Mecanizado de estrías: Tallado con fresa madre vs. Electroerosión por hilo para engranajes de precisión
Seleccionar el proceso de fabricación óptimo para el mecanizado de estrías impacta directamente en la precisión del engranaje, los costos de producción y los plazos de entrega. La elección entre el tallado con fresa madre y la electroerosión por hilo determina fundamentalmente la precisión dimensional, la calidad del acabado superficial y la eficiencia general de fabricación de su componente.
Ambos procesos desempeñan funciones distintas en la fabricación de engranajes de precisión, pero sus aplicaciones, capacidades y estructuras de costos difieren significativamente. Comprender estas diferencias permite tomar decisiones informadas para los requisitos específicos de su proyecto.
Puntos clave
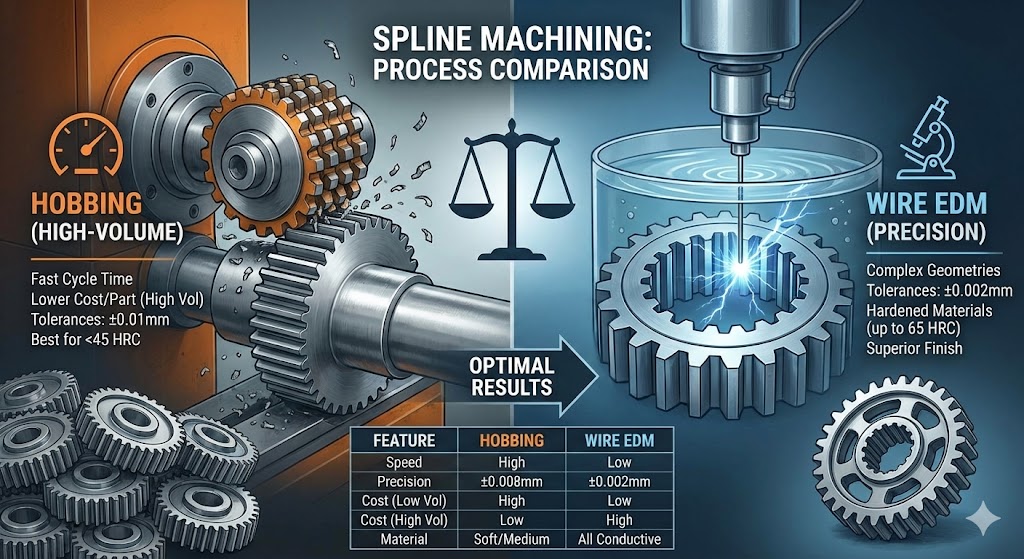
- El tallado con fresa madre destaca en la producción de gran volumen con tiempos de ciclo más rápidos y costos por pieza más bajos para perfiles de estrías estándar
- La electroerosión por hilo ofrece una precisión superior (tolerancia de ±0,002 mm) y maneja geometrías complejas que el tallado con fresa madre no puede lograr
- La dureza del material superior a 45 HRC generalmente requiere electroerosión por hilo, mientras que los materiales más blandos se benefician de la eficiencia del tallado con fresa madre
- El cruce de costos ocurre alrededor de 500-1000 piezas, dependiendo de la complejidad y las especificaciones del material
Comprensión de los fundamentos del mecanizado de estrías
El mecanizado de estrías crea perfiles de dientes precisos que transmiten el par entre ejes giratorios. Estos componentes exigen una precisión excepcional en la geometría de los dientes, el espaciamiento y el acabado superficial para garantizar un engrane y una distribución de carga adecuados.
El proceso de fabricación debe mantener tolerancias estrictas en múltiples dimensiones: grosor del diente, diámetro de la raíz, diámetro mayor y precisión del paso. Las desviaciones en cualquier parámetro afectan directamente el rendimiento del engranaje, los niveles de ruido y la vida útil.
Las aplicaciones modernas de estrías abarcan transmisiones automotrices, actuadores aeroespaciales y maquinaria industrial donde los requisitos de precisión a menudo exceden ±0,01 mm en dimensiones críticas. Cumplir con estas especificaciones requiere una selección cuidadosa del proceso basada en las propiedades del material, el volumen de producción y la complejidad geométrica.
Análisis del proceso de tallado con fresa madre
El tallado con fresa madre representa un proceso de generación continua donde una herramienta de corte helicoidal elimina progresivamente el material para formar los dientes de la estría. La fresa madre gira en movimiento sincronizado con la pieza de trabajo, creando perfiles de dientes precisos a través de movimientos de avance coordinados.
Este proceso destaca en la producción de perfiles de estrías evolventes con una geometría de dientes consistente en todo el ancho de la cara. La acción de corte continua genera acabados superficiales lisos que normalmente oscilan entre Ra 1,6 y Ra 3,2 μm, dependiendo de los parámetros de corte y el estado de la herramienta.
Las tasas de eliminación de material en el tallado con fresa madre superan significativamente las de la electroerosión por hilo, con velocidades de corte típicas que alcanzan los 200-400 m/min para componentes de acero. Esta ventaja de productividad se vuelve crucial para la producción de gran volumen donde el tiempo de ciclo impacta directamente en los costos de fabricación.
El tallado con fresa madre se adapta a varios tipos de estrías, incluidos los perfiles evolventes, de lados rectos y dentados. Sin embargo, el proceso requiere herramientas especializadas para cada especificación de estría, con costos de fresa madre que oscilan entre 2.500 y 15.000 euros, dependiendo del tamaño del módulo y la clase de precisión.
Las limitaciones del proceso incluyen la capacidad restringida para mecanizar estrías internas con diámetros pequeños, los desafíos con materiales endurecidos por encima de 45 HRC y las limitaciones geométricas impuestas por la accesibilidad de la herramienta. Estos factores deben considerarse durante las fases de diseño y planificación del proceso.
Características del proceso de electroerosión por hilo
El mecanizado por descarga eléctrica por hilo utiliza chispas eléctricas controladas para erosionar el material a lo largo de una trayectoria programada. Un electrodo de hilo en movimiento continuo, típicamente de 0,15 a 0,25 mm de diámetro, crea cortes precisos a través de materiales eléctricamente conductores, independientemente de su dureza.
El proceso logra una precisión dimensional excepcional con tolerancias que alcanzan ±0,002 mm en dimensiones críticas. Este nivel de precisión resulta esencial para aplicaciones aeroespaciales y sistemas de engranajes de alto rendimiento donde los procesos de fabricación estándar no pueden cumplir con los requisitos.
La electroerosión por hilo maneja geometrías de estrías complejas, incluidos perfiles interrumpidos, formas de dientes asimétricas y características integradas imposibles de mecanizar mediante métodos convencionales. La flexibilidad del proceso se extiende a materiales endurecidos de hasta 65 HRC sin comprometer la precisión ni el acabado superficial.
La calidad del acabado superficial en la electroerosión por hilo varía de Ra 0,8 a Ra 2,5 μm, dependiendo de los parámetros de corte y los pases de acabado. Múltiples pases de corte permiten la optimización entre la velocidad de corte y la calidad de la superficie, con cortes en bruto que eliminan el material a granel y pases de acabado que logran las dimensiones finales.
El proceso opera a través de nuestros servicios de mecanizado CNC de precisión con capacidades avanzadas de electroerosión por hilo, lo que permite geometrías complejas y tolerancias ajustadas que el mecanizado tradicional no puede lograr.
Las velocidades de corte en la electroerosión por hilo varían significativamente con el grosor del material y el acabado superficial requerido. Las tasas típicas oscilan entre 20 y 200 mm²/min, considerablemente más lentas que el tallado con fresa madre, pero compensadas por una precisión superior y flexibilidad geométrica.
Comparación de precisión y tolerancia
La precisión dimensional representa un diferenciador crítico entre los procesos de tallado con fresa madre y electroerosión por hilo. Comprender las tolerancias alcanzables guía la selección del proceso apropiado para aplicaciones específicas.
| Parámetro de Tolerancia | Tallado con fresa madre | Electroerosión por hilo | Impacto en la Aplicación |
|---|---|---|---|
| Precisión del Paso | ±0.008 mm | ±0.002 mm | Crítico para un engranaje suave |
| Grosor del Diente | ±0.01 mm | ±0.003 mm | Afecta el control del juego |
| Radio de Raíz | ±0.02 mm | ±0.005 mm | Impacta la concentración de tensión |
| Acabado Superficial (Ra) | 1.6-3.2 μm | 0.8-2.5 μm | Influye en la resistencia al desgaste |
| Concentricidad | ±0.01 mm | ±0.005 mm | Crítico para el equilibrio |
Estas capacidades de tolerancia influyen directamente en el rendimiento de los componentes en aplicaciones exigentes. Las cajas de engranajes aeroespaciales normalmente requieren precisión de electroerosión por hilo, mientras que las aplicaciones automotrices a menudo aceptan tolerancias de tallado con fresa madre con márgenes de diseño apropiados.
La repetibilidad entre piezas representa otro factor crucial. El tallado con fresa madre mantiene resultados consistentes dentro de ±0,005 mm en las series de producción cuando se mantiene adecuadamente. La electroerosión por hilo logra una repetibilidad superior a ±0,002 mm, esencial para componentes intercambiables.
Los efectos de la temperatura durante el mecanizado pueden afectar las dimensiones finales. El tallado con fresa madre genera un calor significativo que requiere una gestión cuidadosa del refrigerante para evitar la distorsión térmica. La electroerosión por hilo funciona a temperaturas más bajas, lo que minimiza los efectos térmicos en la precisión dimensional.
Compatibilidad de materiales y limitaciones
Las propiedades del material influyen significativamente en la selección del proceso para el mecanizado de estrías. Cada método exhibe ventajas y limitaciones específicas basadas en las características del material.
El tallado con fresa madre funciona de manera óptima en materiales con una dureza inferior a 45 HRC. Las aplicaciones comunes incluyen acero AISI 4140 (28-35 HRC), acero de cementación AISI 8620 y varias aleaciones de aluminio. El proceso tiene dificultades con los aceros endurecidos por encima de 50 HRC debido al desgaste excesivo de la herramienta y al mal acabado superficial.
La electroerosión por hilo se adapta a cualquier material eléctricamente conductor, independientemente de su dureza. Esta capacidad permite el mecanizado de aceros para herramientas a 60+ HRC, Inconel 718, aleaciones de titanio y aceros para rodamientos endurecidos. La limitación del proceso involucra materiales no conductores como cerámicas y ciertos plásticos.
| Tipo de material | Idoneidad para tallado con fresa madre | Idoneidad para electroerosión por hilo | Proceso preferido |
|---|---|---|---|
| Acero dulce (<35 HRC) | Excelente | Bueno | Tallado con fresa madre (ventaja de costo) |
| Acero medio (35-45 HRC) | Bueno | Excelente | Dependiente del volumen |
| Acero duro (>50 HRC) | Pobre | Excelente | Se requiere electroerosión por hilo |
| Aleaciones de aluminio | Excelente | Bueno | Tallado con fresa madre (productividad) |
| Aleaciones de titanio | Limitado | Excelente | Se prefiere electroerosión por hilo |
| Inconel/Superaleaciones | Muy limitado | Excelente | Solo electroerosión por hilo |
El grosor del material también influye en la selección del proceso. El tallado con fresa madre maneja varios anchos de cara de manera eficiente, mientras que la velocidad de corte de la electroerosión por hilo disminuye con el aumento del grosor. Las piezas que exceden los 100 mm de grosor pueden favorecer el tallado con fresa madre por razones de productividad.
Los patrones de tensión residual difieren entre los procesos. El tallado con fresa madre introduce tensiones de compresión beneficiosas para la resistencia a la fatiga, mientras que la electroerosión por hilo crea una tensión residual mínima, pero puede requerir tratamientos de alivio de tensión para aplicaciones críticas.
Análisis de costos y consideraciones económicas
Comprender la estructura de costos completa permite una selección precisa del proceso basada en la economía del proyecto en lugar de las impresiones iniciales.
El tallado con fresa madre requiere una inversión inicial significativa en herramientas con fresas madre que cuestan entre 2.500 y 15.000 euros, dependiendo de las especificaciones. Sin embargo, estas herramientas producen miles de piezas antes de ser reemplazadas, lo que reduce drásticamente los costos de herramientas por pieza en la producción de gran volumen.
La electroerosión por hilo elimina los costos de herramientas personalizadas, pero opera con tarifas por hora más altas debido a las velocidades de corte más lentas y los costos de hilo consumible. Las tarifas típicas de electroerosión por hilo oscilan entre 45 y 85 euros por hora, incluido el consumo de hilo y los gastos generales de la máquina.
Para resultados de alta precisión, reciba un presupuesto detallado en 24 horas de Microns Hub.
| Factor de Costo | Tallado con fresa madre | Electroerosión por hilo | Impacto del Volumen |
|---|---|---|---|
| Costo de Preparación | €800-€2,000 | €200-€500 | Favorece la electroerosión por hilo a bajo volumen |
| Costo de Herramientas | €2,500-€15,000 | €0 (solo consumibles) | Amortizado sobre la producción |
| Tarifa por Hora | €35-€55 | €45-€85 | Consistente en todos los volúmenes |
| Tiempo de Ciclo (por pieza) | 15-45 minutos | 2-8 horas | La ventaja del tallado con fresa madre se escala |
| Operaciones Secundarias | Desbarbado, inspección | Acabado mínimo | Se suma al costo del tallado con fresa madre |
El punto de cruce económico normalmente ocurre entre 500 y 1000 piezas para geometrías de estrías estándar. Los perfiles complejos o las tolerancias ajustadas pueden cambiar este equilibrio hacia la electroerosión por hilo incluso en volúmenes más altos.
Los costos relacionados con la calidad deben incluirse en el análisis económico. El tallado con fresa madre puede requerir medidas adicionales de control de calidad y posibles retrabajos, mientras que la precisión superior de la electroerosión por hilo a menudo elimina estas preocupaciones.
Las consideraciones de tiempo de entrega afectan los costos totales del proyecto. El tallado con fresa madre requiere la adquisición de la fresa madre con plazos de entrega de 8 a 12 semanas, mientras que la electroerosión por hilo puede comenzar de inmediato con electrodos de hilo estándar.
Acabado superficial y características de calidad
La calidad del acabado superficial impacta directamente en el rendimiento del engranaje, afectando la fricción, la resistencia al desgaste y la generación de ruido durante el funcionamiento.
El tallado con fresa madre produce marcas de avance características alineadas con la dirección de corte, creando texturas superficiales que pueden requerir operaciones de acabado adicionales para aplicaciones críticas. La rugosidad superficial normalmente oscila entre Ra 1,6 y Ra 3,2 μm, dependiendo de los parámetros de corte y el estado de la herramienta.
La electroerosión por hilo genera patrones superficiales distintivos a partir de la erosión por descarga eléctrica, creando cráteres microscópicos que pueden atrapar lubricantes de manera efectiva. El acabado superficial varía de Ra 0,8 a Ra 2,5 μm con la optimización adecuada de los parámetros.
La relación entre el acabado superficial y los parámetros de corte permite la optimización para requisitos específicos. En el tallado con fresa madre, las velocidades de corte más lentas y los avances más finos mejoran la calidad de la superficie, pero reducen la productividad. La electroerosión por hilo logra acabados superiores a través de múltiples pases de corte, con cortes en bruto seguidos de pases de acabado.
La integridad de la superficie se extiende más allá de la rugosidad para incluir los cambios metalúrgicos del proceso de fabricación. El tallado con fresa madre crea superficies endurecidas por trabajo beneficiosas para la resistencia al desgaste, mientras que la electroerosión por hilo produce capas refundidas delgadas que pueden requerir eliminación en aplicaciones críticas.
Los requisitos de desbarbado difieren significativamente entre los procesos. El tallado con fresa madre normalmente produce rebabas en los bordes de los dientes que requieren operaciones secundarias, mientras que la electroerosión por hilo crea rebabas mínimas debido al mecanismo de corte térmico.
Consideraciones de diseño y limitaciones geométricas
La geometría del componente influye significativamente en la selección del proceso de fabricación, y cada método exhibe capacidades y limitaciones específicas.
El tallado con fresa madre destaca en los perfiles de estrías evolventes estándar, pero enfrenta limitaciones con geometrías complejas o no estándar. El proceso requiere trayectorias de corte rectas sin interferencias geométricas, lo que limita la flexibilidad de diseño para características integradas.
Las estrías internas presentan desafíos particulares para el tallado con fresa madre, especialmente con diámetros pequeños donde la accesibilidad de la herramienta se vuelve problemática. El diámetro interno mínimo normalmente excede los 25 mm para operaciones prácticas de tallado con fresa madre, aunque las herramientas especializadas pueden extender esta capacidad.
La electroerosión por hilo maneja virtualmente cualquier perfil 2D que se pueda programar, incluidos dientes asimétricos, espaciamiento variable y chaveteros o ranuras integrados. Esta flexibilidad geométrica permite diseños complejos imposibles a través de métodos de mecanizado convencionales.
La capacidad de mecanizar geometrías complejas con socavaduras representa una ventaja significativa de la electroerosión por hilo, particularmente para aplicaciones aeroespaciales que requieren reducción de peso mediante la eliminación de material en áreas no críticas.
Las capacidades de conicidad difieren entre los procesos. El tallado con fresa madre produce dientes de lados paralelos, mientras que la electroerosión por hilo puede crear perfiles cónicos para aplicaciones especializadas como embragues cónicos o acoplamientos ajustables.
Las limitaciones de grosor de la pieza afectan la selección del proceso. El tallado con fresa madre maneja varios anchos de cara de manera eficiente, mientras que la velocidad de corte de la electroerosión por hilo disminuye con el grosor, lo que la hace menos económica para piezas que exceden los 150 mm de grosor.
Consideraciones de volumen de producción
El volumen de producción representa el factor principal que determina la viabilidad económica para cada proceso de fabricación.
La producción de bajo volumen (1-100 piezas) normalmente favorece la electroerosión por hilo debido a la eliminación de los costos de herramientas y la flexibilidad de configuración. La capacidad de modificar programas rápidamente se adapta a los cambios de diseño comunes en aplicaciones de prototipos y bajo volumen.
La producción de volumen medio (100-1000 piezas) requiere un análisis económico cuidadoso que considere los costos totales del proyecto, incluida la amortización de herramientas, los tiempos de ciclo y los requisitos de calidad. El punto de cruce varía con la complejidad de la pieza y los requisitos de tolerancia.
La producción de alto volumen (más de 1000 piezas) generalmente favorece el tallado con fresa madre cuando las restricciones geométricas lo permiten. La productividad superior y los costos por pieza más bajos compensan las inversiones iniciales en herramientas en grandes series de producción.
La optimización del tamaño del lote afecta a ambos procesos de manera diferente. El tallado con fresa madre se beneficia de las series de producción continuas que minimizan el impacto del tiempo de configuración, mientras que la electroerosión por hilo se adapta a lotes mixtos de manera eficiente debido a los rápidos cambios de programa.
La flexibilidad de la programación de la producción representa otra consideración. La electroerosión por hilo permite una respuesta rápida a los requisitos urgentes sin demoras en las herramientas, mientras que el tallado con fresa madre puede requerir una planificación anticipada para la adquisición y configuración de la herramienta.
Requisitos de control de calidad e inspección
Los procedimientos de verificación dimensional y control de calidad varían significativamente entre los procesos de tallado con fresa madre y electroerosión por hilo.
El tallado con fresa madre requiere una inspección exhaustiva debido a los posibles efectos del desgaste de la herramienta en la precisión dimensional. Los parámetros críticos incluyen la precisión del paso, el grosor del diente y la forma del perfil, que normalmente se miden utilizando sistemas de inspección de engranajes con una resolución de ±0,001 mm.
El control de proceso superior de la electroerosión por hilo a menudo reduce los requisitos de inspección, aunque la verificación sigue siendo esencial para las dimensiones críticas. La estabilidad del proceso permite el control estadístico del proceso con tamaños de muestra más pequeños en comparación con el tallado con fresa madre.
Los requisitos del equipo de inspección difieren entre los procesos. El tallado con fresa madre puede requerir sistemas de medición de engranajes especializados, mientras que las piezas de electroerosión por hilo a menudo utilizan máquinas de medición de coordenadas estándar para la verificación dimensional.
Los estudios de capacidad del proceso demuestran características distintas para cada método. El tallado con fresa madre exhibe valores de Cpk de 1,33 a 1,67 para tolerancias estándar, mientras que la electroerosión por hilo logra valores de Cpk superiores a 2,0 para dimensiones comparables.
Los requisitos de trazabilidad en aplicaciones aeroespaciales y médicas favorecen el control de proceso digital de la electroerosión por hilo y las capacidades de documentación automatizada en comparación con los procedimientos de configuración manual del tallado con fresa madre.
Aplicaciones avanzadas y tendencias futuras
Las aplicaciones emergentes continúan superando los límites de la precisión y la complejidad del mecanizado de estrías.
Las micro-estrías para instrumentos de precisión requieren capacidades de electroerosión por hilo debido a las limitaciones de escala en el tallado con fresa madre. Los componentes con módulos de dientes inferiores a 0,5 mm normalmente exceden las capacidades de fabricación de herramientas de tallado con fresa madre.
Los enfoques de fabricación híbridos combinan ambos procesos para obtener resultados óptimos. El tallado en bruto con fresa madre seguido del acabado con electroerosión por hilo permite una alta productividad con una precisión superior, aunque esto aumenta la complejidad y el costo.
La integración de la fabricación aditiva crea oportunidades para geometrías de estrías internas complejas imposibles a través de métodos tradicionales. La electroerosión por hilo permite el acabado de componentes impresos en 3D con tolerancias de precisión.
Las implementaciones de la Industria 4.0 afectan a ambos procesos a través de sistemas de monitoreo y control mejorados. Los algoritmos de mantenimiento predictivo optimizan la vida útil de la herramienta en el tallado con fresa madre, mientras que el monitoreo del proceso en tiempo real mejora la consistencia de la electroerosión por hilo.
Al realizar un pedido a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas del mercado. Nuestra experiencia técnica y enfoque de servicio personalizado significa que cada proyecto recibe la atención especializada requerida para obtener resultados óptimos, ya sea a través de procesos de tallado con fresa madre o electroerosión por hilo.
Las consideraciones ambientales influyen cada vez más en la selección del proceso. La reducción de la generación de residuos y la eliminación de fluidos de corte de la electroerosión por hilo atraen a los fabricantes con conciencia ambiental, mientras que la mayor productividad del tallado con fresa madre reduce el consumo general de energía por pieza.
Pautas para la selección del proceso
Los criterios de evaluación sistemática permiten una selección óptima del proceso basada en los requisitos específicos del proyecto.
Los factores de selección primarios incluyen el volumen de producción, los requisitos de tolerancia, las propiedades del material y la complejidad geométrica. Estos parámetros interactúan para determinar el enfoque de fabricación más económico.
Las matrices de decisión ayudan a cuantificar los criterios de selección ponderando los factores de acuerdo con las prioridades del proyecto. Los proyectos sensibles a los costos enfatizan los factores económicos, mientras que las aplicaciones críticas priorizan la precisión y la confiabilidad.
El desarrollo de prototipos a menudo comienza con la electroerosión por hilo para la verificación del diseño antes de la transición al tallado con fresa madre para los volúmenes de producción. Este enfoque valida los diseños al tiempo que mantiene la viabilidad económica para la fabricación a gran escala.
La evaluación de riesgos considera factores como la disponibilidad de herramientas, la capacidad del proceso y los programas de entrega. La electroerosión por hilo ofrece un menor riesgo técnico para geometrías complejas, mientras que el tallado con fresa madre proporciona soluciones establecidas para aplicaciones estándar.
Los cambios de diseño futuros afectan las decisiones de selección del proceso. La electroerosión por hilo se adapta a las modificaciones más fácilmente, mientras que el tallado con fresa madre requiere nuevas herramientas para cambios geométricos significativos.
La integración con nuestros servicios de fabricación garantiza una selección óptima del proceso basada en una evaluación integral de la capacidad y un análisis económico adaptado a sus requisitos específicos.
Preguntas frecuentes
¿Qué niveles de tolerancia se pueden lograr con el tallado con fresa madre frente a la electroerosión por hilo?
El tallado con fresa madre normalmente alcanza tolerancias de ±0,008 mm a ±0,01 mm en dimensiones críticas como el paso y el grosor del diente. La electroerosión por hilo ofrece una precisión superior con tolerancias que alcanzan ±0,002 mm a ±0,003 mm en los mismos parámetros. La elección depende de los requisitos de precisión de su aplicación y de si la precisión mejorada justifica el costo adicional.
¿Qué proceso es más rentable para volúmenes de producción medios?
Para volúmenes de producción entre 100 y 1000 piezas, la rentabilidad depende de la complejidad de la pieza y los requisitos de tolerancia. Los perfiles de estrías simples a menudo favorecen el tallado con fresa madre debido a los tiempos de ciclo más rápidos, mientras que las geometrías complejas o las tolerancias ajustadas pueden justificar los costos de la electroerosión por hilo. El punto de cruce normalmente ocurre alrededor de 500 piezas para geometrías estándar.
¿Pueden ambos procesos manejar componentes de acero endurecido?
La electroerosión por hilo destaca con aceros endurecidos de hasta 65 HRC sin comprometer la precisión ni requerir herramientas especializadas. El tallado con fresa madre se vuelve un desafío por encima de 45 HRC debido al desgaste excesivo de la herramienta y al mal acabado superficial. Para componentes endurecidos, la electroerosión por hilo representa la opción preferida independientemente del volumen de producción.
¿Cuáles son los plazos de entrega típicos para cada proceso?
La electroerosión por hilo puede comenzar de inmediato utilizando electrodos de hilo estándar, con plazos de entrega determinados principalmente por el tiempo de mecanizado y la posición en la cola. El tallado con fresa madre requiere la adquisición de herramientas personalizadas con plazos de entrega de 8 a 12 semanas para fresas madre especializadas, aunque las herramientas estándar pueden estar disponibles antes. Considere los plazos de entrega de las herramientas al planificar los programas de producción.
¿Cómo afectan los requisitos de acabado superficial a la selección del proceso?
La electroerosión por hilo produce acabados superficiales superiores que varían de Ra 0,8 a Ra 2,5 μm con operaciones secundarias mínimas requeridas. El tallado con fresa madre alcanza Ra 1,6 a Ra 3,2 μm, pero puede requerir un acabado adicional para aplicaciones críticas. Las aplicaciones que requieren una calidad de superficie excepcional normalmente favorecen la electroerosión por hilo a pesar de los costos más altos.
¿Qué limitaciones geométricas existen para cada proceso?
El tallado con fresa madre requiere trayectorias de corte rectas y tiene dificultades con las estrías internas por debajo de 25 mm de diámetro. La electroerosión por hilo maneja virtualmente cualquier perfil 2D, incluidas geometrías complejas, socavaduras y características internas ajustadas. Elija la electroerosión por hilo para perfiles no estándar o restricciones geométricas que excedan las capacidades de tallado con fresa madre.
¿Existen restricciones de material para cualquiera de los procesos?
El tallado con fresa madre funciona de manera óptima en materiales por debajo de 45 HRC, incluidos aceros comunes y aleaciones de aluminio. La electroerosión por hilo se adapta a cualquier material eléctricamente conductor, independientemente de su dureza, incluidas aleaciones exóticas y aceros endurecidos. Los materiales no conductores como las cerámicas requieren métodos de fabricación alternativos.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece