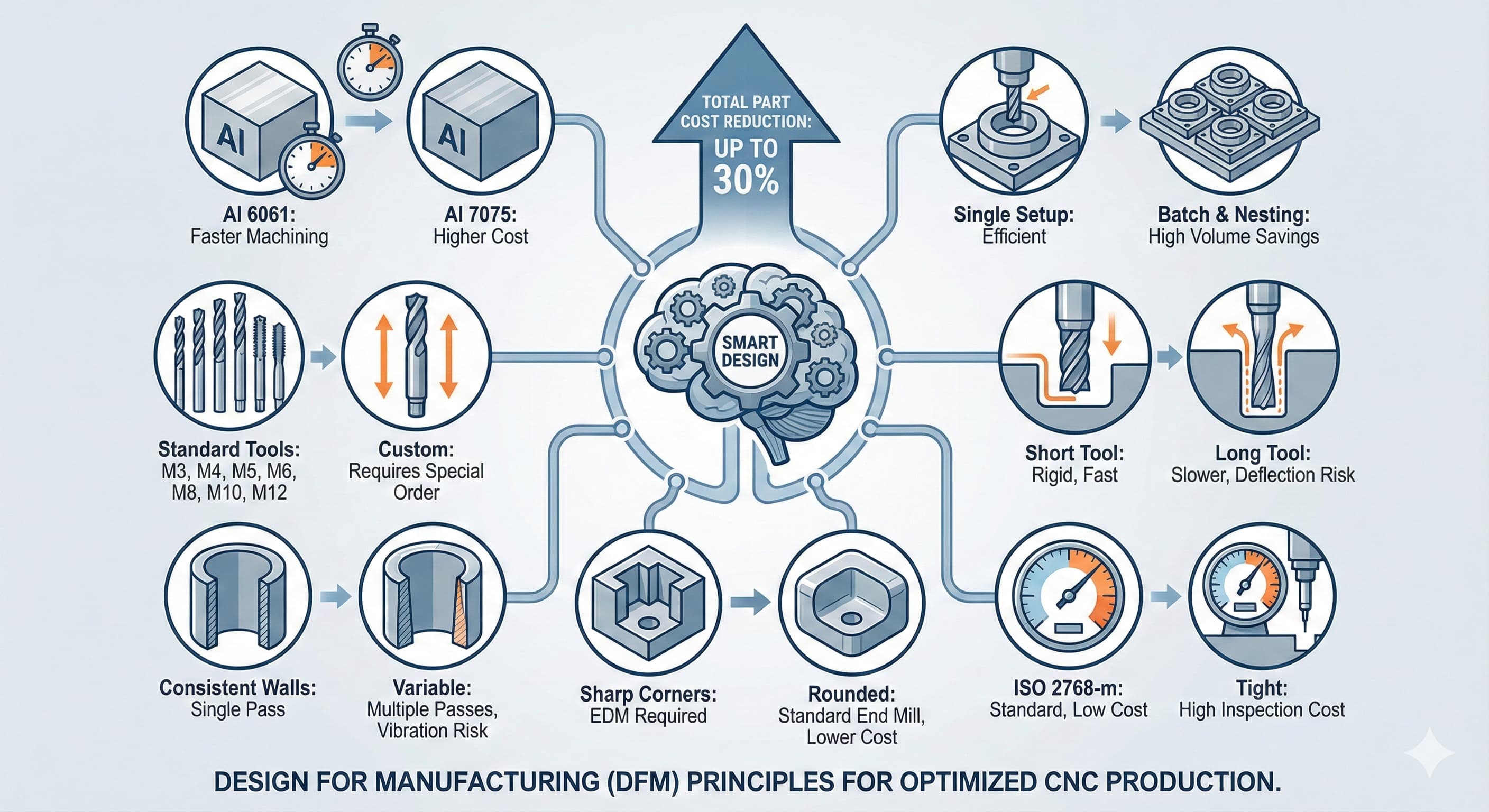
Factores que influyen en el costo del mecanizado CNC: 7 modificaciones de diseño para reducir el precio de las piezas en un 30%
La mayoría de los ingenieros se centran primero en la funcionalidad y luego en el costo, un error costoso cuando se trata del mecanizado CNC. Después de dos décadas de optimizar los procesos de fabricación en Microns Hub, he identificado patrones de diseño recurrentes que inflan los costos de las piezas en un 20-50% sin agregar valor significativo. La solución no son materiales más baratos o proveedores de menor calidad; son modificaciones de diseño inteligentes que funcionan con las capacidades CNC en lugar de en contra de ellas.
Puntos clave
- La accesibilidad a las herramientas estándar reduce el tiempo de mecanizado en un 40-60% en comparación con las geometrías complejas que requieren cortadores especializados
- La selección de materiales más allá del tipo de aleación, considerando las clasificaciones de maquinabilidad y la disponibilidad de stock, impacta el costo total más que el precio de la materia prima
- La consolidación de características a través de los principios de diseño para la fabricación (DFM) puede eliminar por completo las operaciones secundarias
- Estrategia de especificación de tolerancia: aplicar tolerancias estrictas solo donde es funcionalmente crítico reduce significativamente el tiempo de inspección y las tasas de desecho
Comprensión de la estructura de costos de CNC: las variables ocultas
Los costos de mecanizado CNC se dividen en cinco categorías principales, pero la mayoría de los ingenieros solo consideran dos. Más allá de los costos obvios de material y tiempo de máquina, la complejidad de la configuración, los requisitos de herramientas y los protocolos de garantía de calidad a menudo representan el 40-70% del costo total de la pieza para la producción de volumen bajo a medio.
El tiempo de configuración se escala desproporcionadamente con la complejidad geométrica. Un simple bloque rectangular con orificios estándar se mecaniza en una configuración, mientras que una pieza que requiere múltiples orientaciones multiplica tanto el tiempo de configuración como los costos de los accesorios. Cada configuración adicional agrega de 15 a 45 minutos de tiempo sin corte, dependiendo de la complejidad de la pieza y los requisitos de fijación.
Los costos de herramientas se combinan cuando los diseños exigen cortadores especializados. Las fresas de extremo estándar en diámetros de 3 mm, 6 mm, 10 mm y 20 mm manejan el 85% de las operaciones de mecanizado de manera eficiente. Requerir una fresa de extremo de 2,3 mm para una profundidad de bolsillo específica duplica el costo de la herramienta y aumenta el tiempo de entrega para la adquisición de la herramienta.
| Componente de costo | Porcentaje típico | Factores primarios | Impacto en el diseño |
|---|---|---|---|
| Materia prima | 20-35% | Tipo de aleación, tamaño de stock, disponibilidad | Alto |
| Tiempo de máquina | 25-40% | Velocidad de corte, eficiencia de la trayectoria de la herramienta | Muy alto |
| Preparación y fijación | 15-25% | Número de configuraciones, complejidad de la fijación | Muy alto |
| Herramientas | 8-15% | Tipo de herramienta, frecuencia de reemplazo | Alto |
| Garantía de calidad | 5-12% | Requisitos de tolerancia, tiempo de inspección | Medio |
Los ingenieros suelen seleccionar los materiales basándose únicamente en las propiedades mecánicas, ignorando los factores de maquinabilidad que afectan drásticamente el costo de fabricación. El aluminio 6061-T6 y el 7075-T6 cumplen con los requisitos de resistencia para muchas aplicaciones aeroespaciales, pero el 6061-T6 se mecaniza un 40% más rápido debido a la formación superior de virutas y las menores tasas de desgaste de la herramienta.
Las clasificaciones de maquinabilidad cuantifican la eficiencia de corte en diferentes aleaciones. El American Iron and Steel Institute (AISI) califica los materiales en una escala donde el acero AISI 1212 equivale al 100%. El aluminio 6061-T6 tiene una clasificación de 90-95%, mientras que el 7075-T6 tiene una clasificación de 70-75%. Esta diferencia de 20 puntos se traduce directamente en variaciones en el tiempo de ciclo.
La disponibilidad de stock representa otro factor de costo oculto. Especificar una placa de 25,4 mm de espesor cuando el stock estándar viene en tamaños de 25 mm o 30 mm agrega desperdicio de material y posibles retrasos en el abastecimiento. Los proveedores europeos suelen tener dimensiones métricas en stock: espesores de 10 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm para placas de aluminio.
| Material | Clasificación de maquinabilidad | Velocidad de corte (m/min) | Factor de vida útil de la herramienta | Costo relativo/hora |
|---|---|---|---|---|
| Al 6061-T6 | 90-95 | 300-500 | 1.0 | 1.0 |
| Al 7075-T6 | 70-75 | 200-350 | 0.7 | 1.4 |
| Acero inoxidable 316L | 45-50 | 120-180 | 0.4 | 2.5 |
| Titanio Ti-6Al-4V | 20-25 | 60-120 | 0.2 | 4.8 |
Los diámetros de orificios personalizados fuerzan los cambios de herramienta y reducen los parámetros de corte. Los tamaños de brocas estándar en progresión métrica (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm) funcionan a avances y velocidades óptimos, mientras que un orificio de 4,3 mm requiere taladrar por debajo del tamaño y escariar o ejecutar una broca estándar con parámetros reducidos.
Las especificaciones de roscas siguen una lógica similar. Las roscas métricas ISO (M3, M4, M5, M6, M8, M10, M12) utilizan tamaños de machos estándar y parámetros de corte probados. Las roscas personalizadas requieren machos especiales, tiempos de ciclo más largos y un mayor riesgo de desecho debido al potencial de rotura del macho.
Las relaciones de profundidad a diámetro del orificio impactan significativamente la eficiencia de la perforación y la vida útil de la herramienta. Mantener relaciones por debajo de 3:1 para brocas helicoidales estándar y 5:1 para brocas especializadas para orificios profundos optimiza la evacuación de virutas y previene el endurecimiento por trabajo. Un orificio de 6 mm de diámetro debe extenderse un máximo de 18 mm de profundidad utilizando herramientas estándar.
Las operaciones de avellanado y avellanado agregan complejidad cuando las dimensiones no se alinean con los requisitos estándar de los sujetadores. Los tornillos de cabeza hueca ISO 4762 definen diámetros y profundidades de avellanado específicos. Los tornillos M6 requieren avellanados de 10 mm de diámetro con una profundidad de 6 mm; desviarse de estos estándares aumenta el tiempo de mecanizado sin ningún beneficio funcional.
Modificación de diseño n.º 3: implemente una estrategia de espesor de pared consistente
El espesor de pared variable exige múltiples pasadas de corte con diferentes herramientas, mientras que el espesor consistente permite operaciones de una sola pasada con parámetros de corte optimizados. Las paredes delgadas por debajo de 1,5 mm de espesor en aluminio o 2 mm en acero introducen desafíos de vibración que requieren velocidades de corte reducidas y sujeción especializada.
Las operaciones de bolsillo se benefician significativamente de un espesor de piso consistente. El software de programación optimiza las trayectorias de la herramienta cuando la eliminación de material permanece uniforme durante toda la operación de corte. Los bolsillos de profundidad variable requieren múltiples pasadas de desbaste y aumentan el tiempo de ciclo proporcionalmente.
Los ángulos de desmoldeo eliminan las operaciones de mecanizado secundarias para las piezas que requieren procesos de ensamblaje o recubrimiento posteriores al mecanizado. La incorporación de ángulos de desmoldeo de 0,5 a 2,0 grados en las paredes verticales simplifica la extracción de piezas de los accesorios y reduce la formación de rebabas durante las operaciones de corte.
Para obtener resultados de alta precisión, cargue sus archivos CAD en el motor de cotización instantánea de Microns Hub.
Modificación de diseño n.º 4: minimice la complejidad de las características mediante la optimización geométrica
Las características geométricas complejas aumentan exponencialmente el tiempo de programación y la complejidad del cálculo de la trayectoria de la herramienta. Las esquinas internas afiladas requieren acabado EDM o múltiples pasadas de herramienta con fresas de extremo progresivamente más pequeñas. Especificar esquinas con un radio de 0,5 mm en lugar de esquinas afiladas elimina las operaciones secundarias al tiempo que mantiene el rendimiento funcional para la mayoría de las aplicaciones.
Los cortes inferiores y los ángulos de desmoldeo inversos fuerzan configuraciones adicionales o herramientas especializadas. Las capacidades de mecanizado de cinco ejes manejan algunas geometrías complejas en configuraciones únicas, pero la complejidad de la programación y el tiempo de configuración a menudo exceden los ahorros de costos de la manipulación reducida. La eliminación de cortes inferiores a través de la revisión del diseño generalmente reduce el costo total al tiempo que mejora la resistencia de la pieza a través de una mejor distribución de la tensión.
Los requisitos de acabado superficial impulsan la selección de parámetros de corte y las estrategias de pasada final. El acabado superficial Ra 1,6 μm se logra a través de parámetros de mecanizado estándar, mientras que Ra 0,8 μm requiere pasadas de acabado adicionales a velocidades de avance reducidas. Los acabados de espejo por debajo de Ra 0,4 μm exigen operaciones de pulido secundarias que agregan un costo y un tiempo de entrega significativos.
| Tipo de Característica | Enfoque Estándar | Multiplicador de Tiempo | Impacto en el Costo | Alternativa DFM |
|---|---|---|---|---|
| Esquina Interna Afilada | Múltiples pasadas de herramienta + EDM | 3.5x | +250% | Esquina con radio de 0.5mm |
| Ranura Estrecha Profunda | Corte por inmersión + fresado lateral | 2.8x | +180% | Ranura más ancha o agujero pasante |
| Socavado Complejo | 5 ejes o múltiples configuraciones | 4.2x | +320% | Eliminar o simplificar la geometría |
| Pared Muy Delgada (<1mm) | Cortes ligeros, fijaciones especiales | 2.2x | +120% | Aumentar a 1.5mm mínimo |
La especificación de tolerancia representa el factor de inflación de costos más común en el mecanizado de precisión. Las tolerancias generales ISO 2768 manejan la mayoría de los requisitos funcionales sin indicaciones específicas. El grado medio (ISO 2768-m) proporciona ±0,1 mm para dimensiones de hasta 30 mm, ±0,15 mm para dimensiones de 30-120 mm y ±0,2 mm para dimensiones de 120-400 mm.
Las tolerancias críticas que requieren el control estadístico de procesos (SPC) agregan tiempo de inspección y posibles costos de reelaboración. Cada dimensión que requiere la verificación de la máquina de medición de coordenadas (CMM) agrega de 2 a 5 minutos de tiempo de inspección más los requisitos de documentación. Limitar las tolerancias estrictas a las características funcionalmente críticas reduce significativamente los gastos generales de garantía de calidad.
La aplicación de dimensionamiento y tolerancia geométricos (GD&T) siguiendo los estándares ASME Y14.5 comunica la intención del diseño de manera más efectiva que la tolerancia tradicional de más/menos. Sin embargo, los esquemas GD&T complejos que requieren equipos de inspección especializados aumentan el costo sin el beneficio funcional correspondiente en muchas aplicaciones.
Las tolerancias de posición para los patrones de orificios demuestran este principio claramente. Una tolerancia de posición de ±0,05 mm en un círculo de pernos requiere la inspección de CMM, mientras que una tolerancia de ±0,1 mm permite la verificación del medidor pasa/no pasa a un tercio del costo de inspección.
Modificación de diseño n.º 6: optimice el acceso al mecanizado y el espacio libre de la herramienta
Las limitaciones de acceso a la herramienta fuerzan herramientas más largas con rigidez reducida, lo que aumenta la vibración y limita los parámetros de corte. Las relaciones estándar de longitud a diámetro de la fresa de extremo de 3:1 o 4:1 proporcionan una rigidez óptima para la mayoría de las aplicaciones. Requerir relaciones de 6:1 o superiores reduce las velocidades de corte en un 30-50% y aumenta el riesgo de deflexión de la herramienta.
Los requisitos de espacio libre alrededor de las características mecanizadas permiten una selección de herramientas más grandes y rígidas. Una fresa de extremo de 20 mm elimina material 4 veces más rápido que una fresa de extremo de 10 mm cuando existe suficiente espacio libre. Las operaciones de bolsillo se benefician particularmente de radios de esquina generosos que coinciden con los tamaños de herramienta disponibles.
La integración del diseño de la fijación durante la fase de diseño de la pieza elimina los problemas de interferencia y reduce la complejidad de la configuración. El espaciamiento estándar de las mordazas de la prensa, las dimensiones de la mesa giratoria y las restricciones de sujeción deben influir en las decisiones de diseño al principio del proceso de desarrollo en lugar de forzar soluciones de fijación personalizadas costosas.
La accesibilidad de la programación afecta tanto el tiempo de programación inicial como la eficiencia de la modificación futura. Las características ubicadas en áreas de difícil acceso requieren parámetros de corte conservadores y una verificación exhaustiva de la trayectoria de la herramienta, lo que aumenta tanto el tiempo de programación como el tiempo de ciclo.
Modificación de diseño n.º 7: procesamiento por lotes y consolidación de características
La consolidación de características reduce los cambios de herramienta y optimiza las secuencias de corte. Agrupar todas las operaciones de perforación permite una configuración de herramienta única con parámetros optimizados en múltiples tamaños de orificio. Las operaciones de bolsillo secuenciales con profundidades consistentes agilizan las pasadas de desbaste y acabado.
La eliminación de operaciones secundarias a través de la optimización de la configuración primaria representa una importante oportunidad de reducción de costos. Las piezas que requieren operaciones de perforación, roscado y avellanado se completan de manera eficiente cuando las ubicaciones de los orificios se adaptan a la accesibilidad de una sola configuración. Las piezas complejas que requieren operaciones de volteo o múltiples configuraciones de sujeción multiplican el tiempo de manipulación e introducen desafíos de precisión posicional.
Las consideraciones de diseño amigables para lotes permiten un escalado de producción eficiente. Las piezas diseñadas para una fijación simple y requisitos de herramientas consistentes se procesan de manera eficiente en cantidades desde el prototipo hasta los volúmenes de producción. Nuestros servicios de fabricación optimizan los procedimientos de configuración para métodos de producción apropiados para el volumen.
La optimización de la utilización de materiales a través de geometrías amigables para el anidamiento reduce el desperdicio de materia prima y permite una programación eficiente para configuraciones de múltiples piezas. Los perfiles de contorno rectangulares o circulares se anidan de manera más eficiente que los perfiles externos complejos que requieren piezas de stock individuales.
| Estrategia de Diseño | Ahorro de Tiempo | Reducción de Costos | Impacto en la Calidad | Dificultad de Implementación |
|---|---|---|---|---|
| Tamaños de Herramientas Estándar | 20-35% | 15-28% | Mejorado | Baja |
| Espesor de Pared Constante | 15-25% | 12-20% | Neutral | Media |
| Tolerancias Simplificadas | 5-15% | 8-18% | Neutral | Baja |
| Consolidación de Características | 25-40% | 20-35% | Mejorado | Alta |
| Optimización de Materiales | 10-20% | 15-25% | Mejorado | Media |
La implementación de estas estrategias de reducción de costos requiere la integración sistemática de la revisión del diseño en los procesos de desarrollo existentes. La revisión DFM en la etapa inicial identifica oportunidades de optimización antes de la congelación del diseño, cuando las modificaciones siguen siendo relativamente simples y económicas.
El análisis del modelo CAD utilizando software de simulación de fabricación predice las secuencias de mecanizado e identifica posibles problemas antes de la producción física. Las herramientas de software como CAMWorks, Mastercam o Fusion 360 proporcionan estimaciones realistas del tiempo de ciclo y resaltan las características problemáticas que requieren atención al diseño.
La colaboración interfuncional entre los ingenieros de diseño y los ingenieros de fabricación garantiza un equilibrio óptimo entre los requisitos funcionales y la eficiencia de la producción. Las revisiones de diseño periódicas que incluyen la entrada de fabricación previenen ciclos de rediseño costosos y aceleran los objetivos de tiempo de comercialización.
Los estándares de documentación que incorporan las pautas de DFM permiten una aplicación consistente en múltiples proyectos y miembros del equipo. Las reglas de diseño estandarizadas, las especificaciones de materiales preferidas y los esquemas de tolerancia aprobados reducen la variación del diseño y permiten una cotización y planificación de la producción más eficientes.
Medición del éxito de la reducción de costos
La cuantificación de los logros de reducción de costos requiere el establecimiento de una línea de base y el seguimiento sistemático en múltiples componentes de costos. El costo total de la pieza incluye el material, el tiempo de mecanizado, el tiempo de configuración, el consumo de herramientas y los gastos generales de garantía de calidad, cada uno de los cuales responde de manera diferente a modificaciones de diseño específicas.
La medición de la reducción del tiempo de ciclo proporciona el indicador de eficiencia de fabricación más directo. La comparación del tiempo de mecanizado real antes y después de la optimización del diseño cuantifica la magnitud de la mejora y valida las predicciones teóricas del software de simulación.
Las métricas de calidad, incluidas las tasas de rendimiento de primera pasada y los porcentajes de desecho, indican mejoras en la robustez del diseño más allá de la simple reducción de costos. Los diseños simplificados suelen demostrar una mejor capacidad de fabricación a través de una variación reducida y mayores índices de capacidad del proceso.
El seguimiento de costos a largo plazo revela la eficacia de la estrategia de optimización en los volúmenes de producción y los períodos de tiempo. Las reducciones iniciales en la complejidad de la configuración se multiplican en mayores cantidades de producción, mientras que la optimización del material proporciona beneficios consistentes independientemente de los niveles de volumen.
Preguntas frecuentes
¿Cuál es el cambio de diseño único más eficaz para reducir los costos de mecanizado CNC?
La estandarización de los tamaños de orificios y las especificaciones de roscas generalmente proporciona una reducción de costos del 15-25% con un impacto mínimo en el diseño. El uso de tamaños de brocas métricas estándar (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm) y roscas métricas ISO elimina los requisitos de herramientas especiales y permite parámetros de corte óptimos durante toda la producción.
¿Cómo afectan las especificaciones de tolerancia al costo total de la pieza?
Las tolerancias estrictas por debajo de ±0,05 mm pueden aumentar el costo de la pieza en un 30-80% a través de requisitos de inspección adicionales y posibles reelaboraciones. La aplicación de tolerancias generales ISO 2768 para dimensiones no críticas y la reserva de tolerancias estrictas solo para características funcionalmente críticas optimiza el equilibrio costo-rendimiento de manera efectiva.
¿Qué materiales ofrecen la mejor relación maquinabilidad-rendimiento para la optimización de costos?
El aluminio 6061-T6 proporciona una excelente maquinabilidad (clasificación de 90-95) con buenas propiedades de resistencia para la mayoría de las aplicaciones. Para los componentes de acero, los grados 1018 o 12L14 ofrecen una maquinabilidad superior en comparación con las aleaciones inoxidables, manteniendo una resistencia adecuada para muchas aplicaciones estructurales.
¿Cómo afecta la complejidad de las características al tiempo y al costo del mecanizado?
Las características complejas que requieren herramientas especializadas o múltiples configuraciones pueden aumentar el costo de la pieza en un 200-400%. Las esquinas internas afiladas, las ranuras estrechas profundas y los cortes inferiores complejos impactan particularmente el costo a través del tiempo de programación extendido, los requisitos de herramientas especializadas y los parámetros de corte reducidos.
¿Qué pautas de espesor de pared minimizan los costos de mecanizado al tiempo que mantienen la integridad estructural?
Mantener un espesor de pared mínimo de 1,5 mm para aluminio y 2,0 mm para acero elimina los problemas de vibración y permite parámetros de corte estándar. Un espesor de pared consistente en toda la pieza permite operaciones de una sola pasada y una programación optimizada de la trayectoria de la herramienta.
¿Cómo afectan los requisitos de configuración a los costos de producción de lotes pequeños?
Cada configuración adicional agrega de 15 a 45 minutos de tiempo sin corte, lo que impacta significativamente la economía de lotes pequeños. El diseño de piezas para el mecanizado de una sola configuración puede reducir el tiempo total de producción en un 40-60% para cantidades inferiores a 50 piezas, lo que hace que la creación de prototipos y la producción de bajo volumen sean más rentables.
¿Cuál es la relación entre los requisitos de acabado superficial y el costo del mecanizado?
Los requisitos de acabado superficial por debajo de Ra 1,6 μm aumentan el tiempo de mecanizado exponencialmente. Ra 0,8 μm requiere un 40-60% de tiempo de acabado adicional, mientras que Ra 0,4 μm exige operaciones de pulido secundarias que agregan una prima de costo del 150-300% sobre los acabados mecanizados estándar.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece