuten 17-4 PH ruostumattomassa teräksessä tai työkaluteräksissä, joiden kovuus on yli 45 HRC.
Kierrejyrsinnässä puolestaan käytetään monihampaista jyrsintä, joka liikkuu helikaalisessa interpolointikuviossa reiän ympärysmitan ympäri. Jokainen leikkuureuna poistaa pienen lastun kosketuksensa aikana jakaen leikkausvoimat useisiin kosketuspisteisiin. Tämä lähestymistapa vähentää leikkausvoimien huippuja 60–70 % verrattuna kierteitykseen, mikä on erityisen hyödyllistä koneistettaessa saostuskarkaistuja teräksiä tai läpikarkaistuja komponentteja.
Kinemaattiset erot ulottuvat voiman jakautumista pidemmälle. Kierteitys vaatii täydellisen synkronoinnin karan pyörimisen ja syöttönopeuden välillä – mikä tahansa poikkeama johtaa repeytyneisiin kierteisiin tai työkalun rikkoutumiseen. Nykyaikaiset CNC-ohjaimet saavuttavat tämän jäykkien kierteityssyklien avulla, mutta karan kiihtyvyyden/hidastuvuuden rajoitukset aiheuttavat edelleen haasteita. Kierrejyrsintä eliminoi tämän rajoituksen kokonaan, koska työkalun rata luodaan ohjelmoidun interpoloinnin eikä mekaanisen synkronoinnin avulla.
Materiaalinäkökohtia karkaistujen terästen sovelluksissa
Karkaistut teräslaadut reagoivat eri tavalla kuhunkin kierteitysprosessiin niiden metallurgisen rakenteen ja työstökarkaisuominaisuuksien perusteella. Läpikarkaistut työkaluteräkset, kuten D2 (60–62 HRC) tai A2 (58–60 HRC), aiheuttavat äärimmäisiä haasteita kierteitykselle niiden tasaisen kovuusjakauman ja karbidipitoisuuden vuoksi. Kierrejyrsintä osoittautuu ylivoimaiseksi näissä sovelluksissa, ja työkalun käyttöiän parannukset saavuttavat 400–500 % verrattuna perinteisiin kierteitystapoihin.
| Teräslaji | Kovuus (HRC) | Kierteen teon onnistumisprosentti | Kierrejyrsinnän etu | Suositeltu menetelmä |
|---|---|---|---|---|
| 4140 Hehkutettu | 22-25 | 95% | Kustannushaitta | Kierteen teko |
| 4140 K&K | 28-32 | 85% | Marginaalinen | Molemmat menetelmät |
| 4340 K&K | 35-40 | 65% | Merkittävä | Kierrejyrsintä |
| 17-4 PH H900 | 40-44 | 45% | Kriittinen | Kierrejyrsintä |
| D2 Työkaluteräs | 60-62 | 15% | Välttämätön | Vain kierrejyrsintä |
Saostuskarkaistut ruostumattomat teräkset, kuten 15-5 PH ja 17-4 PH, ansaitsevat erityistä huomiota niiden työstökarkaisutaipumusten vuoksi. Näiden materiaalien kovuus voi kasvaa 5–8 HRC-pistettä koneistuksen aikana, jos leikkausparametrit ovat riittämättömät. Näiden materiaalien kierteitys johtaa usein työstökarkaisuun leikkuureunojen edessä, mikä johtaa työkalun ennenaikaiseen rikkoutumiseen. Kierrejyrsinnän jaettu leikkaus minimoi työstökarkaisuvaikutukset säilyttäen samalla tasaisen kierteen laadun.
Pintakarkaistut komponentit muodostavat toisen ainutlaatuisen haasteen, jossa pinnan kovuus voi ylittää 58 HRC, kun taas ytimen kovuus pysyy 25–30 HRC:ssä. Kovuusgradientti luo vaihtelevia leikkausolosuhteita, joita tappien on vaikea mukauttaa. Kierrejyrsintä säilyttää tasaisen suorituskyvyn koko kovuuden siirtymävyöhykkeellä tuottaen tasaisen kierteen laadun pinnasta ytimeen.
Työkalun käyttöikä ja taloudellinen analyysi
Työkalun käyttöiän vertailu kierrejyrsinnän ja kierteityksen välillä karkaistuissa teräksissä paljastaa dramaattisia eroja, jotka vaikuttavat suoraan valmistuksen talouteen. Läpikarkaistuissa teräksissä, joiden kovuus on yli 45 HRC, laatutapit tuottavat tyypillisesti 15–25 hyväksyttävää kierrettä ennen vaihtoa, kun taas kierrejyrsimet voivat tuottaa 200–400 kierrettä vastaavissa olosuhteissa. Tämä 10–15-kertainen parannus työkalun käyttöiässä muuttaa perusteellisesti kustannusyhtälön korkeammasta alkutyökaluinvestoinnista huolimatta.
Harkitse käytännön esimerkkiä, joka sisältää 100 M8x1,25-kierrettä 17-4 PH ruostumattomassa teräksessä (42 HRC). Ensiluokkaiset spiraaliuratapit maksavat noin 35–45 euroa kappale ja tuottavat 20–30 kierrettä ennen rikkoutumista. Kierrejyrsimet maksavat 120–150 euroa, mutta tuottavat 300–500 kierrettä ennen vaihtoa. Kierrettä kohden laskettu työkalukustannus suosii jyrsintää 40–50 % ennen kuin otetaan huomioon toissijaiset tekijät, kuten koneen seisonta-aika ja romun vähentäminen.
Sykliaika-analyysi edellyttää huolellista harkintaa asennuksen ja ohjelmoinnin monimutkaisuuden suhteen. Kierteityssyklit suoritetaan 8–15 sekunnissa kierrettä kohden riippuen syvyydestä ja noususta, kun taas kierrejyrsintä vaatii 25–45 sekuntia vastaaville ominaisuuksille. Tämä vertailu ei kuitenkaan ota huomioon tapin rikkoutumisen todennäköisyyttä ja siihen liittyvää seisonta-aikaa. Yhden rikkoutuneen tapin poistaminen ja reiän korjaus voi kestää 30–60 minuuttia, mikä eliminoi kaikki sykliaikaedut.
Jos haluat erittäin tarkkoja tuloksia, pyydä yksityiskohtainen tarjous 24 tunnin sisällä Microns Hubilta.
Kierteen laatu ja geometrinen tarkkuus
Kierteen laatueroista jyrsinnän ja kierteityksen välillä tulee selkeitä karkaistuissa terässovelluksissa, joissa leikkausvoimat ja työkalun taipuma vaikuttavat merkittävästi lopulliseen geometriaan. Kierrejyrsintä tuottaa johdonmukaisesti ylivoimaisia kierreprofiileja, joiden nousuhalkaisijan vaihtelut pidetään tyypillisesti ±0,025 mm:n sisällä verrattuna ±0,050 mm:iin, joka voidaan saavuttaa kierteityksellä karkaistuissa materiaaleissa.
Pinnan viimeistelylaatu suosii voimakkaasti kierrejyrsintää karkaistuissa terässovelluksissa. Kierrejyrsimille ominaiset useat leikkuureunat ja optimoitu lastunmuodostus tuottavat Ra-arvoja 0,8–1,6 μm, kun taas kierteitetyt kierteet vastaavissa materiaaleissa osoittavat tyypillisesti 2,5–4,0 μm Ra-arvoja. Tämä parannus on kriittinen sovelluksissa, jotka vaativat väsymiskestävyyttä tai korroosionkestävyyttä, joissa pinnan epäsäännöllisyydet toimivat jännityskeskittiminä tai rakokorroosion aloituspaikkoina.
Geometrinen tarkkuus ulottuu pinnan viimeistelyä pidemmälle sisältäen kierteen muodon tarkkuuden ja paikkakohtaisen toleranssin ylläpidon. Kierrejyrsintä säilyttää tasaiset kierre-kulmat (tyypillisesti ±0,5°) jopa vaihtelevissa kovuusvyöhykkeissä, kun taas kierteitetyt kierteet voivat osoittaa 1–2°:n vaihteluita, kun tapit taipuvat vaihtelevien leikkauskuormien alaisena. Tämä tarkkuusetu osoittautuu välttämättömäksi tarkkuuskokoonpanoissa, joissa kierteen häiriö vaikuttaa kokoonpanovoimiin ja liitoksen esijännityksen johdonmukaisuuteen.
Työstökoneiden vaatimukset ja asennusnäkökohdat
Työstökoneiden vaatimukset vaihtelevat merkittävästi kierrejyrsintä- ja kierteitystoimintojen välillä, erityisesti käsiteltäessä karkaistuja teräksiä. Kierteitys vaatii jäykän kararakenteen, jossa on tarkat synkronointiominaisuudet, mikä tyypillisesti rajoittaa sovellukset työstökeskuksiin, joissa on omat kierteityssyklit ja riittävä vääntömomenttikapasiteetti. Karan tehon tarve karkaistujen terästen kierteityksessä ylittää usein 5–8 kW M10- ja suuremmille kierteille korkean vääntömomenttitarpeen vuoksi.
Kierrejyrsintä asettaa erilaisia vaatimuksia työstökoneille vaatien tarkkoja interpolointiominaisuuksia ja vakaita leikkausolosuhteita eikä maksimaalista vääntömomentin tuottoa. Useimmat nykyaikaiset 3-akseliset työstökeskukset voivat suorittaa kierrejyrsintätoimintoja onnistuneesti, vaikka 5-akselinen kyky tulee edulliseksi kulmikkaille tai monimutkaisille kierreominaisuuksille. Karan nopeudet kierrejyrsinnässä vaihtelevat tyypillisesti 1 500–4 000 RPM riippuen jyrsimen halkaisijasta ja materiaalista, mikä asettaa kohtuullisia vaatimuksia karan tehojärjestelmille.
Ohjelmoinnin monimutkaisuus on merkittävä näkökohta tuotannon toteutuksessa. Kierteitys vaatii yksinkertaisia G84- tai G74-valmiita syklejä, joissa on minimaalinen ohjelmoinnin monimutkaisuus, mikä tekee siitä helposti lähestyttävän aloittelijatason ohjelmoijille. Kierrejyrsintä vaatii helikaalista interpolointiohjelmointia (G02/G03 samanaikaisella Z-akselin liikkeellä) tai erikoistunutta CAM-ohjelmistoa, jossa on kierteitysrutiineja. Tämä monimutkaisuus johtaa pidempään ohjelmointiaikaan ja lisääntyneisiin taitovaatimuksiin asennushenkilöstölle.
Leikkausparametrit ja prosessin optimointi
Optimaaliset leikkausparametrit karkaistun teräksen kierteityksessä vaihtelevat dramaattisesti kierteitys- ja jyrsintäprosessien välillä. Kierteitysparametreja rajoittavat suurelta osin kierteen nousuvaatimukset – M10x1,5-tapin on edettävä 1,5 mm kierrosta kohden materiaalin ominaisuuksista riippumatta. Tämä rajoitus pakottaa kompromisseja pintanopeuden valinnassa, mikä johtaa usein epäoptimaalisiin leikkausolosuhteisiin karkaistuille materiaaleille.
| Prosessiparametri | Kierteen teko (4340 @ 38 HRC) | Kierrejyrsintä (4340 @ 38 HRC) | Optimointietu |
|---|---|---|---|
| Pintanopeus (m/min) | 8-12 | 80-120 | Kierrejyrsintä |
| Syöttönopeus (mm/kierros) | Kiinteä (nousu) | 0.05-0.15 | Kierrejyrsintä |
| Leikkuuvoima (N) | 800-1,200 | 200-400 | Kierrejyrsintä |
| Työkalun kosketus | 100% | 15-25% | Kierrejyrsintä |
Kierrejyrsintäparametrit voidaan optimoida itsenäisesti leikkausnopeuden, syöttönopeuden ja aksiaalisen kosketuksen suhteen. Pintanopeudet 80–150 m/min ovat saavutettavissa karkaistuissa teräksissä käyttämällä kovametallikierrejyrsimiä, joissa on sopivat pinnoitteet, verrattuna 8–15 m/min, joka on tyypillistä kierteitystoiminnoille. Tämä nopeusetu johtaa suoraan parantuneeseen työkalun käyttöikään vähentämällä työstökarkaisua ja parantamalla lastunpoistoa.
Jäähdytysnesteen levitys on kriittistä molemmille prosesseille, mutta se aiheuttaa erilaisia haasteita. Kierteitys vaatii tulvajäähdytysnestettä tai karan läpi toimitettavaa jäähdytysnestettä lastun pakkaamisen estämiseksi ja riittävän voitelun varmistamiseksi. Kierrejyrsintä hyötyy sumujäähdytysnesteen levityksestä, joka ei häiritse lastunpoistoa samalla kun se tarjoaa lämmönhallinnan ja pidentää työkalun käyttöikää.
Kustannusanalyysi: Alkuinvestointi vs. toiminnan talous
Kierrejyrsinnän ja kierteityksen välinen taloudellinen vertailu karkaistuissa terässovelluksissa edellyttää analyysiä useissa kustannusluokissa, mukaan lukien työkalut, koneaika, laatukustannukset ja toissijaiset toiminnot. Alkuinvestointi suosii voimakkaasti kierteitystä, jossa ensiluokkaiset tapit maksavat 35–60 euroa verrattuna 120–200 euroon vastaaville kierrejyrsimille. Tämä analyysi muuttuu kuitenkin dramaattisesti, kun otetaan huomioon työkalun käyttöikä ja kokonaiskustannukset kierrettä kohden.
Toimintakustannusanalyysissä on otettava huomioon tapin rikkoutumisen todennäköisyys ja siihen liittyvät palautuskustannukset. Rikkoutuneen tapin poistaminen karkaistuista teräskomponenteista vaatii usein sähköpurkauskoneistusta (EDM) tai erikoistuneita poistotyökaluja, joiden kustannukset ovat 200–500 euroa tapausta kohden, mukaan lukien työ ja mahdollinen romu. Kierrejyrsintä käytännössä eliminoi rikkoutumisriskin alhaisempien leikkausvoimien ja ylivoimaisen lastunpoiston ansiosta.
Laatukustannukset suosivat merkittävästi kierrejyrsintää karkaistuissa terässovelluksissa. Parannettu kierteen geometria ja pinnan viimeistely vähentävät kokoonpano-ongelmien, ristikkäiskierteiden tai liitoksen ennenaikaisen rikkoutumisen todennäköisyyttä. Nämä laadun parannukset johtavat alhaisempiin takuukustannuksiin ja parantuneeseen asiakastyytyväisyyteen, vaikka kvantifiointi edellyttää sovelluskohtaista analyysiä.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelumme tarkoittavat, että jokainen projekti saa optimaalisiin kierteitysratkaisuihin vaadittavan huomion karkaistuissa teräskomponenteissa.
Sovelluskohtaisia suosituksia
Ilmailusovellukset, jotka sisältävät saostuskarkaistuja ruostumattomia teräksiä tai titaaniseoksia, suosivat voimakkaasti kierrejyrsintää materiaalin työstökarkaisuominaisuuksien ja tiukkojen laatuvaatimusten vuoksi. Komponentit, kuten laskutelinekokoonpanot, moottorin kiinnikkeet ja rakenneosat, vaativat kierteen laatua, joka täyttää tai ylittää johdonmukaisesti spesifikaatiovaatimukset. Kierrejyrsinnällä saavutettu ylivoimainen geometrinen tarkkuus ja pinnan viimeistely oikeuttavat ylimääräisen sykliajan näissä kriittisissä sovelluksissa.
Autoteollisuuden sovellukset esittävät tarkempia valintakriteerejä, joissa tuotantomäärä ja komponentin kriittisyys vaikuttavat prosessin valintaan. Suurivolyymiset voimansiirtokomponentit tai moottorilohkot voivat oikeuttaa kierteityksen kierteille läpikarkaistuilla alueilla, joiden kovuus on alle 35 HRC, kun taas pienivolyymiset erikoiskomponentit hyötyvät kierrejyrsinnän joustavuudesta ja laatuetuista. Mahdollisuus tuottaa useita kierrekokoja yhdellä kierrejyrsimellä tarjoaa merkittäviä etuja pienivolyymisissä, suurisekoituksisissa tuotantoympäristöissä.
Lääketieteellisten laitteiden valmistus, erityisesti ortopediset implantit ja kirurgiset instrumentit, vaatii kierrejyrsintää bioyhteensopiville materiaaleille, kuten 17-4 PH ruostumattomalle teräkselle tai titaaniseoksille. Ylivoimainen pinnan viimeistely ja geometrinen tarkkuus vaikuttavat suoraan laitteen suorituskykyyn ja pitkäikäisyyteen. Kierrejyrsinnän kyky säilyttää tasainen laatu vaihtelevilla kovuusvyöhykkeillä osoittautuu välttämättömäksi komponenteissa, jotka vaativat laajaa lämpökäsittelyä tai pinnanmuokkausprosesseja.
Valmistajille, jotka etsivät kattavia ratkaisuja kierteitystoimintojen lisäksi, levyjen valmistuspalvelut voivat tarjota integroituja valmistusmenetelmiä, jotka optimoivat komponenttien kokonaistuotannon. Samoin valmistuspalvelumme kattavat kaikki monimutkaisiin karkaistuihin teräskomponentteihin vaadittavat prosessit.
Integrointi edistyneisiin valmistusprosesseihin
Kierrejyrsinnän integrointi edistyneisiin valmistusprosesseihin, kuten käyttötyökalusorvaus, tarjoaa merkittäviä etuja monimutkaisten komponenttien valmistuksessa. Moniakseliset työstökeskukset voivat yhdistää sorvaus-, jyrsintä- ja kierteitystoiminnot yhdellä asennuksella, mikä vähentää käsittelyaikaa ja parantaa geometrisiä suhteita ominaisuuksien välillä. Tämä integrointi osoittautuu erityisen arvokkaaksi karkaistuissa teräskomponenteissa, joissa useat asennukset lisäävät työstökarkaisun ja mittavaihtelun riskiä.
Kova sorvaus, jota seuraa kierrejyrsintä, on nouseva lähestymistapa komponenteille, jotka vaativat laajaa koneistusta karkaistussa tilassa. Tämä järjestys minimoi lämpökäsittelyn vääristymät säilyttäen samalla ylivoimaisen kierteen laadun verrattuna esikarkaisukoneistukseen ja sitä seuraavaan lämpökäsittelyyn. Yhdistelmä osoittautuu erityisen tehokkaaksi komponenteille, jotka vaativat geometrisiä toleransseja, jotka ovat tiukempia kuin perinteisellä lämpökäsittelyllä ja hiontajaksoilla voidaan saavuttaa.
Lisäävän valmistuksen integrointi edustaa tulevaisuuden mahdollisuutta, jossa kierrejyrsintä tarjoaa ylivoimaisen kierteen laadun verrattuna tulostettuihin kierteisiin. Komponentit, jotka on tuotettu selektiivisellä lasersulatuksella (SLM) tai elektronisuihkusulatuksella (EBM), vaativat usein jälkikäsittelyä kriittisille kierreominaisuuksille. Kierrejyrsintä mukautuu vaihteleviin pintaolosuhteisiin ja materiaalin ominaisuuksiin, jotka ovat ominaisia lisäaineella valmistetuille komponenteille paremmin kuin perinteiset kierteitystavat.
Tulevaisuuden trendit ja teknologian kehitys
Uudet työkalun pinnoitusteknologiat parantavat edelleen kierrejyrsinnän suorituskykyä karkaistuissa terässovelluksissa. Kehittyneet pinnoitusjärjestelmät, kuten AlCrN ja timanttimainen hiili (DLC), tarjoavat parannetun kulutuskestävyyden ja pienemmät kitkakertoimet, mikä pidentää työkalun käyttöikää 30–50 % verrattuna perinteisiin TiAlN-pinnoitteisiin. Nämä kehitykset vahvistavat edelleen kierrejyrsinnän taloudellisia etuja vaativissa sovelluksissa.
Adaptiiviset koneistusteknologiat, jotka valvovat leikkausvoimia ja säätävät automaattisesti parametreja, ovat erityisen lupaavia kierrejyrsintäsovelluksissa. Nämä järjestelmät voivat havaita työstökarkaisuolosuhteet tai työkalun kulumistilat ja muokata leikkausparametreja reaaliajassa optimaalisen suorituskyvyn ylläpitämiseksi. Tällaiset ominaisuudet osoittautuvat erityisen arvokkaiksi karkaistuissa terässovelluksissa, joissa materiaalin ominaisuudet voivat vaihdella yksittäisten komponenttien sisällä.
Suurnopeuskierrejyrsintä on nouseva trendi, jossa leikkausnopeudet lähestyvät 200–300 m/min, mikä on saavutettavissa erikoistyökaluilla ja työstökoneiden suunnittelulla. Nämä kehitykset lupaavat poistaa sykliaika-haitan, joka perinteisesti liittyy kierrejyrsintään säilyttäen samalla ylivoimaiset kierteen laatu- ja työkalun käyttöiän ominaisuudet.
Usein kysytyt kysymykset
Mikä kovuuskynnys tekee kierrejyrsinnästä kustannustehokkaamman kuin kierteityksen teräksessä?
Risteyskohta esiintyy tyypillisesti noin 32–35 HRC:n kohdalla, jossa tapin rikkoutumisnopeudet alkavat kasvaa merkittävästi, kun taas kierrejyrsimen suorituskyky pysyy vakaana. Yli 40 HRC:n kohdalla kierrejyrsinnästä tulee taloudellisesti ylivoimainen useimmissa sovelluksissa dramaattisesti parantuneen työkalun käyttöiän ja vähentyneiden romutusasteiden vuoksi.
Voiko kierrejyrsintä tuottaa kierteitä samoilla tarkkuusstandardeilla kuin kierteitys?
Kierrejyrsintä tuottaa johdonmukaisesti paremman tarkkuuden verrattuna kierteitykseen karkaistuissa teräksissä, ja nousuhalkaisijan toleranssit ovat tyypillisesti 40–50 % tiukemmat. Pinnan viimeistelyn parannukset 50–60 % ovat yleisiä, mikä tekee kierrejyrsinnästä ensisijaisen valinnan tarkkuussovelluksiin, jotka vaativat luokan 2A sovituksia tai parempia.
Miten ohjelmoinnin monimutkaisuus vaikuttaa kierrejyrsinnän toteutukseen?
Nykyaikainen CAM-ohjelmisto on suurelta osin poistanut ohjelmoinnin monimutkaisuuteen liittyvät huolenaiheet erikoistuneiden kierteitysrutiinien ja automatisoidun työkalun radan luonnin avulla. Asennusaika kasvaa noin 15–20 % verrattuna kierteitykseen, mutta tämä investointi katetaan ensimmäisten tuotanto-osien aikana parantuneen laadun ja vähentyneen romun ansiosta.
Mitä työstökoneiden muutoksia vaaditaan karkaistujen terästen kierrejyrsintään?
Useimmat olemassa olevat 3-akseliset työstökeskukset voivat suorittaa kierrejyrsintää ilman muutoksia, edellyttäen että niissä on riittävä karan teho (tyypillisesti vähintään 3–5 kW) ja helikaalinen interpolointikyky. Karan läpi toimitettava jäähdytysneste, vaikka se on hyödyllinen, ei ole pakollinen onnistuneelle kierrejyrsinnälle.
Miten leikkausnesteen vaatimukset eroavat kierrejyrsinnän ja kierteityksen välillä?
Kierrejyrsintä vaatii tyypillisesti vähemmän aggressiivista jäähdytysnesteen toimitusta kuin kierteitys, ja sumujäähdytysneste on usein riittävä useimpiin sovelluksiin. Kierteitys vaatii tulvajäähdytysnestettä tai karan läpi toimitettavaa jäähdytysnestettä lastun pakkaamisen estämiseksi ja riittävän voitelun varmistamiseksi rajoitetulla leikkausalueella.
Mitkä kierrekoot suosivat kumpaakin prosessia karkaistuissa terässovelluksissa?
Kierrejyrsintä osoittaa lisääntyviä etuja kierteen koon kasvaessa, ja M6 ja suuremmat kierteet suosivat tyypillisesti jyrsintää karkaistuissa teräksissä. Pienemmät kierteet (M3–M5) voivat edelleen oikeuttaa kierteityksen kohtalaisen kovissa materiaaleissa (30–35 HRC) riippuen tuotantomäärästä ja laatuvaatimuksista.
Miten eräkoko vaikuttaa prosessien väliseen taloudelliseen vertailuun?
Suurivolyyminen tuotanto (>10 000 kappaletta vuodessa) voi oikeuttaa kierteityksen kohtalaisen koville teräksille nopeampien sykliaikojen vuoksi, kun taas pienivolyyminen, suurisekoituksinen tuotanto suosii voimakkaasti kierrejyrsinnän joustavuutta ja laadun johdonmukaisuutta. Risteyskohta vaihtelee materiaalin kovuuden ja kierrevaatimusten mukaan.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece