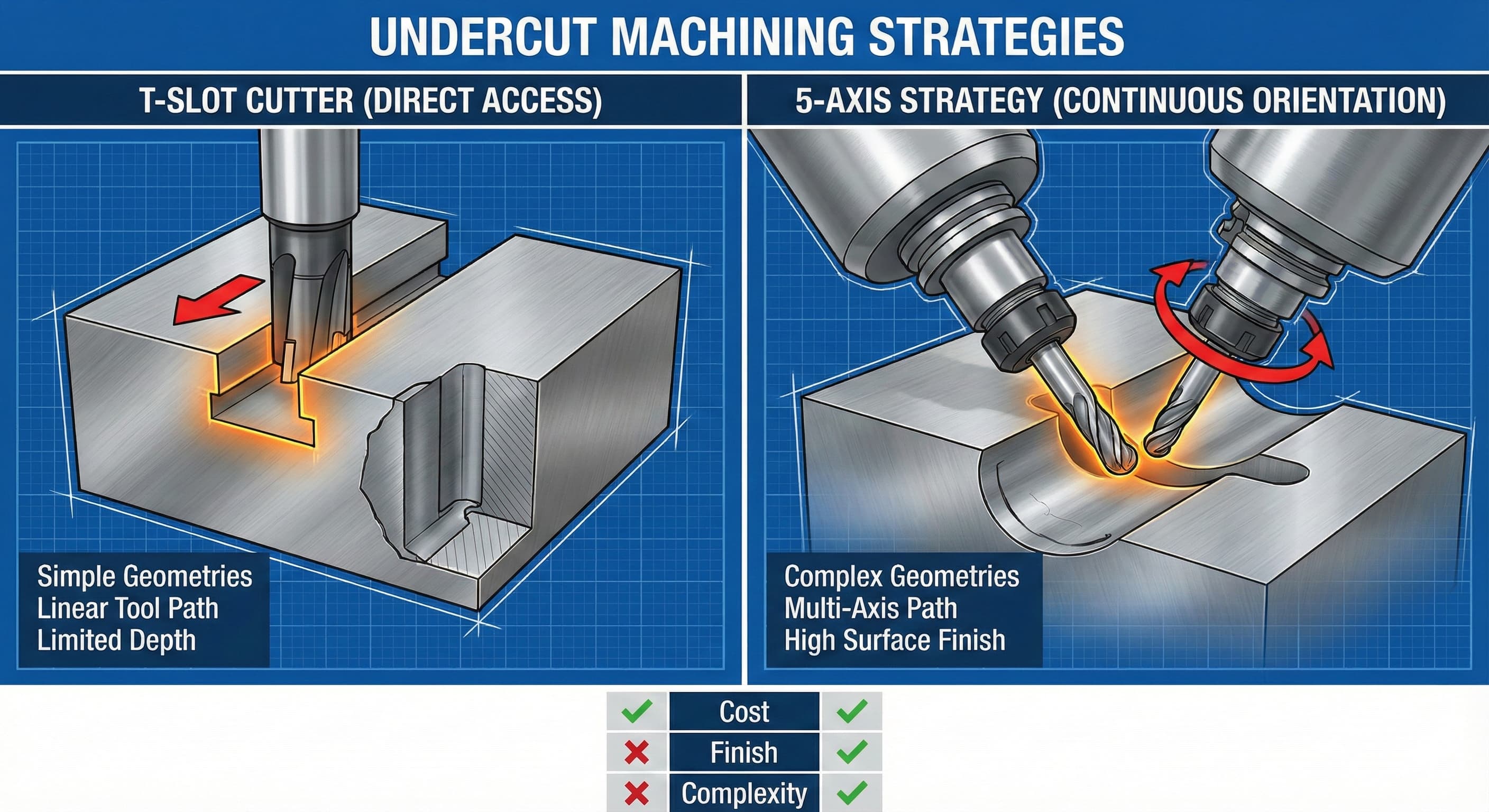
Entalladuras en el mecanizado CNC: Fresas de ranura en T frente a estrategias de 5 ejes
El mecanizado de entalladuras presenta uno de los problemas de geometría más desafiantes en la fabricación de precisión. Estas características, definidas como superficies a las que no se puede acceder con una herramienta de corte que se mueve a lo largo de un solo eje, requieren estrategias especializadas que impactan directamente en los tiempos de ciclo, los costos de las herramientas y la viabilidad general del proyecto.
Puntos clave:
- Las fresas de ranura en T son excelentes para entalladuras simples, pero están limitadas a geometrías y profundidades específicas de hasta 15-20 mm.
- El mecanizado simultáneo de 5 ejes permite perfiles de entalladura complejos con un acabado superficial superior (Ra 0,8-1,6 μm).
- Los enfoques híbridos que combinan ambos métodos pueden reducir los tiempos de ciclo entre un 25 y un 40 % para componentes complejos.
- La selección del material y la rigidez de la pieza de trabajo determinan la estrategia óptima de mecanizado de entalladuras.
Comprensión de las clasificaciones de geometría de entalladuras
Las entalladuras en el mecanizado CNC se dividen en tres categorías principales: entalladuras lineales simples, entalladuras curvas complejas y entalladuras compuestas multidireccionales. Cada clasificación exige diferentes enfoques de herramientas y capacidades de la máquina.
Las entalladuras lineales simples, como las ranuras en T y los perfiles de cola de milano, presentan una geometría de línea recta accesible a través de fresas de extremo especializadas. Estas suelen oscilar entre 2 y 25 mm de profundidad con ángulos de pared entre 45 y 90 grados. La norma ISO 2768-m se aplica a las tolerancias generales, mientras que las características específicas pueden requerir controles más estrictos hasta ±0,05 mm.
Las entalladuras curvas complejas incluyen cavidades esféricas, superficies esculpidas debajo de voladizos y formas orgánicas que se encuentran en componentes aeroespaciales. Estas geometrías no se pueden mecanizar con estrategias convencionales de 3 ejes y requieren trayectorias de herramienta continuas de varios ejes para mantener una evacuación adecuada de las virutas y la calidad de la superficie.
Las entalladuras compuestas combinan múltiples direcciones y, a menudo, presentan profundidades variables dentro de una sola característica. Los implantes médicos, las palas de turbinas y los núcleos de moldes de inyección incorporan con frecuencia estas geometrías desafiantes que superan los límites tanto de las herramientas como de la capacidad de la máquina.
Fresas de ranura en T: herramientas especializadas para acceso directo
Las fresas de ranura en T representan el enfoque más directo para el mecanizado de entalladuras lineales. Estas herramientas cuentan con un vástago estrecho con un cabezal de corte agrandado, lo que permite el acceso a espacios confinados mientras se elimina material en áreas inalcanzables para las fresas de extremo convencionales.
Las fresas de ranura en T estándar varían de 6 a 50 mm de diámetro de cabezal, con diámetros de vástago que suelen ser del 30 al 50 % del tamaño del cabezal para proporcionar la rigidez necesaria. Los grados de carburo como K20-K30 ofrecen una resistencia óptima al desgaste para los componentes de acero, mientras que las herramientas con punta de PCD sobresalen en aleaciones de aluminio como 6061-T6 y 7075-T6.
Los parámetros de corte para las operaciones de ranura en T requieren una cuidadosa consideración de la deflexión y la vibración de la herramienta. Las velocidades de superficie recomendadas oscilan entre 80 y 150 m/min para el acero (dependiendo de la dureza), con velocidades de avance entre 0,1 y 0,3 mm por diente. La geometría extendida de la herramienta limita la profundidad de corte a 0,5-2,0 mm por pasada, lo que afecta significativamente los tiempos de ciclo para las entalladuras profundas.
| Tipo de herramienta | Profundidad máxima (mm) | Velocidad de superficie (m/min) | Velocidad de avance (mm/diente) | Costo típico (€) |
|---|---|---|---|---|
| Cortador de ranura en T HSS | 15 | 60-80 | 0.05-0.15 | 45-85 |
| Cortador de ranura en T de carburo | 25 | 120-180 | 0.15-0.25 | 120-220 |
| Cortador de ranura en T PCD | 20 | 200-400 | 0.2-0.4 | 350-650 |
Las consideraciones sobre la vida útil de la herramienta se vuelven críticas debido a la geometría de corte en voladizo. Los sistemas adecuados de sujeción de piezas y amortiguación de vibraciones son esenciales para evitar fallas prematuras de la herramienta y mantener la precisión dimensional durante las series de producción.
Estrategias de mecanizado simultáneo de 5 ejes
El mecanizado simultáneo de cinco ejes transforma la accesibilidad de las entalladuras al permitir cambios continuos en la orientación de la herramienta a lo largo de la trayectoria de corte. Esta capacidad permite que las fresas de extremo convencionales accedan a geometrías complejas mientras mantienen condiciones de corte óptimas y acabados superficiales superiores.
La ventaja fundamental radica en la manipulación del eje de la herramienta. Al inclinar y rotar la pieza de trabajo o el husillo, las herramientas de corte mantienen un contacto perpendicular con las superficies complejas, lo que elimina las limitaciones geométricas inherentes a los enfoques de fresas de ranura en T. Esto da como resultado una mejor evacuación de las virutas, fuerzas de corte reducidas y una mejor calidad de la superficie.
La programación de estrategias de entalladura de 5 ejes requiere un software CAM sofisticado capaz de detectar colisiones y optimizar la trayectoria de la herramienta. Los ángulos de avance y retraso deben controlarse cuidadosamente para evitar el socavamiento y garantizar la eliminación completa del material. Los ángulos de avance típicos oscilan entre 2 y 5 grados, y los ángulos de retraso se ajustan en función de las propiedades del material y el acabado superficial deseado.
La cinemática de la máquina juega un papel crucial en la selección de la estrategia. Las configuraciones de mesa a mesa (ejes A y C en la mesa) son excelentes para piezas de trabajo pesadas, pero pueden tener ángulos de acceso de herramienta limitados. Las configuraciones de cabezal a cabezal (ejes B y C en el husillo) brindan una accesibilidad superior, pero generalmente están limitadas a componentes más livianos debido a las limitaciones de carga del husillo.
Para obtener resultados de alta precisión, envíe su proyecto para obtener una cotización en 24 horas de Microns Hub.
La optimización de la velocidad de avance en el mecanizado de entalladuras de 5 ejes requiere un ajuste dinámico basado en el contacto instantáneo de la herramienta. Los controladores CNC modernos utilizan algoritmos avanzados para mantener cargas de viruta consistentes y, al mismo tiempo, evitar cambios bruscos de aceleración que podrían comprometer el acabado superficial o la precisión dimensional.
Análisis comparativo: factores de rendimiento y costo
La selección entre fresas de ranura en T y estrategias de 5 ejes requiere un análisis exhaustivo de la geometría de la pieza, el volumen de producción y las limitaciones de costos. Cada enfoque ofrece distintas ventajas según los requisitos específicos de la aplicación.
| Factor | Cortadores de ranura en T | 5 ejes simultáneos | Impacto en la selección |
|---|---|---|---|
| Tiempo de configuración | 15-30 minutos | 45-90 minutos | El alto volumen favorece la ranura en T |
| Complejidad de la programación | Baja | Alta | Los requisitos de habilidad difieren significativamente |
| Acabado superficial (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | Crítico para superficies visibles |
| Costo de la herramienta por característica | €2-8 | €0.50-3 | Dependiente del volumen y la complejidad |
| Tiempo de ciclo (socavado simple) | 100% | 150-200% | Ventaja de la ranura en T para geometría básica |
Las consideraciones sobre el material influyen significativamente en la selección de la estrategia. Las aleaciones de endurecimiento por trabajo como Inconel 718 se benefician de la acción de corte continuo posible con los enfoques de 5 ejes, mientras que las aleaciones de aluminio pueden lograr resultados aceptables con cualquiera de los métodos. Las características mejoradas de evacuación de virutas del mecanizado de 5 ejes se vuelven particularmente valiosas cuando se trabaja con materiales propensos al endurecimiento por trabajo o aquellos que generan virutas largas y fibrosas.
La complejidad geométrica sirve como el principal impulsor de la decisión. Las ranuras en T simples, las colas de milano y las entalladuras lineales con profundidades inferiores a 15 mm suelen favorecer las fresas especializadas. Las entalladuras curvas complejas, las características de profundidad variable o las entalladuras que requieren múltiples orientaciones necesitan capacidades de 5 ejes.
Al evaluar soluciones de fabricación integrales, considere cómo el mecanizado de entalladuras se integra con otros procesos. Los componentes que requieren tanto características CNC de precisión como elementos formados pueden beneficiarse de nuestros servicios de fabricación de chapa metálica para enfoques de fabricación híbridos.
Estrategias híbridas avanzadas
Los entornos de producción sofisticados a menudo emplean enfoques híbridos que combinan fresas de ranura en T y estrategias de 5 ejes dentro de programas de mecanizado únicos. Esta metodología optimiza los tiempos de ciclo al tiempo que mantiene los estándares de calidad en diversos requisitos de características.
La eliminación de entalladuras en bruto utiliza con frecuencia estrategias de 5 ejes con fresas de extremo estándar para eliminar el material a granel de manera eficiente. La evacuación superior de virutas y la reducción de la tensión de la herramienta permiten tasas de eliminación de material agresivas de 15-25 cm³/min en aleaciones de aluminio. El perfilado final luego emplea fresas de ranura en T especializadas para lograr un control dimensional preciso y un mejor acabado superficial en superficies críticas.
Los cambios de herramienta secuenciales dentro de los programas híbridos requieren una cuidadosa consideración de los sistemas de referencia de la pieza de trabajo y la compensación de la longitud de la herramienta. Mantener sistemas de coordenadas consistentes se vuelve crítico al alternar entre diferentes geometrías de herramientas y estrategias de corte. Los procedimientos adecuados de configuración y verificación evitan el desguace costoso de componentes parcialmente completados.
Los sistemas CAM avanzados ahora ofrecen capacidades integradas de programación híbrida que optimizan automáticamente la selección de herramientas y las estrategias de corte en función del análisis de la geometría de las características. Estos sistemas evalúan factores que incluyen las tasas de eliminación de material, los ángulos de acceso de la herramienta y los requisitos de acabado superficial para generar secuencias de mecanizado optimizadas.
La gestión de la temperatura se vuelve cada vez más importante en las estrategias híbridas debido a las diferentes cargas de corte y los tiempos de ciclo extendidos. Los sistemas de refrigerante de inundación con caudales de 15 a 25 litros por minuto ayudan a mantener temperaturas constantes al tiempo que proporcionan una evacuación adecuada de las virutas para ambos métodos de corte.
Consideraciones específicas del material
Los diferentes materiales responden de manera única a las estrategias de mecanizado de entalladuras de ranura en T frente a 5 ejes, lo que requiere enfoques personalizados para obtener resultados óptimos. La comprensión de estos comportamientos específicos del material permite una selección informada de la estrategia y la optimización de los parámetros.
Las aleaciones de aluminio, particularmente 6061-T6 y 7075-T6, se mecanizan fácilmente con ambos enfoques, pero exhiben diferentes comportamientos. Las fresas de ranura en T en aluminio pueden lograr altas tasas de eliminación de material debido a las excelentes propiedades de disipación de calor, mientras que las estrategias de 5 ejes se benefician de la capacidad del material para producir virutas cortas y fácilmente evacuadas. Las herramientas con punta de PCD sobresalen en aplicaciones de aluminio, ofreciendo mejoras en la vida útil de la herramienta del 300-500% en comparación con las alternativas de carburo.
| Grado del material | Estrategia preferida | Vida útil típica de la herramienta | Velocidad de superficie (m/min) | Consideraciones especiales |
|---|---|---|---|---|
| Al 6061-T6 | Cualquiera/Híbrido | 2000-4000 piezas | 200-400 | Prevención de acumulación de filo |
| Acero 4140 (HRC 30) | Se prefiere 5 ejes | 150-300 piezas | 120-180 | Control del endurecimiento por trabajo |
| Inoxidable 316L | Se requieren 5 ejes | 80-150 piezas | 80-120 | Corte continuo esencial |
| Inconel 718 | Solo 5 ejes | 25-60 piezas | 45-80 | Gestión térmica crítica |
Los grados de acero inoxidable como 316L y 17-4 PH presentan desafíos únicos debido a las características de endurecimiento por trabajo. Las fresas de ranura en T que operan con acción de corte intermitente pueden inducir el endurecimiento por trabajo, lo que lleva a un rápido desgaste de la herramienta y una mala calidad de la superficie. Las estrategias de corte continuo de cinco ejes mantienen un contacto constante, evitando el endurecimiento por trabajo y logrando una vida útil y un acabado superficial aceptables.
Las aleaciones de titanio, incluido Ti-6Al-4V, requieren enfoques especializados independientemente de la estrategia de corte. La baja conductividad térmica del material y la reactividad química con las herramientas de corte exigen parámetros optimizados y materiales de herramientas potencialmente exóticos. Para obtener estrategias detalladas de mecanizado de titanio, consulte nuestra guía sobre cómo reducir el desgaste de las herramientas en el mecanizado de titanio para obtener enfoques integrales de optimización de CAD.
Consideraciones sobre la fijación y la sujeción de piezas
El mecanizado exitoso de entalladuras requiere sistemas de sujeción de piezas robustos capaces de mantener la rigidez de la pieza al tiempo que brindan acceso a la herramienta a áreas confinadas. La elección entre las estrategias de ranura en T y 5 ejes influye significativamente en los requisitos de fijación y la complejidad de la configuración.
Las aplicaciones de fresas de ranura en T suelen beneficiarse de las configuraciones convencionales de tornillo de banco o placa de fijación, ya que los requisitos de acceso de la herramienta siguen siendo relativamente predecibles. Sin embargo, la geometría extendida de la herramienta crea brazos de momento significativos que amplifican las fuerzas de corte y las vibraciones. Los sistemas de sujeción de piezas deben proporcionar un soporte adecuado cerca de la zona de corte al tiempo que se adaptan a los requisitos de espacio libre de la herramienta.
El mecanizado de cinco ejes exige soluciones de fijación más sofisticadas que mantengan la accesibilidad de la pieza de trabajo a lo largo de secuencias complejas de trayectoria de la herramienta. Los accesorios de lápidas, las mesas giratorias indexadas y los diseños de accesorios personalizados permiten múltiples orientaciones de la pieza al tiempo que minimizan los cambios de configuración. La capacidad de mecanizar entalladuras desde varios ángulos de aproximación a menudo reduce los requisitos totales de fijación en comparación con los métodos de fresas de ranura en T.
Cuando se trata de geometrías complejas que requieren múltiples configuraciones, considere las estrategias de diseño que incorporan pestañas de sujeción para piezas CNC complejas para mantener la integridad de la pieza durante las secuencias de mecanizado.
La amortiguación de vibraciones se vuelve particularmente crítica para las operaciones de ranura en T debido a la flexibilidad inherente de la herramienta. Los sistemas de soporte suplementarios, incluidos los apoyos fijos y los accesorios antivibración, ayudan a mantener la precisión dimensional y prolongar la vida útil de la herramienta. Estos sistemas deben diseñarse cuidadosamente para evitar interferencias con las trayectorias de la herramienta de corte y, al mismo tiempo, proporcionar la máxima eficacia de soporte.
Estrategias de control de calidad e inspección
Las características de entalladura presentan desafíos de inspección únicos que requieren técnicas y equipos de medición especializados. Las limitaciones de accesibilidad que complican el mecanizado también afectan los procedimientos de verificación de la calidad.
Las máquinas de medición de coordenadas (MMC) equipadas con cabezales de sonda articulados permiten una inspección integral de la entalladura, pero la complejidad de la programación aumenta significativamente. Los ángulos de acceso de la sonda deben planificarse cuidadosamente para evitar colisiones y, al mismo tiempo, lograr una verificación completa de las características. Los sistemas de sonda táctil con diámetros de bola de 2 a 5 mm suelen proporcionar un equilibrio óptimo entre la capacidad de acceso y la precisión de la medición.
Los sistemas de medición óptica, incluidos los escáneres láser y los sistemas de luz estructurada, ofrecen alternativas de inspección sin contacto particularmente valiosas para entalladuras curvas complejas. Estos sistemas capturan datos completos de la geometría de la superficie, lo que permite una comparación integral con los modelos CAD con una precisión que suele estar dentro de ±0,025 mm para la mayoría de las aplicaciones industriales.
El monitoreo en proceso se vuelve cada vez más importante para el mecanizado de entalladuras debido al acceso visual limitado durante las operaciones de corte. El monitoreo de la carga del husillo, el análisis de vibraciones y los sensores de emisión acústica ayudan a detectar el desgaste de la herramienta o las anomalías de corte antes de que afecten la calidad de la pieza. Los sistemas CNC modernos integran estas capacidades de monitoreo para proporcionar retroalimentación en tiempo real y ajuste automático de parámetros.
La implementación del control estadístico de procesos (CEP) requiere una cuidadosa consideración de la repetibilidad de la medición y la técnica del operador. Las características de entalladura a menudo exhiben una mayor incertidumbre de medición en comparación con las superficies accesibles, lo que requiere límites de control ajustados y estrategias de muestreo para mantener un control de proceso eficaz.
Al realizar un pedido a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y nuestro enfoque de servicio personalizado significan que cada proyecto recibe la atención al detalle que merece, con capacidades de inspección integrales incluso para las geometrías de entalladura más desafiantes.
Estrategias de optimización de costos
La gestión eficaz de los costos en el mecanizado de entalladuras requiere un análisis exhaustivo de los costos de las herramientas, los tiempos de ciclo, los requisitos de configuración y las consideraciones de calidad. La comprensión de las implicaciones del costo total permite tomar decisiones informadas que equilibren los gastos iniciales con la eficiencia de la producción a largo plazo.
Los costos de las herramientas varían drásticamente entre los enfoques. Las fresas de ranura en T varían de 45 a 650 € según el tamaño y el revestimiento, con una vida útil típica de la herramienta de 150 a 4000 piezas según el material y las condiciones de corte. Las estrategias de 5 ejes utilizan fresas de extremo convencionales que cuestan entre 15 y 150 €, pero pueden requerir varias herramientas para el mecanizado completo de la entalladura.
Los costos de programación y configuración favorecen las fresas de ranura en T para geometrías simples debido a la menor complejidad. Sin embargo, las estrategias de 5 ejes a menudo resultan más económicas para las entalladuras complejas al considerar los tiempos de ciclo totales y las operaciones secundarias. La capacidad de completar múltiples orientaciones de entalladura en configuraciones únicas elimina los costos intermedios de manipulación y reposicionamiento.
Las consideraciones de volumen impactan significativamente las decisiones de optimización de costos. Los prototipos de bajo volumen y las piezas personalizadas pueden favorecer los enfoques de 5 ejes a pesar de los mayores costos de configuración, mientras que la producción de alto volumen a menudo se beneficia de las herramientas dedicadas de fresas de ranura en T y los sistemas de fijación optimizados.
Para un análisis de costos integral que cubra varios procesos de fabricación, consulte nuestra guía detallada sobre factores que influyen en el costo del mecanizado CNC, que proporciona estrategias específicas para reducir los precios de las piezas mediante la optimización del diseño.
Las operaciones secundarias, incluido el desbarbado, el acabado superficial y la inspección, añaden complejidad a los cálculos de costos. El mecanizado de cinco ejes normalmente produce acabados superficiales superiores que requieren un posprocesamiento mínimo, mientras que las operaciones de ranura en T pueden requerir pasos de acabado adicionales para lograr niveles de calidad comparables.
Integración con servicios de fabricación
El mecanizado de entalladuras a menudo representa un componente de programas de fabricación integrales que pueden incluir múltiples procesos y tecnologías. La comprensión de cómo las estrategias de entalladura se integran con capacidades de fabricación más amplias ayuda a optimizar la ejecución general del proyecto y la rentabilidad.
Muchos componentes que requieren entalladuras complejas también incorporan características que se adaptan mejor a procesos de fabricación alternativos. Los componentes de chapa metálica con entalladuras mecanizadas, las piezas fundidas que requieren mecanizado de acabado y los ensamblajes que combinan múltiples tecnologías de fabricación se benefician de la planificación de producción integrada que considera todas las interacciones del proceso.
La optimización del tiempo de entrega impulsa con frecuencia las decisiones de selección del proceso. Los componentes que requieren tanto entalladuras de precisión como otras operaciones de fabricación pueden beneficiarse de las estrategias de procesamiento paralelo donde las diferentes características se producen simultáneamente utilizando las tecnologías apropiadas. Este enfoque minimiza la duración general del proyecto al tiempo que mantiene los estándares de calidad en todas las características.
La integración del sistema de calidad garantiza estándares consistentes en múltiples procesos de fabricación. Cuando el mecanizado de entalladuras representa un elemento de programas de fabricación complejos, mantener la trazabilidad y la documentación se vuelve crítico para las industrias con requisitos reglamentarios estrictos, como la aeroespacial, los dispositivos médicos y las aplicaciones automotrices.
Explore cómo el mecanizado de entalladuras se integra con nuestros servicios de fabricación para desarrollar soluciones integrales que optimicen tanto la calidad de la pieza individual como la eficiencia general del proyecto.
Preguntas frecuentes
¿Cuál es la profundidad máxima que se puede lograr con las fresas de ranura en T en comparación con el mecanizado de 5 ejes?
Las fresas de ranura en T suelen estar limitadas a profundidades de 15 a 25 mm debido a la rigidez de la herramienta y las limitaciones de vibración. La geometría extendida de la herramienta crea una deflexión significativa que afecta la precisión dimensional más allá de estas profundidades. El mecanizado de cinco ejes con fresas de extremo convencionales puede lograr profundidades de entalladura virtualmente ilimitadas, ya que las herramientas mantienen un contacto perpendicular con las superficies independientemente de la profundidad de la característica. Sin embargo, la rigidez de la pieza de trabajo y la accesibilidad de la fijación pueden imponer limitaciones prácticas para características extremadamente profundas.
¿Cómo influyen los requisitos de acabado superficial en la elección entre las fresas de ranura en T y las estrategias de 5 ejes?
El mecanizado simultáneo de cinco ejes normalmente produce acabados superficiales superiores que oscilan entre Ra 0,8 y 1,6 μm debido al contacto continuo de la herramienta y la geometría de corte óptima. Las fresas de ranura en T generalmente logran acabados de Ra 1,6 a 3,2 μm debido a la deflexión de la herramienta y la acción de corte interrumpida. Para las superficies críticas que requieren un posprocesamiento mínimo, las estrategias de 5 ejes ofrecen ventajas significativas. Sin embargo, las fresas de ranura en T especializadas con geometrías y revestimientos optimizados pueden lograr acabados aceptables para muchas aplicaciones con menor complejidad de programación.
¿Qué materiales no son adecuados para el mecanizado de entalladuras con fresas de ranura en T?
Los materiales de endurecimiento por trabajo, incluidos los aceros inoxidables austeníticos (316L, 321), las aleaciones de Inconel y los grados de Hastelloy, tienen un rendimiento deficiente con las fresas de ranura en T debido a la acción de corte intermitente que induce el endurecimiento por trabajo. Estos materiales requieren un contacto de corte continuo posible solo con estrategias de 5 ejes. Además, los materiales con poca maquinabilidad, como los aceros para herramientas endurecidos por encima de HRC 45, pueden causar un desgaste excesivo de la herramienta cuando se utilizan las geometrías extendidas típicas de las fresas de ranura en T.
¿Cómo afecta el volumen de la pieza a la elección económica entre las estrategias de corte?
La producción de bajo volumen (1-50 piezas) normalmente favorece las estrategias de 5 ejes a pesar de los mayores costos de programación, ya que las inversiones en herramientas siguen siendo razonables y la flexibilidad de configuración proporciona ventajas. Los volúmenes medios (50-500 piezas) requieren un análisis de costos detallado que considere la vida útil de la herramienta, los tiempos de ciclo y los requisitos de calidad. La producción de alto volumen (>500 piezas) a menudo justifica las herramientas dedicadas de ranura en T y los accesorios optimizados cuando la geometría lo permite, ya que los menores costos de programación y configuración por pieza compensan las mayores inversiones iniciales en herramientas.
¿Qué desafíos de inspección son exclusivos de las entalladuras mecanizadas?
La inspección de entalladuras enfrenta importantes limitaciones de accesibilidad que complican los procedimientos de medición. Las sondas CMM estándar requieren cabezales articulados o configuraciones de sonda especializadas para llegar a áreas confinadas, lo que aumenta la complejidad de la programación y la incertidumbre de la medición. Los sistemas de medición óptica ofrecen ventajas para geometrías complejas, pero pueden tener dificultades con superficies altamente reflectantes o entalladuras profundas y estrechas. Los calibres pasa/no pasa proporcionan una inspección de producción eficiente, pero requieren una fabricación personalizada para cada geometría de entalladura, lo que los hace adecuados principalmente para aplicaciones de alto volumen.
¿Pueden los enfoques híbridos que combinan ambos métodos reducir los costos generales de mecanizado?
Las estrategias híbridas a menudo proporcionan la rentabilidad óptima para los componentes complejos que presentan múltiples tipos de entalladura. El uso del mecanizado en bruto de 5 ejes para la eliminación de material a granel seguido del acabado con fresas de ranura en T puede reducir los tiempos de ciclo en un 25-40 % al tiempo que mantiene la precisión dimensional. Sin embargo, los enfoques híbridos requieren una programación sofisticada y una gestión cuidadosa del cambio de herramienta para mantener la precisión del sistema de coordenadas durante toda la secuencia de mecanizado. Los beneficios suelen justificar la mayor complejidad para la producción de volumen medio a alto de piezas geométricamente complejas.
¿Qué papel juega el grosor del material de la pieza de trabajo en la selección de la estrategia?
Los componentes de paredes delgadas con entalladuras presentan desafíos únicos independientemente de la estrategia de corte. Las fresas de ranura en T generan fuerzas de corte significativas que pueden causar deflexión o vibración en secciones delgadas, lo que podría comprometer la precisión dimensional. Las estrategias de 5 ejes permiten trayectorias de herramienta optimizadas que minimizan las fuerzas de corte a través de ángulos de avance/retraso adecuados y control de paso. Los componentes con un grosor de pared inferior a 2-3 mm normalmente requieren enfoques de 5 ejes con técnicas especializadas de mecanizado de paredes delgadas para mantener tolerancias aceptables y evitar la distorsión de la pieza de trabajo.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece