Lograr ±0.005 mm: Guía para diseñadores sobre mecanizado de tolerancias ajustadas
Lograr tolerancias de ±0.005 mm representa la intersección de la precisión de la ingeniería y la excelencia en la fabricación, donde incluso las desviaciones microscópicas pueden significar la diferencia entre el éxito funcional y un fracaso costoso. En Microns Hub, hemos perfeccionado estos procesos a través de miles de componentes de alta precisión en aplicaciones aeroespaciales, médicas y automotrices.
Puntos clave
- El control de la temperatura dentro de ±1°C es fundamental para mantener tolerancias de ±0.005 mm durante las operaciones de mecanizado
- La selección del material impacta directamente en la viabilidad: Al 6061-T6 ofrece una estabilidad dimensional superior en comparación con las alternativas de mecanizado libre
- La deflexión de la herramienta se convierte en el principal factor limitante con tolerancias más ajustadas que ±0.01 mm, lo que requiere estrategias de fijación especializadas
- Los protocolos de medición posteriores al proceso deben tener en cuenta los coeficientes de expansión térmica y los presupuestos de incertidumbre de la medición
Comprensión de la física del mecanizado de tolerancias ajustadas
Lograr tolerancias de ±0.005 mm exige una comprensión fundamental de las fuerzas físicas en juego durante la eliminación del material. Los coeficientes de expansión térmica se vuelven críticos: el aluminio se expande 23.6 × 10⁻⁶ m/m°C, lo que significa que una variación de temperatura de 10°C en una pieza de 100 mm crea un cambio dimensional de 0.0236 mm, casi cinco veces nuestra tolerancia objetivo.
La deflexión de la herramienta sigue la teoría básica de la viga, donde la deflexión es igual a la fuerza por la longitud al cubo, dividida por tres veces el módulo elástico y el momento de inercia (δ = FL³/3EI). Para una fresa de carburo de 25 mm bajo una fuerza de corte de 200 N, la deflexión alcanza aproximadamente 0.003 mm, ya el 60% de nuestro presupuesto de tolerancia antes de considerar otras fuentes de error.
El crecimiento térmico del husillo representa otro factor crítico. Los husillos modernos pueden crecer 0.01-0.02 mm durante la primera hora de funcionamiento a medida que se estabilizan las temperaturas de los cojinetes. Esta tasa de crecimiento requiere protocolos de preacondicionamiento térmico y sistemas de posicionamiento con compensación de temperatura para obtener resultados consistentes.
Selección de materiales para aplicaciones de tolerancias ajustadas
Las propiedades del material influyen directamente en la maquinabilidad y la estabilidad dimensional con tolerancias ajustadas. Las características clave incluyen la conductividad térmica, el coeficiente de expansión térmica, el módulo elástico y la homogeneidad microestructural.
| Grado del material | Expansión térmica (10⁻⁶/°C) | Conductividad térmica (W/m·K) | Estabilidad dimensional | Factor de costo |
|---|---|---|---|---|
| Al 6061-T6 | 23.6 | 167 | Excelente | 1.0x |
| Al 7075-T6 | 23.2 | 130 | Muy bueno | 1.8x |
| Acero 4140 | 11.2 | 42.6 | Bueno | 1.2x |
| Inoxidable 316L | 16.0 | 16.3 | Regular | 2.1x |
| Titanio Ti-6Al-4V | 8.6 | 6.7 | Excelente | 8.5x |
El aluminio 6061-T6 emerge como la opción óptima para la mayoría de las aplicaciones de tolerancias ajustadas, combinando una excelente conductividad térmica para la disipación del calor con una microestructura consistente para la estabilidad dimensional. El temple T6 proporciona una distribución uniforme de la dureza, eliminando las variaciones de tensión interna que pueden causar distorsión posterior al mecanizado.
Para aplicaciones de acero, el 4140 ofrece una estabilidad dimensional superior debido a su menor coeficiente de expansión térmica. Sin embargo, las características de endurecimiento por trabajo requieren una atención cuidadosa a los parámetros de corte para evitar modificaciones de la capa superficial que afecten las dimensiones finales.
Requisitos y capacidades de la máquina herramienta
Lograr tolerancias de ±0.005 mm requiere máquinas herramienta con características de rendimiento específicas. La precisión de posicionamiento, la repetibilidad, la estabilidad térmica y la rigidez dinámica contribuyen a la capacidad de tolerancia final.
Los centros de mecanizado CNC modernos deben demostrar una precisión de posicionamiento mejor que ±0.0025 mm y una repetibilidad dentro de ±0.001 mm para lograr consistentemente tolerancias de pieza de ±0.005 mm. Esto deja un margen adecuado para el desgaste de la herramienta, los efectos térmicos y la variación del proceso.
La rigidez dinámica se vuelve crítica durante la eliminación del material. La estructura de la máquina debe resistir la deflexión bajo las fuerzas de corte mientras mantiene un seguimiento preciso de la trayectoria de la herramienta. La rigidez del bucle (la rigidez combinada del husillo, el portaherramientas, la herramienta de corte y la configuración de la pieza de trabajo) normalmente debe exceder los 200 N/μm para trabajos de tolerancias ajustadas.
Los sistemas de compensación térmica monitorean y corrigen activamente el crecimiento térmico en las estructuras de la máquina. Los codificadores lineales proporcionan retroalimentación de posición en tiempo real, mientras que los sensores de temperatura en toda la máquina permiten el modelado térmico predictivo para la compensación dimensional.
Selección y geometría de la herramienta de corte
La selección de herramientas para el mecanizado de tolerancias ajustadas prioriza la rigidez, la resistencia al desgaste y la estabilidad térmica sobre las tasas máximas de eliminación de material. Las herramientas de carburo con geometrías optimizadas minimizan las fuerzas de corte al tiempo que brindan una consistencia prolongada en la vida útil de la herramienta.
El diámetro de la fresa impacta directamente en la deflexión: duplicar el diámetro aumenta la rigidez 16 veces (relación de la cuarta potencia). Sin embargo, las herramientas más grandes requieren mayor potencia del husillo y pueden no ajustarse a las restricciones geométricas de las características de la pieza.
| Diámetro de la herramienta (mm) | Relación longitud-diámetro | DOC máximo (mm) | Deflexión típica (μm) |
|---|---|---|---|
| 6.0 | 3:1 | 0.5 | 2.1 |
| 10.0 | 3:1 | 1.0 | 0.8 |
| 16.0 | 3:1 | 2.0 | 0.2 |
| 20.0 | 3:1 | 3.0 | 0.1 |
Los recubrimientos de las herramientas de corte juegan un papel crucial en la consistencia dimensional. Los recubrimientos de TiAlN brindan una excelente resistencia al desgaste y estabilidad térmica hasta 800°C, manteniendo los bordes de corte afilados por más tiempo para un acabado superficial consistente y precisión dimensional.
Estrategias de fijación y sujeción de piezas
Los sistemas de sujeción de piezas para el mecanizado de tolerancias ajustadas deben proporcionar un soporte rígido al tiempo que minimizan las tensiones inducidas que podrían causar la distorsión de la pieza. La filosofía de diseño de la fijación cambia de la fuerza de sujeción máxima a la distribución optimizada de la tensión.
Los sistemas de sujeción hidráulica ofrecen fuerzas de sujeción precisas y repetibles con excelente rigidez. Las presiones de sujeción típicas de 50-70 bar proporcionan una potencia de sujeción adecuada sin restringir demasiado las secciones de paredes delgadas que podrían flexionarse bajo una fuerza excesiva.
La ubicación de seis puntos siguiendo el principio 3-2-1 garantiza la restricción cinemática sin sobredeterminar la posición de la pieza de trabajo. Las superficies de referencia primarias requieren un área de contacto mínima de 20 mm² para la estabilidad, mientras que las referencias secundarias y terciarias necesitan una reducción progresiva en los puntos de contacto para evitar la restricción excesiva.
Para obtener resultados de alta precisión, obtenga su cotización personalizada en 24 horas de Microns Hub.
Las mordazas blandas personalizadas mecanizadas in situ brindan un soporte óptimo para la pieza al tiempo que se adaptan a geometrías complejas. Las mordazas se mecanizan en bruto, se montan en la fijación y luego se mecanizan con acabado a las dimensiones finales utilizando la misma configuración que mecanizará las piezas de producción.
Controles ambientales y gestión térmica
El control de la temperatura representa el factor ambiental más crítico para el mecanizado de tolerancias ajustadas. Un entorno controlado mantiene dimensiones consistentes durante todo el proceso de mecanizado y las operaciones de medición posteriores.
El control de la temperatura del taller dentro de ±1°C permite un comportamiento de expansión térmica predecible. Para aplicaciones críticas, el control de la temperatura dentro de ±0.5°C proporciona un margen adicional para la estabilidad dimensional. Esto requiere sistemas HVAC industriales con control de temperatura específico de la zona y monitoreo continuo.
La gestión de la temperatura del fluido de corte previene el choque térmico y mantiene un rendimiento constante de la herramienta. Las temperaturas del fluido mantenidas dentro de ±2°C de la temperatura ambiente previenen los gradientes térmicos que podrían inducir la distorsión de la pieza. El suministro de refrigerante de alto volumen y baja presión (200-400 L/min) proporciona una eliminación eficaz del calor sin fuerzas de corte excesivas.
El preacondicionamiento de la máquina implica operar los husillos y los accionamientos de alimentación a través de ciclos de movimiento representativos antes del mecanizado de producción. Esto estabiliza las temperaturas de los cojinetes y los patrones de crecimiento térmico, eliminando la deriva dimensional común en las condiciones de arranque en frío.
Optimización de parámetros de proceso
Los parámetros de corte para el mecanizado de tolerancias ajustadas priorizan la precisión dimensional y la integridad de la superficie sobre la máxima productividad. Los parámetros conservadores garantizan un rendimiento constante de la herramienta durante los ciclos de vida útil prolongados de la herramienta.
Las velocidades de superficie normalmente funcionan entre un 20 y un 30% por debajo de las recomendaciones máximas para la combinación de material/herramienta. Para Al 6061-T6 con herramientas de carburo sin recubrimiento, las velocidades de superficie óptimas oscilan entre 150 y 200 m/min en comparación con las capacidades máximas cercanas a 300 m/min.
Las velocidades de avance equilibran los requisitos de acabado superficial con la generación de fuerza de corte. Los avances óptimos mantienen la formación continua de virutas al tiempo que minimizan la deflexión de la herramienta. Para tolerancias de ±0.005 mm, los avances normalmente oscilan entre 0.05 y 0.15 mm/diente, según el diámetro de la herramienta y la geometría de la pieza.
| Material | Velocidad de superficie (m/min) | Velocidad de avance (mm/diente) | DOC axial (mm) | DOC radial (mm) |
|---|---|---|---|---|
| Al 6061-T6 | 150-200 | 0.08-0.12 | 3-5 | 0.2-0.5 |
| Acero 4140 | 80-120 | 0.05-0.10 | 2-4 | 0.1-0.3 |
| Inoxidable 316L | 60-100 | 0.05-0.08 | 1-3 | 0.1-0.2 |
| Titanio Ti-6Al-4V | 40-80 | 0.03-0.06 | 1-2 | 0.05-0.15 |
El fresado en concordancia proporciona un acabado superficial y una precisión dimensional superiores para trabajos de tolerancias ajustadas. La acción de corte tira de la pieza de trabajo hacia la fijación en lugar de levantarla, manteniendo un posicionamiento constante durante todo el ciclo de mecanizado.
Control de calidad y protocolos de medición
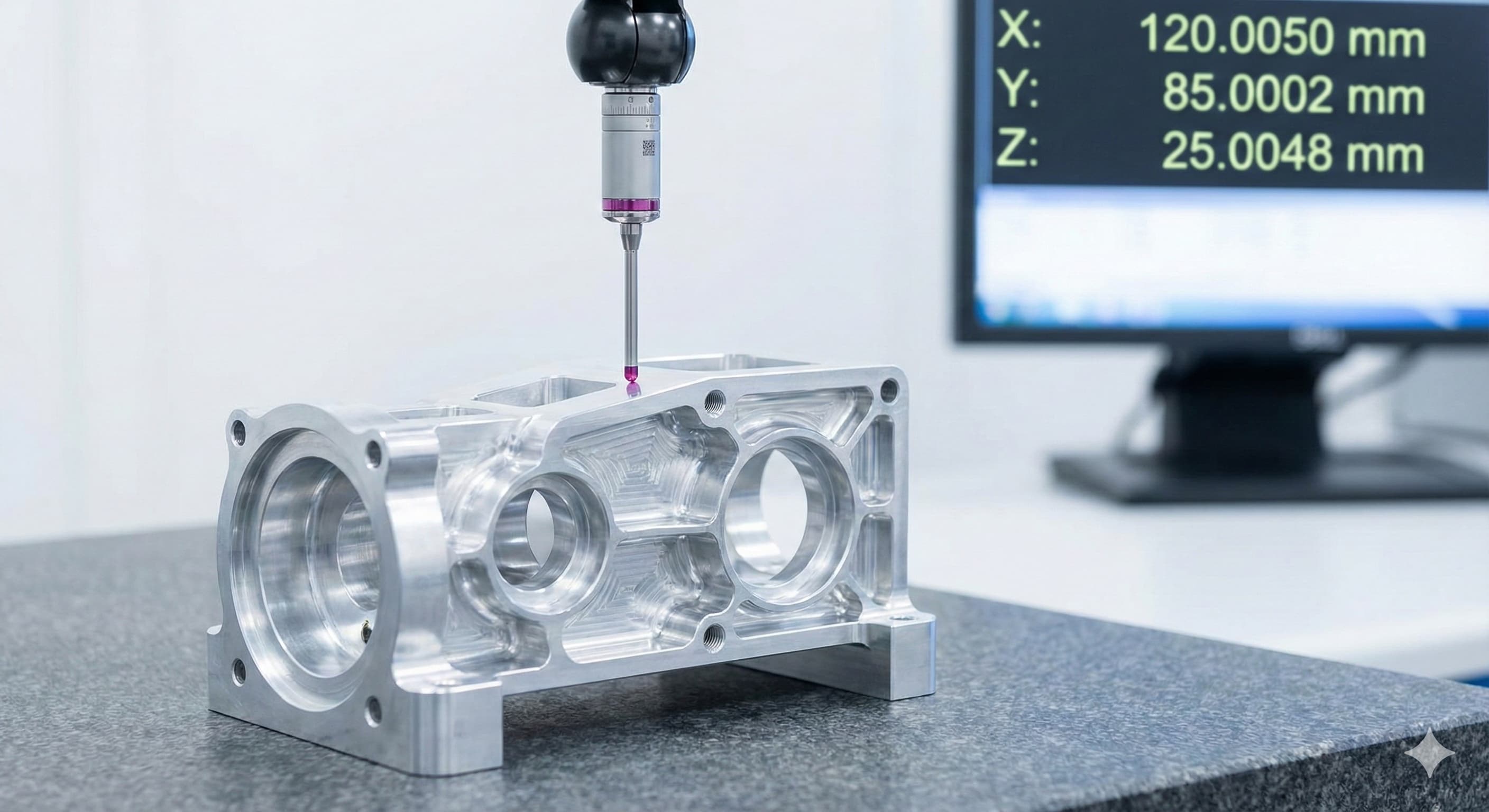
Las estrategias de medición para tolerancias de ±0.005 mm requieren instrumentos con una precisión al menos 10 veces mejor que la tolerancia que se está verificando. Esto requiere máquinas de medición por coordenadas (MMC) con una precisión volumétrica mejor que ±0.0005 mm sobre el volumen de medición.
El remojo térmico garantiza la precisión de la medición al permitir que las piezas se estabilicen a la temperatura de la sala de medición. La práctica estándar requiere tiempos de remojo mínimos de 4 horas para piezas de aluminio, con remojo de 8 horas para componentes de acero debido a la menor conductividad térmica.
Los presupuestos de incertidumbre de la medición tienen en cuenta todas las fuentes de error, incluida la calibración del instrumento, los efectos ambientales, la configuración de la pieza y la técnica del operador. La incertidumbre de medición combinada no debe exceder el 20% de la tolerancia que se está verificando: incertidumbre máxima de ±0.001 mm para tolerancias de ±0.005 mm.
Al realizar un pedido a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas del mercado. Nuestra experiencia técnica y nuestro enfoque de servicio personalizado significan que cada proyecto recibe la atención al detalle que merece, con documentación completa que respalda cada verificación dimensional.
Técnicas avanzadas para una precisión extrema
El mecanizado por descarga eléctrica con hilo (Electroerosión por hilo) proporciona capacidades dimensionales más allá del mecanizado convencional para geometrías específicas. La electroerosión por hilo logra rutinariamente tolerancias de ±0.002 mm en contornos complejos al tiempo que mantiene excelentes características de acabado superficial.
El mecanizado multieje permite la fabricación completa de piezas en configuraciones únicas, eliminando las tolerancias acumuladas de múltiples operaciones. Los centros de mecanizado de cinco ejes con una precisión del eje giratorio mejor que ±2 segundos de arco permiten geometrías complejas al tiempo que mantienen tolerancias ajustadas en todo momento.
Los sistemas de medición en proceso monitorean las dimensiones durante las operaciones de mecanizado, lo que permite la compensación en tiempo real del desgaste de la herramienta y los efectos térmicos. Los sistemas de medición láser y las sondas de contacto proporcionan retroalimentación para algoritmos de control adaptativo que mantienen las dimensiones dentro de las especificaciones.
Para aplicaciones que requieren tanto mecanizado de precisión como producción en volumen, nuestros servicios de fabricación integrales incluyen capacidades especializadas para trabajos de tolerancias ajustadas junto con métodos de producción de alto volumen.
Consideraciones de costos y optimización económica
El mecanizado de tolerancias ajustadas implica primas de costo significativas en comparación con el trabajo de tolerancias estándar. La comprensión de estos factores de costo permite tomar decisiones de diseño informadas que equilibren los requisitos de rendimiento con las limitaciones económicas.
Los costos de configuración aumentan drásticamente para el trabajo de tolerancias ajustadas debido a la fijación especializada, los tiempos de configuración más largos y los extensos requisitos de inspección del primer artículo. Los costos de configuración normalmente representan el 40-60% del costo total del trabajo para pequeñas cantidades, en comparación con el 15-25% para el trabajo de tolerancias estándar.
Los tiempos de ciclo de mecanizado aumentan debido a los parámetros de corte conservadores, los pases de acabado adicionales y las posibles inspecciones a mitad de ciclo. Espere tiempos de ciclo 2-3 veces más largos en comparación con el mecanizado de tolerancias estándar para geometrías similares.
| Rango de tolerancia | Multiplicador de tiempo de configuración | Multiplicador de tiempo de ciclo | Impacto total en el costo |
|---|---|---|---|
| ±0.1mm (Estándar) | 1.0x | 1.0x | Línea de base |
| ±0.02mm | 1.5x | 1.8x | 2.2x |
| ±0.01mm | 2.2x | 2.8x | 3.8x |
| ±0.005mm | 3.5x | 4.2x | 6.5x |
Los costos de control de calidad aumentan significativamente debido a los equipos de medición especializados, los tiempos de inspección prolongados y los requisitos de documentación completos. Los costos de inspección de la MMC por sí solos pueden representar el 15-25% del costo total de fabricación para piezas de tolerancias ajustadas.
Pautas de diseño para la fabricabilidad
La optimización del diseño para la fabricabilidad de tolerancias ajustadas requiere comprender la interacción entre los requisitos geométricos y las limitaciones de fabricación. Las decisiones de diseño adecuadas tomadas al principio del proceso de desarrollo pueden reducir drásticamente los costos de fabricación al tiempo que mejoran los resultados de calidad.
La accesibilidad de las características afecta tanto la viabilidad de la tolerancia como el costo. Las características internas que requieren herramientas largas de diámetro pequeño enfrentan importantes desafíos de deflexión. Siempre que sea posible, diseñe características accesibles con herramientas cortas y rígidas o considere enfoques de mecanizado de múltiples lados.
Las especificaciones de los radios de las esquinas deben reflejar las capacidades de la herramienta en lugar de los requisitos puramente funcionales. Las esquinas internas con un radio inferior a 0.5 mm requieren microherramientas especializadas con rigidez limitada. Los radios de las esquinas de las fresas estándar de 0.1-0.2 mm proporcionan un buen compromiso entre funcionalidad y fabricabilidad.
Nuestra experiencia en verificación CAD y análisis de fabricabilidad ayuda a identificar posibles problemas antes de que comience la producción, ahorrando tiempo y reduciendo costos al tiempo que garantiza que la intención de su diseño se realice correctamente en los componentes finales.
Integración con otros procesos de fabricación
El mecanizado de tolerancias ajustadas a menudo representa un paso en una secuencia de fabricación de múltiples procesos. La comprensión de cómo el mecanizado se integra con otros procesos garantiza resultados generales óptimos y previene problemas posteriores.
Las operaciones de tratamiento térmico pueden introducir cambios dimensionales que deben tenerse en cuenta en la secuencia de mecanizado. Las distorsiones posteriores al tratamiento térmico normalmente oscilan entre 0.01 y 0.05 mm, según la geometría de la pieza y el material, lo que requiere operaciones de mecanizado de acabado después del procesamiento térmico.
Los tratamientos superficiales, como el anodizado, agregan un grosor de 0.005-0.015 mm a las piezas de aluminio, lo que requiere una compensación en las dimensiones previas al tratamiento. El anodizado de capa dura puede agregar hasta 0.025 mm por superficie, lo que impacta significativamente las características de tolerancias ajustadas.
Para aplicaciones que requieren componentes de plástico con insertos de metal, nuestros servicios de moldeo por inyección pueden acomodar insertos de metal mecanizados con precisión con tolerancias mantenidas durante todo el proceso de sobremoldeo, creando componentes híbridos que aprovechan las fortalezas de ambos materiales.
Preguntas frecuentes
¿Qué precisión de la máquina herramienta se requiere para lograr tolerancias de pieza de ±0.005 mm de manera consistente?
Las máquinas herramienta deben demostrar una precisión de posicionamiento mejor que ±0.0025 mm y una repetibilidad dentro de ±0.001 mm. Esto proporciona un margen adecuado para la variación del proceso, el desgaste de la herramienta y los efectos térmicos al tiempo que mantiene la tolerancia objetivo.
¿Cómo afecta la selección del material a la capacidad de lograr tolerancias ajustadas?
El coeficiente de expansión térmica del material y la homogeneidad microestructural son factores críticos. Al 6061-T6 ofrece una excelente estabilidad dimensional debido al temple uniforme y la buena conductividad térmica, mientras que los grados de mecanizado libre pueden tener propiedades menos consistentes que afecten las dimensiones finales.
¿Qué controles ambientales son necesarios para el mecanizado de tolerancias de ±0.005 mm?
El control de la temperatura dentro de ±1°C es esencial, con ±0.5°C preferido para aplicaciones críticas. El control de la humedad entre 45-55% HR previene problemas de condensación, y el aislamiento de vibraciones puede ser necesario en instalaciones cercanas a maquinaria pesada o transporte.
¿Cómo impactan los errores de deflexión de la herramienta de corte en las capacidades de tolerancias ajustadas?
La deflexión de la herramienta sigue la relación L³/D⁴, donde la deflexión aumenta con el cubo de la longitud y disminuye con la cuarta potencia del diámetro. Una fresa de carburo de 25 mm de largo y 6 mm de diámetro puede desviarse 0.003 mm bajo fuerzas de corte típicas, consumiendo el 60% del presupuesto de tolerancia de ±0.005 mm.
¿Qué incertidumbre de medición es aceptable para verificar tolerancias de ±0.005 mm?
La incertidumbre de la medición no debe exceder el 20% de la tolerancia que se está verificando, lo que requiere una incertidumbre máxima de ±0.001 mm para tolerancias de ±0.005 mm. Esto requiere una precisión de la MMC mejor que ±0.0005 mm y un control de temperatura adecuado durante la medición.
¿Cuánto aumentan los tiempos de configuración y ciclo para el trabajo de tolerancias ajustadas?
Los tiempos de configuración normalmente aumentan 3.5 veces debido a la fijación especializada y la verificación exhaustiva de la configuración. Los tiempos de ciclo aumentan 4.2 veces debido a los parámetros de corte conservadores y los pases de acabado adicionales, lo que resulta en un impacto de costo general de aproximadamente 6.5 veces el trabajo de tolerancias estándar.
¿Puede la electroerosión por hilo lograr mejores tolerancias que el mecanizado convencional para geometrías complejas?
La electroerosión por hilo logra rutinariamente tolerancias de ±0.002 mm en contornos complejos con un excelente acabado superficial. Sin embargo, está limitado a geometrías de orificios pasantes y tiene tasas de eliminación de material más lentas, lo que lo hace adecuado para aplicaciones específicas donde el mecanizado convencional enfrenta restricciones geométricas.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece