De STEP a código G: Cómo verificamos la capacidad de fabricación de su CAD
La conversión de archivos CAD en piezas fabricables requiere una verificación rigurosa en cada etapa del proceso de STEP a código G. En Microns Hub, hemos desarrollado protocolos sistemáticos que detectan problemas de diseño antes de que se conviertan en costosos fallos de producción, garantizando que sus componentes cumplan tanto las especificaciones dimensionales como las restricciones de fabricación.
Nuestro proceso de verificación integra el análisis geométrico, la validación de las propiedades del material y la optimización de la trayectoria de la herramienta para entregar piezas que coincidan con su intención de ingeniería, manteniendo al mismo tiempo la rentabilidad y los plazos de entrega.
- La validación de archivos STEP identifica anomalías geométricas y superficies no múltiples que podrían comprometer la precisión del mecanizado
- El análisis DFM evalúa la accesibilidad de las características, las holguras de las herramientas y las secuencias de mecanizado óptimas antes de que comience la programación
- La verificación del código G simula las condiciones de corte reales para evitar colisiones, optimizar los tiempos de ciclo y garantizar el cumplimiento dimensional
- Los ajustes específicos del material tienen en cuenta la expansión térmica, el endurecimiento por trabajo y las variaciones de la fuerza de corte durante la producción
Análisis de archivos STEP y validación geométrica
La base de una fabricación fiable comienza con un análisis exhaustivo de los archivos STEP. Nuestro equipo de ingeniería realiza una validación multicapa utilizando un software especializado de análisis CAD que examina la integridad geométrica, la continuidad de la superficie y la consistencia dimensional con respecto a las tolerancias de fabricación.
Los archivos STEP (Estándar para el Intercambio de Datos de Productos) suelen contener problemas geométricos sutiles invisibles en los visores CAD estándar. Los bordes no múltiples, las superficies que se autointersectan y los huecos microscópicos entre las caras adyacentes pueden causar fallos catastróficos durante la generación del código G. Empleamos algoritmos automatizados de reparación geométrica seguidos de una verificación manual para garantizar que cada superficie sea fabricable.
La validación normal de la superficie es particularmente crítica para geometrías complejas. Las normales invertidas pueden causar errores de cálculo de la trayectoria de la herramienta, lo que lleva a un desbaste o a una eliminación incompleta del material. Nuestro proceso de validación comprueba la consistencia normal en todas las superficies, identificando y corrigiendo los problemas de orientación antes de que comience el mecanizado.
| Comprobación de validación | Rango de tolerancia | Impacto si falla | Método de corrección |
|---|---|---|---|
| Continuidad de la superficie | ±0.001 mm | Desviaciones de la trayectoria de la herramienta | Algoritmos de curación de superficies |
| Orientación normal | Consistencia vectorial | Desprendimiento o falta de material | Corrección normal manual |
| Conectividad de bordes | Tolerancia de espacio cero | Fallo en la generación de código G | Reconstrucción de bordes |
| Precisión dimensional | ±0.01 mm | Rechazo de la pieza | Escalado/corrección de geometría |
La verificación de la consistencia de las unidades evita los errores de escala que plagan las colaboraciones internacionales. Una pieza diseñada en pulgadas pero importada como milímetros da como resultado componentes 25,4 veces más pequeños de lo previsto. Nuestros protocolos de validación detectan automáticamente las discrepancias de unidades y las señalan para su revisión por parte de la ingeniería antes de que continúe el procesamiento.
Diseño para la evaluación de la capacidad de fabricación
La evaluación DFM transforma los diseños teóricos en soluciones de fabricación prácticas. Nuestra evaluación se centra en la accesibilidad de las características, los requisitos de holgura de las herramientas y las secuencias de mecanizado óptimas que minimizan los cambios de configuración manteniendo la precisión dimensional.
Las esquinas internas afiladas presentan desafíos inmediatos de fabricación. Las fresas de extremo crean esquinas redondeadas con radios mínimos iguales a la mitad del diámetro de la herramienta. Las características que requieren radios internos de 0,5 mm exigen microherramientas especializadas que aumentan significativamente los tiempos de ciclo y los costes. Recomendamos modificaciones de diseño que se adapten a las herramientas estándar preservando al mismo tiempo los requisitos funcionales.
El análisis de la relación de aspecto evalúa la relación entre la profundidad y el ancho de la característica. Las ranuras profundas y estrechas con relaciones de aspecto superiores a 5:1 requieren herramientas especializadas de largo alcance y crean desafíos con la evacuación de virutas y el control de la vibración. Para las características de cavidades profundas, recomendamos modificaciones de diseño que mejoren el acceso de la herramienta y reduzcan las fuerzas de mecanizado.
La evaluación del espesor de la pared garantiza la integridad estructural durante las operaciones de mecanizado. Las características de paredes delgadas pueden desviarse bajo las fuerzas de sujeción o las cargas de corte, causando desviaciones dimensionales y posibles daños en la pieza. Las recomendaciones de espesor mínimo de pared varían según el material, pero normalmente oscilan entre 1,0 mm para las aleaciones de aluminio y 2,0 mm para los componentes de acero.
Consideraciones de diseño específicas del material
Los diferentes materiales imponen restricciones de fabricación únicas que influyen en las recomendaciones de diseño. El aluminio 6061-T6 ofrece una excelente maquinabilidad con un mínimo de endurecimiento por trabajo, lo que permite parámetros de corte agresivos y el logro de tolerancias ajustadas. Sin embargo, su módulo elástico relativamente bajo (69 GPa) requiere una cuidadosa consideración de la deflexión bajo las fuerzas de mecanizado.
El acero inoxidable 316L presenta desafíos con el endurecimiento por trabajo durante las operaciones de corte. Las características que requieren múltiples pasadas o cortes interrumpidos pueden desarrollar capas superficiales endurecidas que aceleran el desgaste de la herramienta y comprometen el acabado superficial. Nuestro análisis DFM identifica estos problemas potenciales y recomienda modificaciones de diseño o estrategias de herramientas especializadas.
| Material | Espesor mínimo de pared | Relación de aspecto máxima | Límite de radio interno | Capacidad de tolerancia |
|---|---|---|---|---|
| Al 6061-T6 | 1.0 mm | 8:1 | 0.2 mm | ±0.025 mm |
| SS 316L | 1.5 mm | 6:1 | 0.3 mm | ±0.05 mm |
| Ti 6Al-4V | 2.0 mm | 4:1 | 0.5 mm | ±0.075 mm |
| Inconel 718 | 2.5 mm | 3:1 | 0.8 mm | ±0.1 mm |
Programación CAM y optimización de la trayectoria de la herramienta
La programación de Fabricación Asistida por Ordenador (CAM) traduce la geometría verificada en trayectorias de herramienta optimizadas que equilibran el tiempo de ciclo, la vida útil de la herramienta y la precisión dimensional. Nuestro enfoque de programación considera las propiedades del material, las restricciones de sujeción y las capacidades de la máquina para generar estrategias de corte eficientes.
Las operaciones de desbaste eliminan el material a granel utilizando parámetros de corte agresivos, dejando al mismo tiempo márgenes de material consistentes para las pasadas de acabado. Normalmente mantenemos un margen de material de 0,2-0,5 mm dependiendo de la geometría de la característica y los requisitos de tolerancia. Las estrategias de limpieza adaptativa varían las velocidades de avance y las distancias de paso en función del contacto con el material, reduciendo las fuerzas de corte y prolongando la vida útil de la herramienta.
Las operaciones de semiacabado crean condiciones de superficie uniformes para las pasadas finales al tiempo que abordan las transiciones geométricas entre las características. Estas operaciones son particularmente críticas para superficies 3D complejas donde los cambios normales de la superficie requieren una cuidadosa atención a la orientación de la herramienta y la dirección de corte.
Las pasadas de acabado logran las dimensiones finales y los requisitos de superficie utilizando parámetros de corte optimizados. La selección de la herramienta equilibra los requisitos de acabado superficial con los objetivos de productividad. Las fresas de extremo de carburo con recubrimientos especializados pueden lograr acabados superficiales de Ra 0,8 μm o mejores en aleaciones de aluminio, manteniendo al mismo tiempo tiempos de ciclo razonables.
Estrategias avanzadas de trayectoria de la herramienta
Las técnicas de mecanizado de alta velocidad (HSM) permiten el procesamiento eficiente de geometrías complejas manteniendo al mismo tiempo la precisión dimensional. Las estrategias HSM utilizan profundidades de corte axiales ligeras (normalmente 0,1-0,3 mm) combinadas con altas velocidades de avance para mantener cargas de viruta óptimas minimizando al mismo tiempo las fuerzas de corte.
Los patrones de fresado trocoidal crean trayectorias de herramienta suaves y continuas que eliminan los cambios bruscos de dirección y reducen los ciclos de aceleración/desaceleración de la máquina. Estos patrones son particularmente efectivos para operaciones de ranurado y mecanizado de cavidades profundas donde las trayectorias de herramienta convencionales crearían fuerzas de corte excesivas.
Para obtener resultados de alta precisión, Solicite un presupuesto gratuito y obtenga precios en 24 horas de Microns Hub.
La orientación del fresado en ascenso proporciona un acabado superficial y una precisión dimensional superiores en comparación con el fresado convencional. La acción de corte empuja la pieza de trabajo contra la fijación en lugar de levantarla, reduciendo la vibración y mejorando la calidad de la superficie. Sin embargo, la compensación de holgura de la máquina debe calibrarse correctamente para evitar problemas de contacto con la herramienta.
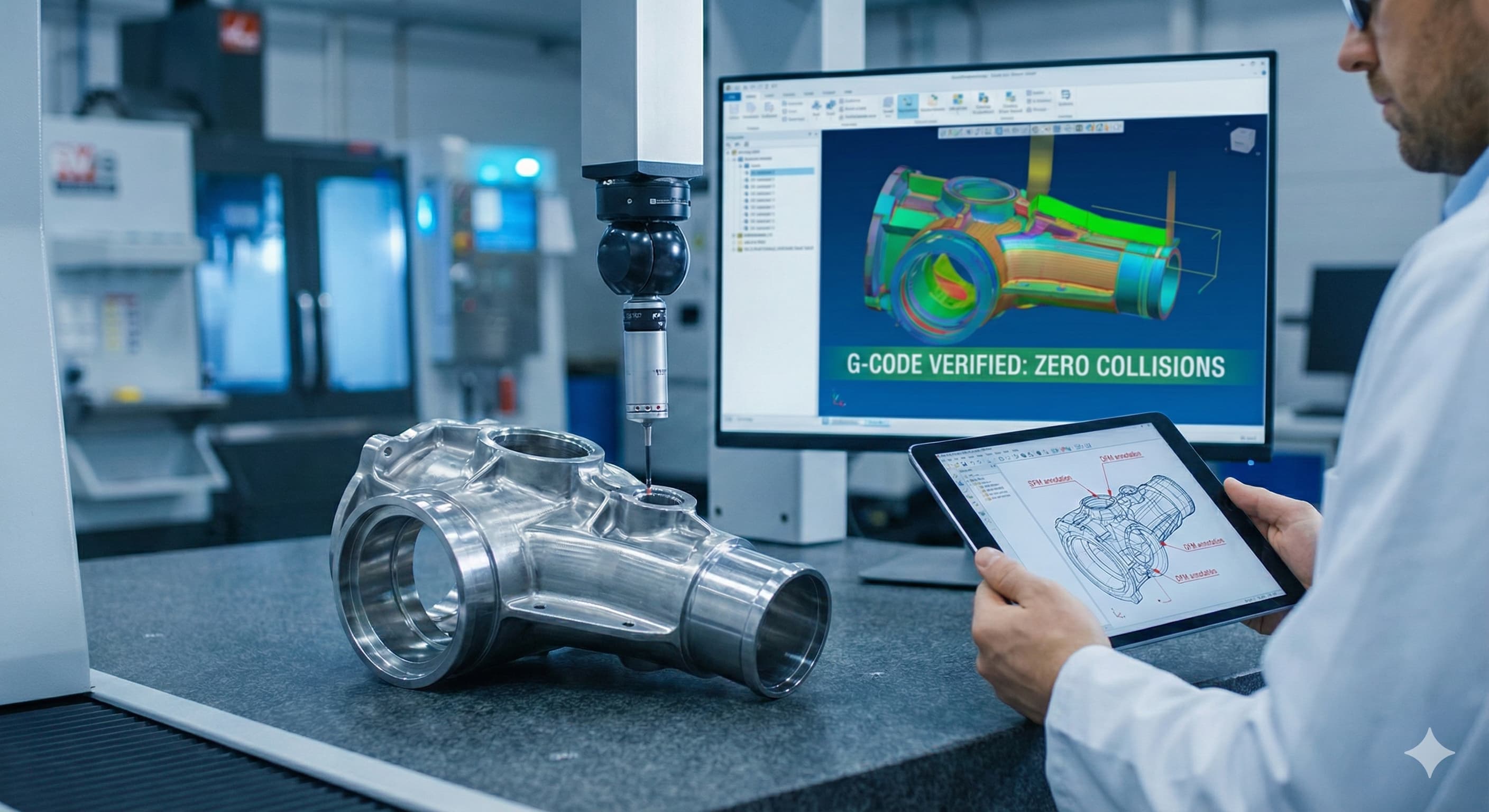
Verificación y simulación del código G
La verificación del código G representa la puerta de calidad final antes de que comience el mecanizado físico. Nuestro software de simulación crea representaciones virtuales de las operaciones de corte que identifican posibles colisiones, verifican la precisión dimensional y optimizan los tiempos de ciclo.
Los algoritmos de detección de colisiones comprueban las holguras de la herramienta durante todo el ciclo de mecanizado, incluyendo los movimientos rápidos de posicionamiento y los cambios de herramienta. La simulación considera la geometría real de la máquina, incluyendo las dimensiones del husillo, las configuraciones del portaherramientas y las fijaciones de la pieza de trabajo. Este enfoque integral evita costosos choques que podrían dañar el equipo o comprometer la calidad de la pieza.
La verificación dimensional compara la geometría simulada de la pieza con las especificaciones CAD originales. La simulación tiene en cuenta la deflexión de la herramienta, los efectos térmicos y las variaciones de la fuerza de corte para predecir las dimensiones finales de la pieza con una precisión de ±0,005 mm. Esta capacidad predictiva permite realizar ajustes en el proceso antes de que comience el mecanizado.
La optimización del tiempo de ciclo equilibra los objetivos de productividad con los requisitos de calidad. La simulación identifica oportunidades para aumentar las velocidades de avance durante las operaciones menos críticas, manteniendo al mismo tiempo parámetros conservadores para las características críticas para la tolerancia. La optimización típica resulta en reducciones del tiempo de ciclo del 15-25% sin comprometer la calidad.
| Parámetro de simulación | Tolerancia de verificación | Precisión típica | Rango de ajuste |
|---|---|---|---|
| Precisión dimensional | ±0.01 mm | ±0.005 mm | Compensación de ±0.002 mm |
| Acabado de la superficie | Ra 1.6 μm | Ra 0.8 μm | Variación de ±0.4 μm |
| Tiempo de ciclo | Variación de ±5% | Variación de ±2% | Potencial de optimización del 10-30% |
| Vida útil de la herramienta | Predicción de ±10% | Predicción de ±5% | Posible mejora del 20-50% |
Simulación de la eliminación de material
La simulación avanzada de la eliminación de material rastrea las condiciones de corte durante todo el ciclo de mecanizado, identificando áreas de carga excesiva de la herramienta o de contacto insuficiente con el material. Este análisis es particularmente valioso para superficies 3D complejas donde las condiciones de corte varían continuamente.
Los algoritmos de predicción de la fuerza de corte consideran las propiedades del material, la geometría de la herramienta y los parámetros de corte para estimar las fuerzas de mecanizado durante cada operación. Las áreas de alta fuerza reciben especial atención para garantizar una sujeción adecuada y evitar la distorsión de la pieza durante el mecanizado.
El análisis térmico predice la generación y distribución de calor durante las operaciones de corte. Las temperaturas excesivas pueden causar una expansión térmica que comprometa la precisión dimensional o un endurecimiento por trabajo que acelere el desgaste de la herramienta. La simulación identifica las áreas de alta temperatura y recomienda estrategias de refrigerante o ajustes de parámetros.
Integración del control de calidad
La integración del control de calidad garantiza que las piezas fabricadas cumplan las especificaciones mediante la medición sistemática y la validación del proceso. Nuestros protocolos de calidad combinan la supervisión en proceso con la inspección posterior al mecanizado para mantener resultados consistentes en todas las cantidades de producción.
Los métodos de Control Estadístico de Procesos (SPC) rastrean las características dimensionales clave durante las series de producción. Los gráficos de control identifican la deriva del proceso antes de que las piezas queden fuera de los límites de especificación, lo que permite realizar ajustes proactivos que evitan las piezas defectuosas. Normalmente alcanzamos valores de Cpk de 1,33 o superiores para las dimensiones críticas.
La inspección con Máquina de Medición por Coordenadas (CMM) proporciona una validación dimensional completa para geometrías complejas. Nuestra programación genera rutinas de inspección automatizadas que miden las características críticas minimizando al mismo tiempo el tiempo de configuración. La precisión típica de la inspección es de ±0,002 mm con una repetibilidad de ±0,001 mm.
Al realizar un pedido a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestro enfoque integrado de verificación del diseño, optimización de la fabricación y garantía de calidad ofrece resultados consistentes que cumplen sus requisitos de ingeniería manteniendo al mismo tiempo plazos de entrega competitivos.
Trazabilidad y documentación
Los paquetes de documentación completos acompañan a cada componente fabricado, proporcionando una trazabilidad completa desde la certificación de la materia prima hasta los resultados de la inspección final. Las certificaciones de materiales verifican la química y las propiedades mecánicas de acuerdo con las normas aplicables, como la norma ASTM B209 para la placa de aluminio o la norma ASTM A240 para la chapa de acero inoxidable.
Los informes de Inspección del Primer Artículo (FAI) documentan el cumplimiento dimensional de las piezas de producción iniciales. Estos informes incluyen los valores medidos reales para todas las dimensiones especificadas, las mediciones del acabado superficial y la verificación de las propiedades del material. La aprobación de la FAI establece la línea de base de fabricación para las cantidades de producción posteriores.
La documentación de control de procesos registra los parámetros de corte, el uso de la herramienta y los tiempos de ciclo para cada pieza fabricada. Esta información permite la recreación rápida del proceso para pedidos repetidos y proporciona datos valiosos para las iniciativas de mejora continua.
Integración con los servicios de fabricación
Nuestros protocolos de verificación se integran perfectamente con nuestros servicios de fabricación para proporcionar soluciones integrales para componentes complejos. Las piezas de múltiples operaciones que requieren tanto el mecanizado CNC como los servicios de fabricación de chapa metálica se benefician de una planificación coordinada que optimiza la secuencia de fabricación completa.
Las consideraciones de montaje influyen en las recomendaciones de diseño de las piezas individuales. Los componentes que requieren ajustes a presión, sujetadores roscados o uniones soldadas reciben un análisis especializado para garantizar un ajuste y una función adecuados. El análisis de la acumulación de tolerancias evita problemas de interferencia que podrían comprometer las operaciones de montaje.
Las operaciones secundarias, como el tratamiento térmico, el recubrimiento superficial o los procesos de acabado, se consideran durante la verificación inicial del diseño. Estas operaciones pueden afectar a las dimensiones de la pieza a través de la expansión térmica, la acumulación del espesor del recubrimiento o la eliminación de material durante el acabado. Nuestro proceso de verificación tiene en cuenta estos efectos para garantizar que las piezas finales cumplan las especificaciones.
Estrategias de optimización de costes
La optimización de costes comienza durante la fase de verificación a través de modificaciones de diseño que reducen la complejidad de la fabricación sin comprometer la funcionalidad. Cambios simples como aumentar los radios de las esquinas, ajustar las posiciones de los agujeros para los tamaños de broca estándar o modificar los requisitos de acabado superficial pueden reducir significativamente los costes de producción.
El análisis de la utilización del material identifica oportunidades para minimizar los residuos a través de la orientación óptima de las piezas y las estrategias de anidación. Para los componentes de engranajes de precisión y piezas similares de alto valor, a menudo se pueden lograr ahorros de material del 15-30% a través de una planificación cuidadosa.
La estandarización de las herramientas reduce la complejidad de la configuración y los requisitos de inventario. Nuestro proceso de verificación identifica oportunidades para utilizar herramientas estándar en múltiples características, reduciendo los tiempos de ciclo y simplificando los requisitos de programación.
| Categoría de optimización | Reducción de costes típica | Complejidad de la implementación | Impacto en la calidad |
|---|---|---|---|
| Simplificación del diseño | 15-25% | Baja | Neutral o positivo |
| Optimización de materiales | 10-20% | Media | Neutral |
| Estandarización de herramientas | 8-15% | Media | Neutral |
| Integración de procesos | 12-30% | Alta | Positivo |
Preguntas frecuentes
¿Cómo manejan los archivos STEP con geometría faltante o dañada?
Utilizamos algoritmos automatizados de reparación combinados con técnicas de reconstrucción manual para reparar los defectos geométricos. Nuestro proceso incluye la reconstrucción de la superficie para las caras faltantes, la restauración de la conectividad de los bordes y la corrección del vector normal. Si la reparación no es posible, proporcionamos información detallada con las modificaciones de diseño recomendadas para resolver los problemas.
¿Qué capacidades de tolerancia pueden lograr con diferentes materiales?
Las capacidades de tolerancia dependen de las propiedades del material, la geometría de la pieza y los procesos de fabricación. Para el aluminio 6061-T6, alcanzamos rutinariamente ±0,025 mm en las características mecanizadas. El acero inoxidable 316L suele alcanzar ±0,05 mm, mientras que los materiales más difíciles como el Inconel 718 se mantienen en ±0,1 mm. Es posible obtener tolerancias más estrictas con herramientas especializadas y operaciones adicionales.
¿Cómo verifican la precisión de la trayectoria de la herramienta antes del mecanizado?
Nuestro proceso de verificación del código G utiliza un software de simulación avanzado que modela el proceso de mecanizado completo, incluyendo la deflexión de la herramienta, las fuerzas de corte y los efectos térmicos. La simulación compara la geometría predicha de la pieza con las especificaciones CAD con una precisión de ±0,005 mm, lo que permite la optimización del proceso antes de que comience el mecanizado físico.
¿Qué modificaciones de diseño recomiendan para la reducción de costes?
Las modificaciones comunes para la reducción de costes incluyen el aumento de los radios de las esquinas internas para acomodar herramientas más grandes, el ajuste de los tamaños de los agujeros a los diámetros de broca estándar, la reducción de los requisitos de acabado superficial cuando sea posible y la modificación de la orientación de la pieza para minimizar el desperdicio de material. Proporcionamos recomendaciones detalladas que mantienen la funcionalidad al tiempo que reducen la complejidad de la fabricación.
¿Cómo manejan las piezas que requieren múltiples procesos de fabricación?
Los componentes de múltiples procesos reciben una planificación coordinada que optimiza la secuencia de fabricación completa. Consideramos los efectos de la acumulación de tolerancias, los cambios en las propiedades del material debidos al tratamiento térmico y las variaciones dimensionales debidas a las operaciones secundarias. Nuestro enfoque integrado garantiza que todos los procesos trabajen juntos para cumplir con las especificaciones finales de la pieza.
¿Qué documentación de calidad proporcionan con las piezas fabricadas?
Los paquetes de documentación completos incluyen certificaciones de materiales, informes de inspección dimensional, mediciones de acabado superficial y documentación de Inspección del Primer Artículo (FAI) cuando sea necesario. También proporcionamos registros de control de procesos que muestran los parámetros de corte, el uso de la herramienta y los tiempos de ciclo para una trazabilidad completa.
¿Cómo optimizan los tiempos de ciclo manteniendo la calidad?
La optimización del tiempo de ciclo utiliza estrategias avanzadas de trayectoria de la herramienta, como la limpieza adaptativa, el fresado trocoidal y las técnicas de mecanizado de alta velocidad. Nuestro software de simulación identifica oportunidades para aumentar las velocidades de avance durante las operaciones no críticas, manteniendo al mismo tiempo parámetros conservadores para las características críticas para la tolerancia, logrando normalmente reducciones de tiempo del 15-25% sin comprometer la calidad.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece