Reducción del desgaste de las herramientas en el mecanizado de titanio: Estrategias CAD optimizadas
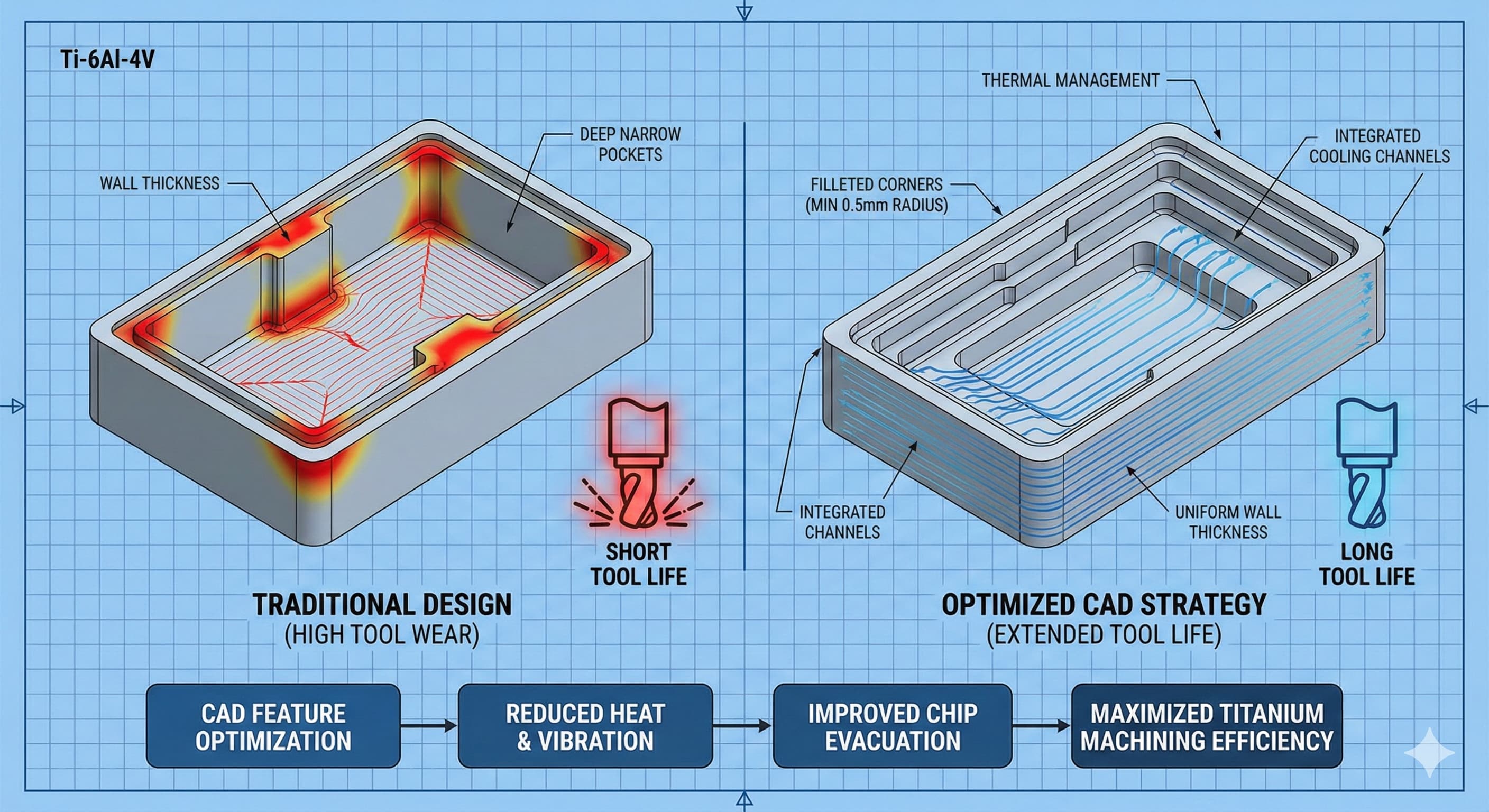
El mecanizado de titanio presenta uno de los mayores desafíos de la fabricación: equilibrar las propiedades excepcionales del Ti-6Al-4V y otras aleaciones de titanio con su notoria tendencia a destruir las herramientas de corte. Las tasas de desgaste de las herramientas en el titanio pueden superar el mecanizado de acero en un 300-500%, y las herramientas de carburo duran apenas unos minutos en condiciones subóptimas. La solución no reside solo en los parámetros de corte, sino en las decisiones estratégicas de diseño CAD que alteran fundamentalmente la dinámica del mecanizado.
Puntos clave
- La orientación estratégica de las características en CAD puede reducir el tiempo de contacto de la herramienta hasta en un 40%, lo que prolonga drásticamente la vida útil de la herramienta.
- El diseño adecuado del radio de las esquinas (mínimo 0,5 mm) elimina los concentradores de tensión que aceleran el fallo de las herramientas de carburo.
- La optimización del volumen de eliminación de material mediante la colocación inteligente de las características reduce el tiempo total de mecanizado y la generación de calor.
- El diseño de canales de refrigeración integrados en piezas complejas permite el acceso continuo del refrigerante de inundación a las zonas de corte críticas.
Comprensión de los mecanismos de desgaste de las herramientas de titanio
La baja conductividad térmica del titanio (16,4 W/m·K en comparación con los 237 W/m·K del aluminio) crea una tormenta perfecta para la degradación de las herramientas. El calor generado en la zona de corte no puede disiparse a través de la pieza de trabajo, concentrándose en la interfaz herramienta-viruta, donde las temperaturas alcanzan los 800-1000 °C. Esta carga térmica se combina con la reactividad química del titanio para crear un desgaste adhesivo, donde los átomos de titanio se unen directamente a las superficies de carburo.
Las características de endurecimiento por trabajo del Ti-6Al-4V agravan este desafío. Bajo las fuerzas de corte, la microestructura del material se transforma de una fase α+β relativamente mecanizable a una estructura endurecida que puede alcanzar 45-50 HRC en la subsuperficie inmediata. Esta capa endurecida, típicamente de 0,05-0,15 mm de profundidad, crea un desgaste abrasivo en los siguientes pases de la herramienta.
El gripado representa otro modo de fallo crítico. La tendencia del titanio a la soldadura en frío bajo presión provoca la formación de un borde acumulado en las herramientas de corte. Estos depósitos soldados alteran la geometría de la herramienta, aumentando las fuerzas de corte y acelerando el fallo catastrófico por astillado o rotura del borde.
Estrategias CAD para minimizar el contacto de la herramienta
El enfoque más eficaz para reducir el desgaste de las herramientas comienza con la orientación estratégica de las características durante la fase de diseño. Los enfoques de mecanizado tradicionales a menudo posicionan las características basándose únicamente en los requisitos funcionales, ignorando las implicaciones de la secuencia de mecanizado. El diseño CAD inteligente considera la longitud de la trayectoria de la herramienta de corte y el ángulo de contacto para cada característica.
La optimización de la profundidad de los bolsillos representa una decisión de diseño crítica. Los bolsillos profundos (relaciones profundidad-anchura superiores a 3:1) crean condiciones de evacuación difíciles donde las virutas no pueden escapar eficazmente. Esto conduce a un nuevo corte, temperaturas elevadas y una rápida degradación de la herramienta. Las alternativas de diseño incluyen configuraciones de bolsillos escalonados o estrategias de mecanizado multinivel que mantienen relaciones profundidad-anchura óptimas por debajo de 2:1.
La consistencia del grosor de la pared en toda la geometría de la pieza elimina las cargas de corte variables que provocan la deflexión de la herramienta y el desgaste prematuro. Mantener un grosor de pared uniforme de 2,0-3,0 mm en todo el diseño permite parámetros de corte consistentes y una vida útil predecible de la herramienta. Cuando la variación de grosor es inevitable, las transiciones graduales a lo largo de distancias de al menos 10 mm evitan cambios bruscos de carga.
Los radios de las esquinas merecen una atención especial en las aplicaciones de titanio. Las esquinas internas afiladas crean concentradores de tensión que provocan la rotura de la herramienta, mientras que los radios inferiores a 0,3 mm requieren herramientas de pequeño diámetro propensas a la deflexión y al desgaste rápido. Los radios de las esquinas internas óptimos oscilan entre 0,5 y 1,5 mm, lo que coincide con las geometrías de herramientas de carburo disponibles y proporciona una resistencia adecuada para las fuerzas de corte del titanio.
| Tipo de característica | Diseño tradicional | Diseño optimizado | Mejora de la vida útil de la herramienta |
|---|---|---|---|
| Esquinas internas | Radio de 0.1-0.3 mm | Radio de 0.5-1.5 mm | 200-300% |
| Profundidad del bolsillo | Profundidad/Ancho > 3:1 | Profundidad/Ancho < 2:1 | 150-250% |
| Grosor de la pared | Variable (1-5 mm) | Consistente (2-3 mm) | 100-200% |
| Transiciones de superficie | Cambios bruscos | Gradual (>10 mm) | 75-150% |
Geometría de características avanzada para la conservación de herramientas
Las estrategias de rampa deben tenerse en cuenta durante la fase CAD para garantizar unas condiciones de entrada óptimas de la herramienta. Los cortes verticales a plomo en el titanio crean cargas de corte máximas y choque térmico. Las características de diseño deben incorporar superficies de rampa con ángulos entre 2 y 5 grados, lo que permite un contacto gradual de la herramienta que distribuye las fuerzas de corte sobre una longitud de contacto extendida.
El diseño de los orificios requiere una consideración especial para el mecanizado de titanio. Las operaciones de taladrado estándar crean un desgaste significativo de la herramienta debido a la mala evacuación de las virutas y a la generación de calor concentrada. Los diseños CAD deben incorporar chaflanes o avellanados pre-mecanizados que permitan que las operaciones de taladrado comiencen con cargas de corte reducidas. Para los orificios críticos, la geometría de interpolación helicoidal debe diseñarse en las características circundantes para permitir este enfoque de mecanizado superior.
Las modificaciones en el diseño de roscas pueden afectar drásticamente la vida útil de la herramienta en aplicaciones de titanio. Las roscas métricas estándar con ángulos incluidos de 60 grados crean altas fuerzas de corte durante las operaciones de roscado. Siempre que sea posible, las formas de rosca modificadas con ángulos incluidos de 45-50 grados reducen las cargas de corte al tiempo que mantienen una resistencia adecuada de la rosca para la mayoría de las aplicaciones. La geometría de salida de la rosca debe proporcionar una longitud adecuada (mínimo 3 pasos de rosca) para la retirada gradual de la herramienta.
Para las aplicaciones que requieren servicios de mecanizado CNC de precisión, la accesibilidad de las características se vuelve primordial. Las características cerradas que requieren extensiones de herramientas profundas deben rediseñarse como geometrías abiertas siempre que sea posible. Este enfoque permite el uso de herramientas más cortas y rígidas que resisten la deflexión y mantienen la integridad del filo de corte durante los ciclos de mecanizado extendidos.
Optimización del volumen de eliminación de material
La distribución estratégica del material en los diseños CAD puede minimizar el tiempo total de mecanizado y el desgaste asociado de la herramienta. El principio consiste en concentrar la eliminación de material en áreas donde las condiciones de corte se pueden optimizar, al tiempo que se minimiza el material en regiones que requieren un acceso difícil a la herramienta o geometrías de corte desfavorables.
Se deben incorporar márgenes de desbaste en el diseño inicial para permitir estrategias eficientes de eliminación de material. En lugar de mecanizar las dimensiones finales directamente desde material sólido, los diseños deben incluir geometrías intermedias que permitan operaciones de desbaste con herramientas robustas, seguidas de pasadas de acabado con condiciones de corte optimizadas. Los márgenes de desbaste típicos para el titanio oscilan entre 0,5 y 1,5 mm por superficie, dependiendo de la complejidad de la pieza.
Las configuraciones de nervios y telas afectan significativamente la eficiencia del mecanizado. Los diseños de nervios tradicionales con grosor constante a menudo requieren extensas operaciones de semiacabado que aceleran el desgaste de la herramienta. Los diseños de nervios cónicos con grosor que se reduce de la base a la punta permiten secuencias de mecanizado más eficientes al tiempo que mantienen los requisitos estructurales. El grosor de la base debe coincidir con los diámetros de herramienta disponibles (6-12 mm típicos), mientras que el grosor de la punta puede reducirse a 2-3 mm como mínimo.
La integración del diseño de los resaltes afecta tanto al acceso de la herramienta como a las cargas de corte. Los resaltes aislados requieren enfoques de herramienta individuales que aumentan el tiempo total de mecanizado y los cambios de herramienta. Cuando sea funcionalmente aceptable, las características de los resaltes deben integrarse en la geometría circundante o diseñarse como características continuas que permitan trayectorias de herramienta eficientes con cargas de corte consistentes.
Gestión térmica a través del diseño
La disipación de calor representa un factor crítico en la vida útil de las herramientas de titanio, lo que requiere diseños CAD que faciliten estrategias de refrigeración eficaces. Las aplicaciones tradicionales de refrigerante de inundación a menudo no llegan a las zonas de corte críticas, particularmente en características profundas o geometrías cerradas. Las modificaciones de diseño pueden garantizar el acceso del refrigerante donde más se necesita.
Los canales de refrigerante deben integrarse en la geometría de la pieza durante la fase de diseño en lugar de añadirse a posteriori. Estos canales, típicamente de 4-6 mm de diámetro, proporcionan un flujo de refrigerante dirigido a las zonas de corte críticas. La colocación de los canales debe tener en cuenta la secuencia de mecanizado para garantizar que permanezcan intactos durante las operaciones de desbaste al tiempo que proporcionan refrigeración para las pasadas de acabado.
El grosor del material afecta a la masa térmica y a las características de absorción de calor. Las secciones gruesas (>20 mm) proporcionan un mejor disipador de calor, pero pueden requerir características de refrigeración internas. Las secciones delgadas (<5 mm) ofrecen una rápida disipación de calor, pero pueden sufrir distorsión térmica. Los rangos de grosor óptimos para las aplicaciones de titanio se encuentran entre 8 y 15 mm, lo que proporciona una masa térmica adecuada al tiempo que permite una refrigeración eficaz.
La optimización del área de la superficie a través de modificaciones de diseño puede mejorar la refrigeración por convección natural. Las superficies nervadas, las geometrías escalonadas y las características de disipador de calor integradas aumentan el área de la superficie disponible para la transferencia de calor. Estas modificaciones deben equilibrarse con la complejidad del mecanizado, pero pueden proporcionar mejoras del 15-30% en las temperaturas de la zona de corte.
Para obtener resultados de alta precisión, obtenga su presupuesto personalizado en 24 horas de Microns Hub.
Consideraciones sobre tolerancias y acabado superficial
La especificación de tolerancias impacta directamente en la selección de herramientas y las estrategias de mecanizado para piezas de titanio. Las tolerancias ajustadas (±0,025 mm o mejor) normalmente requieren pasadas de acabado con cargas de corte ligeras, lo que prolonga la vida útil de la herramienta pero aumenta el tiempo de mecanizado. La clave está en optimizar los requisitos de tolerancia para equilibrar la precisión con la eficiencia de la fabricación.
Las dimensiones críticas deben concentrarse en superficies con geometrías de corte favorables. Las características externas generalmente permiten un mejor acceso a la herramienta y condiciones de corte en comparación con las características internas. Siempre que sea posible, las tolerancias críticas deben asignarse a superficies o características externas accesibles con herramientas cortas y rígidas.
Los requisitos de acabado superficial afectan significativamente los patrones de desgaste de la herramienta. Los valores de Ra por debajo de 0,8 μm normalmente requieren múltiples pasadas de acabado con una eliminación mínima de material por pasada. Este enfoque prolonga la vida útil de la herramienta a través de cargas de corte reducidas, pero aumenta el tiempo total de mecanizado. La optimización del acabado superficial puede implicar la especificación de diferentes requisitos para superficies funcionales frente a superficies cosméticas.
Las tolerancias de forma y posición deben considerar las propiedades elásticas del titanio y el potencial de distorsión durante el mecanizado. Las características de alivio de tensión, como la eliminación simétrica de material y las cargas de corte equilibradas, deben incorporarse en los diseños que requieren tolerancias geométricas ajustadas. Este enfoque minimiza las violaciones de tolerancia inducidas por la distorsión al tiempo que reduce las fuerzas de corte que aceleran el desgaste de la herramienta.
| Rango de Tolerancia | Enfoque Recomendado | Vida Útil Esperada de la Herramienta | Impacto en el Costo |
|---|---|---|---|
| ±0.1 mm | Una sola pasada de acabado | Máximo | +15-25% |
| ±0.05 mm | Pasadas de acabado ligeras | Bueno | +25-35% |
| ±0.025 mm | Múltiples pasadas ligeras | Moderado | +40-60% |
| ±0.01 mm | Herramientas especializadas | Limitado | +75-100% |
Integración con la planificación del proceso de fabricación
Los diseños CAD deben considerar la secuencia de fabricación completa para optimizar la vida útil de la herramienta en todas las operaciones. La secuenciación de características afecta la rigidez de la pieza de trabajo, los requisitos de sujeción y la distribución de la carga de corte. La colocación estratégica de características puede minimizar los cambios de herramienta y permitir parámetros de corte optimizados durante todo el ciclo de mecanizado.
La integración de la fijación debe considerarse durante el desarrollo del diseño en lugar de como una preocupación de fabricación separada.Las pestañas de sujeción y las superficies de sujeción diseñadas en la geometría de la pieza proporcionan una retención segura de la pieza de trabajo al tiempo que minimizan el tiempo de configuración y reducen la vibración que acelera el desgaste de la herramienta.
El análisis del acceso a la herramienta durante la fase CAD identifica posibles problemas de interferencia que podrían requerir herramientas especializadas o longitudes de herramienta extendidas. Se deben consultar las bibliotecas de herramientas estándar durante el diseño para garantizar que las características se puedan mecanizar con herramientas rentables y fácilmente disponibles. Los requisitos de herramientas personalizadas deben minimizarse mediante modificaciones de diseño siempre que sea posible.
Las estrategias de reducción de la configuración a través de la orientación de la pieza de múltiples operaciones pueden reducir significativamente el tiempo total de mecanizado y el desgaste asociado de la herramienta. Los diseños deben permitir el mecanizado completo o casi completo en una sola configuración, minimizando el manejo de la pieza de trabajo y el tiempo de configuración. Este enfoque requiere una cuidadosa consideración de los ángulos de desmoldeo, las líneas de partición y la accesibilidad de las características desde múltiples direcciones.
Análisis de costo-beneficio de la optimización del diseño
El impacto económico de la optimización CAD para el mecanizado de titanio se extiende más allá de la simple reducción del costo de la herramienta. Las mejoras en la vida útil de la herramienta del 200-400% se traducen en una reducción del tiempo de inactividad de la máquina, menores costos de mano de obra para los cambios de herramienta y una mejor consistencia de la pieza a través de condiciones de corte estables. Estos beneficios a menudo justifican las modificaciones de diseño que podrían aumentar la complejidad inicial de la pieza.
La reducción del tiempo de mecanizado a través de diseños optimizados normalmente oscila entre el 20 y el 50% en comparación con los enfoques tradicionales. Esta mejora proviene de la reducción de los cambios de herramienta, los parámetros de corte optimizados y la eliminación de operaciones de mecanizado desafiantes. El ahorro de tiempo se acumula en los volúmenes de producción, lo que hace que la optimización del diseño sea cada vez más valiosa para las aplicaciones de mayor cantidad.
Las mejoras de calidad de las condiciones de corte estables reducen las tasas de desecho y los costos de reelaboración. El rendimiento constante de la herramienta durante todo el ciclo de mecanizado mantiene la precisión dimensional y la calidad del acabado superficial. Esta fiabilidad es particularmente valiosa para las aplicaciones aeroespaciales y médicas donde los costos de rechazo de piezas son sustanciales.
Al realizar pedidos a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica en el mecanizado de titanio y nuestra comprensión integral de la optimización del diseño significan que cada proyecto recibe la atención especializada que demandan las aplicaciones de titanio.
Técnicas CAD avanzadas e integración de software
Los sistemas CAD modernos ofrecen herramientas especializadas para la optimización del mecanizado que se pueden aprovechar durante la fase de diseño. Las características de análisis de maquinabilidad identifican geometrías problemáticas antes de que comience la fabricación, lo que permite modificaciones de diseño mientras los cambios siguen siendo rentables. Estas herramientas evalúan el acceso de la herramienta de corte, los ángulos de contacto y las posibles condiciones de interferencia.
Los enfoques de diseño basados en características permiten una evaluación rápida de geometrías alternativas para una mejor maquinabilidad. El modelado paramétrico permite a los diseñadores evaluar rápidamente el impacto de los cambios en el radio de las esquinas, las modificaciones en el grosor de la pared o la reubicación de las características en los requisitos de fabricación. Esta capacidad acelera el proceso de optimización al tiempo que mantiene la intención del diseño.
La integración de la simulación de fabricación proporciona retroalimentación temprana sobre la selección de herramientas y los parámetros de corte. Los sistemas CAD avanzados pueden simular secuencias de mecanizado completas, identificando posibles problemas de desgaste de la herramienta y oportunidades de optimización. Esta capacidad de simulación permite modificaciones de diseño proactivas en lugar de la resolución reactiva de problemas de fabricación.
Las herramientas de colaboración dentro de los sistemas CAD facilitan la comunicación entre los equipos de diseño y fabricación. Las capacidades integradas de anotación y revisión permiten a los ingenieros de fabricación proporcionar retroalimentación específica sobre las preocupaciones sobre el desgaste de la herramienta y las oportunidades de optimización del diseño. Esta colaboración garantiza que las consideraciones de fabricación se integren adecuadamente en los diseños finales.
La comprobación de reglas de diseño se puede personalizar para los requisitos de mecanizado de titanio, marcando automáticamente las geometrías que pueden causar problemas de desgaste de la herramienta. Las reglas estándar pueden incluir requisitos mínimos de radio de las esquinas, relaciones máximas de profundidad a ancho y comprobaciones de consistencia del grosor de la pared. Estas comprobaciones automatizadas evitan que las geometrías problemáticas avancen a la fabricación.
Estudios de caso y ejemplos de implementación
Un rediseño típico de un soporte aeroespacial demuestra el impacto de la optimización CAD sistemática para el mecanizado de titanio. El diseño original presentaba esquinas internas afiladas (radio de 0,2 mm), grosor de pared variable (1-4 mm) y bolsillos profundos con relaciones profundidad-ancho de 4:1. La vida útil de la herramienta promedió 15-20 minutos con roturas frecuentes debido al choque térmico y las variaciones en la carga de corte.
El diseño optimizado incorporó radios internos de 0,8 mm, un grosor de pared constante de 2,5 mm y una geometría de bolsillo escalonada que mantenía relaciones máximas de profundidad a ancho de 1,8:1. Los canales de refrigerante integrados proporcionaron refrigeración directa a las zonas de corte críticas. La vida útil de la herramienta mejoró a 80-120 minutos al tiempo que se mantenían todos los requisitos funcionales y se redujo el tiempo total de mecanizado en un 35%.
Las aplicaciones de implantes médicos presentan desafíos únicos debido a los requisitos de biocompatibilidad y las geometrías orgánicas complejas. Los enfoques tradicionales a menudo requieren un extenso acabado a mano debido a los problemas de desgaste de la herramienta que crean irregularidades en la superficie. Los diseños CAD optimizados incorporan transiciones graduales, ángulos de corte optimizados y distribución estratégica del material para permitir un mecanizado consistente durante todo el ciclo de corte.
Principios de optimización similares se aplican a estrategias de reducción de costos en varios procesos de fabricación, donde las modificaciones de diseño pueden afectar significativamente la economía de producción general a través de una mayor eficiencia y costos de herramientas reducidos.
Métodos de control de calidad y validación
La verificación de la eficacia de la optimización CAD requiere una medición sistemática de los patrones de desgaste de la herramienta, los tiempos de mecanizado y las métricas de calidad de la pieza. Las mediciones de referencia de los diseños tradicionales proporcionan estándares de comparación para evaluar los niveles de mejora. Las métricas clave incluyen la vida útil promedio de la herramienta, el tiempo de corte por pieza, la consistencia del acabado superficial y la variación de la precisión dimensional.
El análisis del desgaste de la herramienta debe examinar tanto los patrones de desgaste gradual como los modos de fallo catastrófico. Los diseños optimizados normalmente muestran un desgaste más predecible y gradual en lugar de eventos de fallo repentinos. Esta previsibilidad permite una mejor planificación de la producción y reduce el tiempo de inactividad inesperado debido a la rotura de la herramienta.
La evaluación de la integridad de la superficie se vuelve crítica para las aplicaciones de titanio, particularmente en los sectores aeroespacial y médico. Las condiciones de mecanizado optimizadas deben mantener un acabado superficial consistente y minimizar las zonas afectadas por el calor que podrían comprometer las propiedades del material. Las pruebas regulares de integridad de la superficie validan la eficacia de las estrategias de optimización CAD.
La implementación del control estadístico de procesos rastrea la consistencia de los diseños optimizados en los volúmenes de producción. Los gráficos de control para la vida útil de la herramienta, el tiempo de mecanizado y las métricas de calidad identifican cuándo las condiciones del proceso se desvían de los rangos óptimos. Esta supervisión permite ajustes proactivos para mantener los beneficios de la optimización durante las ejecuciones de producción.
Tendencias futuras y tecnologías emergentes
La integración de la inteligencia artificial en los sistemas CAD promete una optimización automatizada para las aplicaciones de mecanizado de titanio. Los algoritmos de aprendizaje automático pueden analizar datos históricos de mecanizado para identificar parámetros de diseño óptimos y predecir la vida útil de la herramienta en función de las características geométricas. Esta capacidad acelerará el proceso de optimización al tiempo que mejora la precisión de la predicción.
La integración de la fabricación aditiva ofrece nuevas posibilidades para geometrías internas complejas que mejoran la refrigeración y reducen el volumen de material. Los enfoques híbridos que combinan preformas aditivas con acabado sustractivo optimizado permiten geometrías imposibles con los métodos de fabricación tradicionales. Estos enfoques requieren nuevas estrategias CAD que consideren tanto las restricciones de fabricación aditiva como sustractiva.
La caracterización avanzada de materiales proporciona una mejor comprensión del comportamiento del mecanizado del titanio en diversas condiciones. La supervisión en tiempo real de las fuerzas de corte, las temperaturas y el desgaste de la herramienta permite la optimización continua de los parámetros de corte en función del rendimiento real en lugar de los modelos teóricos. Esta retroalimentación puede informar las estrategias de optimización CAD para mejorar la eficacia.
La tecnología de gemelo digital permite la validación virtual de las estrategias de optimización CAD antes de la implementación física. La simulación completa del proceso de fabricación, incluida la predicción del desgaste de la herramienta y el análisis térmico, proporciona una evaluación integral de las modificaciones de diseño. Esta capacidad reduce el costo y el tiempo requerido para la validación de la optimización al tiempo que mejora la precisión de la predicción.
Directrices de implementación y mejores prácticas
La implementación exitosa de la optimización CAD para el mecanizado de titanio requiere un enfoque sistemático y una comunicación clara entre los equipos de diseño y fabricación. Las directrices de optimización deben documentarse e integrarse en los procedimientos de diseño estándar para garantizar una aplicación consistente en todos los proyectos.
Los programas de capacitación para ingenieros de diseño deben enfatizar la relación entre las características geométricas y los desafíos de mecanizado específicos del titanio. La comprensión de las limitaciones de las herramientas de corte, los requisitos de gestión térmica y las estrategias de eliminación de material permite a los diseñadores tomar decisiones de optimización informadas durante el proceso de diseño en lugar de requerir un rediseño extenso más adelante.
Los protocolos de colaboración entre los equipos de diseño y fabricación garantizan que las restricciones de fabricación se comuniquen y comprendan adecuadamente. Las revisiones de diseño periódicas con la participación de la fabricación pueden identificar oportunidades de optimización al principio del ciclo de diseño cuando los cambios siguen siendo rentables.
Para las organizaciones que utilizan nuestros servicios de fabricación, proporcionamos revisiones de diseño integrales y recomendaciones de optimización para garantizar que sus piezas de titanio logren una maquinabilidad óptima al tiempo que mantienen todos los requisitos funcionales.
Preguntas frecuentes
¿Cuál es el radio de esquina mínimo recomendado para las características internas en piezas de titanio?
Los radios de las esquinas internas deben ser de un mínimo de 0,5 mm para las aplicaciones de mecanizado de titanio. Los radios más pequeños requieren herramientas de corte delicadas propensas a la rotura y al daño térmico. Los radios óptimos oscilan entre 0,8 y 1,5 mm, lo que coincide con las geometrías de herramientas de carburo estándar al tiempo que proporciona una resistencia adecuada para las fuerzas de corte del titanio. Las esquinas afiladas por debajo de 0,3 mm normalmente dan como resultado reducciones en la vida útil de la herramienta del 70-80% en comparación con las características con el radio adecuado.
¿Cómo afecta la relación profundidad-ancho del bolsillo a la vida útil de la herramienta en el mecanizado de titanio?
Las relaciones profundidad-ancho del bolsillo deben permanecer por debajo de 2:1 para una vida útil óptima de la herramienta en aplicaciones de titanio. Las relaciones que exceden 3:1 crean malas condiciones de evacuación de virutas, lo que lleva a un nuevo corte, temperaturas elevadas y un desgaste acelerado de la herramienta. Los bolsillos profundos también requieren longitudes de herramienta extendidas que aumentan la deflexión y la vibración. Los diseños de bolsillos escalonados o las estrategias de mecanizado multinivel mantienen relaciones óptimas al tiempo que logran la geometría de pieza requerida.
¿Qué grosor de pared proporciona el mejor equilibrio entre la eliminación de material y la estabilidad del mecanizado?
Un grosor de pared constante entre 2,0 y 3,0 mm proporciona un equilibrio óptimo para el mecanizado de titanio. Las paredes más delgadas carecen de rigidez y pueden vibrar durante el corte, mientras que las paredes más gruesas requieren una eliminación excesiva de material. Las variaciones de grosor deben ser graduales en distancias mínimas de 10 mm para evitar cambios bruscos en la carga de corte que aceleren el desgaste de la herramienta. Los diseños de grosor variable a menudo reducen la vida útil de la herramienta en un 40-60% en comparación con los enfoques de grosor constante.
¿Cómo se debe modificar la geometría de la rosca para mejorar la vida útil de la herramienta en el titanio?
Las roscas métricas estándar de 60 grados se pueden modificar a ángulos incluidos de 45-50 grados donde sea funcionalmente aceptable, lo que reduce las cargas de corte durante las operaciones de roscado. La salida de la rosca debe proporcionar una longitud mínima de 3 pasos para la retirada gradual de la herramienta. Las roscas externas son preferibles a las roscas internas debido a un mejor acceso a la herramienta y a la evacuación de virutas. Las roscas internas que requieren operaciones de roscado deben incorporar arranques achaflanados y una geometría de entrada adecuada.
¿Qué papel juegan los canales de refrigerante en el diseño CAD para el mecanizado de titanio?
Los canales de refrigerante integrados, típicamente de 4-6 mm de diámetro, deben diseñarse en la geometría de la pieza para proporcionar refrigeración dirigida a las zonas de corte críticas. La colocación de los canales debe considerar la secuencia de mecanizado para permanecer intacta durante el desbaste mientras se enfrían las operaciones de acabado. La entrega adecuada de refrigerante puede reducir las temperaturas de la zona de corte en 150-250°C, extendiendo la vida útil de la herramienta en un 200-300%. Los canales deben colocarse a 10-15 mm de las áreas de corte críticas para una máxima eficacia.
¿Cómo impactan los requisitos de tolerancia en la selección de herramientas y el desgaste en el mecanizado de titanio?
Las tolerancias más ajustadas (±0,025 mm o mejor) requieren pasadas de acabado con cargas de corte reducidas, lo que prolonga la vida útil de la herramienta pero aumenta el tiempo de mecanizado. Las dimensiones críticas deben colocarse en características o superficies externas con geometrías de corte favorables siempre que sea posible. Las tolerancias por debajo de ±0,01 mm pueden requerir herramientas y parámetros de corte especializados que impacten significativamente la vida útil y el costo de la herramienta. La optimización de la tolerancia puede reducir los costos de mecanizado en un 25-40% al tiempo que mantiene los requisitos funcionales.
¿Qué características CAD se deben evitar para prevenir el desgaste excesivo de la herramienta en el titanio?
Evite las esquinas internas afiladas por debajo de 0,3 mm de radio, los bolsillos cerrados profundos con mal acceso a la herramienta, el grosor de pared variable que crea cambios bruscos en la carga y las características que requieren longitudes de herramienta extendidas con altas relaciones longitud-diámetro. Las características que se cruzan y crean geometrías de corte complejas deben simplificarse siempre que sea posible. Los orificios ciegos más profundos que 5 diámetros y las roscas internas en orificios profundos deben rediseñarse como características externas cuando sea funcionalmente aceptable. Estas características problemáticas pueden reducir la vida útil de la herramienta en un 60-80% en comparación con las alternativas optimizadas.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece