Fundición a presión de zinc frente a aluminio: por qué el zinc ofrece una vida útil superior de las herramientas
La vida útil de las herramientas de fundición a presión sigue siendo uno de los factores de coste más críticos en la producción de gran volumen, pero muchos ingenieros siguen tomando decisiones de selección de materiales basándose únicamente en las propiedades de los componentes. La dura realidad es que las operaciones de fundición a presión de aluminio suelen requerir el mantenimiento de las herramientas cada 50.000-80.000 disparos, mientras que las herramientas de fundición a presión de zinc suelen superar los 500.000 disparos antes de los principales intervalos de mantenimiento. Esta diferencia fundamental en la durabilidad de las herramientas puede determinar la rentabilidad del proyecto a lo largo del ciclo de vida de la producción.
Puntos clave
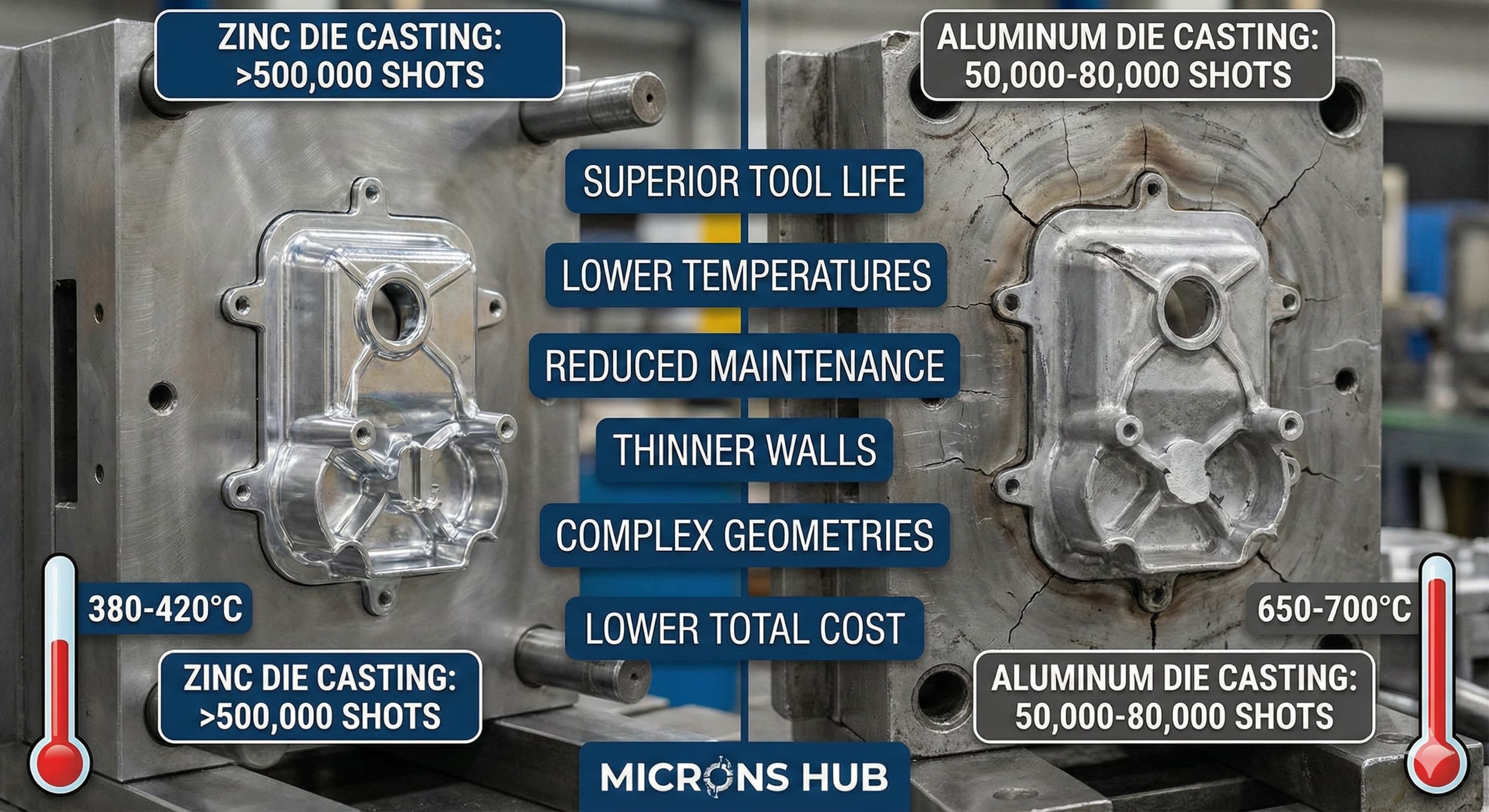
- Las herramientas de fundición a presión de zinc logran una vida útil de 6 a 10 veces mayor en comparación con el aluminio, con intervalos de mantenimiento típicos que superan los 500.000 disparos frente a los 50.000-80.000 disparos del aluminio.
- Las temperaturas de funcionamiento más bajas (380-420 °C para el zinc frente a 650-700 °C para el aluminio) reducen significativamente el estrés térmico y la degradación de las herramientas.
- Las características de flujo superiores del zinc permiten secciones de pared más delgadas y geometrías más complejas, manteniendo al mismo tiempo una precisión dimensional constante.
- El coste total de propiedad favorece al zinc para la producción de gran volumen a pesar de los mayores costes de las materias primas, debido a la reducción del mantenimiento de las herramientas y a las tiradas de producción más largas.
La física detrás de las diferencias en la vida útil de las herramientas
La razón fundamental por la que el zinc supera al aluminio en la longevidad de las herramientas reside en el diferencial de temperatura de funcionamiento y en las propiedades de interacción de los materiales. Las aleaciones de zinc se funden a aproximadamente 380-420 °C, mientras que las aleaciones de aluminio requieren 650-700 °C para las operaciones de fundición a presión adecuadas. Esta diferencia de temperatura de 270-300 °C crea entornos de estrés térmico drásticamente diferentes dentro de la cavidad del troquel.
El acero para herramientas experimenta ciclos de expansión y contracción térmica con cada disparo. A las temperaturas de funcionamiento del aluminio, el acero para herramientas H13 (el estándar de la industria para los troqueles de fundición a presión) funciona más cerca de su límite de temperatura de revenido. La exposición repetida a estas temperaturas elevadas provoca un ablandamiento gradual de la superficie de la herramienta, lo que provoca un desgaste prematuro, grietas e inestabilidad dimensional.
La temperatura de procesamiento más baja del zinc mantiene el acero para herramientas H13 dentro de su rango de dureza óptimo durante todo el ciclo de producción. El choque térmico reducido minimiza la formación de grietas por calor (las finas redes de grietas que se desarrollan en las superficies del troquel) y prolonga significativamente el intervalo entre los ciclos de reacondicionamiento.
Características del flujo de material y llenado del troquel
Las aleaciones de zinc demuestran una fluidez superior en comparación con el aluminio, llenando secciones delgadas y geometrías complejas con una consistencia notable. Esta característica de flujo mejorada proviene de la menor viscosidad del zinc en estado fundido y de su capacidad para mantener la uniformidad de la temperatura durante todo el proceso de llenado.
El impacto práctico de este flujo mejorado se hace evidente en las capacidades de espesor de pared. Las piezas de fundición a presión de zinc alcanzan rutinariamente espesores de pared de 0,5-0,8 mm en la producción, mientras que el aluminio normalmente requiere paredes mínimas de 1,5-2,0 mm para un llenado fiable. Esta capacidad permite a los diseñadores optimizar el peso de los componentes y el uso de materiales, manteniendo al mismo tiempo la integridad estructural, una ventaja crucial donde la colocación estratégica de nervios puede mejorar el rendimiento estructural en secciones de pared delgada.
El patrón de flujo uniforme también reduce la probabilidad de cierres fríos, líneas de flujo y otros defectos relacionados con el llenado que pueden comprometer tanto la calidad del componente como la vida útil de la herramienta. Cuando el aluminio experimenta un llenado turbulento, las variaciones de presión resultantes pueden causar tensión mecánica en las superficies del troquel, lo que contribuye a la degradación prematura de la herramienta.
Gestión térmica y optimización del tiempo de ciclo
La gestión térmica eficaz se correlaciona directamente con la eficiencia de la producción y la longevidad de las herramientas. La temperatura de procesamiento más baja del zinc permite estrategias de refrigeración más agresivas sin arriesgar la calidad de los componentes. El sistema de refrigeración puede extraer el calor más rápidamente de las piezas de fundición de zinc, reduciendo los tiempos de ciclo y manteniendo al mismo tiempo la estabilidad dimensional.
Las tasas de refrigeración típicas para la fundición a presión de zinc oscilan entre 15 y 25 °C por segundo, en comparación con los 8-15 °C por segundo del aluminio. Esta capacidad de refrigeración acelerada se traduce en ventajas de tiempo de ciclo del 20-30% en muchas aplicaciones. Lo que es más importante, la carga térmica reducida en el sistema de troquel minimiza la deformación y la fatiga térmica en las herramientas.
El diferencial de temperatura también afecta a los sistemas de lubricación de los troqueles. La temperatura de funcionamiento moderada del zinc permite una cobertura de lubricación más eficaz, ya que los lubricantes no sufren una rápida degradación térmica. Las temperaturas más altas del aluminio pueden provocar la descomposición del lubricante, lo que provoca un aumento de la fricción, el agarrotamiento y un desgaste acelerado de los componentes móviles del troquel.
| Propiedad | Aleaciones de zinc (ZA-8, ZA-12) | Aleaciones de aluminio (A380, A383) |
|---|---|---|
| Temperatura de procesamiento | 380-420°C | 650-700°C |
| Vida útil típica de la herramienta (disparos) | 500,000-1,000,000 | 50,000-80,000 |
| Espesor mínimo de pared | 0.5-0.8 mm | 1.5-2.0 mm |
| Tasa de enfriamiento | 15-25°C/sec | 8-15°C/sec |
| Estabilidad dimensional | ±0.05-0.08 mm | ±0.08-0.13 mm |
| Acabado superficial (Ra) | 0.8-1.6 μm | 1.6-3.2 μm |
Análisis económico: coste total de propiedad
Si bien el zinc suele costar entre un 15 y un 25% más que el aluminio por kilogramo, la ecuación del coste total cambia drásticamente al considerar la vida útil de las herramientas, los intervalos de mantenimiento y la eficiencia de la producción. Un análisis de costes exhaustivo debe tener en cuenta los costes de las materias primas, la amortización de las herramientas, los gastos de mantenimiento y el tiempo de inactividad de la producción.
Considere un escenario de producción de gran volumen que requiera 2 millones de componentes al año. Una operación de fundición a presión de aluminio podría requerir entre 25 y 40 ciclos de mantenimiento de herramientas durante esta tirada de producción, mientras que una operación de zinc normalmente requeriría solo entre 2 y 4 intervenciones de mantenimiento. Cada ciclo de mantenimiento implica entre 2 y 4 días de inactividad, costes de reacondicionamiento de entre 8.000 y 15.000 euros y posibles problemas de calidad durante la puesta en marcha.
La vida útil prolongada de las herramientas de fundición a presión de zinc permite tiradas de producción ininterrumpidas más largas, lo que mejora la eficacia general de los equipos (OEE) y reduce los costes de fabricación por pieza. Esta ventaja se vuelve particularmente pronunciada en entornos de producción automatizados donde la consistencia y la fiabilidad son primordiales.
Para obtener resultados de alta precisión, obtenga su presupuesto personalizado en 24 horas de Microns Hub.
Ventajas de la precisión dimensional y la calidad de la superficie
La estabilidad dimensional superior del zinc durante todo el ciclo de producción contribuye significativamente a la calidad constante de las piezas y a la reducción del desgaste de las herramientas. La menor tasa de contracción del material (aproximadamente 0,6-0,8%) en comparación con el aluminio (1,0-1,3%) da como resultado resultados dimensionales más predecibles y una menor tensión en los componentes del troquel.
Esta consistencia dimensional se traduce en capacidades de tolerancia más estrictas. Las piezas de fundición a presión de zinc alcanzan rutinariamente tolerancias de ±0,05-0,08 mm en dimensiones críticas, mientras que el aluminio normalmente requiere tolerancias de ±0,08-0,13 mm para una producción fiable. La precisión mejorada reduce la necesidad de operaciones de mecanizado secundarias y minimiza las interrupciones de la producción relacionadas con la calidad.
La calidad del acabado superficial también favorece al zinc, con valores Ra típicos de 0,8-1,6 μm que se pueden lograr directamente desde el troquel. Las superficies de aluminio generalmente requieren operaciones de acabado adicionales para lograr una calidad de superficie comparable, lo que agrega coste y complejidad al proceso de fabricación. El acabado superficial superior de los componentes de zinc a menudo elimina la necesidad de un post-procesamiento extenso, particularmente beneficioso para aplicaciones que requieren atractivo estético o interfaces de ensamblaje precisas.
Selección de aleaciones y optimización de propiedades
Las aleaciones modernas de fundición a presión de zinc ofrecen una gama de propiedades mecánicas adecuadas para aplicaciones exigentes. Las aleaciones de la serie ZA (ZA-8, ZA-12, ZA-27) proporcionan relaciones resistencia-peso excepcionales y resistencia al desgaste, desafiando la suposición tradicional de que el aluminio ofrece propiedades mecánicas superiores.
ZA-12, por ejemplo, alcanza resistencias a la tracción de 350-400 MPa con excelentes características de soporte y desgaste. Este nivel de rendimiento cumple o supera muchas especificaciones de aleaciones de aluminio, manteniendo al mismo tiempo las ventajas de procesamiento que prolongan la vida útil de las herramientas. Las propiedades autolubricantes de la aleación reducen aún más el desgaste de las superficies del troquel durante el proceso de expulsión.
| Aleación | Resistencia a la tracción (MPa) | Límite elástico (MPa) | Elongación (%) | Dureza (HB) |
|---|---|---|---|---|
| ZA-8 | 280-320 | 200-240 | 2-6 | 100-115 |
| ZA-12 | 350-400 | 290-320 | 1-3 | 115-125 |
| A380 (Al) | 320-330 | 160-170 | 2.5-3.5 | 80-85 |
| A383 (Al) | 310-320 | 150-160 | 3-4 | 75-80 |
La selección de aleaciones de zinc adecuadas depende de los requisitos de rendimiento específicos y del entorno operativo. Para aplicaciones que requieren la máxima vida útil de las herramientas con buenas propiedades mecánicas, ZA-8 proporciona un equilibrio óptimo. Cuando es esencial una mayor resistencia, ZA-12 ofrece un rendimiento excelente sin dejar de mantener las ventajas de vida útil de las herramientas inherentes a la fundición a presión de zinc.
Consideraciones sobre el diseño de herramientas para una vida útil prolongada
La optimización del diseño de las herramientas para la fundición a presión de zinc puede mejorar aún más las características de vida útil de las herramientas ya superiores. Las temperaturas de funcionamiento más bajas permiten el uso de geometrías de canales de refrigeración más sofisticadas sin comprometer la resistencia de la herramienta. Los canales de refrigeración conformados, creados mediante técnicas de fabricación aditiva, se pueden incorporar más fácilmente en las herramientas de zinc debido a las tensiones térmicas reducidas.
El diseño de la compuerta se vuelve menos crítico con el zinc debido a sus características de flujo superiores, pero la compuerta adecuada aún influye en la longevidad de la herramienta. La capacidad del zinc para llenar secciones delgadas de manera uniforme permite tamaños de compuerta más pequeños, lo que reduce la tensión mecánica en las áreas de la compuerta durante las operaciones de rotura y recorte. Esta consideración se vuelve particularmente importante en la producción automatizada, donde la rotura constante de la compuerta es esencial para el funcionamiento continuo.
El diseño del sistema de expulsión también se beneficia de las propiedades del zinc. La lubricidad natural del material y la temperatura de procesamiento más baja reducen la fuerza necesaria para la expulsión de la pieza, lo que minimiza el desgaste de los pasadores de expulsión y reduce la probabilidad de rotura de los pasadores de expulsión, una causa común de tiempo de inactividad de la producción en las operaciones de aluminio.
Integración con los sistemas de fabricación modernos
Las ventajas de fiabilidad y consistencia de la fundición a presión de zinc se alinean bien con los enfoques de fabricación modernos, incluidas la producción ajustada y las implementaciones de la Industria 4.0. La vida útil prolongada de las herramientas y los requisitos de mantenimiento reducidos respaldan las estrategias de producción justo a tiempo al minimizar el tiempo de inactividad no planificado y garantizar programas de producción predecibles.
Al integrar la fundición a presión con otros procesos de fabricación, como servicios de fabricación de chapa metálica u operaciones de mecanizado secundarias, la consistencia dimensional del zinc proporciona ventajas en el procesamiento posterior. El acabado superficial superior y la precisión dimensional reducen el tiempo de configuración y el desgaste de las herramientas en las operaciones secundarias, lo que contribuye a la eficiencia general del sistema.
Los sistemas de control de calidad se benefician de la estabilidad del proceso del zinc. Las implementaciones de control estadístico de procesos (SPC) muestran límites de control más estrictos y menos variaciones de causa especial en las operaciones de fundición a presión de zinc. Esta estabilidad reduce la frecuencia de los ajustes del proceso y las interrupciones de la producción relacionadas con la calidad, lo que mejora aún más las ventajas del coste total.
Los fabricantes modernos que eligen Microns Hub se benefician de las relaciones directas con instalaciones de fundición a presión especializadas que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica en la selección de materiales y la optimización de procesos significa que cada proyecto recibe la atención centrada necesaria para lograr una vida útil óptima de las herramientas y una eficiencia de producción.
Consideraciones ambientales y de sostenibilidad
La vida útil prolongada de las herramientas de fundición a presión de zinc contribuye positivamente a la sostenibilidad ambiental a través de múltiples vías. La frecuencia reducida de mantenimiento de las herramientas significa menos piezas de repuesto, menos consumo de energía para el reacondicionamiento de las herramientas y una menor generación de residuos de los componentes de las herramientas desgastadas.
La temperatura de procesamiento más baja del zinc se traduce directamente en un menor consumo de energía por pieza producida. En la producción de gran volumen, esta ventaja energética puede representar importantes ahorros de costes y una reducción de la huella de carbono. La eficiencia mejorada en la utilización de materiales, permitida por secciones de pared más delgadas y mejores características de flujo, mejora aún más el perfil ambiental.
La reciclabilidad tanto de las aleaciones de zinc como de los aceros para herramientas apoya los principios de la economía circular. La chatarra de fundición a presión de zinc mantiene un alto valor y se puede reciclar fácilmente en nuevas aleaciones. La vida útil prolongada de las herramientas significa que la energía incorporada y el contenido de material de las herramientas se amortizan durante muchos más ciclos de producción, lo que mejora la eficiencia general de los recursos del proceso de fabricación.
Los fabricantes pueden aprovechar estas ventajas de sostenibilidad para cumplir con los objetivos ambientales corporativos al tiempo que logran un rendimiento económico superior. La combinación de un menor consumo de energía, una vida útil prolongada de las herramientas y una eficiencia de materiales mejorada crea un caso convincente para la fundición a presión de zinc en aplicaciones donde el impacto ambiental es una consideración.
Para los fabricantes que buscan soluciones de fabricación integrales, nuestros servicios de fabricación abarcan toda la gama de procesos necesarios para optimizar la eficiencia de la producción y la longevidad de las herramientas en diversos requisitos de aplicación.
Preguntas frecuentes
¿Cuál es la diferencia de coste real entre la fundición a presión de zinc y aluminio al considerar la vida útil de las herramientas?
Si bien los costes de los materiales de zinc son normalmente entre un 15 y un 25% más altos que los del aluminio, el coste total de propiedad a menudo favorece al zinc en aplicaciones de gran volumen. Las herramientas de zinc que duran entre 500.000 y 1.000.000 de disparos frente a los 50.000-80.000 disparos del aluminio significan costes de mantenimiento de herramientas significativamente más bajos, un tiempo de inactividad reducido y una eficiencia de producción mejorada. En la mayoría de los escenarios de producción que superan las 100.000 piezas anuales, la vida útil superior de las herramientas de zinc compensa con creces el mayor coste del material.
¿Puede la fundición a presión de zinc lograr las mismas propiedades de resistencia que las aleaciones de aluminio?
Las aleaciones de zinc modernas como ZA-12 alcanzan resistencias a la tracción de 350-400 MPa, lo que cumple o supera muchas aleaciones de fundición a presión de aluminio. Si bien el aluminio ofrece ventajas en resistencia específica (relación resistencia-peso), el zinc proporciona propiedades de soporte, resistencia al desgaste y estabilidad dimensional superiores. La elección depende de los requisitos específicos de la aplicación, pero el zinc no debe descartarse automáticamente basándose en suposiciones de resistencia obsoletas.
¿Cómo se comparan las capacidades mínimas de espesor de pared entre los materiales?
La fundición a presión de zinc alcanza rutinariamente espesores de pared de 0,5-0,8 mm en aplicaciones de producción, mientras que el aluminio normalmente requiere paredes mínimas de 1,5-2,0 mm para un llenado fiable. Esta capacidad proviene de las características de flujo superiores del zinc y de su menor viscosidad en estado fundido. La capacidad de pared más delgada permite importantes ahorros de material y una flexibilidad de diseño mejorada en muchas aplicaciones.
¿Qué factores determinan si el zinc o el aluminio es más adecuado para una aplicación específica?
Los factores clave incluyen el volumen de producción (las ventajas del zinc aumentan con el volumen), los requisitos de tolerancia dimensional (el zinc ofrece tolerancias más estrictas), las necesidades de relación resistencia-peso (ventaja del aluminio), los requisitos de acabado superficial (ventaja del zinc) y las expectativas de vida útil de las herramientas. Las aplicaciones que requieren alta precisión, calidad constante y tiradas de producción largas normalmente favorecen al zinc, mientras que las aplicaciones críticas para el peso pueden favorecer al aluminio a pesar de las compensaciones en la vida útil de las herramientas.
¿Cómo se compara la precisión dimensional entre la fundición a presión de zinc y aluminio?
La fundición a presión de zinc normalmente alcanza tolerancias de ±0,05-0,08 mm en dimensiones críticas, mientras que el aluminio requiere tolerancias de ±0,08-0,13 mm para una producción fiable. Esta diferencia resulta de la menor tasa de contracción del zinc (0,6-0,8% frente a 1,0-1,3% para el aluminio) y de la estabilidad dimensional superior durante los ciclos de producción. La precisión mejorada a menudo elimina los requisitos de mecanizado secundario.
¿Qué intervalos de mantenimiento se pueden esperar para las herramientas de fundición a presión de zinc frente a aluminio?
Las herramientas de fundición a presión de zinc normalmente requieren un mantenimiento importante cada 500.000-1.000.000 de disparos, mientras que las herramientas de aluminio necesitan atención cada 50.000-80.000 disparos. Esto representa una diferencia de 6 a 10 veces en la vida útil de las herramientas. Los intervalos prolongados resultan de temperaturas de funcionamiento más bajas (380-420 °C frente a 650-700 °C), una tensión térmica reducida y una interacción menos agresiva entre el metal fundido y las superficies de acero para herramientas.
¿Cómo se comparan los tiempos de ciclo entre los procesos de fundición a presión de zinc y aluminio?
La fundición a presión de zinc a menudo logra tiempos de ciclo un 20-30% más rápidos debido a una extracción de calor más eficiente permitida por temperaturas de procesamiento más bajas. Las tasas de refrigeración típicas para el zinc oscilan entre 15 y 25 °C por segundo en comparación con los 8-15 °C por segundo del aluminio. El ciclo más rápido, combinado con una vida útil prolongada de las herramientas, mejora significativamente la eficacia general de los equipos y la capacidad de producción.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece