Impregnación al vacío: Sellado de fugas en fundiciones hidráulicas
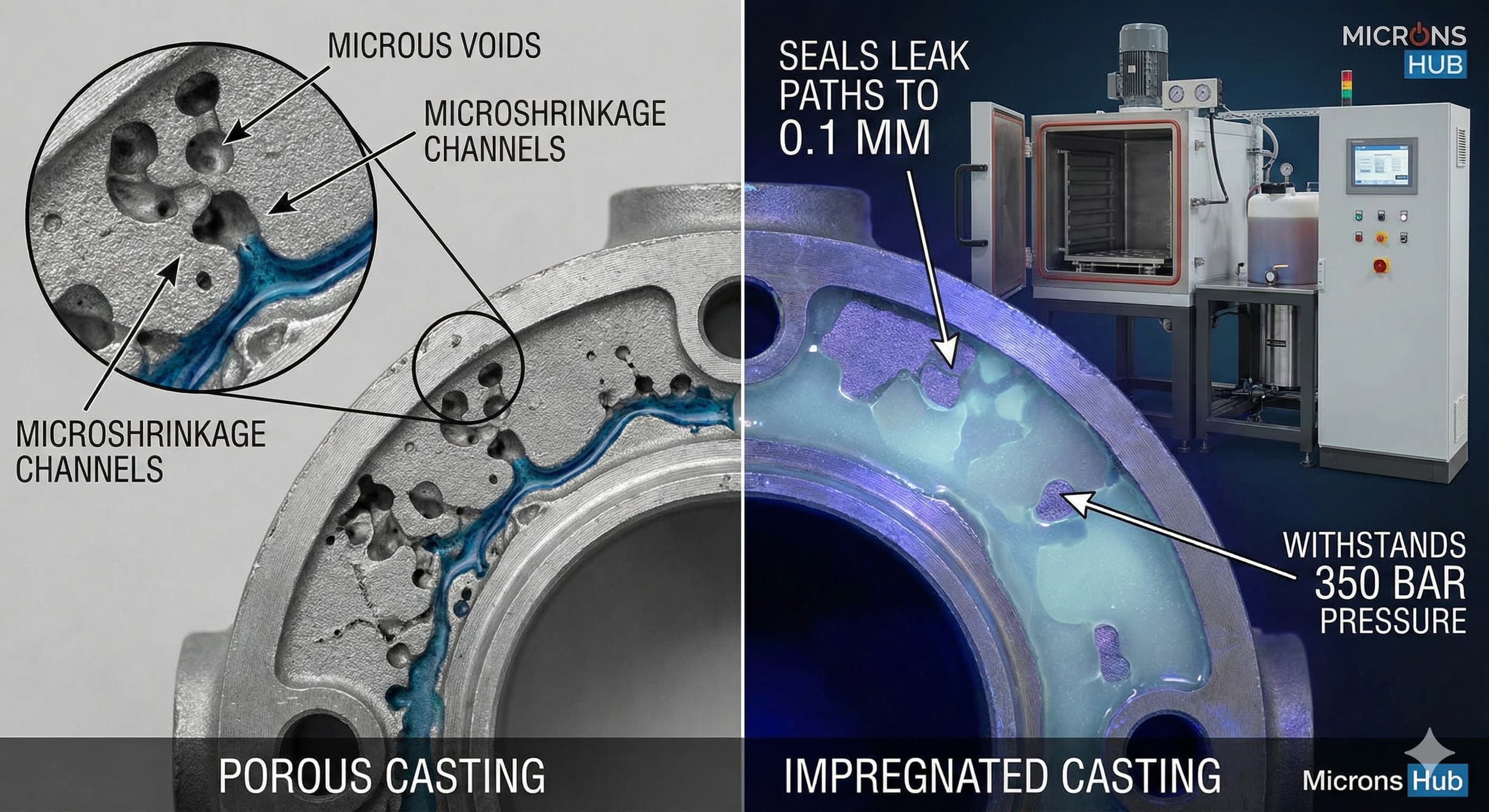
La porosidad en las fundiciones hidráulicas representa uno de los modos de fallo más críticos en aplicaciones de alta presión. Cuando la microcontracción interconectada crea caminos de fuga a través de las paredes de la fundición, el resultado es un fallo catastrófico del sistema, contaminación ambiental y costes de inactividad significativos. La impregnación al vacío ha surgido como la solución definitiva para sellar estos defectos microscópicos, transformando componentes potencialmente desechados en conjuntos herméticos a la presión capaces de soportar presiones de funcionamiento superiores a 350 bar.
Este análisis técnico exhaustivo examina el proceso de impregnación al vacío desde perspectivas tanto metalúrgicas como prácticas, proporcionando a los ingenieros de fabricación el conocimiento detallado necesario para implementar protocolos de sellado de fugas exitosos.
Puntos clave
- La impregnación al vacío puede sellar porosidad de hasta 0,1 mm de diámetro, logrando tasas de fuga por debajo de 10⁻⁶ mbar·l/s como se especifica en la norma ISO 3530
- La preparación adecuada de la superficie y la eliminación de la contaminación son fundamentales: incluso 0,05 mm de fluidos de mecanizado pueden impedir la penetración completa de la resina
- Las resinas anaeróbicas modernas se curan dentro de los poros interconectados mientras permanecen líquidas en las áreas expuestas al aire, lo que permite un sellado selectivo
- El análisis de costes muestra que la impregnación al vacío recupera el 85-95% de las fundiciones hidráulicas que de otro modo serían rechazadas, a un 15-25% del coste de sustitución
Comprensión de la formación de porosidad en fundiciones hidráulicas
Las fundiciones hidráulicas experimentan la formación de porosidad a través de múltiples mecanismos durante el proceso de solidificación. El principal contribuyente es la microcontracción, que se produce cuando la solidificación del metal crea una contracción volumétrica sin una alimentación adecuada de los elevadores o compuertas. Este fenómeno es particularmente pronunciado en aleaciones de aluminio como A356-T6 y A380, donde la contracción por solidificación se acerca al 6,5% en volumen.
La porosidad gaseosa presenta el segundo mayor desafío, que se forma cuando el hidrógeno disuelto se precipita durante el enfriamiento. La solubilidad del hidrógeno en el aluminio disminuye drásticamente de 0,69 cm³/100g en estado líquido a sólo 0,036 cm³/100g en forma sólida. Esta sobresaturación crea poros esféricos que varían de 0,1 mm a varios milímetros de diámetro.
La distinción crítica para las aplicaciones hidráulicas radica en la interconexión de la porosidad. Los poros aislados presentan un riesgo mínimo, pero las redes interconectadas crean caminos de fuga continuos a través de las paredes de la fundición. Estos canales microscópicos, a menudo invisibles a la inspección visual estándar, permiten la migración de fluido hidráulico bajo presión, lo que provoca fugas externas y contaminación del sistema.
| Tipo de porosidad | Rango de tamaño típico | Mecanismo de formación | Nivel de riesgo hidráulico |
|---|---|---|---|
| Microcontracción | 0.05-0.5 mm | Contracción por solidificación | Alto - interconectado |
| Porosidad de gas (H₂) | 0.1-2.0 mm | Precipitación de hidrógeno | Medio - típicamente aislado |
| Inclusiones de óxido | 0.02-0.2 mm | Atrapamiento de oxidación superficial | Alto - crea puntos de inicio de fugas |
| Juntas frías | 0.1-1.0 mm de ancho | Fusión incompleta del metal | Muy alto - trayectorias de fuga lineales |
Los procesos modernos de fundición a presión han reducido significativamente la aparición de porosidad, particularmente con la fundición a presión de zinc que ofrece características de densidad superiores en comparación con las alternativas de aluminio. Sin embargo, las geometrías complejas y las secciones gruesas en los componentes hidráulicos aún presentan desafíos de solidificación que requieren un tratamiento posterior a la fundición.
Fundamentos del proceso de impregnación al vacío
La impregnación al vacío opera según el principio de presión diferencial para forzar resinas de baja viscosidad en la porosidad microscópica. El proceso comienza colocando las fundiciones limpias en una cámara de vacío, que normalmente alcanza presiones por debajo de 1 mbar (100 Pa). Esta extracción al vacío elimina el aire de los poros interconectados, creando la fuerza impulsora para la posterior penetración de la resina.
La selección de la resina resulta fundamental para las aplicaciones hidráulicas. Las resinas anaeróbicas modernas, específicamente las formulaciones a base de metacrilato, se curan sólo en ausencia de oxígeno mientras permanecen líquidas en las áreas expuestas al aire. Este curado selectivo garantiza un sellado completo de los poros sin contaminación de la superficie que pueda interferir con las operaciones posteriores de mecanizado o recubrimiento.
Parámetros críticos del proceso
El nivel de vacío representa el parámetro de control primario, que afecta directamente la profundidad y la integridad de la penetración. Los resultados óptimos requieren presiones absolutas por debajo de 1 mbar, mantenidas durante el tiempo suficiente para lograr una evacuación completa del aire. El tiempo de evacuación depende de la geometría de la pieza y del volumen de porosidad, que normalmente oscila entre 15 y 45 minutos para las fundiciones hidráulicas.
El control de la temperatura durante la impregnación afecta tanto la viscosidad de la resina como las características de penetración. La mayoría de las resinas anaeróbicas alcanzan propiedades de flujo óptimas a 60-80°C, lo que reduce la viscosidad en aproximadamente un 40% en comparación con el funcionamiento a temperatura ambiente. Sin embargo, una temperatura excesiva acelera el inicio del curado, lo que podría bloquear los canales de poros estrechos antes de la penetración completa.
El diferencial de presión durante la introducción de la resina normalmente utiliza la presión atmosférica contra el vacío mantenido. Algunos sistemas avanzados emplean presión positiva de hasta 6 bar manométricos para mejorar la penetración en porosidad extremadamente fina, aunque esto requiere un control cuidadoso para evitar la distorsión de la fundición en secciones de paredes delgadas.
Selección de materiales y compatibilidad
La selección de la química de la resina debe considerar tanto la aleación de fundición base como la compatibilidad prevista con el fluido hidráulico. Para las fundiciones de aluminio, las resinas a base de metacrilato proporcionan una excelente adhesión y resistencia química. Estas formulaciones suelen alcanzar resistencias a la tracción superiores a 25 MPa después del curado completo, con valores de dureza Shore D entre 75 y 85.
Las pruebas de compatibilidad con fluidos hidráulicos siguen los protocolos ASTM D471, evaluando la hinchazón del volumen y la retención de propiedades después de una exposición prolongada. Las resinas anaeróbicas modernas demuestran una excelente compatibilidad con los aceites hidráulicos a base de minerales, mostrando menos del 3% de cambio de volumen después de 1000 horas a 100°C. La compatibilidad con fluidos sintéticos varía significativamente con la química del fluido, lo que requiere una validación específica para cada aplicación.
| Tipo de resina | Tiempo de curado (25°C) | Rango de temperatura | Compatibilidad con fluidos hidráulicos | Costo por litro |
|---|---|---|---|---|
| Metacrilato anaeróbico | 2-4 horas | -55°C a +150°C | Excelente con aceites minerales | €125-180 |
| Poliuretano modificado | 6-8 horas | -40°C a +120°C | Bueno con la mayoría de los fluidos | €95-140 |
| A base de epoxi | 12-24 horas | -30°C a +130°C | Regular - requiere pruebas | €80-120 |
| Modificado con silicona | 4-6 horas | -65°C a +180°C | Excelente flexibilidad | €160-220 |
La resina curada debe mantener la integridad bajo el ciclo de presión hidráulica. Los protocolos de prueba incluyen el ciclo de presión de 0 a la presión máxima de funcionamiento durante un mínimo de 100.000 ciclos, con detección de fugas realizada a intervalos regulares. La impregnación exitosa normalmente soporta presiones 1,5 veces la presión máxima de funcionamiento sin fugas detectables.
Requisitos de preparación de la superficie
La limpieza de la superficie impacta directamente la efectividad de la impregnación, e incluso la contaminación microscópica impide la penetración completa de la resina. Los fluidos de mecanizado, particularmente los refrigerantes a base de agua, crean la barrera más significativa al flujo de resina. La eliminación completa requiere protocolos de limpieza de varias etapas que combinan el desengrasado con solventes con la limpieza alcalina.
La secuencia de limpieza recomendada comienza con el desengrasado con vapor utilizando tricloroetileno o alternativas modernas de hidrocarburos, seguido de una limpieza alcalina a 80-90°C durante 10-15 minutos. El enjuague final con agua desionizada evita los depósitos minerales que podrían bloquear la porosidad fina. El secado completo a 120°C durante un mínimo de 30 minutos asegura la eliminación de la humedad que podría interferir con los mecanismos de curado anaeróbico.
Para obtener resultados de alta precisión, envíe su proyecto para obtener un presupuesto en 24 horas de Microns Hub.
Protocolos de control de calidad y pruebas
La verificación de las pruebas de fugas sigue los protocolos establecidos descritos en la norma ISO 3530 para componentes hidráulicos. El método más sensible emplea la espectrometría de masas de helio, capaz de detectar tasas de fuga por debajo de 10⁻⁸ mbar·l/s. Sin embargo, las pruebas de producción prácticas a menudo utilizan métodos de caída de presión con una sensibilidad de detección de fugas apropiada para los requisitos de la aplicación.
Las pruebas de fugas previas a la impregnación establecen la gravedad de la porosidad de referencia, que normalmente se realizan a 1,5 veces la presión de funcionamiento con una duración de medición de 15 a 30 minutos, según el volumen del componente. Los criterios de rechazo varían según la aplicación, pero los componentes hidráulicos generalmente requieren tasas de fuga por debajo de 10⁻⁴ mbar·l/s para la consideración de la impregnación.
La verificación posterior a la impregnación debe tener en cuenta la progresión del curado de la resina. Las pruebas iniciales inmediatamente después del procesamiento pueden mostrar tasas de fuga artificialmente bajas debido a la movilidad de la resina no curada. Los protocolos estándar requieren un tiempo de curado mínimo de 24 horas antes de la prueba de fugas final, y algunas especificaciones se extienden a 72 horas para aplicaciones críticas.
Monitoreo y control del proceso
El monitoreo del nivel de vacío durante todo el ciclo de evacuación proporciona información sobre el volumen de porosidad y la interconexión. Un rápido aumento de la presión cuando se produce el aislamiento del vacío indica una porosidad interna significativa, mientras que un aumento gradual sugiere defectos mínimos o mal conectados. Esta información guía la optimización del tiempo de evacuación y ayuda a predecir la probabilidad de éxito de la impregnación.
El monitoreo de la penetración de la resina utiliza varias técnicas según la geometría y la accesibilidad del componente. La adición de tinte fluorescente permite la verificación visual bajo iluminación UV, particularmente útil para pasajes internos complejos. La medición del aumento de peso proporciona una evaluación cuantitativa de la absorción de resina, con valores típicos que oscilan entre el 0,1 y el 2,0% del peso del componente, según la gravedad de la porosidad.
| Severidad de la porosidad | Tiempo de evacuación al vacío | Aumento de peso esperado | Tasa de éxito | Aplicaciones típicas |
|---|---|---|---|---|
| Ligera (poros dispersos) | 15-20 minutos | 0.1-0.3% | 95-98% | Bloques hidráulicos estándar |
| Moderada (alguna interconexión) | 25-35 minutos | 0.4-0.8% | 90-95% | Cuerpos de válvulas complejos |
| Grave (redes extensas) | 40-60 minutos | 0.9-2.0% | 80-90% | Carcasas de bombas de sección gruesa |
| Crítica (a través de la pared) | 45-75 minutos | 1.5-3.0% | 70-85% | Culatas, colectores |
Análisis económico y justificación de costes
La economía de la impregnación al vacío depende de varios factores, incluido el coste de sustitución de la fundición, la reducción de la tasa de chatarra y los requisitos de rendimiento del procesamiento. Para los cuerpos de válvulas hidráulicas típicos con costes de fabricación entre 45 y 85 €, el procesamiento de impregnación añade aproximadamente entre 8 y 15 € por componente, lo que representa entre el 15 y el 25% del coste total de fabricación.
El desglose de costes incluye el consumo de resina (normalmente entre 2 y 4 € por componente), la mano de obra de procesamiento, la amortización del equipo y las pruebas de verificación de calidad. Las operaciones a gran escala logran economías de escala a través del procesamiento por lotes, lo que reduce los costes por componente a 5-8 € para las fundiciones hidráulicas estándar.
Los cálculos del retorno de la inversión deben considerar la alternativa del rechazo y la refabricación de componentes. Con tasas de rechazo típicas para fundiciones hidráulicas complejas que oscilan entre el 3 y el 8% debido a fugas relacionadas con la porosidad, la impregnación puede recuperar entre el 85 y el 95% de los componentes que de otro modo se desecharían. Esta tasa de recuperación se traduce en importantes ahorros de costes, particularmente para geometrías complejas que requieren un mecanizado extenso.
Consideraciones de integración del proceso
La optimización de la secuencia de fabricación requiere una integración cuidadosa de la impregnación al vacío dentro de los flujos de trabajo de producción existentes. El momento ideal coloca la impregnación después del mecanizado en bruto pero antes de las operaciones finales, lo que permite la verificación de la efectividad del sello al tiempo que minimiza los costes de reelaboración si el tratamiento falla.
La compatibilidad del tratamiento térmico presenta consideraciones importantes para las fundiciones de aluminio que requieren condiciones de temple T6. Los tratamientos de envejecimiento estándar a 155°C superan la mayoría de los límites de temperatura de la resina anaeróbica, lo que requiere la selección de resina para capacidad de alta temperatura o la modificación de la secuencia del proceso para realizar la impregnación después de la finalización del tratamiento térmico.
Al integrar la impregnación al vacío con nuestros servicios de fabricación, una coordinación cuidadosa garantiza resultados óptimos al tiempo que mantiene la eficiencia de la producción y la rentabilidad.
Aplicaciones avanzadas y consideraciones especiales
Las aplicaciones hidráulicas de alta presión que superan los 280 bar requieren protocolos de impregnación mejorados y formulaciones de resina especializadas. Estas aplicaciones a menudo utilizan múltiples ciclos de impregnación con resinas de viscosidad progresivamente más baja para garantizar la penetración completa de redes de porosidad extremadamente fina.
Los componentes hidráulicos aeroespaciales que operan a presiones de hasta 350 bar exigen pruebas de calificación adicionales que incluyen resistencia a la vibración, ciclos de temperatura y validación de ciclos de presión extendidos. Los protocolos de prueba siguen estándares aeroespaciales como AS9100, que requieren documentación completa y trazabilidad durante todo el proceso de impregnación.
Las consideraciones ambientales influyen cada vez más en la selección de resinas y los protocolos de procesamiento. Las formulaciones anaeróbicas a base de agua reducen las emisiones de compuestos orgánicos volátiles al tiempo que mantienen las características de rendimiento adecuadas para la mayoría de las aplicaciones hidráulicas. Estas opciones respetuosas con el medio ambiente normalmente añaden entre un 10 y un 15% a los costes de procesamiento, pero eliminan los gastos de recuperación y eliminación de disolventes.
Geometrías especializadas y componentes complejos
Los pasajes internos y los colectores hidráulicos complejos presentan desafíos únicos para la eficacia de la impregnación al vacío. Estas geometrías a menudo requieren tiempos de evacuación prolongados y fijaciones especializadas para garantizar la eliminación completa del aire de los pasajes sin salida y las redes de canales complejos.
Las secciones de paredes delgadas requieren un control cuidadoso de la presión durante la impregnación para evitar la distorsión. Los componentes con espesores de pared inferiores a 3 mm normalmente limitan la aplicación de presión positiva a un máximo de 2 bar manométricos, lo que prolonga el tiempo de procesamiento pero evita cambios dimensionales que podrían afectar las relaciones de ajuste críticas.
Al realizar pedidos a Microns Hub, se beneficia de relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica en procesos de impregnación al vacío significa que cada fundición hidráulica recibe la atención al detalle necesaria para un funcionamiento fiable y hermético a la presión.
Solución de problemas comunes de impregnación
La penetración incompleta representa el modo de fallo de impregnación más frecuente, que normalmente resulta de una evacuación de vacío insuficiente o de una contaminación que bloquea el acceso a los poros. Los procedimientos de diagnóstico incluyen el seccionamiento de muestras de prueba para verificar la profundidad de penetración de la resina y el análisis del patrón de distribución.
La tinción de la superficie ocurre ocasionalmente cuando la resina se filtra de la porosidad subsuperficial durante la progresión del curado. Este problema normalmente indica una porosidad interconectada que se extiende a las superficies de los componentes, lo que requiere tiempos de evacuación prolongados o múltiples ciclos de impregnación para un sellado completo.
La inhibición del curado puede resultar de la contaminación de la superficie o de materiales incompatibles en contacto con la resina no curada. Los compuestos de silicona resultan particularmente problemáticos y requieren una eliminación completa antes del procesamiento. Los protocolos de prueba incluyen la verificación del curado en cupones de prueba procesados junto con los componentes de producción.
| Síntoma del problema | Causa probable | Método de diagnóstico | Acción correctiva |
|---|---|---|---|
| Fuga posterior al curado | Penetración incompleta | Análisis de seccionamiento | Tiempo de evacuación extendido |
| Manchas en la superficie | Porosidad subsuperficial | Pruebas de líquidos penetrantes | Múltiples ciclos de impregnación |
| Sin indicación de curado | Contaminación/inhibición | Evaluación de cupones de prueba | Protocolo de limpieza mejorado |
| Resultados variables | Inconsistencia del proceso | Control estadístico de procesos | Estandarización de parámetros |
Desarrollos futuros y tendencias tecnológicas
La química avanzada de las resinas continúa evolucionando hacia mayores capacidades de temperatura y una mayor resistencia química. Las nuevas formulaciones en desarrollo prometen rangos de temperatura de funcionamiento que se extienden hasta 200°C, manteniendo al mismo tiempo las características de curado selectivo esenciales para una impregnación eficaz.
La automatización de procesos incorpora cada vez más sistemas de monitoreo en tiempo real y control adaptativo. Estos desarrollos incluyen el monitoreo continuo del nivel de vacío, el control automático del nivel de resina y la verificación integrada de las pruebas de fugas dentro de un equipo de procesamiento de una sola estación.
La integración de la fabricación aditiva presenta oportunidades emergentes, ya que los componentes hidráulicos impresos en 3D a menudo exhiben porosidad que requiere tratamiento de sellado. La combinación de servicios de moldeo por inyección con la impregnación posterior al procesamiento crea nuevas posibilidades para la producción de componentes hidráulicos complejos.
Las aplicaciones de nanotecnología exploran la incorporación de nanopartículas dentro de las resinas de impregnación para mejorar las propiedades mecánicas y proporcionar características de autocuración en condiciones de carga cíclica. Estas formulaciones avanzadas permanecen en las etapas de desarrollo, pero muestran ser prometedoras para extender la vida útil de los componentes en aplicaciones hidráulicas exigentes.
Preguntas frecuentes
¿Qué niveles de presión pueden soportar las fundiciones hidráulicas impregnadas al vacío?
Las fundiciones hidráulicas impregnadas adecuadamente normalmente soportan presiones de hasta 350 bar en servicio continuo, con presiones de rotura superiores a 525 bar. La capacidad de presión real depende de la integridad de la fundición base, la integridad de la penetración de la resina y la geometría del componente. Los protocolos de prueba verifican el rendimiento a 1,5 veces la presión de funcionamiento para la aceptación de la calificación.
¿Cuánto tiempo lleva el proceso de impregnación al vacío para los componentes hidráulicos?
La impregnación al vacío completa normalmente requiere de 4 a 8 horas, incluidas las fases de evacuación, impregnación y curado inicial. El tiempo de evacuación oscila entre 15 y 60 minutos, según el tamaño del componente y la gravedad de la porosidad. El curado de la resina requiere de 2 a 4 horas adicionales antes de la manipulación, y el desarrollo completo de las propiedades se logra en 24 a 48 horas a temperatura ambiente.
¿Se pueden impregnar con éxito las fundiciones hidráulicas previamente mecanizadas?
Sí, las fundiciones mecanizadas se pueden impregnar eficazmente siempre que una limpieza exhaustiva elimine todos los fluidos y contaminantes de mecanizado. El protocolo de limpieza debe incluir el desengrasado con vapor y el lavado alcalino para garantizar la eliminación completa de la contaminación. Las tasas de éxito para los componentes mecanizados se acercan a las de las fundiciones no mecanizadas cuando se siguen los procedimientos adecuados de preparación de la superficie.
¿Qué sucede si la impregnación al vacío no sella todos los caminos de fuga?
La impregnación fallida a menudo se puede repetir después de identificar y corregir la causa raíz. Las acciones correctivas comunes incluyen ciclos de limpieza extendidos, tiempos de evacuación más largos o la selección de resina alternativa. Los componentes que muestran un éxito parcial pueden requerir múltiples ciclos de impregnación con resinas de viscosidad progresivamente más baja. Aproximadamente el 85-95% de los intentos de impregnación logran resultados aceptables en el primer procesamiento.
¿Cómo afecta el curado de la resina a las operaciones de mecanizado posteriores?
Las resinas anaeróbicas curadas se mecanizan de forma similar a la aleación de aluminio base, normalmente sin necesidad de herramientas especiales ni ajustes de parámetros. La dureza de la resina (Shore D 75-85) es compatible con las herramientas de carburo estándar utilizadas para el mecanizado de aluminio. La selección del refrigerante debe evitar los fluidos a base de agua que podrían ablandar la resina curada durante las operaciones de mecanizado prolongadas.
¿Qué certificaciones de calidad se aplican a los procesos de impregnación al vacío?
Los procesos de impregnación al vacío normalmente operan bajo sistemas de gestión de calidad ISO 9001, y las aplicaciones aeroespaciales requieren la certificación AS9100. La validación del proceso sigue los estándares ASTM, incluido D471 para la compatibilidad química y los estándares de prueba de fugas apropiados, como ISO 3530. Los requisitos de documentación incluyen los parámetros del proceso, la trazabilidad del lote de resina y los registros de verificación de la prueba de fugas.
¿Existen preocupaciones ambientales o de seguridad con las resinas de impregnación al vacío?
Las resinas anaeróbicas modernas presentan un impacto ambiental mínimo cuando se manipulan y eliminan adecuadamente. Las formulaciones a base de agua eliminan las emisiones de compuestos orgánicos volátiles durante el procesamiento. Las consideraciones de seguridad incluyen los protocolos estándar de manipulación de productos químicos, una ventilación adecuada durante el procesamiento y la eliminación adecuada de los materiales de desecho de acuerdo con las regulaciones ambientales locales. La mayoría de las resinas anaeróbicas no son peligrosas cuando se curan.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece