Fresado CNC de 5 ejes frente a 3 ejes: cuándo el costo adicional se justifica
La decisión entre el fresado CNC de 3 ejes y el de 5 ejes representa una de las opciones de inversión de capital más importantes en la fabricación moderna. Si bien las máquinas de 3 ejes manejan la mayoría de los requisitos de producción, los sistemas de 5 ejes desbloquean posibilidades geométricas que pueden transformar sus capacidades de fabricación, pero solo cuando se justifican adecuadamente por los requisitos específicos de las piezas y los volúmenes de producción.
Puntos clave:
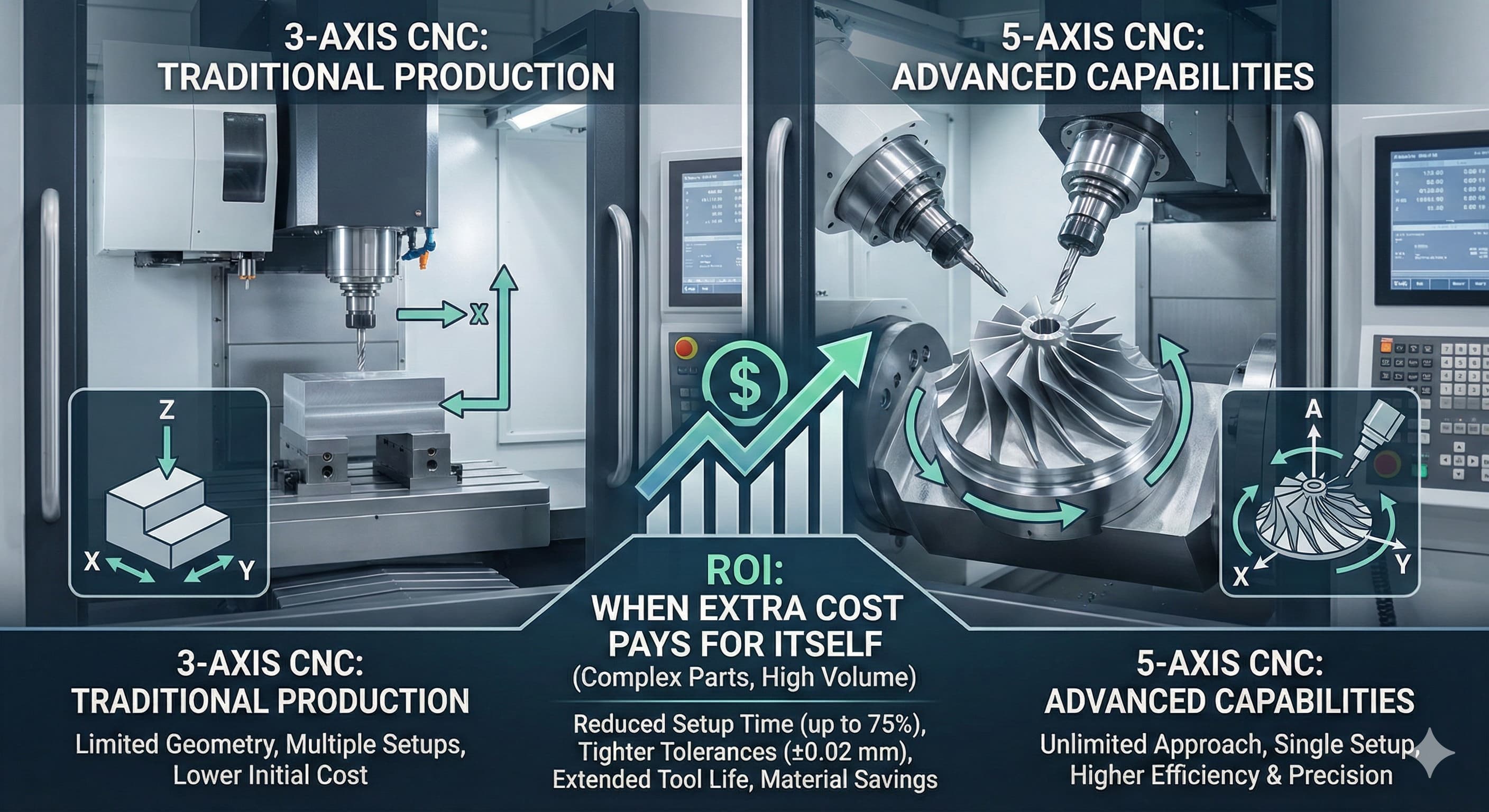
- El mecanizado de 5 ejes reduce el tiempo de configuración hasta en un 75 % para geometrías complejas, manteniendo tolerancias de ±0,02 mm
- El análisis del punto de equilibrio normalmente favorece los 5 ejes para piezas que requieren más de 3 configuraciones o ángulos compuestos que superen los 30°
- Las mejoras en la accesibilidad de las herramientas en los sistemas de 5 ejes pueden reducir el tiempo de mecanizado en un 40-60 % en componentes aeroespaciales y médicos
- La prima de inversión inicial de 200 000 a 500 000 € para 5 ejes se amortiza cuando la producción anual supera las 500 piezas complejas
Comprensión de las diferencias fundamentales
Las máquinas CNC tradicionales de 3 ejes operan a lo largo de tres ejes lineales: X (izquierda-derecha), Y (adelante-atrás) y Z (arriba-abajo). La pieza de trabajo permanece estacionaria mientras la herramienta de corte se mueve en estas tres direcciones, creando un sobre de trabajo rectangular. Esta configuración maneja aproximadamente el 80 % de los requisitos generales de mecanizado de manera efectiva, incluido el fresado frontal, el taladrado y las operaciones de contorneado simples.
El mecanizado de 5 ejes introduce dos ejes de rotación adicionales, normalmente designados como ejes A y B. El eje A gira alrededor del eje X, mientras que el eje B gira alrededor del eje Y, aunque los fabricantes pueden implementar la rotación del eje C alrededor del eje Z en su lugar. Esta configuración permite que la herramienta de corte se acerque a la pieza de trabajo desde prácticamente cualquier ángulo, eliminando muchas limitaciones geométricas inherentes a los sistemas de 3 ejes.
La distinción fundamental no radica simplemente en el número de ejes, sino en la accesibilidad. Los sistemas de 5 ejes pueden mecanizar características complejas en una sola configuración que requeriría múltiples operaciones, accesorios y posibles compromisos de precisión en equipos de 3 ejes. Esta capacidad se vuelve esencial cuando se trata de componentes aeroespaciales, implantes médicos o geometrías de moldes complejas donde las relaciones de las características deben mantener tolerancias precisas.
Comparación de capacidades técnicas
| Capacidad | CNC de 3 ejes | CNC de 5 ejes |
|---|---|---|
| Ángulos Máximos de Herramienta | Perpendicular solo a la superficie de la pieza | Ángulos de aproximación ilimitados |
| Reducciones de Configuración | Se requieren múltiples configuraciones | Hasta un 75% de reducción en las configuraciones |
| Mecanizado de Socavaduras | Imposible sin herramientas especializadas | Accesibilidad directa |
| Calidad del Acabado Superficial | Ra 0.8-3.2 μm típico | Ra 0.4-1.6 μm alcanzable |
| Complejidad de la Programación | Moderada | Alta (se requiere experiencia en CAM) |
| Capacidad de Tolerancia | ±0.05 mm estándar | ±0.02 mm alcanzable |
Cuándo la inversión en 5 ejes tiene sentido financiero
La justificación económica de los centros de mecanizado de 5 ejes depende en gran medida de la complejidad de la pieza, los volúmenes de producción y los costos de los materiales. Nuestro análisis en Microns Hub revela varios escenarios clave donde la inversión adicional genera dividendos en un plazo de 18 a 24 meses.
Las piezas que requieren ángulos compuestos mayores de 30° con respecto a la perpendicular representan candidatos principales para el procesamiento de 5 ejes. El mecanizado tradicional de 3 ejes de tales características a menudo requiere accesorios personalizados, herramientas de alcance extendido o múltiples configuraciones, cada uno de los cuales introduce una posible degradación de la precisión y un aumento de los tiempos de ciclo. Un soporte aeroespacial típico con superficies de montaje en ángulo podría requerir de 6 a 8 operaciones en equipos de 3 ejes frente a 2 a 3 operaciones en un sistema de 5 ejes.
El mecanizado de cavidades profundas presenta otro caso de uso convincente. Las carcasas de dispositivos médicos, los núcleos de moldes de inyección y los componentes de turbinas a menudo presentan cavidades profundas con paredes delgadas donde la deflexión de la herramienta se vuelve crítica. Los sistemas de 5 ejes permiten herramientas más cortas y rígidas al acercarse a las características desde ángulos óptimos, reduciendo la vibración y mejorando las consideraciones sobre el grosor de la pared para la estabilidad del mecanizado.
Los costos de los materiales influyen significativamente en la ecuación económica. Al mecanizar aleaciones costosas como Inconel 718 (45-60 € por kg) o titanio Ti-6Al-4V (35-50 € por kg), la reducción de chatarra lograda a través del mecanizado de configuración única justifica rápidamente la prima de 5 ejes. Considere un componente aeroespacial de titanio donde un error de mecanizado en la operación final de una secuencia de 4 configuraciones desecha 500 € de material y 8 horas de tiempo de máquina.
Análisis del tiempo de configuración y la precisión
La reducción del tiempo de configuración representa uno de los beneficios más cuantificables del mecanizado de 5 ejes. Cada reposicionamiento de la pieza de trabajo introduce posibles errores a través de las limitaciones de repetibilidad del accesorio, típicamente ±0,02-0,05 mm dependiendo de la calidad del accesorio y la habilidad del operador. Estas tolerancias acumuladas pueden consumir rápidamente su presupuesto de error permitido en componentes de precisión.
Un estudio exhaustivo de nuestros datos de producción muestra tiempos de configuración promedio de 45 a 90 minutos para operaciones complejas de 3 ejes frente a 15 a 30 minutos para operaciones equivalentes de 5 ejes. Más importante aún, la eliminación de múltiples configuraciones elimina los errores de posicionamiento acumulativos, lo que permite tolerancias generales más estrictas. Las piezas que requieren una tolerancia geométrica de ±0,025 mm en las características mecanizadas en diferentes configuraciones a menudo resultan imposibles de lograr de manera consistente en equipos de 3 ejes.
Los datums y las superficies de referencia mantienen sus relaciones a lo largo de las operaciones de 5 ejes, eliminando la acumulación de tolerancia inherente a los procesos de configuración múltiple. Esta ventaja se vuelve crítica en industrias como la aeroespacial, donde los requisitos de dimensionamiento y tolerancia geométricos (GD&T) según los estándares ASME Y14.5 exigen un control preciso de las relaciones de las características.
Para obtener resultados de alta precisión,Obtenga una cotización en 24 horas de Microns Hub.
Consideraciones sobre la vida útil de la herramienta y el acabado superficial
El mecanizado de 5 ejes permite ángulos de contacto óptimos de la herramienta que pueden extender drásticamente la vida útil de la herramienta al tiempo que mejoran la calidad del acabado superficial. Al mantener una carga de viruta constante y evitar condiciones de corte desfavorables, las operaciones de 5 ejes a menudo logran una vida útil de la herramienta entre un 25 y un 40 % más larga en comparación con los procesos equivalentes de 3 ejes.
La capacidad de inclinar el husillo permite una evacuación óptima de la viruta, particularmente crítica al mecanizar características profundas o trabajar con materiales que producen virutas largas y fibrosas como los aceros inoxidables austeníticos. La evacuación adecuada de la viruta evita el recorte, lo que degrada el acabado superficial y acelera el desgaste de la herramienta.
La reducción de la altura de la festón a través de trayectorias de herramienta optimizadas representa otra ventaja significativa. Los sistemas de 5 ejes pueden mantener distancias de paso constantes y ángulos de corte óptimos en superficies complejas, eliminando las alturas de festón variables comunes en los pases de acabado de 3 ejes. Esta capacidad a menudo elimina las operaciones de acabado secundarias, lo que ahorra tiempo y costos de mano de obra.
| Aplicación del Acabado Superficial | Capacidad de 3 Ejes | Capacidad de 5 Ejes | Factor de Mejora |
|---|---|---|---|
| Superficies Aeroespaciales (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | 50-75% de mejora |
| Implantes Médicos (Ra) | 0.8-1.6 μm | 0.4-0.8 μm | 50% de mejora |
| Superficies de Moldes (Ra) | 0.4-0.8 μm | 0.2-0.4 μm | 50% de mejora |
| Componentes Generales (Ra) | 3.2-6.4 μm | 1.6-3.2 μm | 50% de mejora |
Ventajas específicas del material
Diferentes materiales responden de forma única a las estrategias de mecanizado de 5 ejes. Las aleaciones de titanio, conocidas por el endurecimiento por trabajo y la mala conductividad térmica, se benefician significativamente del contacto constante de la herramienta posible con los sistemas de 5 ejes. Mantener velocidades de corte y avances óptimos a lo largo de trayectorias de herramienta complejas evita el endurecimiento por trabajo que puede ocurrir durante las operaciones convencionales de 3 ejes con condiciones de contacto variables.
Las aleaciones de aluminio, aunque generalmente son más fáciles de mecanizar, logran acabados superficiales superiores a través del procesamiento de 5 ejes debido a la mejor evacuación de la viruta y las fuerzas de corte constantes. Esto resulta particularmente valioso para aplicaciones aeroespaciales donde la calidad de la superficie impacta directamente la vida útil a la fatiga. Nuestros servicios de mecanizado CNC de precisión logran regularmente valores de Ra de 0,4 μm en componentes de aluminio a través de estrategias optimizadas de 5 ejes.
Los aceros endurecidos y las superaleaciones presentan desafíos extremos para cualquier proceso de mecanizado, pero los sistemas de 5 ejes permiten el uso de trayectorias de herramienta especializadas y parámetros de corte que serían imposibles con equipos de 3 ejes. Las estrategias de fresado trocoidal, el desbaste adaptativo y el mecanizado de velocidad de superficie constante se convierten en opciones prácticas cuando se combinan con ángulos de aproximación de herramienta ilimitados.
Requisitos de habilidad de programación y operador
La sofisticación del mecanizado de 5 ejes exige aumentos correspondientes en la experiencia en programación y los niveles de habilidad del operador. La programación CAM para 5 ejes requiere la comprensión de la prevención de colisiones de herramientas, la coordinación de ejes y las estrategias avanzadas de trayectoria de herramienta. El tiempo de programación normalmente aumenta entre un 200 y un 300 % en comparación con las operaciones equivalentes de 3 ejes, aunque esta sobrecarga se amortiza rápidamente en las series de producción.
Los operadores deben comprender la cinemática de la máquina, las relaciones del sistema de coordenadas y las estrategias avanzadas de sujeción de piezas. La complejidad de las configuraciones de 5 ejes exige niveles de habilidad más altos, que normalmente requieren de 6 a 12 meses de capacitación especializada para operadores experimentados de 3 ejes. Sin embargo, una vez establecidas, las operaciones de 5 ejes a menudo requieren menos intervención práctica debido a la menor frecuencia de configuración.
Los sistemas CAM modernos como Mastercam, PowerMill y NX han mejorado significativamente la accesibilidad a la programación de 5 ejes a través de la detección automatizada de colisiones, la generación optimizada de trayectorias de herramienta y las capacidades de simulación. Sin embargo, la curva de aprendizaje sigue siendo sustancial y debe tenerse en cuenta en la planificación de la implementación.
Mantenimiento y complejidad operativa
Las máquinas de 5 ejes implican inherentemente sistemas mecánicos más complejos, con ejes rotativos, cojinetes y sistemas de transmisión adicionales que requieren mantenimiento. Los costos de mantenimiento preventivo normalmente son entre un 15 y un 25 % más altos que los de los sistemas equivalentes de 3 ejes debido a los componentes adicionales y los requisitos de calibración.
Los procedimientos de calibración para máquinas de 5 ejes requieren equipos y experiencia especializados. Las bolas R-Test, la interferometría láser y las máquinas de medición de coordenadas se vuelven esenciales para mantener los estándares de precisión. Los costos de calibración anuales oscilan entre 3000 y 8000 €, dependiendo del tamaño de la máquina y los requisitos de precisión.
Sin embargo, la menor frecuencia de configuración en las operaciones de 5 ejes puede en realidad disminuir los requisitos generales de mantenimiento en aplicaciones de alto volumen. Menos cambios de piezas significan menos desgaste en las barras de tracción del husillo, los cambiadores de herramientas y los sistemas de sujeción de piezas. El efecto neto varía según la aplicación, pero generalmente favorece los sistemas de 5 ejes en entornos de producción.
Marco de análisis de costo-beneficio
El desarrollo de un análisis exhaustivo de costo-beneficio requiere examinar múltiples centros de costos y flujos de beneficios. Los costos de capital iniciales para los sistemas de 5 ejes normalmente oscilan entre 300 000 y 800 000 € para máquinas de grado de producción, en comparación con 100 000 a 300 000 € para sistemas equivalentes de 3 ejes.
| Factor de Costo | Impacto Anual de 3 Ejes | Impacto Anual de 5 Ejes | Diferencia |
|---|---|---|---|
| Mano de Obra de Configuración (500 piezas/año) | €25,000 | €8,000 | €17,000 de ahorro |
| Reducción de Desperdicio | Línea de base | €15,000 de ahorro | €15,000 de ahorro |
| Costos de Programación | €12,000 | €18,000 | €6,000 adicionales |
| Mantenimiento | €8,000 | €10,000 | €2,000 adicionales |
| Mejoras en la Vida Útil de la Herramienta | Línea de base | €12,000 de ahorro | €12,000 de ahorro |
| Beneficio Neto Anual | - | - | €36,000 |
Este análisis sugiere un período de recuperación de la inversión incremental de 5 a 7 años, asumiendo volúmenes de producción y niveles de complejidad típicos. Mayores volúmenes, piezas más complejas o materiales costosos pueden reducir los períodos de recuperación a 2-3 años.
Integración con sistemas multieje
La fabricación moderna a menudo se beneficia de la integración del fresado de 5 ejes con otras tecnologías avanzadas.Los tornos de herramientas motorizadas que combinan operaciones de torneado y fresado pueden funcionar sinérgicamente con los sistemas de 5 ejes para manejar el procesamiento completo de piezas en configuraciones mínimas.
Los centros de torneado-fresado con capacidad de 5 ejes representan lo último en reducción de configuración, lo que permite el procesamiento completo de piezas desde barras o fundición hasta componentes terminados. Si bien los niveles de inversión alcanzan entre 800 000 y 1 500 000 €, la capacidad de producir piezas complejas en operaciones únicas justifica el costo para las aplicaciones apropiadas.
Al realizar pedidos a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y enfoque de servicio personalizado significa que cada proyecto recibe la atención al detalle que merece, ya sea que utilice estrategias de mecanizado de 3 o 5 ejes.
El marco de decisión también debe considerar las tendencias futuras de complejidad de las piezas. Las industrias que avanzan hacia geometrías más ligeras y complejas, como las piezas de repuesto de fabricación aditiva o los diseños optimizados por topología, requieren cada vez más la capacidad de 5 ejes. La inversión en sistemas de 5 ejes posiciona a los fabricantes para las demandas cambiantes del mercado en lugar de simplemente abordar los requisitos actuales.
Metodología de cálculo del ROI
El cálculo preciso del ROI para la inversión en 5 ejes requiere un análisis detallado de los costos de producción actuales frente a los costos proyectados de 5 ejes. Las variables clave incluyen las tarifas de mano de obra de configuración (normalmente entre 45 y 65 € por hora en los mercados europeos), las tasas de chatarra, las reducciones del tiempo de ciclo y las mejoras de calidad.
Considere un soporte aeroespacial típico que requiere 4 configuraciones en equipos de 3 ejes frente a 1 configuración en 5 ejes. El ahorro de mano de obra de configuración por sí solo asciende a 135-195 € por pieza, mientras que la reducción de chatarra del procesamiento de configuración única puede ahorrar 300-500 € por pieza en materiales costosos. Estos ahorros se acumulan rápidamente en los volúmenes de producción.
Las mejoras en el tiempo de ciclo varían significativamente según la geometría de la pieza, pero normalmente oscilan entre el 20 y el 60 % para las piezas complejas. Un componente con un tiempo de ciclo total de 8 horas en equipos de 3 ejes podría completarse en 5-6 horas en sistemas de 5 ejes a través de trayectorias de herramienta optimizadas y un tiempo de manipulación reducido.
Las mejoras de calidad, aunque son más difíciles de cuantificar, a menudo proporcionan el valor a largo plazo más significativo. La reducción de las tasas de chatarra, la eliminación de las operaciones secundarias y la mejora de la satisfacción del cliente justifican la inversión en 5 ejes, incluso cuando los ahorros de costos directos parecen marginales. Nuestro completo servicios de fabricación La cartera demuestra cómo la capacidad de 5 ejes nos permite manejar los requisitos de los clientes cada vez más complejos manteniendo precios competitivos.
Estrategia de implementación y cronograma
La implementación exitosa de 5 ejes requiere una planificación cuidadosa y una ejecución por fases. El cronograma típico abarca de 12 a 18 meses desde la decisión de compra hasta la capacidad de producción total, incluida la entrega del equipo, la instalación, la capacitación del operador y la optimización del proceso.
La fase 1 implica la selección del equipo y la preparación de las instalaciones. Las máquinas de 5 ejes a menudo requieren cimientos mejorados, mayor capacidad eléctrica y software CAM actualizado. Presupueste entre 50 000 y 100 000 € para modificaciones de las instalaciones y mejoras de la infraestructura.
La fase 2 se centra en la formación y el desarrollo inicial del proceso. Planifique de 3 a 6 meses de capacitación intensiva para programadores y operadores. La producción inicial debe centrarse en piezas más simples para generar confianza y refinar los procesos antes de abordar geometrías complejas.
La fase 3 implica la optimización del proceso y la expansión de la capacidad. Espere de 6 a 12 meses para aprovechar al máximo el potencial de los sistemas de 5 ejes a través de trayectorias de herramienta optimizadas, estrategias de sujeción de piezas mejoradas y técnicas de programación refinadas.
Preguntas frecuentes
¿Qué tipos de piezas justifican el mecanizado de 5 ejes sobre las alternativas de 3 ejes?
Las piezas con ángulos compuestos que superen los 30°, las cavidades profundas que requieran accesibilidad a la herramienta o los componentes que necesiten más de 3 configuraciones en equipos convencionales normalmente justifican la inversión en 5 ejes. Los soportes aeroespaciales, los implantes médicos, los moldes complejos y los componentes de turbinas representan aplicaciones ideales donde la reducción de la configuración y la mejora de la precisión proporcionan claros beneficios económicos.
¿Cómo se comparan los costos de mantenimiento entre los sistemas CNC de 3 y 5 ejes?
Los sistemas de 5 ejes normalmente incurren en costos de mantenimiento entre un 15 y un 25 % más altos debido a los ejes rotativos, los cojinetes y los requisitos de calibración adicionales. Los costos de mantenimiento anuales oscilan entre 10 000 y 15 000 € para los sistemas de 5 ejes frente a 8000 y 12 000 € para las máquinas de 3 ejes comparables. Sin embargo, la menor frecuencia de configuración en la producción de alto volumen puede compensar algunos de estos costos adicionales a través de la disminución del desgaste en los sistemas de sujeción de piezas y cambio de herramientas.
¿Qué nivel de habilidad de programación se requiere para una operación eficaz de 5 ejes?
La programación de 5 ejes requiere experiencia avanzada en CAM, incluida la prevención de colisiones, la optimización de la trayectoria de la herramienta y la gestión del sistema de coordenadas. Los programadores experimentados de 3 ejes normalmente necesitan de 6 a 12 meses de capacitación especializada para lograr el dominio. El tiempo de programación aumenta inicialmente entre un 200 y un 300 %, pero se estabiliza a medida que se desarrolla la experiencia y crecen las bibliotecas de piezas.
¿Cómo difieren las capacidades de tolerancia entre el mecanizado de 3 y 5 ejes?
Los sistemas de 5 ejes normalmente alcanzan tolerancias de ±0,02 mm de manera consistente debido al procesamiento de configuración única que elimina los errores de posicionamiento acumulativos. Los sistemas de 3 ejes generalmente mantienen tolerancias de ±0,05 mm, con una precisión que se degrada a medida que aumenta el número de configuraciones. La eliminación de los cambios de datum y los cambios de superficie de referencia en el procesamiento de 5 ejes permite tolerancias geométricas más estrictas según los estándares ASME Y14.5.
¿Cuál es el período de recuperación típico para la inversión en CNC de 5 ejes?
Los períodos de recuperación oscilan entre 2 y 7 años, dependiendo de la complejidad de la pieza, los volúmenes de producción y los costos de los materiales. La producción de alto volumen de piezas complejas en materiales costosos como el titanio o el Inconel puede lograr la recuperación en 2-3 años, mientras que los volúmenes más bajos o las geometrías más simples pueden requerir 5-7 años. El análisis debe incluir el ahorro de mano de obra de configuración, la reducción de chatarra, las mejoras del tiempo de ciclo y las mejoras de calidad.
¿Pueden los operadores existentes de 3 ejes realizar la transición a equipos de 5 ejes de manera eficaz?
Sí, los operadores experimentados de 3 ejes pueden realizar la transición a sistemas de 5 ejes con la capacitación adecuada. La curva de aprendizaje normalmente requiere de 3 a 6 meses para el dominio básico y de 12 a 18 meses para la capacidad avanzada. Las habilidades clave incluyen la comprensión de la cinemática de la máquina, las relaciones del sistema de coordenadas y las estrategias avanzadas de sujeción de piezas. La inversión en programas de capacitación integrales es esencial para una implementación exitosa.
¿Qué capacidades de software CAM son esenciales para la programación de 5 ejes?
Las características CAM esenciales incluyen la detección automática de colisiones, la generación de trayectorias de herramienta de 5 ejes, la simulación de la máquina y la optimización del postprocesador. Los sistemas líderes como Mastercam, PowerMill y NX proporcionan estas capacidades, aunque los costos de licencia aumentan significativamente para los módulos de 5 ejes. Presupueste entre 15 000 y 30 000 € anuales para software CAM de 5 ejes de calidad profesional, incluido el mantenimiento y las actualizaciones.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece