Pyörivien työkalujen sorvit: Sorvauksen ja jyrsinnän yhdistäminen monimutkaisiin geometrioihin
Pyörivien työkalujen sorvit poistavat perinteisen rajoituksen erottaa sorvaus- ja jyrsintätyöt yhdistämällä suoraan sorvin karan järjestelmään teholla toimivat leikkaustyökalut. Tämä teknologia mahdollistaa valmistajille monimutkaisten geometrian muotojen, jotka vaativat sekä pyörivää että lineaarista leikkausliikettä, tekemisen yhdellä asennuksella, vähentäen käsittelyvirheitä ja parantaen dramaattisesti osien tarkkuutta komponenteille, joilla on tiukat toleranssit alle ±0,02 mm.
- Pyörivien työkalujen järjestelmät yhdistävät sorvaus- ja jyrsintäominaisuudet yhdessä asennuksessa, vähentäen osien käsittelyä ja parantaen tarkkuutta monimutkaisissa geometrioissa
- Oikea työkalun valinta ja karan nopeuden koordinointi pää- ja vastakarojen välillä on kriittistä pintakäsittelyjen saavuttamiseksi alle Ra 0,8 μm
- Kustannustehokkuus kasvaa merkittävästi osille, jotka vaativat sekä säteittäistä porausta, poikittaisjyrsintää että sorvausta verrattuna erillisiin koneasennuksiin
- Integraatiohaasteita ovat lämmönhallinta, tärinän hallinta ja koordinoitu ohjelmointi useiden leikkausakselien välillä
Pyörivien työkalujen teknologian arkkitehtuurin ymmärtäminen
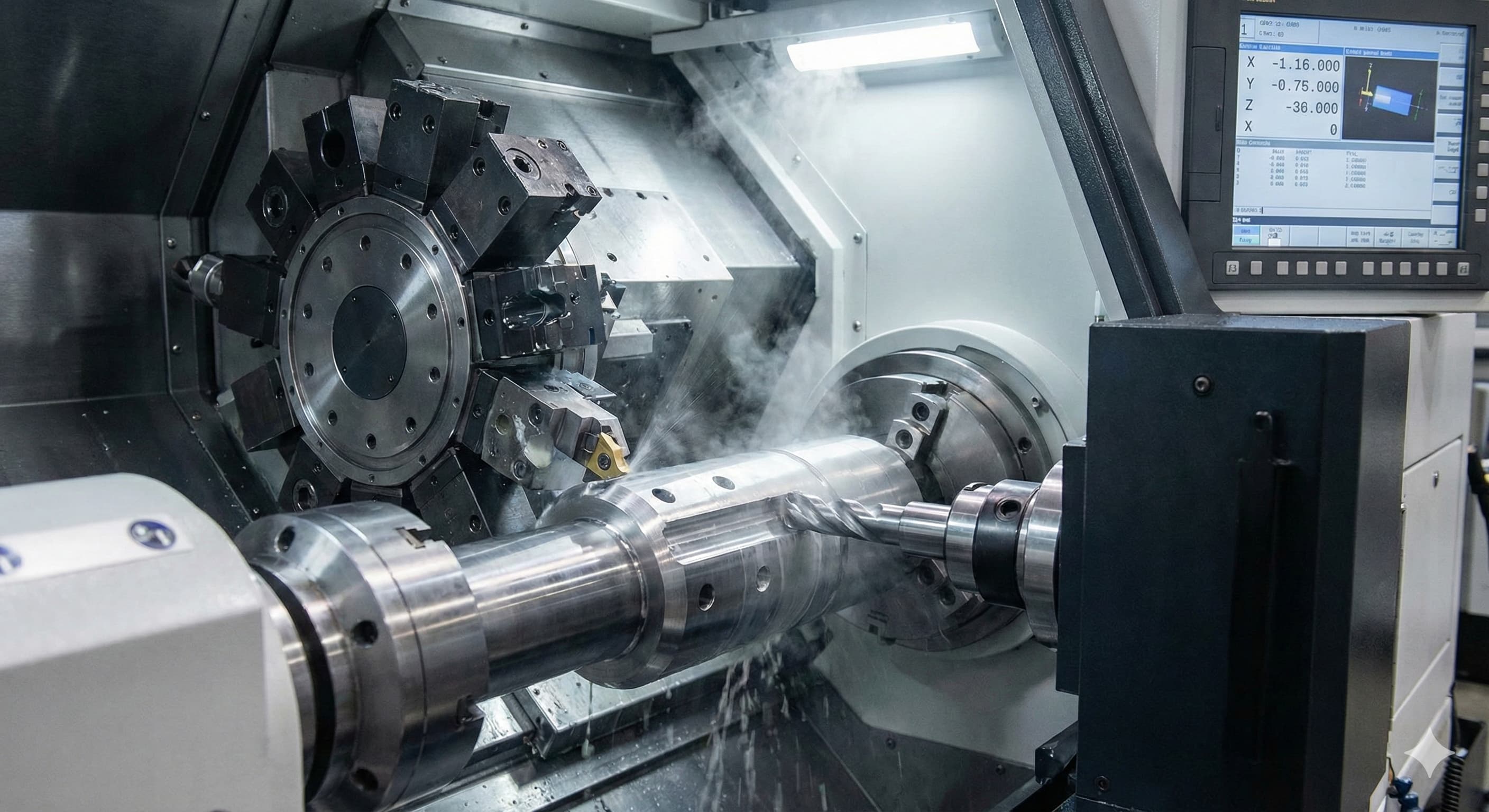
Pyörivien työkalujen järjestelmät integroivat teholla toimivat leikkaustyökalut suoraan sorvin reaktiotorniin erillisten karakäyttöjen kautta. Toisin kuin staattiset työkalut, jotka luottavat yksinomaan työkappaleen pyörimiseen, pyörivät työkalut saavat itsenäisen pyörimisvoiman sähkö- tai hydrauliikkamoottoreista, jotka on asennettu reaktiotornin kokoonpanon sisään. Tämä kaksoisliikeominaisuus mahdollistaa toiminnot, kuten säteittäisen porauksen, poikittaisjyrsinnän ja monimutkaisen muotoilun, kun työkappale pysyy kiinni pääkarassa.
Perusarkkitehtuuri koostuu kolmesta pääkomponentista: pääkarajärjestelmä, joka käsittelee työkappaleen pyörimistä, reaktiotorniin asennetut pyörivät työkalukarat, jotka tarjoavat leikkaustyökalun pyörimisen, ja koordinoitu CNC-ohjausjärjestelmä, joka hallitsee samanaikaisia moniakselisia liikkeitä. Nykyaikaisissa pyörivien työkalujen sorveissa on tyypillisesti 8–12 pyörivää työkalupaikkaa, joiden karanopeudet vaihtelevat 50–6 000 RPM välillä riippuen erityisistä työkalutusvaatimuksista ja työkappaleen materiaalista.
Tehon siirto pyöriville työkaluille tapahtuu joko suorakäyttöisten sähkömoottoreiden tai hydraulijärjestelmien kautta. Sähkökäyttöjärjestelmät tarjoavat erinomaisen nopeuden säätötarkkuuden ja niitä suositellaan sovelluksiin, jotka vaativat tasaisia pintakäsittelyjä alle Ra 1,6 μm. Hydraulijärjestelmät tarjoavat suuremman vääntömomentin, mikä tekee niistä sopivia raskaisiin jyrsintätoimintoihin materiaaleissa, kuten karkaistu teräs tai titaaniseokset, joissa leikkausvoimat ylittävät 2 000 N.
Pyörivien työkalujen integrointi vaikuttaa merkittävästi koneistuksen tärinäominaisuuksiin, erityisesti leikattaessa ohutseinäisiä osia, joissa seinämän paksuus on alle 3 mm. Järjestelmän oikea jäykkyys on kriittistä mittatarkkuuden ylläpitämiseksi useissa leikkaustoiminnoissa.
Toiminnalliset ominaisuudet ja prosessin integrointi
Pyörivien työkalujen sorvit ovat erinomaisia valmistamaan komponentteja, jotka perinteisesti vaativat useita asennuksia eri konetyypeissä. Ensisijaisia toiminnallisia ominaisuuksia ovat säteittäinen poraus, epäkesko jyrsintä, hammaspyörän leikkaus, monikulmion koneistus ja monimutkainen pinnan muotoilu. Jokainen toimintotyyppi vaatii erityistä huomiota leikkausparametreihin, työkalun geometriaan ja työkappaleen kiinnitykseen optimaalisten tulosten saavuttamiseksi.
Säteittäiset poraustoiminnot hyötyvät merkittävästi pyörivien työkalujen toteutuksesta, koska reiät voidaan koneistaa kohtisuoraan pääakseliin nähden ilman työkappaleen uudelleensijoittamista. Tämä ominaisuus on välttämätön komponenteille, kuten hydraulisille jakotukeille, joissa tarkat reiän sijoitustoleranssit ±0,05 mm on säilytettävä useissa poraustoiminnoissa. Asennusmuutosten poistaminen vähentää kumulatiivisia paikannusvirheitä, jotka tyypillisesti kerääntyvät perinteisen monikoneprosessoinnin aikana.
Poikittaisjyrsintätoiminnot mahdollistavat kiilaurien, tasojen ja monimutkaisten profiilien luomisen työkappaleen pituudelta. Työkappaleen pyörimisen ja pyörivän työkalun liikkeen yhdistelmä mahdollistaa kierteisen jyrsinnän, joka tuottaa parempia pintakäsittelyjä verrattuna perinteiseen avarrus- tai EDM-prosesseihin. Kierteiset interpolointitekniikat voivat saavuttaa pintakarkeusarvoja alle Ra 0,4 μm alumiiniseoksissa, kuten 6061-T6, kun ne on toteutettu oikein.
Monimutkaiset muotoilutoiminnot edustavat pyörivien työkalujen teknologian edistyneintä sovellusta. Koordinoimalla pääkaran C-akselia pyörivän työkalun pyörimisen ja lineaarisen liikkeen kanssa valmistajat voivat luoda monimutkaisia geometrioita, kuten nokkaprofiileja, epäsäännöllisiä monikulmioita ja veistoksellisia pintoja. Tämä ominaisuus on erityisen arvokas ilmailukomponenteille ja tarkkuusinstrumentointiosille, joissa geometrinen monimutkaisuus vaikuttaa suoraan toiminnalliseen suorituskykyyn.
Tekniset tiedot ja suorituskykyparametrit
Pyörivien työkalujen järjestelmän suorituskyky riippuu suuresti karan teknisistä tiedoista, voimansiirron tehokkuudesta ja lämmönhallintaominaisuuksista. Näiden teknisten parametrien ymmärtäminen mahdollistaa oikean järjestelmän valinnan ja optimaalisen prosessisuunnittelun erityisiin valmistusvaatimuksiin.
| Parametri | Vakiovalikoima | Suorituskykyinen valikoima | Sovelluksen vaikutus |
|---|---|---|---|
| Pyörivän työkalun karan nopeus | 50-3 000 RPM | 100-8 000 RPM | Pinnan viimeistelyn laatu |
| Karan teho | 3-7,5 kW | 7,5-22 kW | Materiaalin poistonopeudet |
| Työkalunpidikkeen kartio | BT30, BT40 | HSK-A63, HSK-E40 | Työkalun vaihtonopeus, jäykkyys |
| Paikannustarkkuus | ±0,01 mm | ±0,005 mm | Mittatoleranssikyky |
| Toistettavuus | ±0,005 mm | ±0,002 mm | Prosessin johdonmukaisuus |
Karan tehon tarve vaihtelee merkittävästi materiaalityypin ja leikkausparametrien mukaan. Alumiiniseokset vaativat tyypillisesti 2–5 kW tehokkaaseen jyrsintään, kun taas karkaistut teräkset ja titaaniseokset voivat vaatia 10–15 kW vertailukelpoisiin materiaalinpoistonopeuksiin. Pyörivän työkalujen järjestelmän teho-painosuhde vaikuttaa suoraan saavutettavissa oleviin leikkausnopeuksiin ja yleiseen tuottavuuteen.
Lämmönhallinta on kriittistä pitkäkestoisten pyörivien työkalujen toimintojen aikana, erityisesti leikattaessa vaikeasti koneistettavia materiaaleja. Karan lämpötilan nousu yli 60 °C voi aiheuttaa mittapoikkeamia ja ennenaikaista työkalun kulumista. Kehittyneet järjestelmät sisältävät erilliset jäähdytyspiirit ja lämpötilanvalvonnan, jotta suorituskyky pysyy tasaisena koko tuotantoajon ajan.
Työkalunpidikkeen rajapinnan valinta vaikuttaa merkittävästi järjestelmän jäykkyyteen ja työkalunvaihdon tehokkuuteen. HSK-järjestelmät tarjoavat paremman puristusvoiman ja toistettavuuden verrattuna perinteisiin BT-kartioihin, mikä tekee niistä suositeltavia tarkkuussovelluksiin, jotka vaativat työkalunvaihdon tarkkuutta ±0,003 mm:n sisällä.
Materiaalinäkökohdat ja leikkausstrategiat
Eri materiaalit vaativat erityisiä leikkausstrategioita, kun niitä käsitellään pyörivien työkalujen sorveissa. Sorvaus- ja jyrsintätoimintojen yhdistelmä luo ainutlaatuisia haasteita leikkausvoimien, lastunpoiston ja lämmöntuotannon suhteen, jotka on ratkaistava oikealla parametrien valinnalla ja työkalujen suunnittelulla.
Alumiiniseokset, erityisesti 6061-T6 ja 7075-T6, reagoivat hyvin pyörivien työkalujen toimintoihin niiden suotuisten koneistusominaisuuksien vuoksi. Korkeat karanopeudet välillä 2 000–4 000 RPM yhdistettynä aggressiivisiin syöttönopeuksiin jopa 0,3 mm/kierros mahdollistavat erinomaiset pintakäsittelyt ja korkeat materiaalinpoistonopeudet. Suurin haaste on lastunhallinta, koska alumiinin taipumus muodostaa pitkiä, säikeisiä lastuja voi häiritä samanaikaisia sorvaus- ja jyrsintätoimintoja.
| Materiaali | Suositeltu nopeus (RPM) | Syöttönopeus (mm/kierros) | Jäähdytysmenetelmä | Ensisijaiset haasteet |
|---|---|---|---|---|
| Al 6061-T6 | 2 000-4 000 | 0,2-0,4 | Tulvajäähdytys | Lastun poisto |
| Teräs 1045 | 800-1 500 | 0,1-0,25 | Korkeapainejäähdytys | Lämmönkehitys |
| Ruostumaton 316 | 400-800 | 0,05-0,15 | Työkalun läpi jäähdytys | Työstökarkaisu |
| Ti-6Al-4V | 200-500 | 0,05-0,1 | Kryogeeninen jäähdytys | Työkalun kuluminen, lämpö |
| Inconel 718 | 100-300 | 0,03-0,08 | Suurivolyyminen tulva | Nopea työkalun kuluminen |
Teräsmateriaalit aiheuttavat kohtalaisia haasteita pyörivien työkalujen sovelluksissa. Hiiliteräkset, kuten AISI 1045, koneistetaan helposti oikealla jäähdytyksellä, kun taas seosteräkset vaativat pienempiä leikkausnopeuksia lämmöntuotannon hallitsemiseksi. Suurin huolenaihe on ylläpitää tasaisia leikkausvoimia sekä sorvaus- että jyrsintätoiminnoissa, jotta estetään työkappaleen taipuminen ohutseinäisissä osissa.
Ruostumattoman teräksen prosessointi vaatii huolellista huomiota työkarkaisun estämiseen. Pyörivien työkalujen toimintojen katkonainen leikkausluonne voi aiheuttaa pinnan karkaisua, jos leikkausnopeudet laskevat alle pienimmän lastunpaksuuden kynnyksen. Tasaisen syöttönopeuden ylläpitäminen yli 0,05 mm/kierros auttaa estämään tämän ongelman ja varmistaa samalla hyväksyttävän työkalun käyttöiän.
Titaaniseokset edustavat haastavimpia materiaaleja pyörivien työkalujen sovelluksiin. Ti-6Al-4V:n alhainen lämmönjohtavuus aiheuttaa nopeaa lämmön kertymistä leikkausreunoihin, mikä johtaa ennenaikaiseen työkalun rikkoutumiseen. Erikoistuneet leikkausstrategiat, jotka sisältävät trokoidaalisen jyrsinnän ja vakion kosketuskulmat, auttavat jakamaan lämpökuormaa tehokkaammin.
Korkean tarkkuuden tuloksia varten lähetä projektisi 24 tunnin tarjousta varten Microns Hubilta.
Työkalujen valinta ja asennusstrategiat
Oikea työkalujen valinta muodostaa onnistuneiden pyörivien työkalujen toimintojen perustan. Samanaikaisen sorvauksen ja jyrsinnän ainutlaatuiset vaatimukset edellyttävät erikoistuneita leikkaustyökaluja, jotka on suunniteltu käsittelemään dynaamisia leikkausolosuhteita ja vaihtelevia lastukuormia, joita kohdataan moniakselisessa koneistuksessa.
Päätyjyrsimen valinta pyörivien työkalujen sovelluksiin eroaa merkittävästi perinteisistä jyrsintätoiminnoista. Työkalujen on kestettävä työkappaleen pyörimisen aiheuttamat keskipakovoimat säilyttäen samalla leikkaustehokkuuden säteittäisen kosketuksen aikana. Kovametallityökalut TiAlN-pinnoitteilla tarjoavat optimaalisen suorituskyvyn useimpiin sovelluksiin tarjoten kulutuskestävyyttä ja lämpöstabiilisuutta jopa 800 °C:n leikkauslämpötiloissa.
Työkalun geometria on kriittinen siirryttäessä sorvaus- ja jyrsintätoimintojen välillä samassa ohjelmassa. Vaihtelevan nousukulman päätyjyrsimet vähentävät värinän mahdollisuutta poikittaisjyrsinnän aikana, kun taas epätasainen välistys auttaa minimoimaan harmonisia värähtelyjä, jotka voivat aiheuttaa pintakäsittelyn heikkenemistä. Kulmasäteen valinnan on tasapainotettava reunan lujuus saavutettavissa olevien pintakarkeusvaatimusten kanssa.
Poran valinta säteittäisiin poraustoimintoihin edellyttää sekä lastunpoiston että reiän laatuvaatimusten huomioon ottamista. Läpijäähdytysporat ovat välttämättömiä reikiin, jotka ovat syvempiä kuin 3 × halkaisija, koska lastunpoisto vaikeutuu työkappaleen pyörimisen ja poran etenemisen yhdistetyn liikkeen vuoksi. Reiän toleranssikyvyt vaihtelevat tyypillisesti IT7:stä IT9:ään riippuen poran laadusta ja asennuksen jäykkyydestä.
Työkalun esiasetustarkkuus vaikuttaa suoraan yleiseen osan laatuun ja asennuksen tehokkuuteen. Pyörivien työkalujen järjestelmät vaativat esiasetustoleransseja ±0,005 mm:n sisällä paikannustarkkuuden ylläpitämiseksi useissa leikkaustoiminnoissa. Kehittyneet esiasetuslaitteet, joissa on automaattiset työkaluntunnistusjärjestelmät, vähentävät asennusaikaa ja varmistavat samalla tasaisen työkalun sijoittelun.
Ohjelmointi ja prosessin optimointi
CNC-ohjelmointi pyörivien työkalujen sorveille vaatii edistyneitä tekniikoita, jotka koordinoivat useita karajärjestelmiä halliten samalla monimutkaisia työkaluratoja. Nykyaikaiset CAM-ohjelmistopaketit tarjoavat erikoistuneita moduuleja pyörivien työkalujen ohjelmointiin, mutta perusperiaatteiden ymmärtäminen on edelleen välttämätöntä prosessin optimoinnissa.
Pääkaran C-akselin paikannuksen ja pyörivien työkalujen toimintojen välinen synkronointi vaatii tarkkaa ajoituksen hallintaa. CNC-järjestelmän on koordinoitava työkappaleen kulma-asento työkalun kosketuksen kanssa varmistaakseen oikean leikkausgeometrian koko toiminnon ajan. Tämä koordinointi on erityisen kriittistä kierteisen interpoloinnin aikana, jossa kulma- ja lineaariliikkeiden on pysyttävä täydellisesti synkronoituna vakion lastukuorman ylläpitämiseksi.
Syöttönopeuden optimointi sisältää tuottavuuden tasapainottamisen pintakäsittelyvaatimusten kanssa eri leikkaustoiminnoissa. Sorvaustoiminnot saavuttavat tyypillisesti optimaaliset tulokset vakion pintanopeuden ohjelmoinnilla, kun taas jyrsintätoiminnot hyötyvät vakion syötön per hammas -strategioista. Näiden ohjelmointitilojen välisen siirtymisen on tapahduttava saumattomasti, jotta estetään pintakäsittelyn vaihtelut toimintorajapinnoissa.
Työkappaleen kiinnitysstrategiat vaikuttavat merkittävästi saavutettavissa olevaan tarkkuuteen ja pintakäsittelyn laatuun. Perinteiset kolmileukakiinnittimet voivat aiheuttaa heittoja, jotka vahvistuvat pyörivien työkalujen toimintojen aikana. Erityiset työkappaleen kiinnityslaitteet, jotka on suunniteltu tietyille osageometrioille, tarjoavat usein parempia tuloksia, erityisesti komponenteille, jotka vaativat samankeskisyystoleransseja alle 0,02 mm.
Työkaluradan optimointi keskittyy ilmaleikkausajan minimointiin säilyttäen samalla tasaiset leikkausolosuhteet. Nopeat siirtoliikkeet toimintojen välillä tulisi seurata optimoituja ratoja, jotka välttävät törmäyksiä sekä työkappaleen että kiinnityskomponenttien kanssa. Kehittyneet CAM-järjestelmät tarjoavat simulointiominaisuuksia, jotka tarkistavat työkaluradat ja tunnistavat mahdolliset häiriötilanteet ennen ohjelman suorittamista.
Laadunvalvonta ja mittausstrategiat
Laadunvalvonta pyörivien työkalujen toiminnoissa vaatii kattavia mittausstrategioita, jotka vastaavat monitoimintovalmistuksen ainutlaatuisiin haasteisiin. Sorvaus- ja jyrsintäominaisuuksien yhdistelmä yhdellä osalla edellyttää tarkastustekniikoita, jotka pystyvät varmistamaan monimutkaiset geometriat suurella tarkkuudella ja toistettavuudella.
Koordinaattimittauskoneet (CMM) tarjoavat kattavimman ratkaisun pyörivien työkalujen osien tarkastukseen. Kyky mitata sekä sorvattuja että jyrsittyjä ominaisuuksia käyttämällä johdonmukaisia koordinaattijärjestelmiä varmistaa, että oikeat ominaisuussuhteet säilytetään. Kosketusanturijärjestelmät mahdollistavat sisäisten ominaisuuksien mittaamisen, jotka voivat olla saavuttamattomissa perinteisillä mittausmenetelmillä.
Koneen sisäiset mittausjärjestelmät tarjoavat reaaliaikaisia varmistusominaisuuksia, jotka mahdollistavat prosessin säätämisen valmistuksen aikana. Nykyaikaiset pyörivien työkalujen sorvit voidaan varustaa kosketusantureilla, jotka varmistavat kriittiset mitat heti koneistuksen jälkeen, mikä mahdollistaa automaattiset offset-säädöt tiukkojen toleranssien ylläpitämiseksi koko tuotantoajon ajan.
Pintakäsittelyn mittaus muuttuu monimutkaiseksi, kun käsitellään osia, jotka sisältävät sekä sorvattuja että jyrsittyjä pintoja. Eri pintasuunnille voidaan vaatia erilaisia mittaustekniikoita, ja mittausmenetelmien välinen korrelaatio on vahvistettava johdonmukaisuuden varmistamiseksi. Sorvatuilla pinnoilla on tyypillisesti kehämäisiä kerroskuvioita, kun taas jyrsityillä pinnoilla on työkalun liikkeeseen liittyviä suuntakuvioita.
Tilastollisen prosessinohjauksen (SPC) toteuttaminen vaatii huolellista harkintaa useista muuttujista, jotka liittyvät pyörivien työkalujen toimintoihin. Ohjauskarttojen on otettava huomioon työkalun kulumisen eteneminen eri leikkaustoiminnoissa ja sorvaus- ja jyrsintäprosessien väliset vuorovaikutusvaikutukset lopulliseen osan laatuun.
Kustannusanalyysi ja taloudelliset näkökohdat
Pyörivien työkalujen toteuttaminen edellyttää merkittäviä pääomasijoituksia, jotka on perusteltava parantuneella tuottavuudella, pienemmillä asennuskustannuksilla ja parannetulla osan laadulla. Taloudellisten tekijöiden ymmärtäminen mahdollistaa pyörivien työkalujen järjestelmien asianmukaisen arvioinnin tiettyihin valmistussovelluksiin.
Pyörivien työkalujen sorvien alkupääomakustannukset vaihtelevat 150 000 eurosta perusjärjestelmille 800 000 euroon edistyneille moniakselisille kokoonpanoille. Kustannuslisä perinteisiin sorveihin verrattuna vaihtelee tyypillisesti 40–70 %, riippuen pyörivien työkalupaikkojen määrästä ja järjestelmän monimutkaisuudesta. Tätä investointia on arvioitava asennusajan, työvoimakustannusten ja parantuneen laadun johdonmukaisuuden mahdollisten säästöjen perusteella.
| Kustannustekijä | Perinteinen prosessi | Pyörivän työkalun prosessi | Säästöpotentiaali |
|---|---|---|---|
| Asetusaika per osa | 45-60 minuuttia | 15-25 minuuttia | 50-65 % |
| Käsittelytoimenpiteet | 3-5 asetusta | 1 asetus | 70-80 % |
| Mittatarkkuus | ±0,05 mm tyypillinen | ±0,02 mm saavutettavissa | Vähentyneet hylkyprosentit |
| Lattiapinta-alavaatimukset | Useita koneita | Yksi kone | 40-60 % |
| Työvoimavaatimukset | 2-3 käyttäjää | 1 käyttäjä | 50-65 % |
Työkalukustannukset ovat merkittävä jatkuva kulu pyörivien työkalujen toiminnoissa. Pyörivien työkalujen sovelluksiin vaadittavat erikoistuneet leikkaustyökalut maksavat tyypillisesti 20–40 % enemmän kuin perinteiset työkalut niiden parannettujen suunnitteluvaatimusten ja pienempien tuotantomäärien vuoksi. Parantunut työkalun käyttöikä, joka johtuu paremmista leikkausolosuhteista, kompensoi kuitenkin usein tämän alkukustannuslisän.
Tuotantomäärän näkökohdat ovat ratkaisevassa asemassa taloudellisessa perustelussa. Pyörivien työkalujen järjestelmät osoittavat selviä etuja keskisuurille ja suurille tuotantomäärille, joissa asennusajan lyhentäminen tarjoaa huomattavia säästöjä. Pienille tuotantomäärille edut voivat olla vähemmän korostuneita, ellei osan monimutkaisuus tai laatuvaatimukset oikeuta investointia.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelulähestymistapamme tarkoittaa, että jokainen projekti saa ansaitsemansa huomion yksityiskohtiin, erityisesti monimutkaisissa pyörivien työkalujen sovelluksissa, jotka vaativat tarkkaa koordinointia useiden valmistusprosessien välillä.
Monet pyörivien työkalujen sovellukset täydentävät muita valmistusprosesseja, kuten ruiskuvalupalveluita, joissa tarkat muottikomponentit vaativat monimutkaisia geometrioita, jotka voidaan saavuttaa yhdistetyillä sorvaus- ja jyrsintätoiminnoilla. Kattavat valmistuspalvelumme mahdollistavat saumattoman integroinnin useiden tuotantoteknologioiden välillä.
Toteutushaasteet ja ratkaisut
Onnistunut pyörivien työkalujen toteuttaminen edellyttää useiden teknisten ja toiminnallisten haasteiden ratkaisemista, jotka voivat vaikuttaa järjestelmän suorituskykyyn ja osan laatuun. Näiden haasteiden ja niiden ratkaisujen ymmärtäminen mahdollistaa tehokkaamman prosessisuunnittelun ja järjestelmän optimoinnin.
Lämmönhallinta on yksi merkittävimmistä haasteista pyörivien työkalujen toiminnoissa. Useiden leikkausprosessien yhdistelmä tuottaa huomattavasti lämpöä, joka on poistettava tehokkaasti mittavakauden ylläpitämiseksi. Riittämätön jäähdytys voi aiheuttaa lämpölaajenemista sekä työkappaleessa että koneen rakenteessa, mikä johtaa mittavirheisiin, jotka ylittävät ±0,1 mm kriittisissä ominaisuuksissa.
Tärinän hallinta muuttuu monimutkaiseksi useiden pyörivien järjestelmien välisen vuorovaikutuksen vuoksi. Pääkara, pyörivät työkalukarat ja työkappale luovat dynaamisen järjestelmän, joka on altis resonanssitaajuuksille, jotka voivat aiheuttaa värinää ja pintakäsittelyn heikkenemistä. Oikea karanopeuden valinta ja leikkausparametrien optimointi auttavat välttämään ongelmallisia taajuusalueita säilyttäen samalla tuottavuuden.
Lastunhallinta aiheuttaa ainutlaatuisia haasteita, kun useita leikkaustoimintoja tapahtuu samanaikaisesti tai nopeassa peräkkäisyydessä. Tehokkaiden lastunpoistojärjestelmien on käsiteltävä eri leikkaustoimintojen tuottamia vaihtelevia lastuominaisuuksia ja estettävä lastujen häiriöt myöhemmissä toiminnoissa. Korkeapainejäähdytysjärjestelmät ja erilliset lastunkuljetinjärjestelmät vastaavat näihin vaatimuksiin.
Ohjelmoinnin monimutkaisuus kasvaa merkittävästi verrattuna perinteisiin sorvaustoimintoihin. Useiden akseleiden ja työkalujärjestelmien koordinointi vaatii edistyneitä ohjelmointitaitoja ja kattavan ymmärryksen leikkausmekaniikasta. Investointi ohjelmoijakoulutukseen ja edistyneisiin CAM-ohjelmistoihin on välttämätöntä onnistuneen toteutuksen kannalta.
Työkalujen häiriöiden havaitseminen ja törmäysten välttäminen edellyttävät kehittyneitä ohjelmointi- ja simulointiominaisuuksia. Useiden leikkaustyökalujen ja työkappaleen kiinnityslaitteiden läheisyys luo lukuisia mahdollisia törmäystilanteita, jotka on tunnistettava ja vältettävä huolellisen ohjelman varmistuksen ja koneen simuloinnin avulla.
Tulevat kehityssuunnat ja teknologiatrendit
Pyörivien työkalujen teknologia kehittyy jatkuvasti koneen suunnittelun, ohjausjärjestelmien ja leikkaustyökalujen teknologian edistymisen myötä. Näiden trendien ymmärtäminen auttaa valmistajia tekemään tietoon perustuvia päätöksiä laiteinvestoinneista ja prosessikehitysstrategioista.
Monitoimikoneiden integrointi on merkittävä trendi, jossa pyörivien työkalujen ominaisuudet yhdistetään muihin valmistusprosesseihin, kuten hiontaan, hammaspyörän leikkaukseen ja lisäainevalmistukseen. Nämä hybridijärjestelmät mahdollistavat täydellisen osan tuotannon yhdellä asennuksella, mikä vähentää edelleen käsittelyvaatimuksia ja parantaa yleistä tuottavuutta.
Tekoälyn ja koneoppimisen integrointi mahdollistaa ennakoivan kunnossapidon ja automaattisen prosessin optimoinnin. Kehittyneet ohjausjärjestelmät voivat valvoa leikkausolosuhteita reaaliajassa ja säätää parametreja automaattisesti optimaalisen suorituskyvyn ylläpitämiseksi pidentäen samalla työkalun käyttöikää ja parantaen osan laadun johdonmukaisuutta.
Työkalujen valvontajärjestelmät, jotka käyttävät akustisia päästöantureita ja tärinäanalyysiä, tarjoavat reaaliaikaista palautetta leikkausolosuhteista ja työkalun kulumisen etenemisestä. Nämä järjestelmät mahdollistavat automaattisen työkalunvaihtoaikataulun ja prosessiparametrien säädön tasaisen laadun ylläpitämiseksi koko tuotantoajon ajan.
Kehittyneet materiaalit ja pinnoiteteknologiat parantavat edelleen leikkaustyökalujen suorituskykyä pyörivien työkalujen sovelluksissa. Timanttimaiset hiilipinnoitteet ja nanorakenteiset työkalupinnat tarjoavat parannetun kulutuskestävyyden ja vähentävät kitkaa, mikä mahdollistaa suuremmat leikkausnopeudet ja pidemmän työkalun käyttöiän.
Usein kysytyt kysymykset
Mitkä ovat pyörivien työkalujen sorvien tärkeimmät edut verrattuna erillisiin sorvaus- ja jyrsintätoimintoihin?
Pyörivien työkalujen sorvit poistavat useita asennuksia yhdistämällä sorvauksen ja jyrsinnän yhdeksi toiminnoksi, mikä vähentää käsittelyvirheitä ja parantaa tarkkuutta ±0,02 mm:iin. Asennusaika lyhenee tyypillisesti 50–65 %, kun taas mittatarkkuus paranee merkittävästi yhden pisteen viittauksen ansiosta kaikissa leikkaustoiminnoissa.
Minkä tyyppiset osat hyötyvät eniten pyörivien työkalujen ominaisuuksista?
Komponentit, jotka vaativat säteittäistä porausta, kiilauria, tasoja tai monimutkaisia profiileja, hyötyvät eniten pyörivistä työkaluista. Esimerkkejä ovat hydrauliset jakotukit, ilmailukomponentit, autojen voimansiirtoosat ja tarkkuusinstrumentointikomponentit, joissa geometrinen monimutkaisuus ja tiukat toleranssit ovat kriittisiä.
Miten leikkausnopeudet ja syötöt eroavat sorvaus- ja jyrsintätoimintojen välillä pyörivien työkalujen sorveissa?
Sorvaustoiminnot käyttävät tyypillisesti pintanopeuden ohjelmointia (150–300 m/min teräkselle), kun taas jyrsintätoiminnot vaativat karanopeuden ohjelmointia (500–3 000 RPM). Syöttönopeudet on koordinoitava toimintojen välillä, sorvaussyöttöjen ollessa 0,1–0,4 mm/kierros ja jyrsinsyöttöjen säädettyinä lastukuorman per hammas -vaatimusten mukaan.
Mitkä ovat tyypilliset toleranssikyvyt, jotka voidaan saavuttaa pyörivien työkalujen järjestelmillä?
Nykyaikaiset pyörivien työkalujen sorvit saavuttavat paikannustarkkuuden ±0,005 mm ja toistettavuuden ±0,002 mm. Mittatoleranssit IT7–IT8 ovat rutiininomaisesti saavutettavissa, ja IT6 on mahdollista optimaalisissa olosuhteissa. Pintakäsittelykyvyt vaihtelevat Ra 0,4–1,6 μm riippuen materiaalista ja leikkausparametreista.
Miten työkalun kuluminen etenee eri tavalla pyörivissä työkaluissa verrattuna perinteiseen koneistukseen?
Pyörivien työkalujen sovelluksissa esiintyy usein tasaisempaa työkalun kulumista katkonaisista leikkausolosuhteista ja paremmasta lämmönpoistosta johtuen. Työkalun valinta on kuitenkin kriittistä, koska työkalujen on käsiteltävä vaihtelevia leikkausvoimia ja lastukuormia. Oikea ohjelmointi voi pidentää työkalun käyttöikää 20–40 % verrattuna perinteisiin erillisiin toimintoihin.
Mitkä jäähdytys- ja voitelustrategiat toimivat parhaiten pyörivien työkalujen toiminnoissa?
Korkeapainejäähdytysjärjestelmät (20–80 bar) tarjoavat optimaaliset tulokset useimpiin pyörivien työkalujen sovelluksiin. Työkalun läpi jäähdytys on välttämätöntä poraustoiminnoissa, jotka ovat syvempiä kuin 3 × halk...aisija. Pienin määrä voitelua (MQL) -järjestelmät tarjoavat ympäristöetuja säilyttäen samalla hyvän pintakäsittelyn laadun alumiini- ja teräsmateriaaleille.
Miten ohjelmointivaatimukset eroavat pyörivissä työkaluissa verrattuna perinteiseen CNC-ohjelmointiin?
Pyörivien työkalujen ohjelmointi vaatii pääkaran C-akselin ja pyörivien työkalujen liikkeiden koordinointia, mikä vaatii edistyneitä CAM-ohjelmisto-ominaisuuksia. Synkronointikomennot, työkalujen häiriöiden tarkistus ja moniakseliset koordinaattijärjestelmät lisäävät monimutkaisuutta. Ohjelmointiaika kasvaa tyypillisesti 30–50 %, mutta asennusaika lyhenee merkittävästi, mikä johtaa kokonaisajan säästöihin.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece