La verdad sobre el fresado de roscas CNC frente al roscado para aceros endurecidos
La fabricación de componentes de acero endurecido con características roscadas presenta un punto de decisión crítico que impacta directamente en los costos de producción, los tiempos de ciclo y la calidad de la pieza. Los ingenieros que trabajan con materiales por encima de 35 HRC enfrentan desafíos únicos donde los métodos de roscado tradicionales a menudo fallan, lo que lleva a herramientas rotas, piezas rechazadas y retrasos en la producción.
Puntos clave:
- El fresado de roscas ofrece una vida útil de la herramienta de 3 a 5 veces mayor en aceros endurecidos por encima de 40 HRC en comparación con el roscado convencional
- Los costos iniciales de las herramientas para el fresado de roscas son entre un 40 y un 60 % más altos, pero el retorno de la inversión se logra entre 200 y 500 orificios roscados
- El roscado sigue siendo rentable para aceros más blandos (por debajo de 30 HRC) y tiradas de producción de gran volumen
- La calidad de la rosca y la precisión geométrica favorecen el fresado para aplicaciones de precisión que requieren tolerancias de Clase 2A o mejores
Comprensión de las diferencias fundamentales
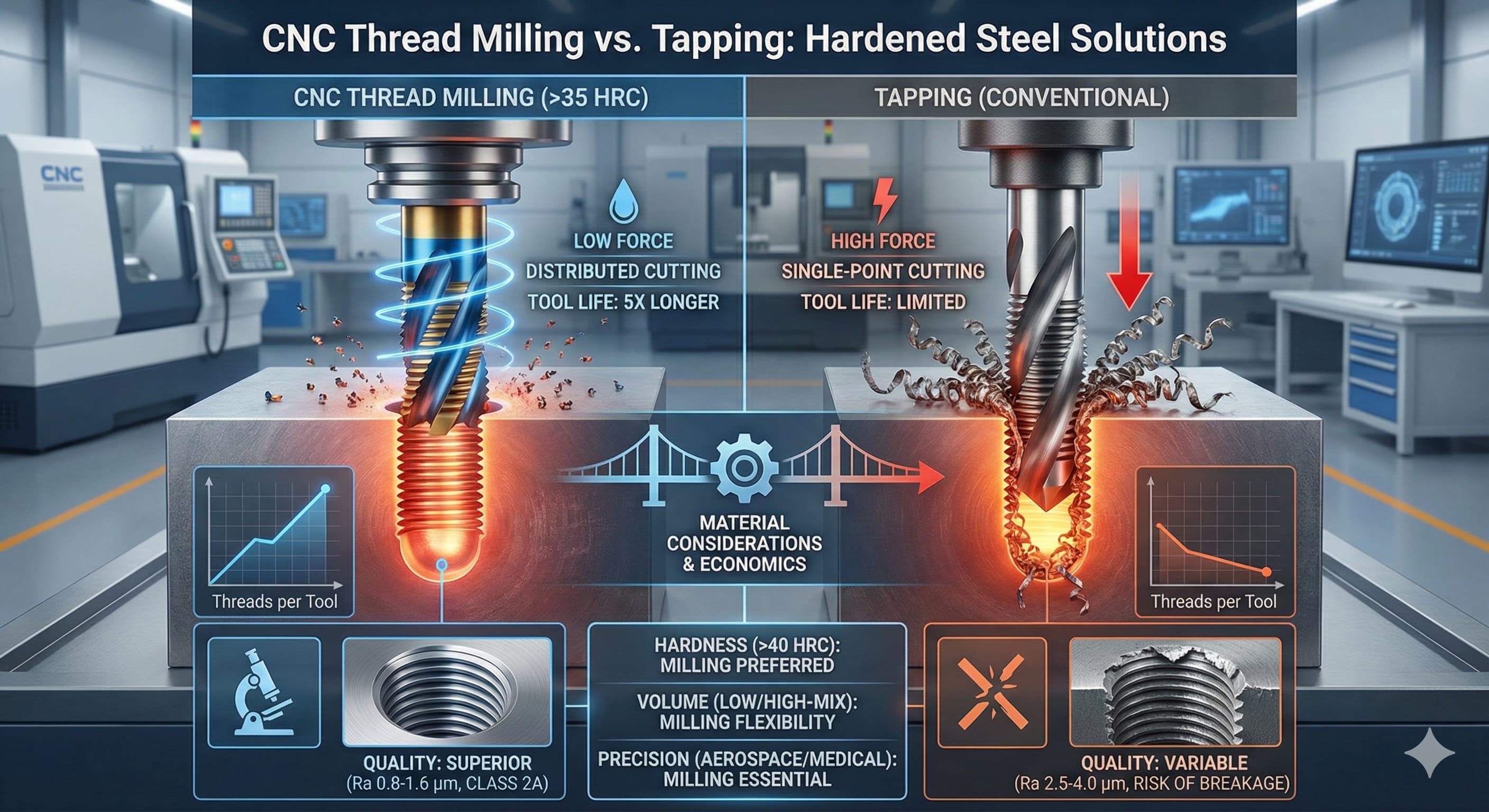
El fresado de roscas y el roscado representan enfoques fundamentalmente diferentes para crear roscas internas en componentes de acero endurecido. El roscado se basa en una acción de corte de un solo punto donde las flautas del grifo cortan y forman simultáneamente el perfil de la rosca mediante el avance axial. Este proceso genera importantes fuerzas de corte concentradas en la punta de la herramienta, creando concentraciones de tensión sustanciales que se vuelven problemáticas en materiales de endurecimiento por trabajo como el acero inoxidable 17-4 PH o los aceros para herramientas por encima de 45 HRC.
El fresado de roscas, por el contrario, emplea una fresa de múltiples dientes que se mueve en un patrón de interpolación helicoidal alrededor de la circunferencia del orificio. Cada filo elimina una pequeña viruta durante su acoplamiento, distribuyendo las fuerzas de corte a través de múltiples puntos de contacto. Este enfoque reduce las fuerzas de corte máximas en un 60-70 % en comparación con el roscado, lo que es particularmente beneficioso al mecanizar aceros endurecidos por precipitación o componentes endurecidos.
Las diferencias cinemáticas se extienden más allá de la distribución de la fuerza. El roscado requiere una sincronización perfecta entre la rotación del husillo y la velocidad de avance; cualquier desviación provoca roscas rotas o rotura de la herramienta. Los controladores CNC modernos logran esto a través de ciclos de roscado rígidos, pero las limitaciones de aceleración/desaceleración del husillo aún crean desafíos. El fresado de roscas elimina por completo esta restricción, ya que la trayectoria de la herramienta se genera a través de la interpolación programada en lugar de la sincronización mecánica.
Consideraciones de materiales para aplicaciones de acero endurecido
Los grados de acero endurecido responden de manera diferente a cada proceso de roscado según su estructura metalúrgica y sus características de endurecimiento por trabajo. Los aceros para herramientas templados como D2 (60-62 HRC) o A2 (58-60 HRC) presentan desafíos extremos para el roscado debido a su distribución uniforme de dureza y contenido de carburo. El fresado de roscas demuestra ser superior en estas aplicaciones, con mejoras en la vida útil de la herramienta que alcanzan el 400-500 % con respecto a los enfoques de roscado convencionales.
| Grado de acero | Dureza (HRC) | Tasa de éxito de roscado | Ventaja del fresado de roscas | Método recomendado |
|---|---|---|---|---|
| 4140 Recocido | 22-25 | 95% | Desventaja de costo | Roscado |
| 4140 Q&T | 28-32 | 85% | Marginal | Cualquiera de los métodos |
| 4340 Q&T | 35-40 | 65% | Significativo | Fresado de roscas |
| 17-4 PH H900 | 40-44 | 45% | Crítico | Fresado de roscas |
| Acero para herramientas D2 | 60-62 | 15% | Esencial | Solo fresado de roscas |
Los aceros inoxidables endurecidos por precipitación como 15-5 PH y 17-4 PH merecen una consideración especial debido a sus tendencias de endurecimiento por trabajo. Estos materiales pueden aumentar su dureza en 5-8 puntos HRC durante el mecanizado si los parámetros de corte son inadecuados. El roscado de estos materiales a menudo resulta en un endurecimiento por trabajo delante de los filos, lo que lleva a una falla prematura de la herramienta. La acción de corte distribuida del fresado de roscas minimiza los efectos del endurecimiento por trabajo al tiempo que mantiene una calidad de rosca constante.
Los componentes cementados presentan otro desafío único donde la dureza de la superficie puede exceder 58 HRC mientras que la dureza del núcleo permanece en 25-30 HRC. El gradiente de dureza crea diferentes condiciones de corte que los machos tienen dificultades para acomodar. El fresado de roscas mantiene un rendimiento constante en toda la zona de transición de dureza, produciendo una calidad de rosca uniforme desde la superficie hasta el núcleo.
Análisis económico y de vida útil de la herramienta
La comparación de la vida útil de la herramienta entre el fresado de roscas y el roscado en aceros endurecidos revela diferencias dramáticas que impactan directamente en la economía de la fabricación. En aceros templados por encima de 45 HRC, los machos de calidad suelen producir entre 15 y 25 roscas aceptables antes del reemplazo, mientras que las fresas de roscas pueden generar entre 200 y 400 roscas en condiciones equivalentes. Esta mejora de 10 a 15 veces en la vida útil de la herramienta altera fundamentalmente la ecuación de costos a pesar de la mayor inversión inicial en herramientas.
Considere un ejemplo práctico que involucra 100 roscas M8x1.25 en acero inoxidable 17-4 PH (42 HRC). Los machos de flauta en espiral premium cuestan aproximadamente entre 35 y 45 € cada uno y producen entre 20 y 30 roscas antes de fallar. Las fresas de roscas cuestan entre 120 y 150 €, pero generan entre 300 y 500 roscas antes del reemplazo. El costo de las herramientas por rosca favorece el fresado en un 40-50 % antes de considerar factores secundarios como el tiempo de inactividad de la máquina y la reducción de chatarra.
El análisis del tiempo de ciclo requiere una cuidadosa consideración de la configuración y la complejidad de la programación. Los ciclos de roscado se completan en 8 a 15 segundos por rosca, según la profundidad y el paso, mientras que el fresado de roscas requiere de 25 a 45 segundos para características equivalentes. Sin embargo, esta comparación ignora la probabilidad de rotura del grifo y el tiempo de inactividad asociado. Un solo grifo roto puede requerir de 30 a 60 minutos para la extracción y la reparación del orificio, lo que elimina cualquier ventaja de tiempo de ciclo.
Para obtener resultados de alta precisión, reciba una cotización detallada en 24 horas de Microns Hub.
Calidad de la rosca y precisión geométrica
Las diferencias en la calidad de la rosca entre el fresado y el roscado se vuelven pronunciadas en aplicaciones de acero endurecido donde las fuerzas de corte y la deflexión de la herramienta impactan significativamente en la geometría final. El fresado de roscas produce perfiles de rosca consistentemente superiores con variaciones de diámetro de paso que normalmente se mantienen dentro de ±0,025 mm en comparación con ±0,050 mm que se pueden lograr mediante el roscado en materiales endurecidos.
La calidad del acabado superficial favorece fuertemente el fresado de roscas en aplicaciones de acero endurecido. Los múltiples filos y la formación optimizada de virutas característicos de las fresas de roscas producen valores de Ra de 0,8 a 1,6 μm, mientras que las roscas roscadas en materiales similares suelen exhibir valores de Ra de 2,5 a 4,0 μm. Esta mejora se vuelve crítica en aplicaciones que requieren resistencia a la fatiga o resistencia a la corrosión donde las irregularidades de la superficie sirven como concentradores de tensión o sitios de inicio de corrosión por rendija.
La precisión geométrica se extiende más allá del acabado superficial para incluir la precisión de la forma de la rosca y el mantenimiento de la tolerancia posicional. El fresado de roscas mantiene ángulos de rosca consistentes (típicamente ±0,5°) incluso en zonas de dureza variable, mientras que las roscas roscadas pueden exhibir variaciones de 1 a 2° a medida que los machos se desvían bajo diferentes cargas de corte. Esta ventaja de precisión resulta esencial en ensamblajes de precisión donde la interferencia de la rosca afecta las fuerzas de ensamblaje y la consistencia de la precarga de la junta.
Requisitos de la máquina herramienta y consideraciones de configuración
Los requisitos de la máquina herramienta difieren significativamente entre las operaciones de fresado de roscas y roscado, particularmente al procesar aceros endurecidos. El roscado exige una construcción de husillo rígida con capacidades de sincronización precisas, lo que normalmente limita las aplicaciones a centros de mecanizado con ciclos de roscado dedicados y capacidad de par adecuada. Los requisitos de potencia del husillo para el roscado de aceros endurecidos a menudo exceden los 5-8 kW para roscas M10 y más grandes debido a las altas demandas de par.
El fresado de roscas impone diferentes demandas a las máquinas herramienta, requiriendo capacidades de interpolación precisas y condiciones de corte estables en lugar de la máxima salida de par. La mayoría de los centros de mecanizado de 3 ejes modernos pueden realizar con éxito operaciones de fresado de roscas, aunque la capacidad de 5 ejes se vuelve ventajosa para características roscadas anguladas o complejas. Las velocidades del husillo para el fresado de roscas suelen oscilar entre 1500 y 4000 RPM, según el diámetro de la fresa y el material, lo que impone demandas moderadas a los sistemas de potencia del husillo.
La complejidad de la programación representa una consideración importante para la implementación de la producción. El roscado requiere ciclos enlatados G84 o G74 simples con una complejidad de programación mínima, lo que lo hace accesible para programadores principiantes. El fresado de roscas exige programación de interpolación helicoidal (G02/G03 con movimiento simultáneo del eje Z) o software CAM especializado con rutinas de roscado. Esta complejidad se traduce en un mayor tiempo de programación y mayores requisitos de habilidades para el personal de configuración.
Parámetros de corte y optimización del proceso
Los parámetros de corte óptimos para el roscado de acero endurecido varían drásticamente entre los procesos de roscado y fresado. Los parámetros de roscado están en gran medida limitados por los requisitos de paso de rosca: un grifo M10x1.5 debe avanzar 1.5 mm por revolución independientemente de las propiedades del material. Esta restricción obliga a compromisos en la selección de la velocidad de la superficie, lo que a menudo resulta en condiciones de corte subóptimas para materiales endurecidos.
| Parámetro del proceso | Roscado (4340 @ 38 HRC) | Fresado de roscas (4340 @ 38 HRC) | Ventaja de optimización |
|---|---|---|---|
| Velocidad de superficie (m/min) | 8-12 | 80-120 | Fresado de roscas |
| Velocidad de avance (mm/rev) | Fijo (paso) | 0.05-0.15 | Fresado de roscas |
| Fuerza de corte (N) | 800-1,200 | 200-400 | Fresado de roscas |
| Compromiso de la herramienta | 100% | 15-25% | Fresado de roscas |
Los parámetros de fresado de roscas se pueden optimizar independientemente para la velocidad de corte, la velocidad de avance y el acoplamiento axial. Se pueden lograr velocidades de superficie de 80 a 150 m/min en aceros endurecidos utilizando fresas de roscas de carburo con recubrimientos apropiados, en comparación con los 8 a 15 m/min típicos para las operaciones de roscado. Esta ventaja de velocidad se traduce directamente en una mejor vida útil de la herramienta a través de una reducción del endurecimiento por trabajo y una mejor evacuación de las virutas.
La aplicación de refrigerante resulta fundamental para ambos procesos, pero presenta diferentes desafíos. El roscado requiere refrigerante de inundación o suministro a través del husillo para evitar el empaquetamiento de virutas y proporcionar una lubricación adecuada. El fresado de roscas se beneficia de la aplicación de refrigerante en niebla que no interfiere con la evacuación de virutas al tiempo que proporciona control térmico y una vida útil prolongada de la herramienta.
Análisis de costos: inversión inicial frente a economía operativa
La comparación económica entre el fresado de roscas y el roscado en aplicaciones de acero endurecido requiere un análisis en múltiples categorías de costos, incluidas las herramientas, el tiempo de la máquina, los costos de calidad y las operaciones secundarias. La inversión inicial en herramientas favorece fuertemente el roscado con machos premium que cuestan entre 35 y 60 € en comparación con los 120 y 200 € de las fresas de roscas equivalentes. Sin embargo, este análisis cambia drásticamente al considerar la vida útil de la herramienta y el costo total por rosca.
El análisis de costos operativos debe tener en cuenta la probabilidad de rotura del grifo y los costos de recuperación asociados. La extracción de grifos rotos en componentes de acero endurecido a menudo requiere mecanizado por descarga eléctrica (EDM) o herramientas de extracción especializadas, con costos que alcanzan los 200-500 € por incidente, incluida la mano de obra y la posible chatarra. El fresado de roscas elimina virtualmente el riesgo de rotura debido a las menores fuerzas de corte y la evacuación superior de las virutas.
Los costos de calidad favorecen significativamente el fresado de roscas en aplicaciones de acero endurecido. La geometría de la rosca y el acabado superficial mejorados reducen la probabilidad de problemas de ensamblaje, roscas cruzadas o fallas prematuras de la junta. Estas mejoras de calidad se traducen en menores costos de garantía y una mayor satisfacción del cliente, aunque la cuantificación requiere un análisis específico de la aplicación.
Al realizar pedidos a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y enfoque de servicio personalizado significa que cada proyecto recibe la atención al detalle necesaria para obtener soluciones de roscado óptimas en componentes de acero endurecido.
Recomendaciones específicas de la aplicación
Las aplicaciones aeroespaciales que involucran aceros inoxidables endurecidos por precipitación o aleaciones de titanio favorecen fuertemente el fresado de roscas debido a las características de endurecimiento por trabajo del material y los estrictos requisitos de calidad. Los componentes como los conjuntos de tren de aterrizaje, los soportes del motor y los accesorios estructurales requieren una calidad de rosca que cumpla o supere constantemente los requisitos de las especificaciones. La precisión geométrica superior y el acabado superficial logrado a través del fresado de roscas justifican el tiempo de ciclo adicional en estas aplicaciones críticas.
Las aplicaciones automotrices presentan criterios de selección más matizados donde el volumen de producción y la criticidad de los componentes influyen en la selección del proceso. Los componentes de transmisión de alto volumen o los bloques de motor pueden justificar el roscado para roscas en áreas templadas por debajo de 35 HRC, mientras que los componentes especiales de bajo volumen se benefician de la flexibilidad y las ventajas de calidad del fresado de roscas. La capacidad de producir múltiples tamaños de rosca con una sola fresa de roscas proporciona ventajas significativas en entornos de producción de bajo volumen y alta mezcla.
La fabricación de dispositivos médicos, particularmente los implantes ortopédicos y los instrumentos quirúrgicos, requiere el fresado de roscas para materiales biocompatibles como el acero inoxidable 17-4 PH o las aleaciones de titanio. El acabado superficial superior y la precisión geométrica impactan directamente en el rendimiento y la longevidad del dispositivo. La capacidad del fresado de roscas para mantener una calidad constante en zonas de dureza variable resulta esencial en componentes que requieren un tratamiento térmico extenso o procesos de modificación de la superficie.
Para los fabricantes que buscan soluciones integrales más allá de las operaciones de roscado, los servicios de fabricación de chapa metálica pueden proporcionar enfoques de fabricación integrados que optimicen la producción general de componentes. Del mismo modo, nuestros servicios de fabricación abarcan la gama completa de procesos necesarios para componentes complejos de acero endurecido.
Integración con procesos de fabricación avanzados
La integración del fresado de roscas con procesos de fabricación avanzados como las operaciones de herramientas motorizadas proporciona ventajas significativas en la fabricación de componentes complejos. Los centros de mecanizado multieje pueden combinar operaciones de torneado, fresado y roscado en configuraciones únicas, lo que reduce el tiempo de manipulación y mejora las relaciones geométricas entre las características. Esta integración resulta particularmente valiosa en componentes de acero endurecido donde múltiples configuraciones aumentan el riesgo de endurecimiento por trabajo y variación dimensional.
Las operaciones de torneado duro seguidas del fresado de roscas representan un enfoque emergente para componentes que requieren un mecanizado extenso en la condición endurecida. Esta secuencia minimiza la distorsión del tratamiento térmico al tiempo que mantiene una calidad de rosca superior en comparación con el mecanizado previo al endurecimiento y el tratamiento térmico posterior. La combinación resulta especialmente eficaz para componentes que requieren tolerancias geométricas más estrictas de las que se pueden lograr mediante secuencias convencionales de tratamiento térmico y rectificado.
La integración de la fabricación aditiva representa una oportunidad futura donde el fresado de roscas proporciona una calidad de rosca superior en comparación con las roscas impresas. Los componentes producidos mediante fusión selectiva por láser (SLM) o fusión por haz de electrones (EBM) a menudo requieren un posprocesamiento para características roscadas críticas. El fresado de roscas se adapta mejor a las diferentes condiciones de la superficie y propiedades del material características de los componentes fabricados aditivamente que los enfoques de roscado convencionales.
Tendencias futuras y desarrollo tecnológico
Las tecnologías emergentes de recubrimiento de herramientas continúan mejorando el rendimiento del fresado de roscas en aplicaciones de acero endurecido. Los sistemas de recubrimiento avanzados como AlCrN y carbono tipo diamante (DLC) brindan una mejor resistencia al desgaste y coeficientes de fricción reducidos, lo que extiende la vida útil de la herramienta en un 30-50 % adicional en comparación con los recubrimientos convencionales de TiAlN. Estos desarrollos fortalecen aún más las ventajas económicas del fresado de roscas en aplicaciones exigentes.
Las tecnologías de mecanizado adaptativo que monitorean las fuerzas de corte y ajustan automáticamente los parámetros muestran una promesa particular para las aplicaciones de fresado de roscas. Estos sistemas pueden detectar condiciones de endurecimiento por trabajo o estados de desgaste de la herramienta y modificar los parámetros de corte en tiempo real para mantener un rendimiento óptimo. Tales capacidades resultan especialmente valiosas en aplicaciones de acero endurecido donde las propiedades del material pueden variar dentro de los componentes individuales.
El fresado de roscas de alta velocidad representa una tendencia emergente donde las velocidades de corte que se acercan a los 200-300 m/min se vuelven alcanzables a través de herramientas especializadas y diseños de máquinas herramienta. Estos desarrollos prometen eliminar la desventaja del tiempo de ciclo tradicionalmente asociada con el fresado de roscas al tiempo que mantienen características superiores de calidad de rosca y vida útil de la herramienta.
Preguntas frecuentes
¿Qué umbral de dureza hace que el fresado de roscas sea más rentable que el roscado en acero?
El punto de cruce generalmente ocurre alrededor de 32-35 HRC, donde las tasas de rotura del grifo comienzan a aumentar significativamente mientras que el rendimiento de la fresa de roscas permanece estable. Por encima de 40 HRC, el fresado de roscas se vuelve económicamente superior en la mayoría de las aplicaciones debido a la vida útil de la herramienta dramáticamente mejorada y las tasas de chatarra reducidas.
¿Puede el fresado de roscas producir roscas con los mismos estándares de precisión que el roscado?
El fresado de roscas produce consistentemente una precisión superior en comparación con el roscado en aceros endurecidos, con tolerancias de diámetro de paso típicamente un 40-50 % más ajustadas. Las mejoras en el acabado superficial del 50-60 % son comunes, lo que convierte al fresado de roscas en la opción preferida para aplicaciones de precisión que requieren ajustes de Clase 2A o mejores.
¿Cómo afecta la complejidad de la programación a la implementación del fresado de roscas?
El software CAM moderno ha eliminado en gran medida las preocupaciones sobre la complejidad de la programación a través de rutinas de roscado especializadas y la generación automatizada de trayectorias de herramientas. El tiempo de configuración aumenta en aproximadamente un 15-20 % en comparación con el roscado, pero esta inversión se recupera en las primeras piezas de producción a través de una mejor calidad y una reducción de la chatarra.
¿Qué modificaciones de la máquina herramienta se requieren para el fresado de roscas de aceros endurecidos?
La mayoría de los centros de mecanizado de 3 ejes existentes pueden realizar el fresado de roscas sin modificaciones, siempre que tengan una potencia de husillo adecuada (típicamente un mínimo de 3-5 kW) y capacidad de interpolación helicoidal. El suministro de refrigerante a través del husillo, aunque beneficioso, no es obligatorio para las operaciones de fresado de roscas exitosas.
¿Cómo difieren los requisitos de fluido de corte entre el fresado de roscas y el roscado?
El fresado de roscas normalmente requiere una entrega de refrigerante menos agresiva que el roscado, y el refrigerante en niebla a menudo es suficiente para la mayoría de las aplicaciones. El roscado exige refrigerante de inundación o suministro a través del husillo para evitar el empaquetamiento de virutas y proporcionar una lubricación adecuada en la zona de corte confinada.
¿Qué tamaños de rosca favorecen cada proceso en aplicaciones de acero endurecido?
El fresado de roscas muestra ventajas crecientes a medida que aumenta el tamaño de la rosca, y las roscas M6 y más grandes generalmente favorecen el fresado en aceros endurecidos. Las roscas más pequeñas (M3-M5) aún pueden justificar el roscado en materiales moderadamente duros (30-35 HRC) dependiendo del volumen de producción y los requisitos de calidad.
¿Cómo influye el tamaño del lote en la comparación económica entre los procesos?
La producción de alto volumen (>10 000 piezas anuales) puede justificar el roscado para aceros moderadamente duros debido a los tiempos de ciclo más rápidos, mientras que la producción de bajo volumen y alta mezcla favorece fuertemente la flexibilidad y la consistencia de calidad del fresado de roscas. El punto de cruce varía con la dureza del material y las especificaciones de la rosca.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece