Soldadura por puntos vs. Remachado: Comparaciones de resistencia para el ensamblaje
La resistencia de la unión determina la fiabilidad del ensamblaje en aplicaciones críticas, desde paneles de carrocería de automóviles hasta componentes estructurales aeroespaciales. Tanto la soldadura por puntos como el remachado crean uniones mecánicas permanentes, pero sus características de resistencia, modos de fallo y adecuación de la aplicación difieren significativamente en función de las propiedades del material, las condiciones de carga y las limitaciones de fabricación.
Puntos clave
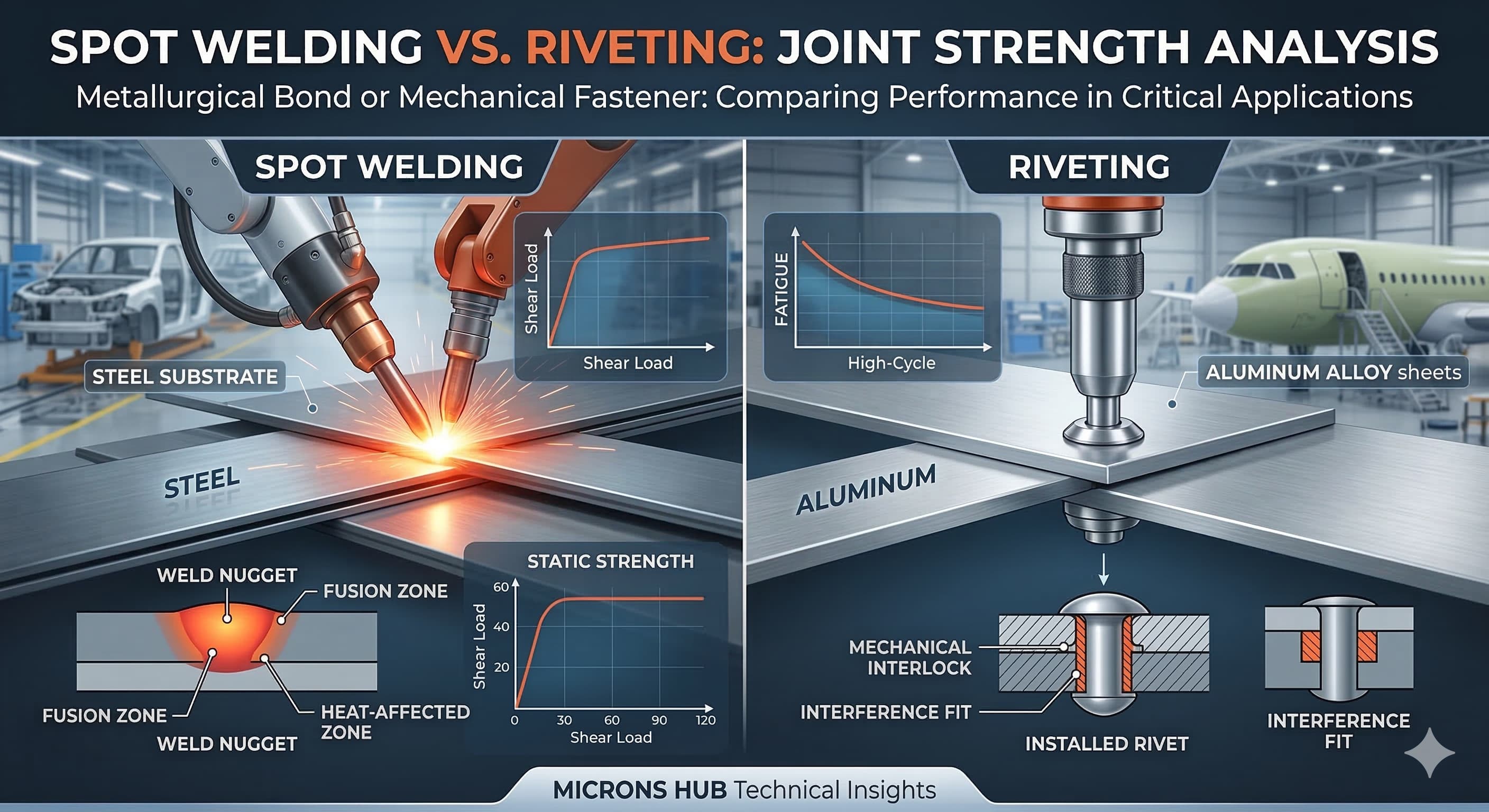
- Las soldaduras por puntos suelen alcanzar el 80-95% de la resistencia del material base en carga de cizalladura, mientras que los remaches alcanzan el 60-75% dependiendo de la calidad de la instalación.
- Las relaciones de espesor del material superiores a 3:1 favorecen el remachado sobre la soldadura por puntos para una integridad constante de la unión.
- El rendimiento a la fatiga varía drásticamente: las soldaduras por puntos destacan en aplicaciones de ciclo bajo, mientras que los remaches soportan mejor la carga de ciclo alto.
- El análisis de costes debe incluir la inversión en equipos, el tiempo de ciclo y los requisitos de control de calidad más allá de los simples cálculos por unión.
Mecanismos fundamentales de resistencia
La soldadura por puntos crea enlaces metalúrgicos a través de la fusión localizada, generando pepitas con propiedades de resistencia directamente relacionadas con la composición del material base. El diámetro de la pepita de soldadura suele oscilar entre 4√t y 6√t milímetros, donde t representa el espesor de la chapa en mm. Esta relación garantiza una distribución adecuada de la carga a través de la interfaz de la unión.
Las uniones remachadas se basan en la fijación mecánica a través de la deformación del orificio y el ajuste por interferencia. El eje del remache transfiere las cargas a través del contacto de apoyo contra las paredes del orificio, mientras que las cabezas formadas proporcionan fuerza de sujeción. Los parámetros críticos incluyen las relaciones entre el diámetro del orificio y el del remache (normalmente 1,02-1,06 para los ajustes por interferencia) y las distancias a los bordes (mínimo 2,0 veces el diámetro del remache para una resistencia de apoyo adecuada).
Los mecanismos de transferencia de carga difieren fundamentalmente entre los procesos. Las soldaduras por puntos distribuyen la tensión a través de toda la sección transversal de la pepita, creando campos de tensión relativamente uniformes. Los remaches concentran la tensión en las superficies de apoyo y generan distribuciones de tensión complejas que incluyen componentes de apoyo, cizalladura y tracción simultáneamente.
Rendimiento de la resistencia específico del material
Las aplicaciones de acero demuestran las ventajas de la soldadura por puntos en ensamblajes homogéneos. Los aceros de bajo carbono (AISI 1008-1010) alcanzan resistencias de pepita de 380-420 MPa en soldaduras ejecutadas correctamente, en comparación con 270-310 MPa para materiales base equivalentes. Los aceros de alta resistencia (HSLA 350/450) mantienen el 85-90% de las propiedades del material base en la zona de la pepita cuando se utilizan parámetros de soldadura adecuados.
Los ensamblajes de aleación de aluminio presentan diferentes consideraciones. Las soldaduras por puntos de Al 6061-T6 suelen alcanzar una resistencia máxima de 140-160 MPa, lo que representa el 65-75% de las propiedades del material base debido al ablandamiento de la zona afectada por el calor. Las uniones de aluminio remachadas con remaches 2117-T4 alcanzan 180-220 MPa en cizalladura, superando a menudo el rendimiento de la soldadura por puntos en aplicaciones de calibre fino.
| Sistema de Material | Resistencia de la Soldadura por Puntos (MPa) | Resistencia de la Unión Remachada (MPa) | Eficiencia de Resistencia (%) |
|---|---|---|---|
| Acero de Bajo Carbono (1.2mm) | 420 | 310 | Soldadura: 95%, Remache: 70% |
| HSLA 350 (1.5mm) | 380 | 340 | Soldadura: 85%, Remache: 75% |
| Al 6061-T6 (1.0mm) | 155 | 200 | Soldadura: 70%, Remache: 85% |
| Inoxidable 304 (0.8mm) | 290 | 280 | Soldadura: 75%, Remache: 72% |
Las combinaciones de materiales diferentes favorecen el remachado debido a la compatibilidad galvánica y a la eliminación de la formación de intermetálicos. Los ensamblajes de acero y aluminio requieren barreras de aislamiento en las uniones remachadas, pero siguen siendo inviables para la soldadura por puntos sin técnicas especializadas como la soldadura por puntos de fricción-agitación.
Análisis de las condiciones de carga
La carga de cizalladura representa el caso de diseño principal para ambos tipos de unión. Las soldaduras por puntos exhiben un comportamiento elástico lineal hasta el fallo repentino a la carga máxima, típicamente sin advertencia visible de deformación. Las resistencias máximas a la cizalladura oscilan entre 3 y 12 kN por punto, dependiendo de las combinaciones de material y espesor. Los modos de fallo incluyen la extracción de la pepita (deseada), el fallo interfacial (defecto de soldadura) o el desgarro de la zona afectada por el calor (entrada de calor excesiva).
Las uniones remachadas demuestran una progresión de fallo más predecible a través de la deformación de apoyo antes del fallo final. Las resistencias a la cizalladura suelen oscilar entre 2 y 8 kN por remache, con una posible redistribución gradual de la carga en patrones de múltiples remaches. Esta característica proporciona factores de seguridad inherentes en aplicaciones estructurales donde es beneficiosa la advertencia de fallo progresivo.
La carga de pelado compromete gravemente ambos tipos de unión, pero les afecta de forma diferente. Las soldaduras por puntos concentran la tensión en los bordes de la pepita, creando factores de intensificación de la tensión de 3 a 5 veces la carga nominal. Las directrices de diseño limitan las tensiones de pelado al 10-15% de la capacidad de cizalladura. Las uniones remachadas soportan las cargas de pelado a través del área de contacto de la cabeza, soportando típicamente el 25-35% de la resistencia a la cizalladura en escenarios de carga combinada.
Para obtener resultados de alta precisión, obtenga su presupuesto personalizado en 24 horas de Microns Hub.
Características de rendimiento a la fatiga
El comportamiento a la fatiga representa una distinción crítica entre los métodos de unión. Las soldaduras por puntos funcionan bien en aplicaciones de ciclo bajo y alta tensión con vidas de fatiga de 10³-10⁵ ciclos al 50-70% de la resistencia estática. La suave transición de la tensión a través de los límites de la pepita minimiza los sitios de inicio de grietas cuando se ejecuta correctamente.
Las uniones remachadas destacan en aplicaciones de ciclo alto, soportando 10⁶-10⁷ ciclos al 30-45% de la resistencia estática. La unión mecánica permite el micromovimiento que alivia las tensiones máximas, mientras que el endurecimiento por trabajo durante la instalación mejora la resistencia a la fatiga. Sin embargo, la corrosión por frotamiento en las interfaces puede reducir el rendimiento en entornos corrosivos.
Los factores de concentración de la tensión influyen significativamente en el rendimiento a la fatiga. Las soldaduras por puntos alcanzan factores de 1,5-2,5 en uniones bien ejecutadas, mientras que los ensamblajes remachados oscilan entre 2,0 y 4,0 dependiendo de la calidad de la preparación del orificio y los procedimientos de instalación. Las curvas pronunciadas y las transiciones geométricas cerca de las uniones aumentan aún más las concentraciones de tensión y deben tenerse en cuenta en el análisis de fatiga.
Consideraciones sobre el espesor y la geometría
Las relaciones de espesor del material afectan críticamente a la selección de la unión. La soldadura por puntos funciona de forma óptima con relaciones de espesor inferiores a 3:1, manteniendo una formación de pepitas y una distribución del calor constantes. Más allá de esta relación, el calentamiento preferencial de las secciones más delgadas crea una fusión incompleta o condiciones de quemado.
El remachado admite relaciones de espesor de hasta 5:1 de forma eficaz, utilizando la selección de la longitud de agarre y procesos de conformado controlados. Las longitudes estándar de los remaches siguen progresiones geométricas (6, 8, 10, 12, 16, 20, 25, 32 mm) para adaptarse a diversos requisitos de ensamblaje.
Los requisitos de acceso difieren sustancialmente. La soldadura por puntos exige el acceso de los electrodos desde ambos lados en la mayoría de las aplicaciones, lo que requiere un espacio libre de 40-60 mm para los equipos estándar. Existen técnicas de un solo lado, pero reducen la resistencia en un 20-30% en comparación con los enfoques convencionales.
El remachado ofrece opciones de instalación de un solo lado a través de remaches ciegos, aunque los remaches sólidos proporcionan una resistencia superior cuando ambos lados son accesibles. Las resistencias de los remaches ciegos suelen alcanzar el 70-80% del rendimiento equivalente de los remaches sólidos debido a la rotura del mandril y a la reducción del área de apoyo.
| Combinación de Espesor | Idoneidad de la Soldadura por Puntos | Idoneidad del Remache | Comparación de Resistencia |
|---|---|---|---|
| 1.0mm + 1.0mm | Excelente | Buena | Soldadura 15% más fuerte |
| 1.5mm + 1.5mm | Excelente | Excelente | Comparable |
| 0.8mm + 2.5mm | Pobre | Buena | Remache 25% más fuerte |
| 2.0mm + 6.0mm | No recomendado | Excelente | Solo opción de remache |
Al realizar un pedido a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas del mercado. Nuestra experiencia técnica tanto en procesos de soldadura como de remachado significa que cada unión recibe la atención al detalle necesaria para un rendimiento óptimo en su aplicación específica.
Métodos de control de calidad e inspección
Los enfoques de ensayo no destructivo varían significativamente entre los métodos de unión. La inspección de la soldadura por puntos se basa en las pruebas ultrasónicas, el examen visual de los patrones de indentación y las pruebas destructivas periódicas siguiendo las normas AWS D8.1. La verificación del diámetro de la pepita requiere equipos especializados con requisitos de precisión de ±0,1 mm.
La inspección de la unión remachada utiliza el examen visual (95% de la evaluación de la calidad), la verificación del calibre del orificio y las mediciones de la altura al ras/sobresaliente. Las herramientas de inspección estándar incluyen calibres pasa/no pasa, micrómetros de profundidad e instrumentos de perfil de superficie. Los criterios de rechazo se centran típicamente en los defectos de instalación: formación incompleta de la cabeza, remaches inclinados o deformación excesiva del orificio.
Las capacidades de supervisión del proceso difieren sustancialmente. Los sistemas modernos de soldadura por puntos proporcionan retroalimentación en tiempo real de la corriente, el voltaje y la resistencia, lo que permite el control estadístico del proceso. Los sistemas de control adaptativo ajustan los parámetros automáticamente en función de las condiciones medidas, manteniendo una calidad constante en todas las series de producción.
Las operaciones de remachado se basan principalmente en el control del par (instalaciones neumáticas) o en la supervisión del desplazamiento (sistemas hidráulicos). Las ventanas de proceso son más amplias que las de la soldadura por puntos, típicamente ±15% para instalaciones aceptables frente a ±5% para los parámetros de soldadura.
Marco de análisis de costes
Los requisitos de inversión en equipos establecen las principales diferencias de costes. Los sistemas de soldadura por puntos oscilan entre 25.000 y 200.000 euros, dependiendo de la potencia nominal, la sofisticación del control y el nivel de automatización. Los costes de mantenimiento incluyen la sustitución de los electrodos (50-150 euros por juego), la calibración periódica y el mantenimiento del sistema eléctrico.
Los costes de los equipos de remachado varían de 3.000 a 50.000 euros para los sistemas neumáticos y de 15.000 a 150.000 euros para las instalaciones automatizadas. Los costes de los consumibles son sencillos: los precios de los remaches oscilan entre 0,05 y 0,30 euros por pieza, dependiendo del material, el tamaño y los requisitos de especificación.
El análisis del tiempo de ciclo revela ventajas específicas del proceso. La soldadura por puntos alcanza tiempos de ciclo de 0,5-2,0 segundos con requisitos mínimos de habilidad del operador. Los sistemas automatizados alcanzan 600-1200 puntos por hora con una calidad constante. El tiempo de configuración es mínimo una vez que los electrodos están colocados correctamente.
Los tiempos de ciclo de remachado oscilan entre 3 y 8 segundos por unión, incluyendo el posicionamiento y la instalación. Las operaciones manuales alcanzan 200-400 uniones por hora, mientras que los sistemas automatizados alcanzan 800-1500 uniones por hora. Los requisitos de configuración incluyen la preparación del orificio, la carga del remache y la alineación de las herramientas.
| Factor de Costo | Soldadura por Puntos | Remachado | Comentarios |
|---|---|---|---|
| Equipo (€) | 25,000-200,000 | 3,000-150,000 | La soldadura requiere una mayor inversión inicial |
| Por Unión (€) | 0.02-0.08 | 0.05-0.35 | Incluye consumibles y mano de obra |
| Tiempo de Preparación (min) | 5-15 | 10-30 | El remachado requiere preparación del agujero |
| Mantenimiento (€/mes) | 200-800 | 50-300 | Los electrodos de soldadura se desgastan más rápido |
Recomendaciones específicas de la aplicación
Los ensamblajes de carrocería en blanco de automóviles utilizan predominantemente la soldadura por puntos para la construcción de acero, alcanzando 3000-5000 puntos por vehículo con tiempos de ciclo que soportan altas tasas de producción. Los bastidores espaciales de aluminio utilizan cada vez más servicios de moldeo por inyección para geometrías complejas, manteniendo al mismo tiempo uniones remachadas para conexiones estructurales que requieren la unión de materiales diferentes.
Las aplicaciones aeroespaciales favorecen el remachado para la estructura primaria debido al rendimiento a la fatiga, la capacidad de inspección y las capacidades de reparación. Los aviones comerciales utilizan entre 2 y 3 millones de remaches por fuselaje con requisitos de resistencia que cumplen los factores de carga máxima FAR 25.303. La soldadura por puntos encuentra aplicación en estructuras secundarias y componentes interiores donde el ahorro de peso justifica la selección del proceso.
La fabricación de electrodomésticos utiliza ambos procesos estratégicamente. La soldadura por puntos domina los ensamblajes de armarios de acero con un espaciamiento típico de 25-40 mm entre puntos. El remachado sirve para aplicaciones especializadas que requieren ensamblaje posterior a la pintura o capacidad de servicio en el campo. Nuestros servicios de fabricación integrales soportan tanto la construcción tradicional de electrodomésticos como los diseños ligeros emergentes.
Las aplicaciones marinas requieren una cuidadosa selección de materiales debido a los entornos corrosivos. Los remaches de acero inoxidable (316L) proporcionan una resistencia a la corrosión superior en comparación con las uniones soldadas donde las zonas afectadas por el calor crean células galvánicas. El diseño adecuado de la unión incluye disposiciones de drenaje y selecciones de materiales compatibles siguiendo las normas ABYC.
Matriz de decisión de selección de procesos
La compatibilidad de los materiales sirve como criterio de selección principal. Los ensamblajes homogéneos favorecen la soldadura por puntos por su resistencia y rentabilidad. Las combinaciones de materiales diferentes requieren remachado a menos que los procesos de soldadura especializados estén económicamente justificados.
El volumen de producción influye significativamente en la economía del proceso. Las aplicaciones de alto volumen (>10.000 piezas anuales) justifican las inversiones en automatización de la soldadura por puntos. Las aplicaciones de bajo volumen o prototipo se benefician de los menores costes de configuración y la flexibilidad de los equipos de remachado.
Los requisitos de calidad afectan a la selección del proceso a través de las capacidades de inspección y la previsibilidad del modo de fallo. Las aplicaciones críticas que requieren una inspección del 100% favorecen el remachado debido a las capacidades de evaluación visual. Los enfoques de muestreo estadístico se adaptan a la soldadura por puntos en entornos de fabricación controlados.
Las limitaciones de accesibilidad a menudo determinan los procesos viables. Los requisitos de acceso de un solo lado eliminan las opciones convencionales de soldadura por puntos. Las geometrías complejas con espacio libre limitado pueden requerir herramientas de remachado especializadas o métodos de fijación alternativos.
Técnicas avanzadas y enfoques híbridos
La soldadura por proyección amplía las capacidades de la soldadura por puntos a materiales más gruesos y geometrías complejas. Las proyecciones en relieve concentran la densidad de corriente, lo que permite la unión eficaz de materiales de hasta 6 mm de espesor. Los requisitos de control del proceso aumentan debido a la dinámica del colapso de la proyección, pero la resistencia de la unión se acerca al rendimiento convencional de la soldadura por puntos.
Los remaches autoperforantes eliminan los orificios preperforados al tiempo que crean enclavamientos mecánicos a través de la penetración controlada. Esta tecnología se adapta a los ensamblajes multicapa y a los materiales recubiertos donde la preparación del orificio es problemática. Las fuerzas de instalación oscilan entre 25 y 60 kN, dependiendo de las combinaciones de materiales y las especificaciones de los remaches.
Los remaches de conformación por flujo utilizan procesos de conformación orbital para crear una geometría de cabeza consistente con fuerzas de instalación mínimas. Este enfoque reduce los niveles de ruido y el desgaste de los equipos, manteniendo al mismo tiempo una resistencia de la unión equivalente a los métodos de instalación convencionales.
Los enfoques híbridos combinan ambas técnicas dentro de ensamblajes individuales. Las uniones estructurales utilizan el remachado para las rutas de carga primarias, mientras que la soldadura por puntos proporciona la fijación del panel y las funciones de sellado. Esta estrategia optimiza cada proceso por sus características de resistencia al tiempo que minimiza la complejidad general de la fabricación.
Preguntas frecuentes
¿Qué determina el espaciamiento mínimo entre soldaduras por puntos o remaches?
El espaciamiento mínimo depende del espesor del material y de la geometría de la unión. Las soldaduras por puntos requieren un espaciamiento de centro a centro de 10 a 20 veces el espesor del material para evitar la derivación de corriente a través de las pepitas adyacentes. Los remaches necesitan un espaciamiento mínimo de 3 veces el diámetro para mantener una resistencia de apoyo adecuada, típicamente de 15 a 25 mm para tamaños comunes.
¿Cómo afectan los sistemas de recubrimiento a la resistencia de la unión en ambos procesos?
Los recubrimientos galvanizados reducen la resistencia de la soldadura por puntos en un 10-15% debido a la vaporización del zinc y la contaminación de los electrodos, pero proporcionan una protección contra la corrosión a largo plazo. Las superficies pintadas requieren la eliminación antes de la soldadura por puntos, pero no presentan ninguna reducción de la resistencia para las uniones remachadas cuando se preparan adecuadamente.
¿Se pueden mezclar soldaduras por puntos y remaches en el mismo ensamblaje?
Sí, los enfoques híbridos son comunes en las aplicaciones de automoción y aeroespaciales. Las conexiones estructurales utilizan remaches para las rutas de carga primarias, mientras que las soldaduras por puntos proporcionan la fijación y el sellado del panel. El diseño requiere un análisis cuidadoso de la ruta de carga para evitar concentraciones de tensión en las transiciones de la unión.
¿Qué factores de seguridad deben aplicarse a los cálculos de la resistencia de la unión?
Las aplicaciones estáticas suelen utilizar factores de seguridad de 2,5-4,0 para las soldaduras por puntos y de 3,0-5,0 para los remaches. La carga dinámica requiere un análisis de fatiga con los factores de dispersión apropiados. Las aplicaciones críticas pueden requerir pruebas de resistencia a 1,5 veces las cargas de diseño siguiendo los códigos de diseño aplicables.
¿Cómo se degrada la resistencia de la unión con el tiempo en servicio?
Las soldaduras por puntos mantienen la resistencia indefinidamente en entornos secos, pero pueden experimentar corrosión bajo tensión en condiciones agresivas. Las uniones remachadas pueden aflojarse debido a la vibración o al ciclo térmico, lo que requiere una inspección periódica y un reajuste cuando sea accesible.
¿Qué normas de calidad se aplican a cada método de unión?
La soldadura por puntos sigue la norma AWS D8.1 para aplicaciones de automoción y la norma AWS D8.9 para acero estructural. Las normas de remachado incluyen la norma ASTM F467 para las especificaciones de los sujetadores y varios códigos de la industria (AISC, ASCE) para los requisitos de diseño. Las especificaciones militares (MIL-DTL) rigen las aplicaciones aeroespaciales.
¿Cómo afectan las condiciones ambientales a la selección del proceso?
El servicio a alta temperatura (>150°C) favorece el remachado debido al potencial alivio de la tensión en las zonas afectadas por el calor de la soldadura por puntos. Los entornos corrosivos requieren una cuidadosa selección de los materiales, y el remachado ofrece un rendimiento superior a largo plazo cuando se especifican sujetadores compatibles. Las aplicaciones criogénicas se benefician de las uniones remachadas debido a la compatibilidad de la expansión térmica.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece