Tixoformado (Fundición Semisólida): Soluciones de Alta Resistencia y Baja Porosidad
La porosidad en la fundición de metales tradicional puede destruir la integridad de los componentes, con fracciones de vacío que superan el 5% en procesos mal controlados. El tixoformado elimina esta debilidad crítica al manipular el comportamiento semisólido único del metal, donde las aleaciones mantienen la integridad estructural mientras fluyen como una pasta espesa a temperaturas controladas con precisión.
Puntos Clave:
- El tixoformado alcanza niveles de porosidad por debajo del 0.5%, en comparación con el 2-5% en la fundición a presión convencional
- El procesamiento semisólido permite geometrías complejas con variaciones de espesor de pared de 1.5-25 mm en componentes individuales
- La utilización del material alcanza una eficiencia del 95-98% a través del control preciso de la materia prima y la mínima generación de rebabas
- Las temperaturas del proceso, 50-80°C más bajas que la fundición líquida, reducen el estrés térmico y prolongan la vida útil del troquel
Comprensión de los Fundamentos del Tixoformado
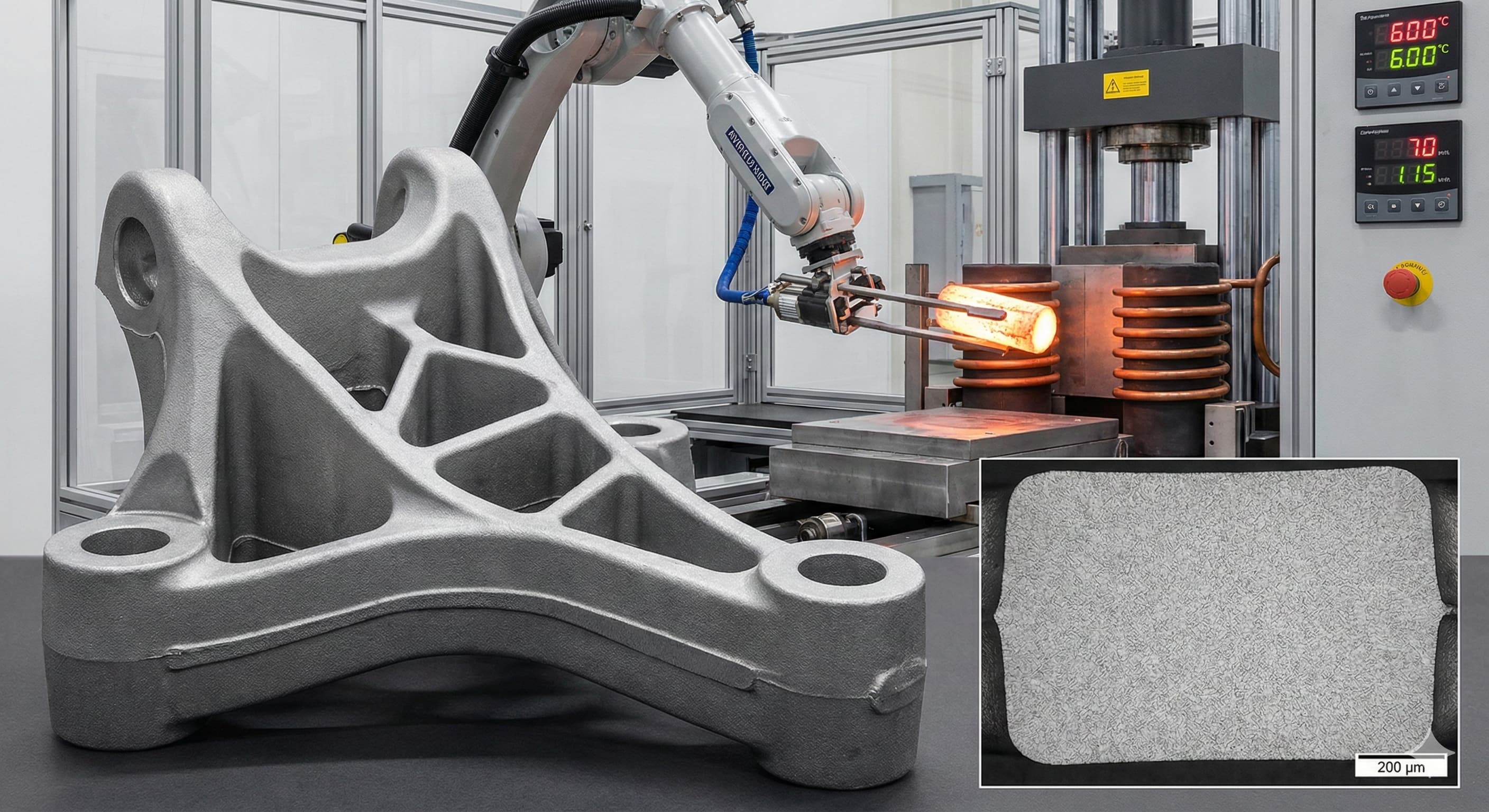
El tixoformado explota las propiedades tixotrópicas de las aleaciones metálicas en su estado semisólido, donde el material exhibe un comportamiento de fluido no newtoniano. A temperaturas entre los puntos solidus y liquidus, típicamente 580-620°C para aleaciones de aluminio como A356, el metal contiene tanto dendritas sólidas como fases líquidas en proporciones cuidadosamente controladas.
El proceso comienza con materia prima especialmente preparada que presenta estructuras de grano globulares en lugar de formaciones dendríticas que se encuentran en la fundición convencional. Esta modificación microestructural se logra mediante agitación electromagnética durante la solidificación inicial, creando partículas sólidas esféricas suspendidas en metal líquido. Cuando se recalientan a temperaturas semisólidas, estas estructuras globulares permiten una deformación controlada bajo presión aplicada.
Los parámetros críticos del proceso incluyen la fracción sólida (típicamente 40-60%), la velocidad de calentamiento (2-5°C/minuto) y la presión de formación (20-100 MPa). La estrecha ventana de temperatura requiere sistemas de calentamiento de precisión con una exactitud de ±2°C para mantener una viscosidad óptima. Las temperaturas demasiado altas resultan en una fracción líquida excesiva y porosidad potencial, mientras que el calor insuficiente impide las características de flujo adecuadas.
| Parámetro | Aluminio A356 | Magnesio AZ91 | Zinc ZA-8 |
|---|---|---|---|
| Temperatura de Solidus | 557°C | 470°C | 374°C |
| Temperatura de Liquidus | 613°C | 598°C | 386°C |
| Rango Óptimo de Proceso | 580-600°C | 480-520°C | 376-382°C |
| Fracción Sólida | 45-55% | 40-60% | 50-70% |
| Presión de Formado | 50-80 MPa | 30-60 MPa | 80-120 MPa |
Selección de Materiales y Propiedades
Las aleaciones de aluminio dominan las aplicaciones de tixoformado debido a su amplio rango de temperatura semisólida y sus excelentes propiedades mecánicas. El aluminio A356 proporciona un equilibrio óptimo con un contenido de silicio (6.5-7.5%) que mejora la fluidez al tiempo que mantiene la resistencia. El proceso de solidificación controlada alcanza resistencias a la tracción de 280-320 MPa, en comparación con 200-250 MPa en la fundición a presión convencional de aleaciones idénticas.
Las aleaciones de magnesio como AZ91D ofrecen relaciones resistencia-peso excepcionales en componentes tixoformados. El procesamiento semisólido elimina los problemas de desgarro en caliente comunes en la fundición de magnesio líquido, al tiempo que alcanza resistencias máximas a la tracción que se acercan a los 275 MPa. Sin embargo, la estrecha ventana de procesamiento del magnesio exige un control atmosférico preciso para evitar la oxidación.
Las aleaciones de zinc, particularmente ZA-8 y ZA-12, demuestran una precisión dimensional superior en el tixoformado con tolerancias alcanzables de ±0.05 mm en dimensiones críticas. La mayor densidad (6.3 g/cm³) en comparación con el aluminio (2.7 g/cm³) requiere presiones de formación ajustadas, pero permite características intrincadas imposibles con otros procesos.
| Propiedad | A356 Tixoformado | A380 Fundido a Presión | A356 Fundido en Arena |
|---|---|---|---|
| Resistencia a la Tracción | 300 MPa | 280 MPa | 220 MPa |
| Límite Elástico | 210 MPa | 190 MPa | 150 MPa |
| Alargamiento | 8-12% | 3-5% | 4-7% |
| Nivel de Porosidad | <0.5% | 2-4% | 3-6% |
| Acabado Superficial Ra | 1.6-3.2 μm | 3.2-6.3 μm | 12.5-25 μm |
Tecnología de Proceso y Equipo
El equipo de tixoformado integra control de temperatura preciso, sistemas de formación hidráulica y manejo especializado de la materia prima. El calentamiento por inducción proporciona una distribución de temperatura rápida y uniforme, esencial para mantener la consistencia semisólida. Los sistemas modernos incorporan monitoreo de temperatura de circuito cerrado con termopares colocados a 5 mm de la superficie del tocho.
Las prensas hidráulicas diseñadas para tixoformado ofrecen una aplicación de fuerza controlada con velocidades de rampa de presión de 5-15 MPa/segundo. Las velocidades más lentas permiten un flujo de material adecuado en geometrías complejas, mientras que la velocidad excesiva crea turbulencias y aire atrapado. Los requisitos de tonelaje de la prensa varían de 200 a 2000 toneladas, dependiendo del tamaño y la complejidad del componente.
El diseño del troquel difiere significativamente de la fundición convencional, presentando ubicaciones de compuerta y sistemas de canales optimizados. Las velocidades de la compuerta deben permanecer por debajo de 2 m/s para evitar el flujo turbulento, logrado a través de áreas de sección transversal calculadas. Los sistemas de ventilación requieren un posicionamiento preciso, ya que el material semisólido no puede desplazar el aire tan eficazmente como el metal líquido.
Para los fabricantes que evalúan alternativas de proceso, los métodos de fundición de metales de tiradas cortas pueden complementar el tixoformado para el desarrollo de prototipos y las fases de producción de bajo volumen.
Métodos de Control de Calidad e Inspección
La medición de la porosidad en componentes tixoformados requiere técnicas especializadas más allá de la inspección visual. La radiografía de rayos X con estándares de sensibilidad del 2% según ASTM E155 revela la distribución interna de vacíos. La tomografía computarizada (TC) proporciona un mapeo tridimensional de la porosidad con una resolución de hasta 10 μm, esencial para aplicaciones aeroespaciales y automotrices críticas.
Los protocolos de pruebas mecánicas siguen ASTM B557 para las propiedades de tracción, con la orientación de la muestra afectando los resultados en un 5-15% debido a la direccionalidad de la estructura del grano. Las pruebas de fatiga según ASTM D7791 demuestran el rendimiento superior de los componentes tixoformados, con límites de resistencia a la fatiga un 20-30% más altos que las fundiciones convencionales.
La inspección dimensional utiliza máquinas de medición de coordenadas (MMC) con una precisión de sonda de ±0.001 mm. Las dimensiones críticas requieren control estadístico de procesos con valores de Cpk superiores a 1.33 para garantizar una calidad constante. La medición del acabado superficial utilizando perfilómetros verifica los valores de Ra que normalmente oscilan entre 1.6 y 6.3 μm, dependiendo de la preparación de la superficie del troquel.
Para obtener resultados de alta precisión, Obtenga una cotización en 24 horas de Microns Hub.
| Método de Inspección | Capacidad de Detección | Estándares Típicos | Aplicaciones |
|---|---|---|---|
| Radiografía de Rayos X | Porosidad >2% volumen | ASTM E155 | Detección de producción |
| Escaneo CT | Vacíos >10 μm | ASTM E1441 | Componentes críticos |
| Pruebas Ultrasónicas | Variaciones de densidad | ASTM E664 | Integridad estructural |
| Metalografía | Análisis de microestructura | ASTM E3 | Optimización del proceso |
Análisis de Costos y Consideraciones Económicas
La economía del tixoformado depende en gran medida del volumen de producción y la complejidad del componente. Los costos iniciales de las herramientas oscilan entre €25,000 y €150,000 para los componentes automotrices típicos, comparable a las herramientas de molde permanente, pero con ciclos de vida extendidos. Las tasas de desgaste del troquel disminuyen un 40-60% en comparación con la fundición a presión líquida debido a la reducción del choque térmico y las temperaturas de procesamiento más bajas.
Los costos de los materiales incluyen la preparación especializada de la materia prima, agregando €0.15-€0.25 por kilogramo sobre el precio estándar de la aleación. Sin embargo, las capacidades de forma casi neta reducen los requisitos de mecanizado en un 30-70%, con tasas de utilización de material del 95-98% que compensan las primas de la materia prima. El consumo de energía disminuye un 15-25% en comparación con los procesos de fundición líquida debido a los menores requisitos de calentamiento.
Los costos laborales reflejan la naturaleza semiautomatizada de las operaciones de tixoformado. Los tiempos de ciclo de 60-180 segundos para los componentes típicos permiten tasas de producción de 20-60 piezas por hora por máquina. La consistencia de la calidad reduce los requisitos de inspección y las tasas de desecho por debajo del 2% para los procesos establecidos.
El análisis del punto de equilibrio normalmente muestra ventajas de costos sobre los componentes mecanizados en volúmenes que superan las 1,000 unidades anuales. En comparación con la fundición en molde permanente, el tixoformado se vuelve económico cuando las propiedades premium justifican costos de pieza un 15-25% más altos.
Aplicaciones e Implementación en la Industria
Las aplicaciones automotrices lideran la adopción del tixoformado, particularmente para componentes de suspensión, soportes de motor y nodos estructurales que requieren altas relaciones resistencia-peso. Mercedes-Benz implementa brazos de suspensión de aluminio tixoformados que logran una reducción de peso del 30% manteniendo los estándares de rendimiento en choques. La resistencia a la fatiga superior permite una optimización del diseño imposible con la fundición convencional.
Los componentes aeroespaciales se benefician del control de la porosidad y las propiedades mecánicas del tixoformado. Los componentes del tren de aterrizaje, las carcasas de los actuadores y los accesorios estructurales utilizan el proceso para aplicaciones críticas donde las consecuencias del fallo son graves. Las especificaciones de Boeing requieren niveles de porosidad por debajo del 0.2% para ciertas aplicaciones, alcanzables solo a través del procesamiento semisólido.
Las carcasas electrónicas aprovechan la precisión dimensional y las propiedades de blindaje electromagnético del tixoformado. Las carcasas de magnesio para equipos de telecomunicaciones logran variaciones de espesor de pared de 1.2-8 mm en componentes individuales, manteniendo tolerancias de ±0.1 mm en las características de montaje.
Las aplicaciones de bienes de consumo incluyen equipos deportivos, herramientas eléctricas y componentes de electrodomésticos donde las propiedades premium justifican costos más altos. Los cabezales de palos de golf fabricados mediante tixoformado exhiben características de rendimiento consistentes debido a la distribución uniforme de la densidad.
Variaciones Avanzadas del Proceso
El moldeo por tixoinyección combina el procesamiento semisólido con los principios del moldeo por inyección, logrando tiempos de ciclo comparables a los servicios de moldeo por inyección mientras se mantienen las propiedades de los componentes metálicos. El proceso utiliza barriles calentados para mantener las temperaturas semisólidas durante la inyección, lo que permite geometrías complejas con socavaduras y cavidades internas.
Los procesos de reofundición evitan la preparación de la materia prima creando material semisólido directamente a partir de metal líquido mediante enfriamiento y agitación controlados. Este enfoque reduce los costos de material, pero requiere un control preciso del proceso para lograr estructuras globulares consistentes. Los sistemas de agitación electromagnética que operan a frecuencias de 50-100 Hz generan microestructuras óptimas.
Los procesos híbridos combinan el tixoformado con operaciones secundarias como el mecanizado o la unión. Las capacidades de moldeo por inserción permiten componentes compuestos de metal-polímero con interbloqueos mecánicos imposibles a través de métodos de ensamblaje convencionales. Los insertos roscados, los sensores y las conexiones eléctricas se integran a la perfección durante la formación.
Optimización del Proceso y Resolución de Problemas
La optimización del control de la temperatura requiere comprender la dinámica de transferencia de calor dentro de los tochos semisólidos. Los gradientes térmicos que exceden los 10°C en el diámetro del tocho causan un flujo no uniforme y posibles defectos. El diseño de la bobina de inducción con múltiples zonas permite la compensación del gradiente, manteniendo una uniformidad de ±3°C.
El software de simulación de flujo como MAGMASOFT y FLOW-3D incorpora modelos reológicos semisólidos para el análisis del llenado del troquel. Las predicciones de viscosidad permiten la optimización del tamaño de la compuerta y el diseño de la trayectoria del flujo. La precisión de la simulación requiere bases de datos de propiedades de materiales específicas para microestructuras globulares en lugar de datos convencionales de metal líquido.
Los defectos comunes incluyen cierres fríos por temperatura insuficiente, ampollas superficiales por gases atrapados y variaciones dimensionales por fracciones sólidas inconsistentes. Los sistemas de monitoreo de procesos rastrean los parámetros clave en tiempo real, con control estadístico de procesos que identifica la deriva antes de la generación de defectos.
Los programas de mantenimiento del troquel requieren procedimientos especializados debido a los diferentes patrones de desgaste. Los tratamientos superficiales como los recubrimientos de nitruro extienden la vida útil del troquel 2-3 veces en comparación con el acero para herramientas sin tratar. La aplicación del agente de liberación difiere de la fundición líquida, requiriendo formulaciones compatibles con temperaturas y presiones semisólidas.
| Tipo de Defecto | Causa Raíz | Método de Prevención | Método de Detección |
|---|---|---|---|
| Uniones Frías | Baja temperatura/presión | Control de parámetros del proceso | Inspección visual |
| Porosidad | Aire/gases atrapados | Ventilación mejorada | Rayos X/escaneo CT |
| Ampollas Superficiales | Atrapamiento de gas | Optimización del recubrimiento del molde | Inspección superficial |
| Variación Dimensional | Inconsistencia de temperatura | Monitoreo térmico | Medición CMM |
Desarrollos Futuros y Tecnologías Emergentes
La integración de la inteligencia artificial permite el control predictivo del proceso mediante el análisis de patrones de datos de sensores. Los algoritmos de aprendizaje automático identifican combinaciones de parámetros óptimas para nuevas geometrías, reduciendo el tiempo de configuración y las tasas de desecho. Los programas de mantenimiento predictivo basados en perfiles de temperatura del troquel y firmas de presión previenen fallas inesperadas.
El desarrollo avanzado de aleaciones se centra en la expansión del rango de temperatura para el procesamiento semisólido. Las composiciones de aluminio modificadas con adiciones de tierras raras mantienen estructuras globulares en rangos de temperatura más amplios, mejorando la robustez del proceso. Las aleaciones híbridas que combinan diferentes metales base permiten gradientes de propiedades dentro de componentes individuales.
Las aplicaciones de fabricación aditiva utilizan pastas tixotrópicas para la impresión directa de metales. La extrusión semisólida a través de boquillas calentadas permite la impresión sin soporte de características sobresalientes manteniendo propiedades mecánicas comparables a los materiales forjados. La resistencia de la unión de la capa se acerca a las propiedades del material a granel debido a los perfiles térmicos controlados.
Los avances en la automatización incluyen sistemas de manipulación robótica para tochos calientes e inspección de calidad automatizada. Los sistemas de visión identifican defectos superficiales durante la producción, lo que permite ajustes del proceso en tiempo real. La integración con los sistemas de planificación de recursos empresariales (ERP) optimiza la programación de la producción y la gestión del inventario de materiales.
Elegir Microns Hub para la Excelencia en Tixoformado
Al ordenar componentes tixoformados de Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica en el procesamiento semisólido y el enfoque de servicio personalizado significan que cada proyecto recibe la atención al detalle necesaria para obtener resultados óptimos. Con capacidades integrales que abarcan nuestros servicios de fabricación, brindamos soluciones integradas desde la optimización del diseño hasta la inspección final.
Preguntas Frecuentes
¿Qué niveles de porosidad puede alcanzar el tixoformado en comparación con la fundición a presión convencional?
El tixoformado alcanza consistentemente niveles de porosidad por debajo del 0.5%, mientras que la fundición a presión convencional normalmente oscila entre el 2 y el 5%. Esta mejora dramática resulta de las características de flujo controladas del metal semisólido, lo que elimina la turbulencia y reduce el atrapamiento de gas durante el llenado del troquel.
¿Qué materiales son los más adecuados para las aplicaciones de tixoformado?
Las aleaciones de aluminio como A356 y A357 se utilizan más comúnmente debido a su amplio rango de temperatura semisólida y sus excelentes propiedades mecánicas. Las aleaciones de magnesio (AZ91D) ofrecen relaciones resistencia-peso superiores, mientras que las aleaciones de zinc (ZA-8) proporcionan una precisión dimensional excepcional para componentes de precisión.
¿Cómo se comparan los costos de las herramientas para el tixoformado con otros procesos de fundición?
Los costos iniciales de las herramientas oscilan entre €25,000 y €150,000 para los componentes típicos, similar a la fundición en molde permanente. Sin embargo, la vida útil del troquel aumenta un 40-60% debido a la reducción del choque térmico y las temperaturas de procesamiento más bajas, lo que hace que el costo total de propiedad sea más favorable para la producción de volumen medio a alto.
¿Qué tolerancias dimensionales se pueden lograr con el tixoformado?
Las tolerancias típicas oscilan entre ±0.1-±0.2 mm para la mayoría de las características, con dimensiones críticas que alcanzan ±0.05 mm cuando se implementan controles de proceso adecuados. Los acabados superficiales de Ra 1.6-3.2 μm son estándar, lo que a menudo elimina las operaciones de acabado secundarias.
¿Qué volúmenes de producción mínimos hacen que el tixoformado sea económicamente viable?
El análisis del punto de equilibrio normalmente muestra ventajas de costos sobre los componentes mecanizados en volúmenes que superan las 1,000 unidades anuales. Para geometrías complejas que requieren alta resistencia y baja porosidad, el tixoformado se vuelve competitivo incluso en volúmenes más bajos debido a la reducción de los requisitos de mecanizado y las propiedades superiores del material.
¿Cómo se compara la resistencia mecánica de las piezas tixoformadas con la fundición convencional?
El aluminio A356 tixoformado alcanza resistencias a la tracción de 280-320 MPa en comparación con 200-250 MPa en la fundición a presión convencional. La microestructura controlada y la porosidad reducida dan como resultado una resistencia a la fatiga un 20-30% mayor y propiedades de elongación mejoradas.
¿Cuáles son las principales limitaciones del proceso de tixoformado?
Las principales limitaciones incluyen la estrecha ventana de procesamiento de temperatura que requiere un control preciso (±2°C), los costos especializados de preparación de la materia prima y la limitación actual a sistemas de aleación específicos. Las geometrías complejas con paredes muy delgadas (<1.5 mm) pueden presentar desafíos de flujo que requieren una optimización cuidadosa del diseño del troquel.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece