Tornos de Herramienta Viva: Combinación de Torneado y Fresado para Geometrías Complejas
Los tornos de herramienta viva eliminan la limitación tradicional de separar las operaciones de torneado y fresado al integrar herramientas de corte motorizadas directamente en el sistema de husillo del torno. Esta tecnología permite a los fabricantes completar geometrías complejas que requieren movimientos de corte tanto rotacionales como lineales en una sola configuración, lo que reduce los errores de manipulación y mejora drásticamente la precisión de las piezas para componentes con tolerancias ajustadas por debajo de ±0.02 mm.
- Los sistemas de herramienta viva combinan las capacidades de torneado y fresado en una sola configuración, lo que reduce la manipulación de piezas y mejora la precisión para geometrías complejas
- La selección adecuada de la herramienta y la coordinación de la velocidad del husillo entre los husillos principal y secundario son fundamentales para lograr acabados superficiales por debajo de Ra 0.8 μm
- La rentabilidad aumenta significativamente para las piezas que requieren tanto taladrado radial, fresado transversal y operaciones de torneado en comparación con configuraciones de máquina separadas
- Los desafíos de la integración incluyen la gestión térmica, el control de vibraciones y la programación coordinada entre múltiples ejes de corte
Comprensión de la arquitectura de la tecnología de herramienta viva
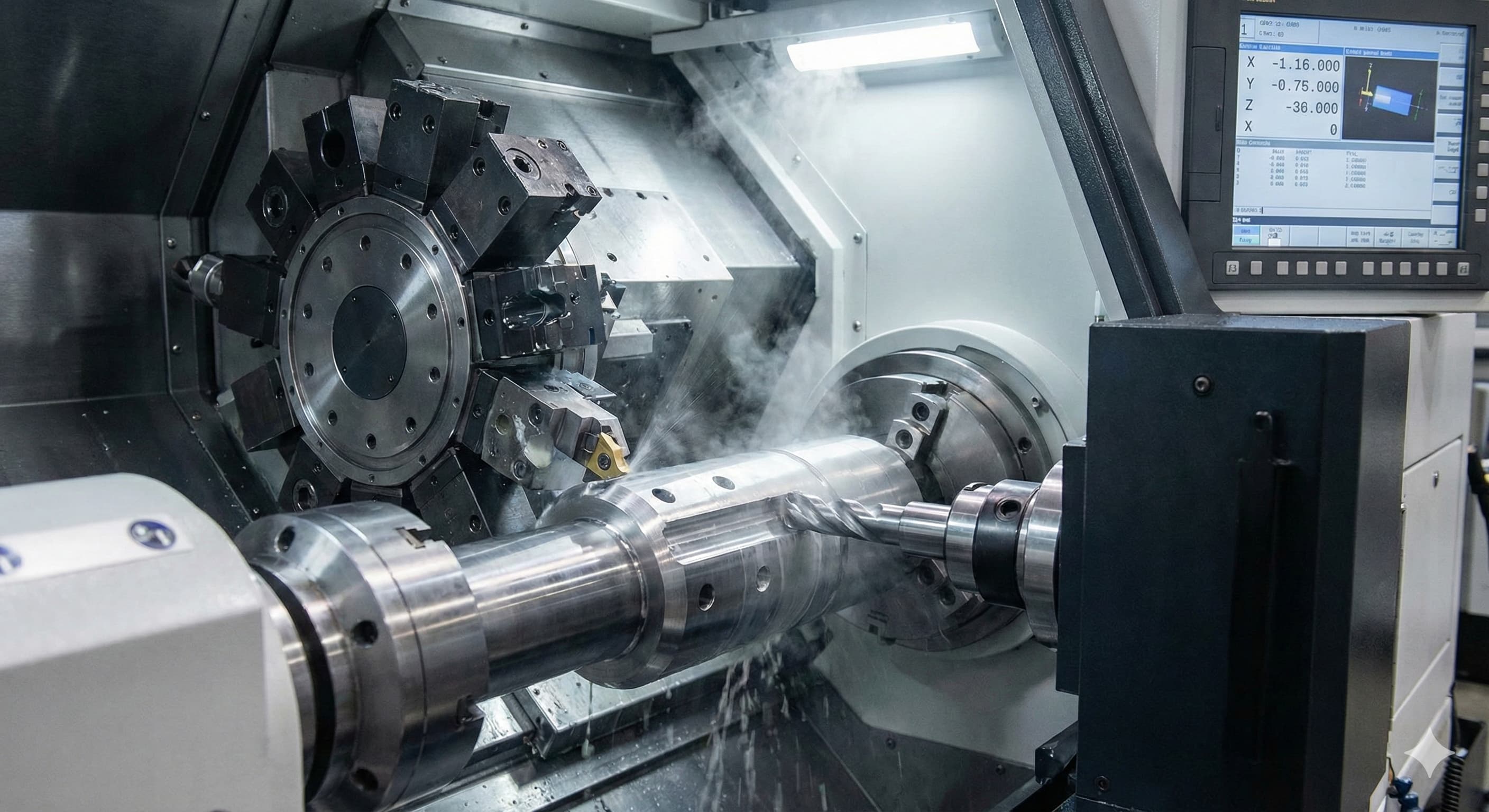
Los sistemas de herramienta viva integran herramientas de corte motorizadas directamente en la torreta del torno a través de accionamientos de husillo dedicados. A diferencia de las herramientas estáticas que dependen únicamente de la rotación de la pieza de trabajo, las herramientas vivas reciben energía rotacional independiente de motores eléctricos o hidráulicos montados dentro del conjunto de la torreta. Esta capacidad de doble movimiento permite operaciones como taladrado radial, fresado transversal y contorneado complejo mientras la pieza de trabajo permanece sujeta en el husillo principal.
La arquitectura fundamental consta de tres componentes principales: el sistema de husillo principal que maneja la rotación de la pieza de trabajo, los husillos de herramienta viva montados en la torreta que proporcionan la rotación de la herramienta de corte y el sistema de control CNC coordinado que gestiona los movimientos simultáneos de múltiples ejes. Los tornos de herramienta viva modernos suelen presentar de 8 a 12 posiciones de herramienta viva con velocidades de husillo que oscilan entre 50 y 6,000 RPM, según los requisitos específicos de la herramienta y el material de la pieza de trabajo.
La transmisión de potencia a las herramientas vivas se produce a través de motores eléctricos de accionamiento directo o sistemas hidráulicos. Los sistemas de accionamiento eléctrico ofrecen una precisión de control de velocidad superior y se prefieren para aplicaciones que requieren acabados superficiales consistentes por debajo de Ra 1.6 μm. Los sistemas hidráulicos proporcionan una mayor salida de par, lo que los hace adecuados para operaciones de fresado de alta resistencia en materiales como acero endurecido o aleaciones de titanio donde las fuerzas de corte superan los 2,000 N.
La integración de la herramienta viva impacta significativamente las características de vibración del mecanizado, particularmente cuando se cortan secciones de paredes delgadas donde el grosor de la pared cae por debajo de 3 mm. La rigidez adecuada del sistema se vuelve fundamental para mantener la precisión dimensional en múltiples operaciones de corte.
Capacidades operativas e integración de procesos
Los tornos de herramienta viva sobresalen en la fabricación de componentes que tradicionalmente requerían múltiples configuraciones en diferentes tipos de máquinas. Las principales capacidades operativas incluyen taladrado radial, fresado descentrado, tallado de engranajes, mecanizado de polígonos y contorneado de superficies complejas. Cada tipo de operación requiere una consideración específica de los parámetros de corte, la geometría de la herramienta y la fijación de la pieza de trabajo para lograr resultados óptimos.
Las operaciones de taladrado radial se benefician significativamente de la implementación de herramientas vivas, ya que los orificios se pueden mecanizar perpendiculares al eje principal sin reposicionar la pieza de trabajo. Esta capacidad resulta esencial para componentes como colectores hidráulicos, donde se deben mantener tolerancias precisas de posicionamiento de orificios de ±0.05 mm en múltiples operaciones de taladrado. La eliminación de los cambios de configuración reduce los errores de posición acumulativos que normalmente se acumulan durante el procesamiento tradicional en varias máquinas.
Las operaciones de fresado transversal permiten la creación de chaveteros, superficies planas y perfiles complejos a lo largo de la longitud de la pieza de trabajo. La combinación de la rotación de la pieza de trabajo y el movimiento de la herramienta viva permite el fresado helicoidal, que produce acabados superficiales superiores en comparación con los procesos convencionales de brochado o electroerosión. Las técnicas de interpolación helicoidal pueden lograr valores de rugosidad superficial por debajo de Ra 0.4 μm en aleaciones de aluminio como 6061-T6 cuando se implementan correctamente.
Las operaciones de contorneado complejo representan la aplicación más avanzada de la tecnología de herramienta viva. Al coordinar el eje C del husillo principal con la rotación de la herramienta viva y el movimiento lineal, los fabricantes pueden crear geometrías intrincadas como perfiles de leva, polígonos irregulares y superficies esculpidas. Esta capacidad resulta particularmente valiosa para componentes aeroespaciales y piezas de instrumentación de precisión donde la complejidad geométrica impacta directamente el rendimiento funcional.
Especificaciones técnicas y parámetros de rendimiento
El rendimiento del sistema de herramienta viva depende en gran medida de las especificaciones del husillo, la eficiencia de la transmisión de potencia y las capacidades de gestión térmica. La comprensión de estos parámetros técnicos permite la selección adecuada del sistema y la planificación óptima del proceso para requisitos de fabricación específicos.
| Parámetro | Rango Estándar | Rango de Alto Rendimiento | Impacto en la Aplicación |
|---|---|---|---|
| Velocidad del Husillo de Herramienta Activa | 50-3,000 RPM | 100-8,000 RPM | Calidad del acabado superficial |
| Potencia del Husillo | 3-7.5 kW | 7.5-22 kW | Tasas de remoción de material |
| Cono del Portaherramientas | BT30, BT40 | HSK-A63, HSK-E40 | Velocidad de cambio de herramienta, rigidez |
| Precisión de Posicionamiento | ±0.01 mm | ±0.005 mm | Capacidad de tolerancia dimensional |
| Repetibilidad | ±0.005 mm | ±0.002 mm | Consistencia del proceso |
Los requisitos de potencia del husillo varían significativamente según el tipo de material y los parámetros de corte. Las aleaciones de aluminio suelen requerir de 2 a 5 kW para operaciones de fresado eficaces, mientras que los aceros endurecidos y las aleaciones de titanio pueden exigir de 10 a 15 kW para tasas de eliminación de material comparables. La relación potencia-peso del sistema de herramienta viva impacta directamente las velocidades de corte alcanzables y la productividad general.
La gestión térmica se vuelve crítica durante las operaciones prolongadas de herramienta viva, particularmente cuando se cortan materiales difíciles de mecanizar. Los aumentos de temperatura del husillo por encima de 60°C pueden causar deriva dimensional y desgaste prematuro de la herramienta. Los sistemas avanzados incorporan circuitos de refrigeración dedicados y monitoreo de temperatura para mantener un rendimiento constante durante las series de producción.
La selección de la interfaz del portaherramientas impacta significativamente la rigidez del sistema y la eficiencia del cambio de herramienta. Los sistemas HSK proporcionan una fuerza de sujeción y repetibilidad superiores en comparación con los conos BT tradicionales, lo que los hace preferibles para aplicaciones de precisión que requieren una precisión de cambio de herramienta dentro de ±0.003 mm.
Consideraciones de materiales y estrategias de corte
Los diferentes materiales requieren estrategias de corte específicas cuando se procesan en tornos de herramienta viva. La combinación de operaciones de torneado y fresado crea desafíos únicos en términos de fuerzas de corte, evacuación de virutas y generación térmica que deben abordarse mediante la selección adecuada de parámetros y el diseño de herramientas.
Las aleaciones de aluminio, particularmente 6061-T6 y 7075-T6, responden bien a las operaciones de herramienta viva debido a sus características de mecanizado favorables. Las altas velocidades del husillo entre 2,000 y 4,000 RPM combinadas con velocidades de avance agresivas de hasta 0.3 mm/rev permiten excelentes acabados superficiales y altas tasas de eliminación de material. El desafío clave radica en la gestión de virutas, ya que la tendencia del aluminio a formar virutas largas y fibrosas puede interferir con las operaciones simultáneas de torneado y fresado.
| Material | Velocidad Recomendada (RPM) | Velocidad de Avance (mm/rev) | Método de Enfriamiento | Desafíos Principales |
|---|---|---|---|---|
| Al 6061-T6 | 2,000-4,000 | 0.2-0.4 | Refrigerante de inundación | Evacuación de virutas |
| Acero 1045 | 800-1,500 | 0.1-0.25 | Refrigerante de alta presión | Generación de calor |
| Inoxidable 316 | 400-800 | 0.05-0.15 | Enfriamiento a través de la herramienta | Endurecimiento por trabajo |
| Ti-6Al-4V | 200-500 | 0.05-0.1 | Enfriamiento criogénico | Desgaste de la herramienta, calor |
| Inconel 718 | 100-300 | 0.03-0.08 | Inundación de alto volumen | Desgaste rápido de la herramienta |
Los materiales de acero presentan desafíos moderados en las aplicaciones de herramienta viva. Los aceros al carbono como AISI 1045 se mecanizan fácilmente con una refrigeración adecuada, mientras que los aceros aleados requieren velocidades de corte reducidas para gestionar la generación de calor. La principal preocupación implica mantener fuerzas de corte consistentes en las operaciones de torneado y fresado para evitar la deflexión de la pieza de trabajo en secciones de paredes delgadas.
El procesamiento de acero inoxidable exige una atención cuidadosa a la prevención del endurecimiento por trabajo. La naturaleza de corte interrumpido de las operaciones de herramienta viva puede causar endurecimiento superficial si las velocidades de corte caen por debajo del umbral mínimo de grosor de viruta. Mantener velocidades de avance consistentes por encima de 0.05 mm/rev ayuda a prevenir este problema al tiempo que garantiza una vida útil aceptable de la herramienta.
Las aleaciones de titanio representan los materiales más desafiantes para las aplicaciones de herramienta viva. La baja conductividad térmica de Ti-6Al-4V provoca una rápida acumulación de calor en los bordes de corte, lo que provoca una falla prematura de la herramienta. Las estrategias de corte especializadas que involucran patrones de fresado trocoidal y ángulos de contacto constantes ayudan a distribuir la carga de calor de manera más efectiva.
Para obtener resultados de alta precisión, envíe su proyecto para obtener una cotización en 24 horas de Microns Hub.
Selección de herramientas y estrategias de configuración
La selección adecuada de herramientas constituye la base de las operaciones exitosas de herramienta viva. Los requisitos únicos del torneado y fresado simultáneos exigen herramientas de corte especializadas diseñadas para manejar las condiciones de corte dinámicas y las cargas de viruta variables que se encuentran durante el mecanizado multieje.
La selección de fresas de extremo para aplicaciones de herramienta viva difiere significativamente de las operaciones de fresado convencionales. Las herramientas deben resistir las fuerzas centrífugas generadas por la rotación de la pieza de trabajo mientras mantienen la eficiencia de corte durante el contacto radial. Las herramientas de carburo con recubrimientos de TiAlN proporcionan un rendimiento óptimo para la mayoría de las aplicaciones, ofreciendo resistencia al desgaste y estabilidad térmica hasta temperaturas de corte de 800°C.
La geometría de la herramienta se vuelve crítica al realizar la transición entre las operaciones de torneado y fresado dentro del mismo programa. Las fresas de extremo de hélice variable reducen el potencial de vibración durante las operaciones de fresado transversal, mientras que el espaciado desigual ayuda a minimizar las vibraciones armónicas que pueden causar la degradación del acabado superficial. La selección del radio de la esquina debe equilibrar la resistencia del borde con los requisitos de rugosidad superficial alcanzables.
La selección de brocas para operaciones de taladrado radial requiere la consideración tanto de la evacuación de virutas como de los requisitos de calidad del orificio. Las brocas con refrigerante a través de la herramienta resultan esenciales para orificios más profundos que 3 veces el diámetro, ya que la evacuación de virutas se vuelve difícil debido al movimiento compuesto de la rotación de la pieza de trabajo y el avance de la broca. Las capacidades de tolerancia del orificio suelen oscilar entre IT7 e IT9, según la calidad de la broca y la rigidez de la configuración.
La precisión del preajuste de la herramienta impacta directamente la calidad general de la pieza y la eficiencia de la configuración. Los sistemas de herramienta viva requieren tolerancias de preajuste dentro de ±0.005 mm para mantener la precisión posicional en múltiples operaciones de corte. Los equipos de preajuste avanzados con sistemas automáticos de reconocimiento de herramientas reducen el tiempo de configuración al tiempo que garantizan un posicionamiento constante de la herramienta.
Programación y optimización de procesos
La programación CNC para tornos de herramienta viva requiere técnicas avanzadas que coordinen múltiples sistemas de husillo mientras gestionan trayectorias de herramienta complejas. Los paquetes de software CAM modernos proporcionan módulos especializados para la programación de herramienta viva, pero la comprensión de los principios subyacentes sigue siendo esencial para la optimización del proceso.
La sincronización entre el posicionamiento del eje C del husillo principal y las operaciones de herramienta viva requiere un control de tiempo preciso. El sistema CNC debe coordinar la posición angular de la pieza de trabajo con el contacto de la herramienta para garantizar una geometría de corte adecuada durante toda la operación. Esta coordinación se vuelve particularmente crítica durante la interpolación helicoidal donde los movimientos angulares y lineales deben permanecer perfectamente sincronizados para mantener una carga de viruta constante.
La optimización de la velocidad de avance implica equilibrar la productividad con los requisitos de acabado superficial en diferentes operaciones de corte. Las operaciones de torneado suelen lograr resultados óptimos con la programación de velocidad de superficie constante, mientras que las operaciones de fresado se benefician de las estrategias de avance constante por diente. La transición entre estos modos de programación debe ocurrir sin problemas para evitar variaciones en el acabado superficial en los límites de la operación.
Las estrategias de sujeción de la pieza de trabajo impactan significativamente la precisión alcanzable y la calidad del acabado superficial. Los mandriles tradicionales de tres mordazas pueden introducir errores de descentramiento que se amplifican durante las operaciones de herramienta viva. Los dispositivos de sujeción de trabajo dedicados diseñados para geometrías de piezas específicas a menudo proporcionan resultados superiores, particularmente para componentes que requieren tolerancias de concentricidad por debajo de 0.02 mm.
La optimización de la trayectoria de la herramienta se centra en minimizar el tiempo de corte en el aire mientras se mantienen condiciones de corte consistentes. Los movimientos rápidos de recorrido entre operaciones deben seguir trayectorias optimizadas que eviten la colisión con la pieza de trabajo y los componentes del dispositivo. Los sistemas CAM avanzados proporcionan capacidades de simulación que verifican las trayectorias de la herramienta e identifican posibles condiciones de interferencia antes de la ejecución del programa.
Control de calidad y estrategias de medición
El control de calidad en las operaciones de herramienta viva requiere estrategias de medición integrales que aborden los desafíos únicos de la fabricación de múltiples operaciones. La combinación de características de torneado y fresado en una sola pieza exige técnicas de inspección capaces de verificar geometrías complejas con alta precisión y repetibilidad.
Las máquinas de medición por coordenadas (MMC) proporcionan la solución más completa para la inspección de piezas de herramienta viva. La capacidad de medir tanto las características torneadas como las fresadas utilizando sistemas de coordenadas consistentes garantiza que se mantengan las relaciones adecuadas entre las características. Los sistemas de sonda táctil permiten la medición de características internas que pueden ser inaccesibles con los métodos de medición tradicionales.
Los sistemas de sonda en la máquina ofrecen capacidades de verificación en tiempo real que permiten el ajuste del proceso durante la fabricación. Los tornos de herramienta viva modernos pueden equiparse con sondas táctiles que verifican las dimensiones críticas inmediatamente después del mecanizado, lo que permite ajustes automáticos de compensación para mantener tolerancias ajustadas durante las series de producción.
La medición del acabado superficial se vuelve compleja cuando se trata de piezas que contienen superficies torneadas y fresadas. Se pueden requerir diferentes técnicas de medición para varias orientaciones de superficie, y se debe establecer la correlación entre los métodos de medición para garantizar la coherencia. Las superficies torneadas suelen mostrar patrones de capa circunferencial, mientras que las superficies fresadas muestran patrones direccionales relacionados con el movimiento de la herramienta.
La implementación del control estadístico de procesos (CEP) requiere una consideración cuidadosa de las múltiples variables involucradas en las operaciones de herramienta viva. Los gráficos de control deben tener en cuenta la progresión del desgaste de la herramienta en diferentes operaciones de corte y los efectos de interacción entre los procesos de torneado y fresado en la calidad final de la pieza.
Análisis de costos y consideraciones económicas
La implementación de herramienta viva implica una importante inversión de capital que debe justificarse mediante una mayor productividad, la reducción de los costos de configuración y la mejora de la calidad de las piezas. La comprensión de los factores económicos permite una evaluación adecuada de los sistemas de herramienta viva para aplicaciones de fabricación específicas.
Los costos iniciales del equipo para los tornos de herramienta viva oscilan entre 150,000 € para los sistemas básicos y 800,000 € para las configuraciones multieje avanzadas. La prima de costo sobre los tornos convencionales suele oscilar entre el 40 y el 70%, dependiendo del número de posiciones de herramienta viva y la complejidad del sistema. Esta inversión debe evaluarse frente a los ahorros potenciales en tiempo de configuración, costos laborales y una mejor consistencia de la calidad.
| Factor de Costo | Proceso Convencional | Proceso de Herramientas Activas | Potencial de Ahorro |
|---|---|---|---|
| Tiempo de Configuración por Pieza | 45-60 minutos | 15-25 minutos | 50-65% |
| Operaciones de Manipulación | 3-5 configuraciones | 1 configuración | 70-80% |
| Precisión Dimensional | ±0.05 mm típico | ±0.02 mm alcanzable | Tasas de desecho reducidas |
| Requisitos de Espacio en el Piso | Múltiples máquinas | Máquina individual | 40-60% |
| Requisitos de Mano de Obra | 2-3 operadores | 1 operador | 50-65% |
Los costos de las herramientas representan un gasto continuo significativo en las operaciones de herramienta viva. Las herramientas de corte especializadas requeridas para las aplicaciones de herramienta viva suelen costar entre un 20 y un 40% más que las herramientas convencionales debido a sus requisitos de diseño mejorados y menores volúmenes de producción. Sin embargo, la mejora de la vida útil de la herramienta resultante de mejores condiciones de corte a menudo compensa esta prima de costo inicial.
Las consideraciones de volumen de producción juegan un papel crucial en la justificación económica. Los sistemas de herramienta viva demuestran claras ventajas para la producción de volumen medio a alto, donde la reducción del tiempo de configuración proporciona ahorros sustanciales. Para aplicaciones de bajo volumen, los beneficios pueden ser menos pronunciados a menos que la complejidad de la pieza o los requisitos de calidad justifiquen la inversión.
Al realizar un pedido a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y enfoque de servicio personalizado significa que cada proyecto recibe la atención al detalle que merece, particularmente para aplicaciones complejas de herramienta viva que requieren una coordinación precisa entre múltiples procesos de fabricación.
Muchas aplicaciones de herramienta viva complementan otros procesos de fabricación, como los servicios de moldeo por inyección, donde los componentes de moldes de precisión requieren las geometrías complejas que se pueden lograr mediante operaciones combinadas de torneado y fresado. Nuestros servicios de fabricación integrales permiten una integración perfecta en múltiples tecnologías de producción.
Desafíos de implementación y soluciones
La implementación exitosa de herramienta viva requiere abordar varios desafíos técnicos y operativos que pueden afectar el rendimiento del sistema y la calidad de las piezas. La comprensión de estos desafíos y sus soluciones permite una planificación de procesos y una optimización del sistema más eficaces.
La gestión térmica representa uno de los desafíos más importantes en las operaciones de herramienta viva. La combinación de múltiples procesos de corte genera un calor sustancial que debe eliminarse eficazmente para mantener la estabilidad dimensional. Una refrigeración inadecuada puede causar un crecimiento térmico tanto en la pieza de trabajo como en la estructura de la máquina, lo que provoca errores dimensionales que superan los ±0.1 mm en las características críticas.
El control de vibraciones se vuelve complejo debido a la interacción entre múltiples sistemas rotativos. El husillo principal, los husillos de herramienta viva y la pieza de trabajo crean un sistema dinámico propenso a frecuencias resonantes que pueden causar vibración y degradación del acabado superficial. La selección adecuada de la velocidad del husillo y la optimización de los parámetros de corte ayudan a evitar rangos de frecuencia problemáticos al tiempo que se mantiene la productividad.
La gestión de virutas presenta desafíos únicos cuando se producen múltiples operaciones de corte simultáneamente o en rápida sucesión. Los sistemas eficaces de evacuación de virutas deben manejar las diferentes características de las virutas producidas por diferentes operaciones de corte al tiempo que evitan la interferencia de las virutas con las operaciones posteriores. Los sistemas de refrigerante de alta presión y los sistemas de transporte de virutas dedicados abordan estos requisitos.
La complejidad de la programación aumenta significativamente en comparación con las operaciones de torno convencionales. La coordinación de múltiples ejes y sistemas de herramientas requiere habilidades de programación avanzadas y una comprensión integral de la mecánica de corte. La inversión en la formación de programadores y en software CAM avanzado se vuelve esencial para una implementación exitosa.
La detección de interferencias de herramientas y la prevención de colisiones requieren capacidades sofisticadas de programación y simulación. La proximidad de múltiples herramientas de corte y dispositivos de sujeción crea numerosos escenarios de colisión potenciales que deben identificarse y evitarse mediante una cuidadosa verificación del programa y simulación de la máquina.
Desarrollos futuros y tendencias tecnológicas
La tecnología de herramienta viva continúa evolucionando con los avances en el diseño de máquinas, los sistemas de control y la tecnología de herramientas de corte. La comprensión de estas tendencias ayuda a los fabricantes a tomar decisiones informadas sobre las inversiones en equipos y las estrategias de desarrollo de procesos.
La integración de máquinas multitarea representa una tendencia significativa donde las capacidades de herramienta viva se combinan con procesos de fabricación adicionales, como el rectificado, el tallado de engranajes y la fabricación aditiva. Estos sistemas híbridos permiten la producción completa de piezas en una sola configuración, lo que reduce aún más los requisitos de manipulación y mejora la productividad general.
La inteligencia artificial y la integración del aprendizaje automático permiten el mantenimiento predictivo y la optimización automática de los procesos. Los sistemas de control avanzados pueden monitorear las condiciones de corte en tiempo real y ajustar los parámetros automáticamente para mantener un rendimiento óptimo al tiempo que prolongan la vida útil de la herramienta y mejoran la consistencia de la calidad de la pieza.
Los sistemas de monitoreo de herramientas que utilizan sensores de emisión acústica y análisis de vibraciones proporcionan retroalimentación en tiempo real sobre las condiciones de corte y la progresión del desgaste de la herramienta. Estos sistemas permiten la programación automática del cambio de herramienta y el ajuste de los parámetros del proceso para mantener una calidad constante durante las series de producción.
Los materiales avanzados y las tecnologías de recubrimiento continúan mejorando el rendimiento de las herramientas de corte para aplicaciones de herramienta viva. Los recubrimientos de carbono tipo diamante y las superficies de herramientas nanoestructuradas proporcionan una mayor resistencia al desgaste y una fricción reducida, lo que permite mayores velocidades de corte y una vida útil prolongada de la herramienta.
Preguntas frecuentes
¿Cuáles son las principales ventajas de los tornos de herramienta viva sobre las operaciones separadas de torneado y fresado?
Los tornos de herramienta viva eliminan múltiples configuraciones al combinar el torneado y el fresado en una sola operación, lo que reduce los errores de manipulación y mejora la precisión a ±0.02 mm. El tiempo de configuración normalmente disminuye entre un 50 y un 65%, mientras que la consistencia dimensional mejora significativamente debido a la referencia de un solo punto en todas las operaciones de corte.
¿Qué tipos de piezas se benefician más de las capacidades de herramienta viva?
Los componentes que requieren taladrado radial, chaveteros, superficies planas o perfiles complejos se benefician más de la herramienta viva. Los ejemplos incluyen colectores hidráulicos, componentes aeroespaciales, piezas de transmisión automotriz y componentes de instrumentación de precisión donde la complejidad geométrica y las tolerancias ajustadas son críticas.
¿Cómo difieren las velocidades de corte y los avances entre las operaciones de torneado y fresado en los tornos de herramienta viva?
Las operaciones de torneado suelen utilizar la programación de velocidad de superficie (150-300 m/min para acero), mientras que las operaciones de fresado requieren la programación de la velocidad del husillo (500-3000 RPM). Las velocidades de avance deben coordinarse entre las operaciones, con avances de torneado de 0.1-0.4 mm/rev y avances de fresado ajustados para los requisitos de carga de viruta por diente.
¿Cuáles son las capacidades de tolerancia típicas que se pueden lograr con los sistemas de herramienta viva?
Los tornos de herramienta viva modernos logran una precisión de posicionamiento de ±0.005 mm y una repetibilidad de ±0.002 mm. Las tolerancias dimensionales de IT7-IT8 se pueden lograr de forma rutinaria, con IT6 posible en condiciones óptimas. Las capacidades de acabado superficial oscilan entre Ra 0.4-1.6 μm dependiendo del material y los parámetros de corte.
¿Cómo progresa el desgaste de la herramienta de manera diferente en la herramienta viva en comparación con el mecanizado convencional?
Las aplicaciones de herramienta viva a menudo experimentan un desgaste de la herramienta más uniforme debido a las condiciones de corte interrumpidas y una mejor disipación del calor. Sin embargo, la selección de la herramienta se vuelve crítica ya que las herramientas deben manejar diferentes fuerzas de corte y cargas de viruta. La programación adecuada puede extender la vida útil de la herramienta en un 20-40% en comparación con las operaciones separadas convencionales.
¿Qué estrategias de refrigeración y lubricación funcionan mejor para las operaciones de herramienta viva?
Los sistemas de refrigerante de alta presión (20-80 bar) proporcionan resultados óptimos para la mayoría de las aplicaciones de herramienta viva. La refrigeración a través de la herramienta resulta esencial para las operaciones de taladrado más profundas que 3 veces el diámetro. Los sistemas de lubricación de cantidad mínima (MQL) ofrecen beneficios ambientales al tiempo que mantienen una buena calidad de acabado superficial para materiales de aluminio y acero.
¿Cómo difieren los requisitos de programación para la herramienta viva en comparación con la programación CNC convencional?
La programación de herramienta viva requiere la coordinación entre el eje C del husillo principal y los movimientos de la herramienta viva, lo que exige capacidades avanzadas del software CAM. Los comandos de sincronización, la verificación de interferencias de herramientas y los sistemas de coordenadas multieje añaden complejidad. El tiempo de programación normalmente aumenta entre un 30 y un 50%, pero el tiempo de configuración disminuye significativamente, lo que resulta en un ahorro de tiempo general.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece