5-akselinen vs. 3-akselinen CNC-jyrsintä: Milloin lisäkustannus maksaa itsensä takaisin
Päätös 3-akselisen ja 5-akselisen CNC-jyrsinnän välillä on yksi kriittisimmistä pääomasijoitusvalinnoista nykyaikaisessa valmistuksessa. Vaikka 3-akseliset koneet hoitavat suurimman osan tuotantotarpeista, 5-akseliset järjestelmät avaavat geometrisia mahdollisuuksia, jotka voivat muuttaa valmistuskykyjäsi – mutta vain, kun ne ovat asianmukaisesti perusteltuja tiettyjen osavaatimusten ja tuotantomäärien perusteella.
Tärkeimmät huomiot:
- 5-akselinen koneistus lyhentää asennusaikaa jopa 75 % monimutkaisissa geometriissa säilyttäen samalla ±0,02 mm:n toleranssit
- Kannattavuusanalyysi suosii tyypillisesti 5-akselista koneistusta osille, jotka vaativat yli 3 asennusta tai yhdistelmäkulmia, jotka ylittävät 30°
- Työkalujen saavutettavuuden parannukset 5-akselisissa järjestelmissä voivat lyhentää koneistusaikaa 40–60 % ilmailu- ja lääketieteellisissä komponenteissa
- Alkuinvestointilisäys 200 000–500 000 € 5-akseliseen koneeseen maksaa itsensä takaisin, kun vuotuinen tuotanto ylittää 500 monimutkaista osaa
Peruserojen ymmärtäminen
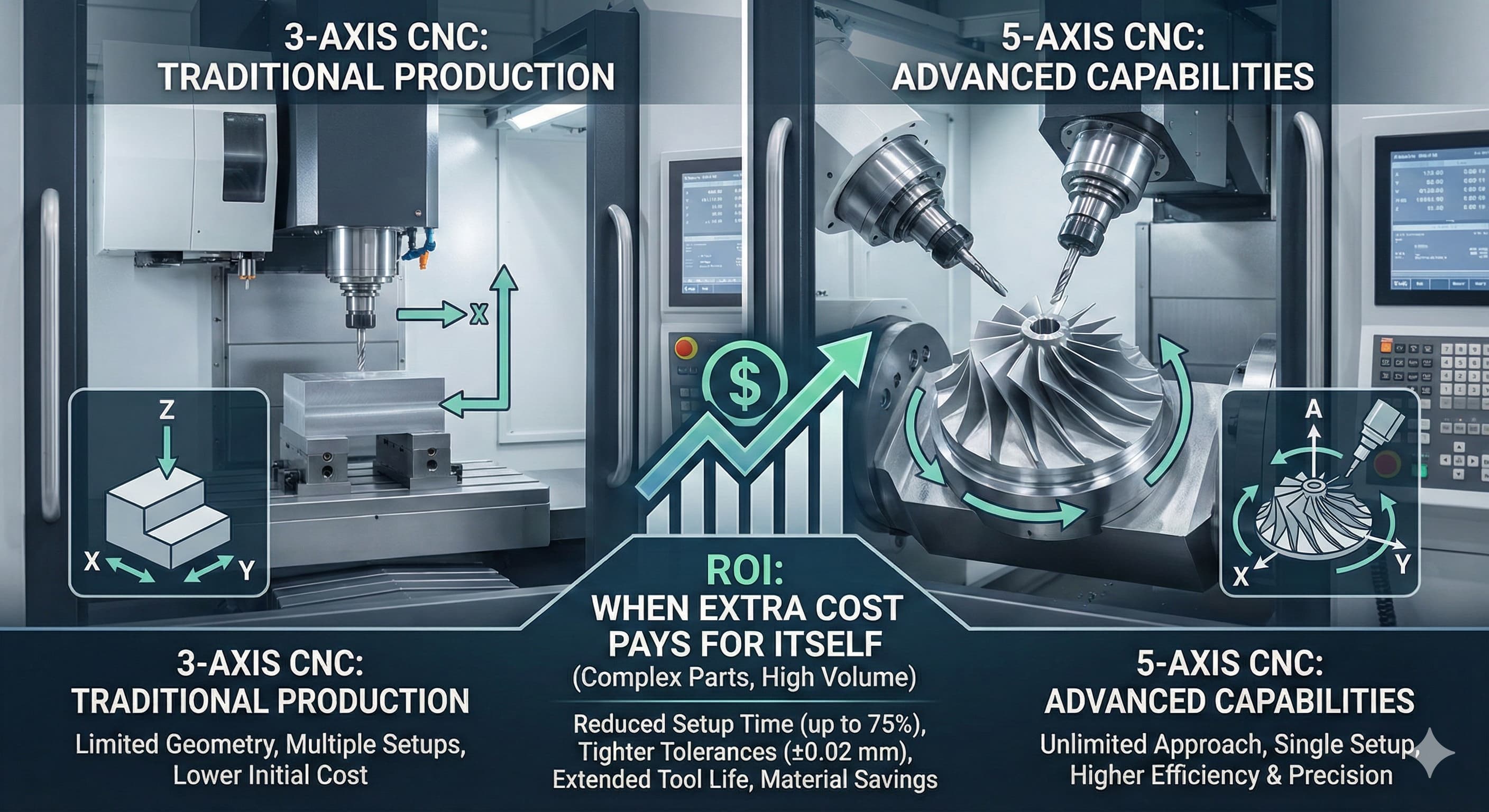
Perinteiset 3-akseliset CNC-koneet toimivat kolmella lineaarisella akselilla: X (vasen-oikea), Y (etu-taka) ja Z (ylös-alas). Työkappale pysyy paikallaan, kun leikkuutyökalu liikkuu näissä kolmessa suunnassa luoden suorakulmaisen työskentelyalueen. Tämä kokoonpano hoitaa tehokkaasti noin 80 % yleisistä koneistusvaatimuksista, mukaan lukien tasojyrsintä, poraus ja yksinkertaiset muotoilutoiminnot.
5-akselinen koneistus tuo mukanaan kaksi ylimääräistä pyörimisakselia, jotka on tyypillisesti nimetty A- ja B-akseleiksi. A-akseli pyörii X-akselin ympäri, kun taas B-akseli pyörii Y-akselin ympäri, vaikka valmistajat voivat toteuttaa C-akselin pyörimisen Z-akselin ympäri sen sijaan. Tämä kokoonpano mahdollistaa leikkuutyökalun lähestymisen työkappaletta lähes mistä tahansa kulmasta, mikä poistaa monia 3-akselisissa järjestelmissä olevia geometrisia rajoituksia.
Ratkaiseva ero ei ole pelkästään akselien määrässä, vaan saavutettavuudessa. 5-akseliset järjestelmät voivat koneistaa monimutkaisia ominaisuuksia yhdellä asennuksella, mikä vaatisi useita toimintoja, kiinnittimiä ja mahdollisia tarkkuuskompromisseja 3-akselisilla laitteilla. Tämä kyky on välttämätön käsiteltäessä ilmailukomponentteja, lääketieteellisiä implantteja tai monimutkaisia muottigeometrioita, joissa ominaisuuksien suhteiden on säilytettävä tarkat toleranssit.
Teknisten ominaisuuksien vertailu
| Ominaisuus | 3-akselinen CNC | 5-akselinen CNC |
|---|---|---|
| Työkalun enimmäiskulmat | Vain kohtisuorassa osan pintaan nähden | Rajoittamattomat lähestymiskulmat |
| Asetusten vähennykset | Useita asetuksia vaaditaan | Jopa 75 % vähennys asetuksissa |
| Alileikkausten työstö | Mahdotonta ilman erikoistyökaluja | Suora saavutettavuus |
| Pinnanlaadun laatu | Ra 0.8-3.2 μm tyypillinen | Ra 0.4-1.6 μm saavutettavissa |
| Ohjelmoinnin monimutkaisuus | Kohtalainen | Korkea (CAM-asiantuntemusta vaaditaan) |
| Toleranssikyky | ±0.05 mm vakio | ±0.02 mm saavutettavissa |
Milloin 5-akselinen investointi on taloudellisesti järkevää
5-akselisten työstökeskusten taloudellinen perustelu riippuu suuresti osan monimutkaisuudesta, tuotantomääristä ja materiaalikustannuksista. Microns Hubin analyysimme paljastaa useita keskeisiä skenaarioita, joissa lisäinvestointi maksaa itsensä takaisin 18–24 kuukauden kuluessa.
Osat, jotka vaativat yli 30°:n yhdistelmäkulmia kohtisuorasta, ovat ensisijaisia ehdokkaita 5-akseliseen käsittelyyn. Tällaisten ominaisuuksien perinteinen 3-akselinen koneistus vaatii usein mukautettuja kiinnittimiä, pidennettyjä ulottuvuus työkaluja tai useita asennuksia – joista jokainen aiheuttaa mahdollisen tarkkuuden heikkenemisen ja pidempiä sykliaikoja. Tyypillinen ilmailukiinnike, jossa on kulmikkaat kiinnityspinnat, saattaa vaatia 6–8 toimintoa 3-akselisella laitteella verrattuna 2–3 toimintoon 5-akselisella järjestelmällä.
Syvien onteloiden koneistus on toinen vakuuttava käyttötapaus. Lääketieteellisten laitteiden koteloissa, ruiskuvalumuoteissa ja turbiinikomponenteissa on usein syviä taskuja ohuilla seinillä, joissa työkalun taipuma on kriittistä. 5-akseliset järjestelmät mahdollistavat lyhyemmät ja jäykemmät työkalut lähestymällä ominaisuuksia optimaalisista kulmista, mikä vähentää tärinää ja parantaa seinämän paksuuden huomioimista koneistuksen vakauden kannalta.
Materiaalikustannukset vaikuttavat merkittävästi taloudelliseen yhtälöön. Koneistettaessa kalliita seoksia, kuten Inconel 718 (45–60 € per kg) tai titaani Ti-6Al-4V (35–50 € per kg), yhden asennuksen koneistuksella saavutettu romun vähennys perustelee nopeasti 5-akselisen lisämaksun. Harkitse titaani-ilmailukomponenttia, jossa koneistusvirhe 4-asennussekvenssin viimeisessä toiminnossa romuttaa 500 € arvosta materiaalia ja 8 tuntia koneaikaa.
Asennusajan ja tarkkuuden analyysi
Asennusajan lyhennys on yksi 5-akselisen koneistuksen mitattavimmista eduista. Jokainen työkappaleen uudelleensijoittaminen aiheuttaa mahdollisia virheitä kiinnittimen toistettavuuden rajoitusten kautta, tyypillisesti ±0,02–0,05 mm riippuen kiinnittimen laadusta ja käyttäjän taidoista. Nämä kertyneet toleranssit voivat nopeasti kuluttaa sallitun virhebudjetin tarkkuuskomponenteissa.
Laaja tuotantotietojemme tutkimus osoittaa keskimääräiset asennusajat 45–90 minuuttia monimutkaisille 3-akselisille toiminnoille verrattuna 15–30 minuuttiin vastaaville 5-akselisille toiminnoille. Vielä tärkeämpää on, että useiden asennusten poistaminen poistaa kumulatiiviset paikannusvirheet, mikä mahdollistaa tiukemmat kokonaistoleranssit. Osat, jotka vaativat ±0,025 mm:n geometrisen toleranssin eri asennuksissa koneistetuille ominaisuuksille, osoittautuvat usein mahdottomiksi saavuttaa johdonmukaisesti 3-akselisella laitteella.
Vertailupisteet ja vertailupinnat säilyttävät suhteensa koko 5-akselisen toiminnan ajan, mikä eliminoi moniasennusprosesseissa luontaisen toleranssin kasautumisen. Tämä etu on kriittinen aloilla, kuten ilmailussa, jossa geometrisen mitoituksen ja toleranssin (GD&T) vaatimukset ASME Y14.5 -standardien mukaisesti vaativat ominaisuuksien suhteiden tarkan hallinnan.
Saat tarkkoja tuloksia pyytämällä tarjouksen 24 tunnissa Microns Hubilta.
Työkalun käyttöiän ja pinnan viimeistelyn huomioiminen
5-akselinen koneistus mahdollistaa optimaaliset työkalun tartuntakulmat, jotka voivat pidentää merkittävästi työkalun käyttöikää ja parantaa pinnan viimeistelyn laatua. Säilyttämällä tasaisen lastun kuormituksen ja välttämällä epäsuotuisia leikkausolosuhteita 5-akseliset toiminnot saavuttavat usein 25–40 % pidemmän työkalun käyttöiän verrattuna vastaaviin 3-akselisiin prosesseihin.
Karaa kallistamalla voidaan optimoida lastun poisto, mikä on erityisen tärkeää koneistettaessa syviä ominaisuuksia tai työskenneltäessä materiaalien kanssa, jotka tuottavat pitkiä, säikeisiä lastuja, kuten austeniittiset ruostumattomat teräkset. Oikea lastun poisto estää uudelleenleikkauksen, mikä heikentää pinnan viimeistelyä ja nopeuttaa työkalun kulumista.
Aallonkorkeuden pienentäminen optimoitujen työkalureittien avulla on toinen merkittävä etu. 5-akseliset järjestelmät voivat ylläpitää tasaisia askelvälejä ja optimaalisia leikkauskulmia monimutkaisilla pinnoilla, mikä eliminoi 3-akselisissa viimeistelyajoissa yleiset vaihtelevat aallonkorkeudet. Tämä kyky eliminoi usein toissijaiset viimeistelytoiminnot, mikä säästää sekä aikaa että työvoimakustannuksia.
| Pinnanlaadun sovellus | 3-akselinen kyky | 5-akselinen kyky | Parannuskerroin |
|---|---|---|---|
| Ilmailu- ja avaruusteollisuuden pinnat (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | 50-75 % parannus |
| Lääketieteelliset implantit (Ra) | 0.8-1.6 μm | 0.4-0.8 μm | 50 % parannus |
| Muottipinnat (Ra) | 0.4-0.8 μm | 0.2-0.4 μm | 50 % parannus |
| Yleiset komponentit (Ra) | 3.2-6.4 μm | 1.6-3.2 μm | 50 % parannus |
Materiaalikohtaiset edut
Eri materiaalit reagoivat ainutlaatuisesti 5-akselisiin koneistusstrategioihin. Titaaniseokset, jotka ovat tunnettuja työkarkaisuudestaan ja huonosta lämmönjohtavuudestaan, hyötyvät merkittävästi 5-akselisten järjestelmien mahdollistamasta tasaisesta työkalun tartunnasta. Optimaalisten leikkausnopeuksien ja syöttöjen ylläpitäminen monimutkaisilla työkalureiteillä estää työkarkaisun, jota voi esiintyä perinteisissä 3-akselisissa toiminnoissa vaihtelevissa tartuntaolosuhteissa.
Alumiiniseokset, vaikka ne ovat yleensä helpompia koneistaa, saavuttavat paremman pinnan viimeistelyn 5-akselisen käsittelyn avulla parantuneen lastun poiston ja tasaisen leikkausvoiman ansiosta. Tämä osoittautuu erityisen arvokkaaksi ilmailusovelluksissa, joissa pinnan laatu vaikuttaa suoraan väsymiskestävyyteen. Tarkat CNC-koneistuspalvelumme saavuttavat säännöllisesti Ra-arvoja 0,4 μm alumiinikomponenteissa optimoitujen 5-akselisten strategioiden avulla.
Karkaistut teräkset ja superseokset asettavat äärimmäisiä haasteita mille tahansa koneistusprosessille, mutta 5-akseliset järjestelmät mahdollistavat erikoistuneiden työkalureittien ja leikkausparametrien käytön, jotka olisivat mahdottomia 3-akselisilla laitteilla. Trokoidaalinen jyrsintästrategia, mukautuva tyhjennys ja vakionopeuksinen pinnan koneistus ovat käytännöllisiä vaihtoehtoja yhdistettynä rajoittamattomiin työkalun lähestymiskulmiin.
Ohjelmointi- ja käyttäjätaitojen vaatimukset
5-akselisen koneistuksen hienostuneisuus vaatii vastaavia lisäyksiä ohjelmointiosaamiseen ja käyttäjätaitojen tasoon. 5-akselinen CAM-ohjelmointi edellyttää työkalujen törmäyksen välttämisen, akselien koordinoinnin ja edistyneiden työkalureittistrategioiden ymmärtämistä. Ohjelmointiaika kasvaa tyypillisesti 200–300 % verrattuna vastaaviin 3-akselisiin toimenpiteisiin, vaikka tämä yleiskustannus kuolettuu nopeasti tuotantoajoissa.
Käyttäjien on ymmärrettävä koneen kinematiikka, koordinaattijärjestelmien suhteet ja edistyneet työkappaleen kiinnitysstrategiat. 5-akselisten asennusten monimutkaisuus vaatii korkeampaa taitotasoa, mikä tyypillisesti vaatii 6–12 kuukauden erikoistumiskoulutuksen kokeneille 3-akselisille käyttäjille. Kun 5-akseliset toiminnot on kuitenkin vakiinnutettu, ne vaativat usein vähemmän käytännön puuttumista asennustiheyden vähenemisen vuoksi.
Nykyaikaiset CAM-järjestelmät, kuten Mastercam, PowerMill ja NX, ovat parantaneet merkittävästi 5-akselisen ohjelmoinnin saavutettavuutta automatisoidun törmäyksen havaitsemisen, optimoidun työkalureitin luomisen ja simulointiominaisuuksien avulla. Siitä huolimatta oppimiskäyrä on edelleen huomattava, ja se on otettava huomioon toteutussuunnittelussa.
Huolto ja toiminnan monimutkaisuus
5-akseliset koneet sisältävät luonnostaan monimutkaisempia mekaanisia järjestelmiä, joissa on ylimääräisiä pyöriviä akseleita, laakereita ja käyttöjärjestelmiä, jotka vaativat huoltoa. Ennaltaehkäisevät huoltokustannukset ovat tyypillisesti 15–25 % korkeammat kuin vastaavissa 3-akselisissa järjestelmissä ylimääräisten komponenttien ja kalibrointivaatimusten vuoksi.
5-akselisten koneiden kalibrointitoimenpiteet vaativat erikoislaitteita ja asiantuntemusta. R-testipallot, laserinterferometria ja koordinaattimittauskoneet ovat välttämättömiä tarkkuusstandardien ylläpitämiseksi. Vuotuiset kalibrointikustannukset vaihtelevat 3 000–8 000 euron välillä riippuen koneen koosta ja tarkkuusvaatimuksista.
5-akselisten toimintojen vähentynyt asennustiheys voi kuitenkin todellisuudessa vähentää kokonaishuoltovaatimuksia suurivolyymisissa sovelluksissa. Harvemmat osien vaihdot tarkoittavat vähemmän kulumista karan vetotangoissa, työkalunvaihtajissa ja työkappaleen kiinnitysjärjestelmissä. Nettovaikutus vaihtelee sovelluksen mukaan, mutta suosii yleensä 5-akselisia järjestelmiä tuotantoympäristöissä.
Kustannus-hyötyanalyysikehys
Kattavan kustannus-hyötyanalyysin kehittäminen edellyttää useiden kustannuspaikkojen ja hyötyvirtojen tarkastelua. 5-akselisten järjestelmien alkuperäiset pääomakustannukset vaihtelevat tyypillisesti 300 000–800 000 euron välillä tuotantolaatuisille koneille verrattuna 100 000–300 000 euroon vastaaville 3-akselisille järjestelmille.
| Kustannustekijä | 3-akselinen vuosivaikutus | 5-akselinen vuosivaikutus | Ero |
|---|---|---|---|
| Asetustyö (500 osaa/vuosi) | €25,000 | €8,000 | €17,000 säästöä |
| Hylkyjen vähennys | Peruslinja | €15,000 säästöä | €15,000 säästöä |
| Ohjelmointikustannukset | €12,000 | €18,000 | €6,000 lisäkustannuksia |
| Kunnossapito | €8,000 | €10,000 | €2,000 lisäkustannuksia |
| Työkalujen käyttöiän parannukset | Peruslinja | €12,000 säästöä | €12,000 säästöä |
| Nettovuositulos | - | - | €36,000 |
Tämä analyysi viittaa 5–7 vuoden takaisinmaksuaikaan lisäinvestoinnille olettaen tyypilliset tuotantomäärät ja monimutkaisuustasot. Suuremmat määrät, monimutkaisemmat osat tai kalliit materiaalit voivat lyhentää takaisinmaksuaikoja 2–3 vuoteen.
Integrointi moniakselisiin järjestelmiin
Nykyaikainen valmistus hyötyy usein 5-akselisen jyrsinnän integroinnista muihin edistyneisiin teknologioihin. Pyörivät työkalusorvit, jotka yhdistävät sorvaus- ja jyrsintätoiminnot, voivat toimia synergisesti 5-akselisten järjestelmien kanssa käsitelläkseen täydellisen osan käsittelyn mahdollisimman vähäisillä asennuksilla.
Jyrsintä-sorvauskeskukset, joissa on 5-akselinen kyky, edustavat asennusten vähentämisen huippua, mikä mahdollistaa täydellisen osan käsittelyn tankomateriaalista tai valusta valmiiksi komponentiksi. Vaikka investointitasot nousevat 800 000–1 500 000 euroon, kyky tuottaa monimutkaisia osia yhdellä toiminnolla perustelee kustannukset sopivissa sovelluksissa.
Kun tilaat Microns Hubilta, hyödyt suorista valmistajasuhteista, jotka varmistavat erinomaisen laadunvalvonnan ja kilpailukykyisen hinnoittelun verrattuna markkinapaikka-alustoihin. Tekninen asiantuntemuksemme ja henkilökohtainen palvelulähestymistapamme tarkoittaa, että jokainen projekti saa ansaitsemansa huomion yksityiskohtiin, käytettiinpä 3-akselisia tai 5-akselisia koneistusstrategioita.
Päätöksentekokehys tulisi myös ottaa huomioon tulevat osien monimutkaisuuden suuntaukset. Toimialat, jotka siirtyvät kevyempiin ja monimutkaisempiin geometrioihin – kuten lisäainevalmistuksen korvausosat tai topologiaoptimoidut mallit – vaativat yhä enemmän 5-akselista kykyä. Investoimalla 5-akselisiin järjestelmiin valmistajat voivat varautua kehittyviin markkinoiden vaatimuksiin sen sijaan, että vain vastaisivat nykyisiin vaatimuksiin.
ROI-laskentamenetelmä
5-akselisen investoinnin tarkka ROI-laskenta edellyttää nykyisten tuotantokustannusten ja ennustettujen 5-akselisten kustannusten yksityiskohtaista analyysiä. Keskeisiä muuttujia ovat asennustyön kustannukset (tyypillisesti 45–65 € tunnissa Euroopan markkinoilla), romutusasteet, sykliajan lyhennykset ja laadun parannukset.
Harkitse tyypillistä ilmailukiinnikettä, joka vaatii 4 asennusta 3-akselisella laitteella verrattuna 1 asennukseen 5-akselisella. Pelkästään asennustyön säästöt ovat 135–195 € per osa, kun taas yhden asennuksen käsittelyn romun vähennys voi säästää 300–500 € per osa kalliissa materiaalissa. Nämä säästöt kertyvät nopeasti tuotantomäärien myötä.
Sykliajan parannukset vaihtelevat merkittävästi osan geometrian mukaan, mutta ovat tyypillisesti 20–60 % monimutkaisissa osissa. Komponentti, jonka kokonaissykliaika on 8 tuntia 3-akselisella laitteella, saattaa valmistua 5–6 tunnissa 5-akselisilla järjestelmillä optimoitujen työkalureittien ja lyhennetyn käsittelyajan avulla.
Laadun parannukset, vaikka niitä on vaikeampi mitata, tarjoavat usein merkittävimmän pitkän aikavälin arvon. Vähentyneet romutusasteet, toissijaisten toimintojen poistaminen ja parantunut asiakastyytyväisyys perustelevat 5-akselisen investoinnin, vaikka suorat kustannussäästöt näyttävät marginaalisilta. Kattava valmistuspalveluvalikoimamme osoittaa, kuinka 5-akselinen kyky mahdollistaa yhä monimutkaisempien asiakasvaatimusten käsittelyn säilyttäen samalla kilpailukykyisen hinnoittelun.
Toteutusstrategia ja aikataulu
Onnistunut 5-akselisen toteutus edellyttää huolellista suunnittelua ja vaiheittaista toteutusta. Tyypillinen aikataulu kattaa 12–18 kuukautta ostopäätöksestä täyteen tuotantokykyyn, mukaan lukien laitteiden toimitus, asennus, käyttäjäkoulutus ja prosessin optimointi.
Vaihe 1 sisältää laitteiden valinnan ja tilojen valmistelun. 5-akseliset koneet vaativat usein parannettuja perustoja, lisääntynyttä sähkökapasiteettia ja päivitettyä CAM-ohjelmistoa. Varaa 50 000–100 000 € tilojen muutoksiin ja infrastruktuurin päivityksiin.
Vaihe 2 keskittyy koulutukseen ja prosessin alkuvaiheen kehittämiseen. Suunnittele 3–6 kuukautta intensiivistä koulutusta ohjelmoijille ja käyttäjille. Alkuvaiheen tuotannon tulisi keskittyä yksinkertaisempiin osiin luottamuksen rakentamiseksi ja prosessien hiomiseksi ennen monimutkaisten geometrien käsittelyä.
Vaihe 3 sisältää prosessin optimoinnin ja kykyjen laajentamisen. Varaa 6–12 kuukautta 5-akselisten järjestelmien potentiaalin täysimääräiseen hyödyntämiseen optimoitujen työkalureittien, parannettujen työkappaleen kiinnitysstrategioiden ja hiottujen ohjelmointitekniikoiden avulla.
Usein kysytyt kysymykset
Millaiset osat perustelevat 5-akselisen koneistuksen 3-akselisten vaihtoehtojen sijaan?
Osat, joissa on yli 30°:n yhdistelmäkulmia, syviä onteloita, jotka vaativat työkalun saavutettavuutta, tai komponentit, jotka tarvitsevat yli 3 asennusta perinteisillä laitteilla, perustelevat tyypillisesti 5-akselisen investoinnin. Ilmailukiinnikkeet, lääketieteelliset implantit, monimutkaiset muotit ja turbiinikomponentit ovat ihanteellisia sovelluksia, joissa asennusten vähennys ja parannettu tarkkuus tarjoavat selkeitä taloudellisia etuja.
Miten huoltokustannukset vertautuvat 3-akselisten ja 5-akselisten CNC-järjestelmien välillä?
5-akseliset järjestelmät aiheuttavat tyypillisesti 15–25 % korkeammat huoltokustannukset ylimääräisten pyörivien akselien, laakereiden ja kalibrointivaatimusten vuoksi. Vuotuiset huoltokustannukset vaihtelevat 10 000–15 000 euron välillä 5-akselisissa järjestelmissä verrattuna 8 000–12 000 euroon vastaavissa 3-akselisissa koneissa. Vähentynyt asennustiheys suurivolyymisessa tuotannossa voi kuitenkin kompensoida osan näistä lisäkustannuksista vähentämällä työkappaleen kiinnitys- ja työkalunvaihtojärjestelmien kulumista.
Mikä ohjelmointitaitotaso vaaditaan tehokkaaseen 5-akseliseen toimintaan?
5-akselinen ohjelmointi vaatii edistynyttä CAM-osaamista, mukaan lukien törmäyksen välttämisen, työkalureitin optimoinnin ja koordinaattijärjestelmän hallinnan. Kokeneet 3-akseliset ohjelmoijat tarvitsevat tyypillisesti 6–12 kuukauden erikoistumiskoulutuksen saavuttaakseen pätevyyden. Ohjelmointiaika kasvaa aluksi 200–300 %, mutta vakiintuu asiantuntemuksen kehittyessä ja osakirjastojen kasvaessa.
Miten toleranssikyvyt eroavat 3-akselisen ja 5-akselisen koneistuksen välillä?
5-akseliset järjestelmät saavuttavat tyypillisesti ±0,02 mm:n toleranssit johdonmukaisesti yhden asennuksen käsittelyn ansiosta, mikä eliminoi kumulatiiviset paikannusvirheet. 3-akseliset järjestelmät pitävät yleensä ±0,05 mm:n toleranssit, ja tarkkuus heikkenee asennusten määrän kasvaessa. Vertailupisteiden siirtymien ja vertailupintojen muutosten poistaminen 5-akselisessa käsittelyssä mahdollistaa tiukemman geometrisen toleranssin ASME Y14.5 -standardien mukaisesti.
Mikä on tyypillinen takaisinmaksuaika 5-akseliselle CNC-investoinnille?
Takaisinmaksuajat vaihtelevat 2–7 vuoteen riippuen osan monimutkaisuudesta, tuotantomääristä ja materiaalikustannuksista. Suurivolyyminen monimutkaisten osien tuotanto kalliissa materiaalissa, kuten titaanissa tai Inconelissa, voi saavuttaa takaisinmaksun 2–3 vuodessa, kun taas pienemmät määrät tai yksinkertaisemmat geometriat saattavat vaatia 5–7 vuotta. Analyysin tulisi sisältää asennustyön säästöt, romun vähennys, sykliajan parannukset ja laadun parannukset.
Voivatko nykyiset 3-akseliset käyttäjät siirtyä 5-akselisiin laitteisiin tehokkaasti?
Kyllä, kokeneet 3-akseliset käyttäjät voivat siirtyä 5-akselisiin järjestelmiin asianmukaisella koulutuksella. Oppimiskäyrä vaatii tyypillisesti 3–6 kuukautta perusosaamisen saavuttamiseksi ja 12–18 kuukautta edistyneen kyvyn saavuttamiseksi. Keskeisiä taitoja ovat koneen kinematiikan, koordinaattijärjestelmien suhteiden ja edistyneiden työkappaleen kiinnitysstrategioiden ymmärtäminen. Investointi kattaviin koulutusohjelmiin on välttämätöntä onnistuneen toteutuksen kannalta.
Mitkä CAM-ohjelmisto-ominaisuudet ovat välttämättömiä 5-akseliselle ohjelmoinnille?
Välttämättömiä CAM-ominaisuuksia ovat automaattinen törmäyksen havaitseminen, 5-akselisen työkalureitin luominen, koneen simulointi ja jälkikäsittelyn optimointi. Johtavat järjestelmät, kuten Mastercam, PowerMill ja NX, tarjoavat nämä ominaisuudet, vaikka lisenssikustannukset nousevat merkittävästi 5-akselisille moduuleille. Varaa 15 000–30 000 € vuosittain ammattikäyttöön tarkoitettuun 5-akseliseen CAM-ohjelmistoon, mukaan lukien huolto ja päivitykset.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece