Factor K Explicado: Cálculo de Tolerancias de Doblado para Chapa Metálica de Precisión
Los fabricantes de chapa metálica que trabajan con tolerancias más ajustadas que ±0,25 mm se enfrentan a un desafío fundamental: lograr dimensiones de doblado precisas teniendo en cuenta la deformación del material durante el proceso de doblado. El factor K sirve como puente matemático entre el desarrollo de patrones planos y la geometría doblada final, determinando si las piezas cumplen con los requisitos críticos de ensamblaje o se convierten en chatarra costosa.
Comprender el cálculo del factor K se vuelve esencial al diseñar soportes, carcasas y componentes estructurales donde la precisión del doblado impacta directamente en el ajuste y la función. Esta guía completa examina los principios de ingeniería, los métodos de cálculo y las aplicaciones prácticas que definen la fabricación de chapa metálica de precisión.
- El factor K representa la relación entre la posición del eje neutro y el espesor del material, que normalmente oscila entre 0,25 y 0,50 para las chapas metálicas comunes.
- Los cálculos precisos de la tolerancia de doblado requieren la consideración de las propiedades del material, la geometría de las herramientas y los parámetros de conformado.
- Las aplicaciones de precisión exigen la validación empírica del factor K a través de pruebas de doblado y verificación de mediciones.
- Los sistemas CAD avanzados integran bases de datos de factor K para el desarrollo automatizado de patrones planos.
Comprensión de los Fundamentos del Factor K en el Doblado de Chapa Metálica
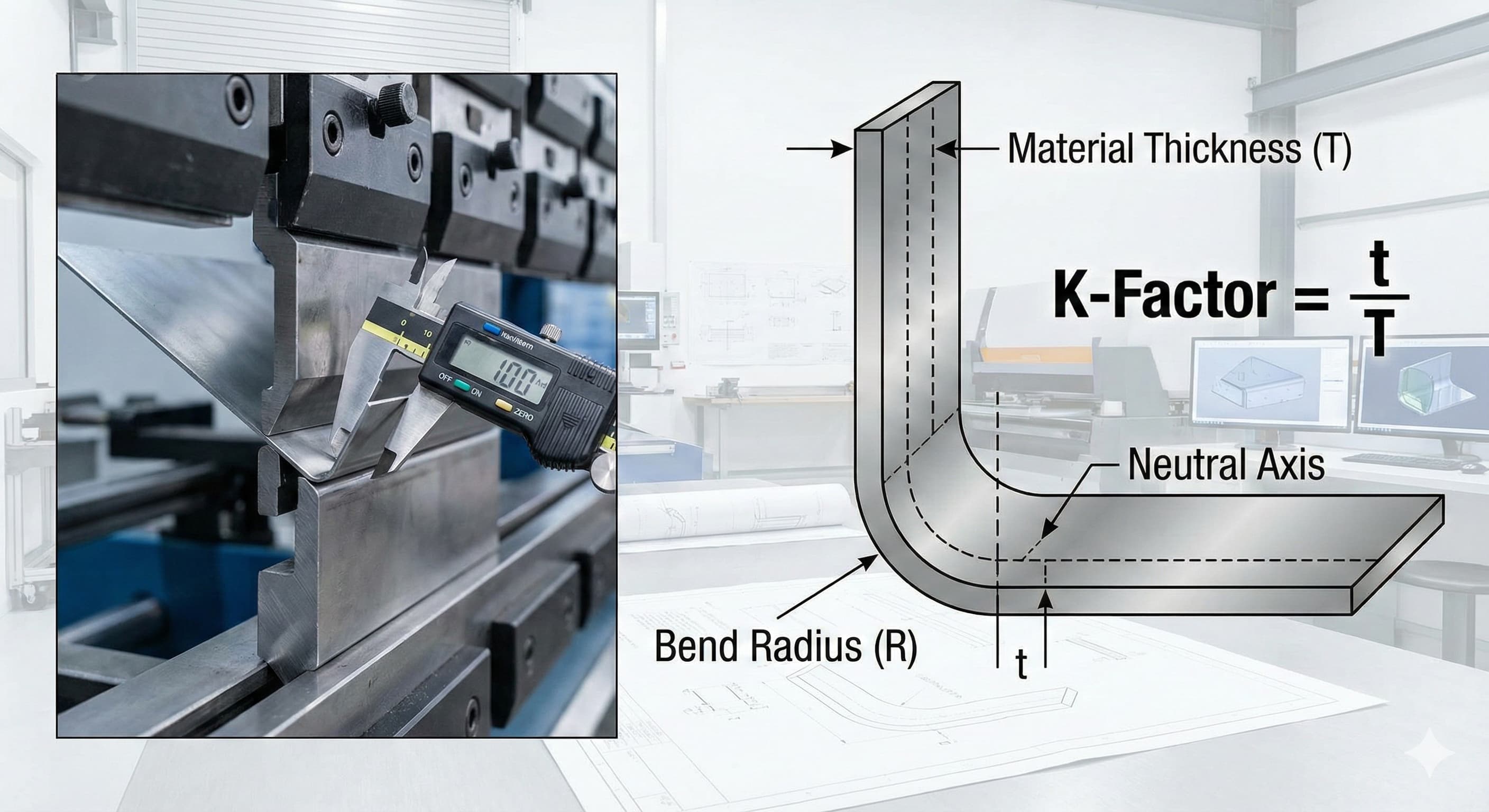
El factor K cuantifica la relación entre el eje neutro de un material y su espesor durante el proceso de doblado. Cuando la chapa metálica se somete a doblado, la superficie exterior se estira mientras que la superficie interior se comprime, creando un eje neutro donde la longitud del material permanece constante. Esta posición del eje neutro determina la tolerancia de doblado requerida para el desarrollo preciso del patrón plano.
Matemáticamente, el factor K es igual a la distancia desde el radio de doblado interior hasta el eje neutro, dividido por el espesor del material. Para una pieza con un espesor de 2,0 mm y un eje neutro posicionado a 0,8 mm de la superficie interior, el factor K se calcula en 0,40. Este valor adimensional permanece relativamente constante para combinaciones específicas de material y herramienta.
Las propiedades del material influyen significativamente en los valores del factor K. Los materiales dúctiles como el aluminio 1100-O exhiben factores K más altos (0,45-0,50) debido a un mayor flujo de material durante el conformado. Por el contrario, los materiales más duros como el acero inoxidable 304 suelen demostrar factores K más bajos (0,30-0,40) debido a las características de deformación reducidas.
La geometría de las herramientas también afecta la determinación del factor K. Los radios de punzón más pequeños crean dobleces más pronunciados con factores K más bajos, mientras que los radios más grandes promueven un conformado gradual con valores más altos. La relación entre el radio del punzón y el espesor del material, expresada como la relación R/T, proporciona una guía preliminar para la estimación del factor K.
| Grado del material | Rango típico del factor K | Resistencia a la tracción (MPa) | Características de formación |
|---|---|---|---|
| Aluminio 1100-O | 0,45 - 0,50 | 90 - 165 | Excelente formabilidad, alta ductilidad |
| Aluminio 6061-T6 | 0,35 - 0,42 | 310 - 380 | Buena formabilidad, resistencia moderada |
| Acero 1008/1010 | 0,40 - 0,45 | 320 - 420 | Buena formabilidad, bajo contenido de carbono |
| Inoxidable 304 | 0,30 - 0,40 | 515 - 620 | Formabilidad moderada, endurecimiento por trabajo |
| Inoxidable 316 | 0,32 - 0,42 | 515 - 670 | Mejor formabilidad que 304 |
Métodos y Fórmulas para el Cálculo de la Tolerancia de Doblado
La tolerancia de doblado representa la longitud del arco del eje neutro a través de la zona de doblado, proporcionando la dimensión crítica para el desarrollo del patrón plano. La fórmula fundamental incorpora el ángulo de doblado, el radio interior, el espesor del material y el factor K: BA = (π/180) × (R + K × T) × A, donde BA es igual a la tolerancia de doblado, R representa el radio interior, K denota el factor K, T indica el espesor del material y A especifica el ángulo de doblado en grados.
Para un doblado de 90 grados en aluminio 6061-T6 de 1,5 mm con un radio interior de 3,0 mm y un factor K de 0,38, el cálculo arroja: BA = (π/180) × (3,0 + 0,38 × 1,5) × 90 = 9,42 + 0,90 = 10,32 mm. Este valor de tolerancia de doblado determina la longitud del arco a incluir en el desarrollo del patrón plano.
El método de deducción de doblado ofrece un enfoque alternativo, calculando la diferencia de longitud del material entre los estados doblado y no doblado. La deducción de doblado es igual a 2 × (retroceso exterior) - tolerancia de doblado, donde el retroceso exterior representa la distancia desde la línea de doblado hasta la superficie exterior. Este método resulta particularmente útil para los sistemas CAD y el software de anidamiento automatizado.
Las aplicaciones avanzadas pueden requerir factores de corrección de la tolerancia de doblado para tener en cuenta el retroceso elástico, el desgaste de la herramienta y las variaciones del material. Estos factores de corrección, que normalmente oscilan entre 0,95 y 1,05, ajustan los cálculos teóricos en función de las pruebas empíricas y la experiencia en la producción.
Los cálculos de doblado múltiple requieren una cuidadosa consideración de la secuencia de doblado y las longitudes planas intermedias. Cada doblado contribuye con su tolerancia individual manteniendo las dimensiones generales de la pieza. Las geometrías complejas con múltiples dobleces, retornos y desplazamientos exigen enfoques de cálculo sistemáticos para evitar errores acumulativos.
Influencia de las Propiedades del Material en la Selección del Factor K
La estructura del grano del material impacta significativamente en la determinación del factor K y el comportamiento del doblado. Los materiales laminados en frío exhiben propiedades direccionales con diferentes factores K paralelos y perpendiculares a la dirección de laminación. El aluminio 6061-T6 puede demostrar un factor K de 0,38 paralelo al grano y 0,42 perpendicular, lo que requiere cálculos específicos de la orientación para aplicaciones críticas.
Las características de endurecimiento por trabajo afectan la estabilidad del factor K durante las operaciones de conformado. Los materiales con altas tasas de endurecimiento por trabajo, como el acero inoxidable 301, pueden exhibir variaciones del factor K dependiendo de la severidad del doblado y la velocidad de conformado. El endurecimiento progresivo reduce el flujo de material, lo que efectivamente reduce los factores K a medida que avanza el doblado.
Las condiciones de la superficie y el acabado del material influyen en el comportamiento del doblado a través de los efectos de fricción y la concentración de tensiones. Los materiales con acabado de fábrica suelen proporcionar un rendimiento constante del factor K, mientras que las superficies recubiertas o texturizadas pueden requerir factores de ajuste. El acero prepintado a menudo exhibe factores K ligeramente más altos debido a los efectos de lubricación del recubrimiento.
Las variaciones de espesor dentro de las tolerancias estándar pueden afectar la precisión del factor K en aplicaciones de precisión. Los materiales especificados como 2,0 mm ±0,1 mm pueden demostrar variaciones del factor K de ±0,02, lo que podría afectar las dimensiones finales de la pieza en 0,05 mm o más en zonas de doblado críticas.
Para obtener resultados de alta precisión, Solicite una cotización gratuita y obtenga precios en 24 horas de Microns Hub.
| Rango de espesor (mm) | Factor K del aluminio 6061-T6 | Factor K del acero 1008 | Factor K del inoxidable 304 |
|---|---|---|---|
| 0,5 - 1,0 | 0,33 - 0,38 | 0,35 - 0,42 | 0,27 - 0,33 |
| 1,0 - 2,0 | 0,36 - 0,41 | 0,38 - 0,44 | 0,30 - 0,37 |
| 2,0 - 3,0 | 0,38 - 0,43 | 0,40 - 0,46 | 0,32 - 0,39 |
| 3,0 - 5,0 | 0,40 - 0,45 | 0,42 - 0,48 | 0,34 - 0,41 |
Efectos de las Herramientas y Consideraciones de la Plegadora
El radio de la nariz del punzón influye directamente en los valores del factor K a través de su efecto en la formación del doblado. Los punzones afilados con radios pequeños concentran la tensión y reducen el flujo de material, lo que resulta en factores K más bajos. Por el contrario, los radios de punzón más grandes promueven un conformado gradual con factores K más altos y una mejor calidad de la superficie.
El ancho de apertura de la matriz afecta el soporte del material durante el doblado, influyendo en la distribución de la tensión y la posición del eje neutro. La práctica estándar recomienda aberturas de matriz de 8 a 12 veces el espesor del material, con aberturas más anchas que promueven factores K más altos. Las matrices estrechas pueden causar efectos de fondo que reducen artificialmente los factores K calculados.
Las técnicas de doblado con fondo contra doblado al aire producen diferentes características del factor K. El doblado al aire permite el flujo natural del material con factores K consistentes en varios ángulos, mientras que el doblado con fondo crea una deformación controlada que puede requerir ajustes del factor K específicos del ángulo. Las operaciones de acuñación suelen exhibir los factores K más bajos debido a los efectos de compresión del material.
El tonelaje de la plegadora y la velocidad de conformado influyen en el flujo de material durante las operaciones de doblado. Un tonelaje insuficiente puede resultar en un conformado incompleto con factores K inconsistentes, mientras que una fuerza excesiva puede causar adelgazamiento del material y posiciones alteradas del eje neutro. Las velocidades de conformado óptimas permiten un flujo de material adecuado sin inducir concentraciones de tensión.
El desgaste de la herramienta afecta la consistencia del doblado durante las tiradas de producción. Los punzones desgastados pueden crear radios de doblado ligeramente diferentes, alterando los cálculos del factor K. Los programas regulares de inspección y reemplazo de herramientas mantienen la consistencia del factor K para aplicaciones de precisión que requieren la integración de servicios de mecanizado CNC de precisión.
Determinación Empírica del Factor K y Métodos de Prueba
Los factores K teóricos proporcionan puntos de partida para los cálculos de doblado, pero las aplicaciones de precisión requieren la validación empírica a través de pruebas sistemáticas. Los procedimientos de prueba de doblado implican la formación de piezas de muestra con dimensiones conocidas, la medición de los resultados reales del doblado y el cálculo de los factores K efectivos a partir de la geometría observada.
El procedimiento de prueba estándar comienza con la preparación de tiras de prueba del material de producción, típicamente de 150 mm de largo por 25 mm de ancho. Marque líneas de doblado precisas a 50 mm de cada extremo, asegurando referencias de medición precisas. Forme dobleces de 90 grados utilizando herramientas y configuraciones de producción, manteniendo parámetros de conformado consistentes.
Las técnicas de medición requieren instrumentos de precisión capaces de una resolución de 0,01 mm. Mida el radio interior utilizando galgas de radio o sistemas de medición óptica, y verifique los ángulos de doblado con transportadores de precisión o máquinas de medición de coordenadas. Calcule el factor K efectivo trabajando hacia atrás desde las dimensiones medidas hasta los requisitos teóricos.
Múltiples muestras de prueba proporcionan la validación estadística de la consistencia del factor K. Los tamaños de muestra mínimos de 5 piezas por combinación de material y herramienta establecen valores promedio confiables y rangos de variación. Documente las condiciones ambientales, los números de lote de material y la identificación de la herramienta para la trazabilidad.
La validación de la producción implica la formación de piezas representativas y la medición de dimensiones críticas con respecto a los requisitos de diseño. Las piezas que requieren construcción de lengüeta y ranura exigen una atención particular a la precisión del doblado para un ajuste adecuado.
Aplicaciones Avanzadas del Factor K en Sistemas CAD/CAM
Los sistemas CAD modernos integran bases de datos integrales de factor K para el desarrollo automatizado de patrones planos. Estas bases de datos contienen valores validados empíricamente para combinaciones comunes de material y herramienta, lo que reduce el tiempo de diseño y mejora la precisión. Los principales paquetes de software permiten la entrada personalizada del factor K para aplicaciones especializadas.
Los enfoques de diseño paramétrico vinculan los factores K a las propiedades del material y los parámetros de conformado, lo que permite actualizaciones automáticas cuando se producen cambios en el diseño. Los sistemas de modelado basados en características reconocen las características de doblado y aplican los factores K apropiados según la selección del material y las especificaciones de la herramienta.
La integración CAM extiende las aplicaciones del factor K a la planificación de la fabricación y el control de calidad. La programación de la plegadora CNC utiliza datos del factor K para la optimización automática de la secuencia de doblado y la selección de herramientas. Los sistemas de corrección de ángulo en tiempo real ajustan los parámetros de conformado en función de las predicciones del factor K y la retroalimentación de la medición.
El software de simulación incorpora el análisis de elementos finitos con la validación del factor K para operaciones de conformado complejas. Estas herramientas predicen el comportamiento del material, la distribución de la tensión y la geometría final antes de la creación de prototipos físicos. Las simulaciones avanzadas tienen en cuenta la anisotropía del material, el endurecimiento por trabajo y las interacciones herramienta-pieza.
Los sistemas de gestión de datos rastrean el rendimiento del factor K en las tiradas de producción, identificando tendencias y oportunidades de optimización. Las aplicaciones de control estadístico de procesos monitorean la precisión del doblado y ajustan los factores K para la mejora continua. La integración con nuestros servicios de fabricación garantiza un control de calidad constante durante todo el proceso de producción.
Control de Calidad y Verificación de la Medición
Las aplicaciones de chapa metálica de precisión exigen procedimientos rigurosos de control de calidad para verificar la precisión del factor K y la conformidad del doblado. Los planes de muestreo estadístico basados en ISO 2859-1 proporcionan enfoques de inspección sistemáticos para la validación de la producción. Las aplicaciones críticas pueden requerir una inspección del 100% con sistemas de medición automatizados.
Las máquinas de medición de coordenadas (MMC) ofrecen la mayor precisión para la verificación del doblado, con incertidumbres de medición por debajo de ±0,005 mm. Los sistemas de medición óptica proporcionan capacidades de inspección rápida para entornos de producción, combinando velocidad con suficiente precisión para la mayoría de las aplicaciones. Las herramientas de medición portátiles permiten la verificación en proceso y la retroalimentación rápida.
El análisis de la incertidumbre de la medición tiene en cuenta las limitaciones del instrumento, las variaciones de la pieza y los efectos ambientales. Las incertidumbres de tipo A del análisis estadístico de mediciones repetidas se combinan con las incertidumbres de tipo B de las especificaciones del instrumento para determinar la confianza general de la medición. Las aplicaciones de precisión requieren presupuestos de incertidumbre para garantizar que la capacidad de medición exceda las tolerancias requeridas.
Los estudios de capacidad del proceso evalúan la consistencia del factor K durante las tiradas de producción extendidas. Los cálculos de Cp y Cpk cuantifican el rendimiento del proceso en relación con los límites de especificación, identificando oportunidades de mejora. Los gráficos de control monitorean los parámetros clave y detectan la deriva del proceso antes de que se desarrollen problemas de calidad.
Al realizar un pedido a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y nuestro enfoque de servicio personalizado significan que cada proyecto recibe la atención al detalle que merece, con documentación de calidad integral y trazabilidad durante todo el proceso de producción.
| Método de medición | Precisión (mm) | Velocidad | Mejor aplicación |
|---|---|---|---|
| CMM | ±0,002 | Lento | Dimensiones críticas, calibración |
| Escáner óptico | ±0,010 | Rápido | Inspección de producción |
| Calibradores de radio | ±0,025 | Rápido | Verificación en planta |
| Calibradores | ±0,020 | Rápido | Comprobaciones dimensionales básicas |
Optimización de Costos a Través de la Aplicación Precisa del Factor K
La determinación precisa del factor K reduce el desperdicio de material a través del desarrollo preciso del patrón plano. Las tolerancias de doblado sobreestimadas crean un consumo excesivo de material, mientras que los valores subestimados conducen a piezas cortas que requieren reelaboración o desecho. Una mejora del 2% en la precisión del factor K puede reducir el uso de material en un 1-3% en piezas complejas con múltiples dobleces.
Las ganancias en la eficiencia de la producción resultan de la reducción del tiempo de configuración y menos ajustes iterativos. Los factores K precisos minimizan los enfoques de prueba y error, lo que permite el éxito del primer artículo y una aceleración de la producción más rápida. El ahorro de tiempo en el desarrollo de prototipos y la configuración de la producción proporciona importantes ventajas de costos en mercados competitivos.
La optimización de las herramientas a través del análisis del factor K identifica las combinaciones de punzón y matriz más eficientes para aplicaciones específicas. La estandarización de conjuntos de herramientas probados con factores K validados reduce los requisitos de inventario y mejora la consistencia. Las mejoras en la vida útil de la herramienta resultan de parámetros de conformado optimizados y una reducción del sobreconformado.
La reducción del costo de la calidad a través de la prevención de defectos proporciona el mayor impacto económico. Las tasas de desecho por debajo del 1% se vuelven alcanzables con factores K validados adecuadamente, en comparación con las tasas del 5-10% solo con valores teóricos. La reducción de los requisitos de inspección y las reclamaciones de garantía mejoran aún más la rentabilidad.
Las ventajas de la cadena de suministro surgen de la calidad constante de las piezas y los programas de entrega confiables. Los clientes valoran a los proveedores que demuestran control de procesos y resultados predecibles. Las asociaciones a largo plazo se desarrollan cuando los requisitos de precisión se cumplen constantemente a través de la aplicación adecuada del factor K.
Requisitos del Factor K Específicos de la Industria
Las aplicaciones aeroespaciales exigen los niveles más altos de validación y documentación del factor K. Los sistemas de calidad AS9100 requieren la trazabilidad completa de los parámetros de conformado y la validación empírica para los componentes críticos para el vuelo. Las certificaciones de materiales, los registros de herramientas y los parámetros del proceso deben demostrar el control estadístico para el cumplimiento normativo.
La fabricación de dispositivos médicos requiere la validación del factor K bajo las regulaciones del sistema de calidad de la FDA. Los materiales biocompatibles como el titanio Grado 2 y el acero inoxidable 316L exigen una determinación específica del factor K debido a sus características de conformado únicas. La validación del proceso incluye el análisis del peor de los casos y la verificación del margen de diseño.
Las aplicaciones automotrices se centran en la consistencia de alto volumen y la optimización de costos. Los sistemas de control estadístico de procesos monitorean el rendimiento del factor K en millones de piezas, identificando tendencias sutiles y oportunidades de optimización. Los acuerdos de calidad del proveedor especifican los requisitos de validación del factor K y los protocolos de monitoreo continuo.
Las carcasas electrónicas requieren factores K precisos para la eficacia del blindaje EMI y el ajuste de los componentes. Los materiales delgados (0,5-1,0 mm) con tolerancias de doblado ajustadas desafían los enfoques tradicionales del factor K. La consideración especial para la integración de fijaciones PEM requiere enfoques de diseño coordinados.
Las aplicaciones de arquitectura y construcción enfatizan el sellado contra la intemperie y la adaptación a la expansión térmica. El conformado de paneles grandes con múltiples dobleces requiere una cuidadosa validación del factor K para evitar errores acumulativos. Las consideraciones de ensamblaje en el campo influyen en los enfoques de diseño y las estrategias de asignación de tolerancia.
Preguntas Frecuentes
¿Qué factor K debo usar para aluminio 6061-T6 de 2 mm?
Para aluminio 6061-T6 de 2 mm, comience con un factor K de 0,38-0,40 para operaciones de doblado al aire. El valor exacto depende del radio de su punzón, la apertura de la matriz y la velocidad de conformado. Valide esta estimación inicial a través de pruebas de doblado utilizando sus herramientas y parámetros de producción reales para lograr una precisión óptima.
¿Cómo afecta el radio del punzón a los cálculos del factor K?
Los radios de punzón más pequeños crean dobleces más pronunciados con factores K más bajos (0,25-0,35), mientras que los radios más grandes promueven un conformado gradual con factores K más altos (0,40-0,50). La relación sigue la relación R/T: radio dividido por espesor. Mantenga el radio del punzón al menos igual al espesor del material para obtener resultados consistentes y evitar grietas.
¿Puedo usar el mismo factor K para diferentes ángulos de doblado?
El doblado al aire mantiene factores K relativamente consistentes en diferentes ángulos (30-135 grados), lo que lo convierte en el método preferido para piezas de geometría variable. Las operaciones de doblado con fondo y acuñación pueden requerir factores K específicos del ángulo debido a las diferentes características de flujo del material. Siempre valide los ángulos críticos a través de piezas de prueba.
¿Por qué mis dimensiones calculadas no coinciden con las piezas dobladas reales?
Las discrepancias dimensionales suelen ser el resultado de utilizar factores K teóricos en lugar de valores validados empíricamente, efectos de retroceso elástico no contabilizados en los cálculos o una configuración de herramientas inconsistente. Mida sus radios interiores y ángulos de doblado reales, luego calcule los factores K efectivos a partir de piezas reales para mejorar la precisión.
¿Con qué frecuencia debo verificar los factores K en la producción?
Verifique los factores K mensualmente para la producción de alto volumen, o después de cualquier cambio de herramienta, cambio de lote de material o mantenimiento del equipo. Las aplicaciones críticas pueden requerir una verificación diaria a través de muestreo estadístico. Mantenga gráficos de control para identificar tendencias y prevenir problemas de calidad antes de que ocurran.
¿Qué precisión de medición se requiere para la validación del factor K?
La validación del factor K requiere una incertidumbre de medición al menos 10 veces mejor que sus requisitos de tolerancia final. Para piezas con tolerancias de doblado de ±0,1 mm, utilice instrumentos con una precisión de ±0,01 mm o mejor. Las MMC proporcionan la mayor precisión, mientras que los escáneres ópticos ofrecen un buen compromiso entre velocidad y precisión para entornos de producción.
¿Cómo manejo los factores K para aleaciones personalizadas o materiales exóticos?
Las aleaciones personalizadas requieren la determinación empírica del factor K a través de pruebas sistemáticas. Comience con valores para materiales base similares, luego realice pruebas de doblado en su rango típico de espesor y radio. Documente las propiedades del material, incluida la resistencia a la tracción, el alargamiento y las características de endurecimiento por trabajo para predecir el comportamiento del factor K y establecer ventanas de proceso.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece