Sujetadores PEM: Selección de las tuercas de ajuste a presión adecuadas para aluminio delgado
Asegurar paneles de aluminio delgados presenta desafíos únicos que los sujetadores roscados estándar no pueden abordar de manera efectiva. Cuando se trata de espesores de material inferiores a 2 mm, las tuercas y los pernos tradicionales crean concentraciones de tensión que comprometen la integridad estructural, mientras que las roscas machihembradas a menudo se pelan bajo cargas moderadas. Las tuercas de ajuste a presión PEM resuelven este problema de ingeniería crítico al distribuir las cargas sobre un área de superficie más grande y crear conexiones roscadas permanentes y confiables en ensamblajes de láminas de metal delgadas.
Puntos clave
- Las tuercas de ajuste a presión distribuyen las cargas de manera más efectiva que las roscas machihembradas en láminas de aluminio de menos de 2 mm de espesor
- Los sujetadores autoclinchables eliminan la necesidad de operaciones secundarias y brindan capacidades de montaje al ras
- La selección del material entre las tuercas PEM de acero inoxidable y aluminio impacta directamente en la resistencia a la corrosión galvánica
- El tamaño adecuado de los orificios dentro de las tolerancias de ±0,05 mm garantiza una resistencia de agarre óptima y evita la distorsión del panel
Comprensión de la tecnología de ajuste a presión PEM
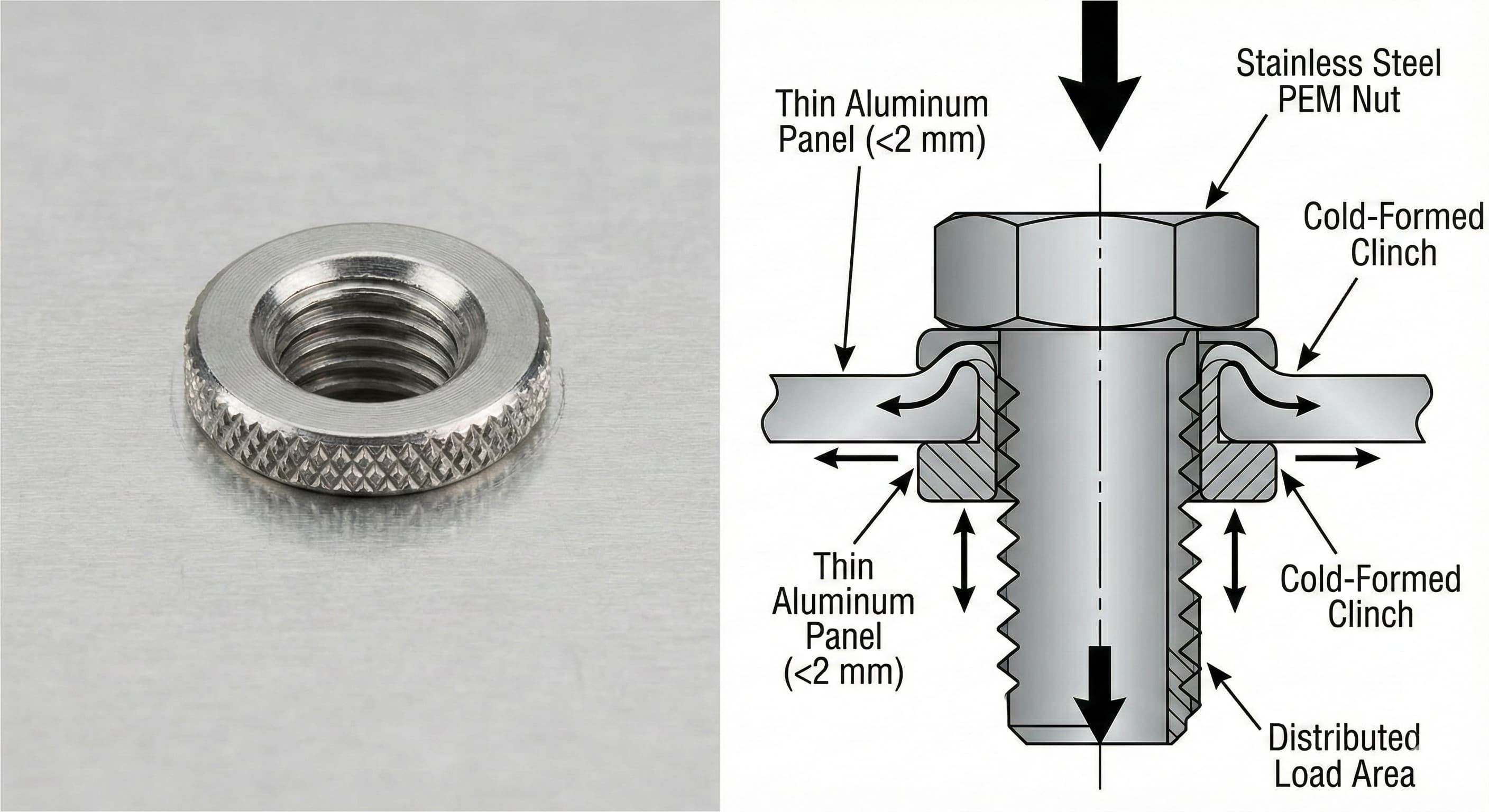
Los sujetadores PEM utilizan un mecanismo autoclinchable que crea una conexión mecánica permanente a través de la deformación controlada tanto del sujetador como del material huésped. A diferencia de las conexiones roscadas tradicionales que dependen únicamente del acoplamiento de la rosca, las tuercas de ajuste a presión cuentan con un vástago moleteado o hexagonal que penetra y desplaza el sustrato de aluminio durante la instalación.
El principio fundamental involucra tres zonas distintas de interacción del material. El diámetro piloto crea la alineación inicial y evita el movimiento lateral durante la instalación. El diámetro de clinch, típicamente 0,2-0,4 mm más grande que el piloto, genera la fuerza de retención primaria a través de la compresión radial. Finalmente, la brida de la cabeza distribuye las cargas de sujeción sobre un área de superficie de 3 a 4 veces mayor que el diámetro del sujetador.
La instalación requiere una aplicación de fuerza controlada, que normalmente oscila entre 8 y 15 kN, según el tamaño del sujetador y el espesor del material. Esta fuerza debe aplicarse perpendicular a la superficie del panel con una desviación lateral mínima para evitar un clinch asimétrico que pueda reducir la resistencia de retención hasta en un 40%. El proceso crea una unión formada en frío que en realidad aumenta su resistencia con el tiempo debido al endurecimiento por trabajo del aluminio desplazado.
Los servicios de servicios de fabricación de chapa metálica de calidad reconocen que la instalación de ajuste a presión requiere herramientas especializadas y un control preciso de la fuerza para lograr resultados consistentes en todas las series de producción.
Criterios de selección de materiales
Elegir el material de sujetador PEM apropiado implica equilibrar las propiedades mecánicas, la resistencia a la corrosión y las consideraciones de costo específicas para aplicaciones de aluminio delgado. Las tres opciones de materiales principales ofrecen distintas ventajas según los requisitos de la aplicación.
Las tuercas PEM de acero inoxidable, típicamente fabricadas con grados 303 o 416, proporcionan las resistencias a la tracción y al corte más altas, manteniendo una excelente resistencia a la corrosión. La opción de acero inoxidable 303 ofrece una maquinabilidad y calidad de rosca superiores, con límites elásticos que alcanzan los 310 MPa. Sin embargo, las ligeras propiedades magnéticas y el mayor coeficiente de expansión térmica en comparación con el aluminio pueden crear desafíos en los ensamblajes de precisión.
Los sujetadores de acero al carbono con revestimiento de zinc o zinc-níquel ofrecen la máxima resistencia al menor costo. Estos sujetadores pueden alcanzar resistencias a la tracción superiores a 450 MPa, lo que los hace ideales para aplicaciones de alta carga. La principal limitación involucra la compatibilidad galvánica, ya que la significativa diferencia de potencial electroquímico entre el acero y el aluminio acelera la corrosión en ambientes húmedos.
| Material | Resistencia a la tracción (MPa) | Resistencia a la corrosión | Factor de costo | Mejores aplicaciones |
|---|---|---|---|---|
| Acero inoxidable 303 | 310-350 | Excelente | 2.1x | Marina, procesamiento de alimentos |
| Aluminio 6061 | 276 | Buena (con aluminio) | 1.8x | Aeroespacial, electrónica |
| Acero al carbono (chapado en Zn) | 450-520 | Regular | 1.0x | Estructural interior |
| Acero inoxidable 416 | 380-420 | Muy buena | 2.4x | Dispositivos médicos |
Las tuercas PEM de aluminio, fabricadas con aleaciones 6061-T6 o similares, ofrecen la compatibilidad galvánica óptima para sustratos de aluminio. Si bien la resistencia mecánica sigue siendo inferior a las alternativas de acero, la eliminación de la corrosión por metales diferentes a menudo supera esta limitación en aplicaciones a largo plazo. La coincidencia de expansión térmica también evita la acumulación de tensión durante los ciclos de temperatura.
Parámetros críticos de instalación
La instalación exitosa de sujetadores PEM en aluminio delgado requiere un control preciso de múltiples variables interdependientes. La preparación del orificio representa el factor más crítico, ya que la precisión dimensional afecta directamente la resistencia de retención y la integridad del panel.
Las tolerancias del diámetro del orificio deben estar dentro de ±0,05 mm de la dimensión piloto especificada para lograr un rendimiento de clinch óptimo. Los orificios sobredimensionados reducen la compresión radial y pueden disminuir la resistencia al desprendimiento en un 25-35%. Los orificios de tamaño insuficiente crean fuerzas de instalación excesivas que pueden agrietar las aleaciones de aluminio quebradizas o causar un clinch incompleto en materiales endurecidos por trabajo.
Los requisitos de distancia al borde se vuelven particularmente importantes en secciones delgadas donde el desplazamiento del material durante el clinch puede acercarse al borde del panel. Las distancias mínimas al borde deben ser iguales a 2,5 veces el diámetro del sujetador, y se prefiere 3,0 veces para aplicaciones críticas. Esto asegura un volumen de material adecuado para una formación de clinch adecuada sin desgarro del borde.
Los rangos de compatibilidad del espesor del panel varían según el diseño del sujetador, pero la mayoría de las tuercas PEM estándar admiten láminas de aluminio de 0,5 a 3,0 mm. La uniformidad del espesor en toda la zona de clinch afecta la consistencia de la retención, lo que hace que la selección del material y nuestros servicios de fabricación sean cruciales para mantener los estándares de calidad.
Los requisitos de fuerza de instalación se escalan aproximadamente con el cuadrado del diámetro del sujetador y linealmente con el espesor del material. Un sujetador #8-32 en aluminio 6061-T6 de 1,6 mm normalmente requiere una fuerza de instalación de 12-14 kN, mientras que el mismo sujetador en material de 0,8 mm necesita solo 7-9 kN. Una fuerza excesiva puede causar hoyuelos o roturas en el panel, mientras que una fuerza insuficiente resulta en un clinch incompleto.
| Espesor del panel (mm) | Tolerancia del agujero (mm) | Distancia mínima al borde | Fuerza de instalación (kN) | Aplicaciones típicas |
|---|---|---|---|---|
| 0.5-0.8 | +0.00/-0.05 | 3.5x diámetro | 6-9 | Carcasas electrónicas |
| 0.9-1.5 | +0.05/-0.00 | 3.0x diámetro | 10-13 | Paneles de electrodomésticos |
| 1.6-2.4 | +0.05/-0.00 | 2.8x diámetro | 12-16 | Componentes automotrices |
| 2.5-3.0 | +0.08/-0.00 | 2.5x diámetro | 15-20 | Ensamblajes estructurales |
Distribución de carga y diseño de juntas
Comprender los mecanismos de transferencia de carga en las juntas de sujetadores PEM permite a los ingenieros optimizar el diseño de la junta para requisitos de aplicación específicos. A diferencia de las conexiones roscadas convencionales donde las cargas se concentran en los primeros acoplamientos de rosca, las tuercas de ajuste a presión distribuyen las fuerzas a través de múltiples zonas de contacto.
La trayectoria de carga primaria comienza en la brida de la cabeza del sujetador, que crea una distribución de tensión de apoyo en la superficie de aluminio. Las tensiones máximas ocurren en los bordes de la brida, lo que hace que la selección del diámetro de la cabeza sea crítica para evitar el rendimiento del aluminio bajo altas cargas de sujeción. El análisis de elementos finitos muestra que aumentar el diámetro de la cabeza de 2,0 a 2,5 veces el diámetro de la rosca reduce la tensión de apoyo máxima en aproximadamente un 30%.
Las cargas de corte se transfieren a través de la zona de material clincheado, donde el aluminio deformado crea un enclavamiento mecánico con el vástago del sujetador. Esta conexión normalmente puede soportar el 60-80% de la resistencia al corte máxima del sujetador antes de que se produzca una falla del material en el sustrato de aluminio en lugar del propio sujetador.
La resistencia al desprendimiento se desarrolla a través de tres mecanismos: interferencia mecánica en el diámetro de clinch, fricción a lo largo de la superficie del vástago y apoyo contra el collar de material deformado. La contribución relativa de cada mecanismo depende de las propiedades de la aleación de aluminio, y las aleaciones más blandas dependen más de la interferencia mecánica.
Para obtener resultados de alta precisión, Obtenga una cotización en 24 horas de Microns Hub.
Las consideraciones de rigidez de la junta se vuelven importantes en aplicaciones de carga dinámica donde la resistencia a la fatiga depende de la uniformidad de la distribución de la carga. Las juntas PEM típicamente exhiben una rigidez de 15-25% menor que las conexiones machihembradas equivalentes debido al cumplimiento introducido por la zona de material deformado. Esta rigidez reducida en realidad puede mejorar el rendimiento de fatiga al reducir las concentraciones de tensión, pero puede afectar las frecuencias resonantes en aplicaciones sensibles a la vibración.
Compatibilidad de aleaciones de aluminio
Diferentes aleaciones de aluminio responden de manera variable a la instalación de ajuste a presión debido a las diferencias en las características de endurecimiento por trabajo, la ductilidad y la estructura del grano. Comprender estos comportamientos específicos del material permite una selección adecuada del sujetador y la optimización de los parámetros de instalación.
El aluminio 6061-T6 representa el sustrato especificado más comúnmente para aplicaciones PEM, ofreciendo un excelente equilibrio de resistencia, ductilidad y maquinabilidad. El temple T6 proporciona suficiente límite elástico (276 MPa) para resistir la deformación excesiva durante el clinch, manteniendo suficiente ductilidad para evitar el agrietamiento. La uniformidad del tamaño del grano en las aleaciones 6061 asegura un comportamiento de clinch consistente en todos los lotes de producción.
El aluminio 5052-H32 ofrece una resistencia a la corrosión superior y excelentes características de formación, lo que lo hace adecuado para geometrías complejas que requieren estrategias de sellado IP65. Sin embargo, el comportamiento de endurecimiento por trabajo durante el clinch puede aumentar las fuerzas de instalación en un 20-30% en comparación con las aleaciones 6061. Este material también exhibe un mayor retroceso elástico, lo que puede afectar la retención del sujetador si los parámetros de instalación no se ajustan correctamente.
El aluminio 7075-T6 proporciona la opción de mayor resistencia, pero presenta desafíos para la instalación PEM. La ductilidad limitada y la alta tasa de endurecimiento por trabajo pueden causar un clinch incompleto o agrietamiento del material alrededor del sujetador. Cuando se requieren sustratos 7075, la selección del sujetador debe favorecer los diseños con diámetros de clinch reducidos y perfiles de vástago graduados para minimizar el desplazamiento del material.
| Aleación | Temple | Límite elástico (MPa) | Alargamiento (%) | Compatibilidad PEM | Notas de instalación |
|---|---|---|---|---|---|
| 6061 | T6 | 276 | 12-17 | Excelente | Parámetros estándar |
| 5052 | H32 | 193 | 12-18 | Muy buena | Aumentar la fuerza 20-25% |
| 7075 | T6 | 503 | 5-11 | Regular | Reducir el diámetro de remachado |
| 3003 | H14 | 145 | 8-16 | Buena | Riesgo de sobredeformación |
| 2024 | T3 | 345 | 15-20 | Mala | Problemas con el contenido de cobre |
La orientación del grano en relación con la dirección del clinch puede influir en la calidad de la junta, particularmente en materiales de lámina laminada donde las propiedades direccionales pueden variar en un 10-15%. La instalación óptima ocurre cuando el eje del sujetador se alinea perpendicular a la dirección de laminación, minimizando el riesgo de deslaminación o desgarro preferencial.
Métodos de control de calidad y pruebas
Establecer procedimientos robustos de control de calidad para las instalaciones PEM asegura un rendimiento consistente de la junta y previene fallas en el campo. Múltiples métodos de inspección y prueba proporcionan diferentes niveles de información sobre la calidad de la instalación y la confiabilidad a largo plazo.
La inspección visual sigue siendo la primera línea de control de calidad, enfocándose en el asiento de la cabeza, la deformación del panel y la integridad del borde. Los sujetadores instalados correctamente deben quedar al ras con la superficie del panel sin crear hoyuelos o áreas elevadas que excedan los 0,1 mm. El aluminio alrededor del sujetador debe mostrar patrones de deformación uniformes sin grietas, desgarros o acumulación excesiva de material.
El calibre pasa/no pasa proporciona un método rápido en la planta de producción para verificar la calidad del clinch. Estos calibres verifican tanto la protuberancia del sujetador en la parte posterior como el asiento de la cabeza en el lado de la instalación. Los criterios de aceptación típicos requieren una protuberancia en la parte posterior entre 0,2 y 0,8 mm, dependiendo del espesor del panel y el diseño del sujetador.
Las pruebas de torque evalúan la resistencia rotacional de los sujetadores instalados, lo que se correlaciona con la calidad del clinch. Los sujetadores con clinch insuficiente exhiben valores de torque de salida reducidos, mientras que las unidades instaladas correctamente normalmente requieren el 80-120% del torque mínimo especificado para causar la rotación. Este método de prueba funciona particularmente bien para el muestreo de producción, pero destruye las juntas probadas.
Las pruebas de extracción proporcionan datos cuantitativos sobre la resistencia de retención mediante la aplicación de cargas axiales hasta que se produce la falla del sujetador. Los accesorios de prueba deben asegurar una aplicación de carga uniforme perpendicular a la superficie del panel para generar datos significativos. Los criterios de aceptación normalmente requieren fuerzas de extracción que excedan el 75% de los valores publicados, teniendo en cuenta las variaciones de instalación y material.
El análisis de sección transversal a través de la preparación metalográfica revela la geometría interna del clinch y los patrones de flujo del material. Este método destructivo proporciona la evaluación más completa de la calidad de la junta, pero requiere equipos y experiencia especializados. Los criterios de evaluación clave incluyen la uniformidad del diámetro del clinch, la continuidad del material y la ausencia de vacíos o grietas en la zona deformada.
Estrategias de optimización de costos
Lograr una implementación rentable de sujetadores PEM requiere equilibrar los costos iniciales del sujetador con los gastos totales de ensamblaje, incluidos la mano de obra, las herramientas y el control de calidad. Varias estrategias pueden impactar significativamente la economía general del proyecto sin comprometer el rendimiento.
Los acuerdos de compra por volumen con los proveedores de sujetadores pueden reducir los costos unitarios en un 15-30% al tiempo que aseguran la estabilidad de la cadena de suministro. La estandarización en una gama limitada de tamaños y materiales de sujetadores simplifica la gestión del inventario y los requisitos de herramientas de instalación. La mayoría de las aplicaciones pueden ser atendidas adecuadamente con tres tamaños de rosca (#8-32, #10-32 y 1/4-20) en dos estilos de cabeza.
La automatización de la instalación se vuelve económicamente atractiva para volúmenes de producción que exceden las 10,000 unidades anuales. Los sistemas de prensa neumática pueden instalar sujetadores PEM a velocidades de 300-500 por hora con una consistencia superior en comparación con la instalación manual. El control de calidad mejorado reduce las tasas de desecho y elimina la necesidad de inspección individual de los sujetadores en muchas aplicaciones.
Al realizar pedidos a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y enfoque de servicio personalizado significa que cada proyecto recibe la atención al detalle que merece, a menudo reduciendo los costos totales del proyecto a través de recomendaciones de diseño optimizadas.
La optimización del diseño puede eliminar los sujetadores por completo en algunas aplicaciones a través de características de fijación integrales o conexiones de ajuste a presión. Sin embargo, este enfoque requiere un análisis cuidadoso de los requisitos de carga y las capacidades de fabricación. Los sujetadores PEM a menudo proporcionan la solución más rentable cuando se requiere capacidad de extracción o conexiones de alta resistencia.
| Volumen de producción | Método de instalación | Costo de mano de obra (€/fijador) | Control de calidad | Factor de costo total |
|---|---|---|---|---|
| <1,000 | Prensa manual | 0.08-0.12 | 100% visual | 1.0x |
| 1,000-10,000 | Prensa neumática | 0.04-0.06 | Muestreo del 10% | 0.7x |
| 10,000-50,000 | Semiautomático | 0.02-0.03 | Proceso estadístico | 0.5x |
| >50,000 | Totalmente automático | 0.01-0.015 | Monitoreo continuo | 0.4x |
Aplicaciones avanzadas y consideraciones especiales
Las aplicaciones especializadas a menudo requieren modificaciones a los diseños estándar de sujetadores PEM o procedimientos de instalación para cumplir con requisitos de rendimiento únicos. Comprender estas técnicas avanzadas permite a los ingenieros expandir la aplicabilidad de la tecnología de ajuste a presión.
Las aplicaciones selladas que requieren protección ambiental se benefician de los sujetadores PEM con ranuras de junta tórica o arandelas de sellado integradas. Estos diseños mantienen las ventajas de la instalación de ajuste a presión al tiempo que proporcionan niveles de protección IPX7 o superiores. La efectividad del sellado depende de la geometría adecuada de la ranura y la compatibilidad del material entre el sello y el sustrato de aluminio.
Las aplicaciones de alta temperatura por encima de 150°C requieren una consideración cuidadosa de las diferencias de expansión térmica entre los materiales del sujetador y el sustrato. Las tuercas PEM de acero inoxidable en paneles de aluminio experimentan una expansión diferencial que puede aumentar o disminuir las fuerzas de retención dependiendo de los patrones de ciclo de temperatura. El análisis térmico de elementos finitos se vuelve necesario para aplicaciones críticas.
Los requisitos de compatibilidad electromagnética (EMC) en los gabinetes electrónicos pueden favorecer los sujetadores PEM de aluminio para mantener la conductividad a través de las juntas. El proceso de clinch crea un contacto metal-metal hermético a los gases que proporciona una excelente continuidad eléctrica con valores de resistencia típicamente por debajo de 0,001 ohmios. Este rendimiento supera la mayoría de las interfaces de juntas con juntas o pintadas.
Los ensamblajes multicapa presentan desafíos únicos al instalar sujetadores PEM a través de materiales apilados. El sujetador debe clincharse de manera efectiva en la capa primaria evitando daños a las capas secundarias. Las tolerancias de apilamiento se vuelven críticas, ya que las variaciones pueden evitar el clinch completo o causar una rotura en los componentes adyacentes.
Los entornos de vibración requieren métodos de retención mejorados más allá de los mecanismos estándar de ajuste a presión. Los compuestos de bloqueo de roscas, las operaciones de estacado o los diseños de sujetadores especializados con características de bloqueo mecánico pueden ser necesarios para evitar el aflojamiento bajo cargas dinámicas. Las pruebas según MIL-STD-810 o estándares similares validan el rendimiento en espectros de vibración específicos.
Solución de problemas comunes de instalación
Identificar y resolver los problemas de instalación de PEM requiere un análisis sistemático de los modos de falla y sus causas raíz. La mayoría de los problemas provienen de una preparación inadecuada del orificio, parámetros de instalación incorrectos o problemas de compatibilidad del material.
El clinch incompleto se manifiesta como una resistencia de retención reducida y espacios visibles entre la cabeza del sujetador y la superficie del panel. Esta condición normalmente resulta de una fuerza de instalación insuficiente, orificios sobredimensionados o material endurecido por trabajo que resiste la deformación. Las soluciones incluyen aumentar la fuerza de instalación en un 10-15%, verificar las dimensiones del orificio y recocer los materiales endurecidos por trabajo cuando sea posible.
La distorsión del panel alrededor de los sujetadores instalados indica una fuerza de instalación excesiva o un soporte de material inadecuado durante el clinch. El aluminio delgado cede bajo cargas concentradas, creando hoyuelos o áreas elevadas que afectan el ajuste del ensamblaje. Reducir la fuerza de instalación y mejorar el soporte de la placa de respaldo normalmente resuelve este problema sin comprometer la resistencia de retención.
La rotación del sujetador durante el ensamblaje sugiere una formación de clinch inadecuada o interfaces contaminadas que reducen la fricción. El aceite, los fluidos de corte o la oxidación pueden evitar el acoplamiento adecuado del material durante la instalación. Los procedimientos de limpieza con isopropanol o desengrasantes alcalinos restauran el comportamiento de clinch adecuado en la mayoría de los casos.
El desgarro del borde ocurre cuando no existe suficiente material para contener las fuerzas de clinch, típicamente debido a distancias de borde inadecuadas o defectos del material cerca del sitio de instalación. La prevención requiere una estricta adherencia a las especificaciones mínimas de distancia al borde y la inspección del material para identificar inclusiones o laminaciones que podrían propagarse en desgarros.
El agrietamiento alrededor de los sujetadores instalados indica fragilidad del material o concentraciones de tensión excesivas durante la instalación. Este problema ocurre con mayor frecuencia con aleaciones de aluminio de alta resistencia o materiales sometidos a trabajo en frío previo. Las soluciones incluyen el recocido de alivio de tensión, las modificaciones del diseño del sujetador para reducir el diámetro del clinch o el cambio a materiales de sustrato más dúctiles.
Preguntas frecuentes
¿Cuál es el espesor mínimo de aluminio adecuado para las tuercas de ajuste a presión PEM?
La mayoría de las tuercas PEM estándar requieren un espesor mínimo de 0,5 mm para un clinch adecuado en sustratos de aluminio. Por debajo de este espesor, el material carece de suficiente volumen para formar un enclavamiento mecánico confiable. Los sujetadores especializados para láminas delgadas pueden acomodar materiales tan delgados como 0,3 mm, pero estos requieren procedimientos de instalación modificados y pueden tener una capacidad de carga reducida.
¿Cómo evito la corrosión galvánica al usar sujetadores PEM de acero en aluminio?
La prevención de la corrosión galvánica requiere eliminar el contacto de humedad y electrolitos entre metales diferentes. Use sujetadores PEM de acero inoxidable o aluminio cuando sea posible, aplique recubrimientos dieléctricos o selladores en la interfaz, o asegúrese de que el ensamblaje funcione en ambientes secos. Los sujetadores de acero con revestimiento de zinc-níquel ofrecen una compatibilidad mejorada en comparación con el revestimiento de zinc estándar.
¿Se pueden quitar y volver a instalar los sujetadores PEM en paneles de aluminio?
Los sujetadores PEM crean instalaciones permanentes que no se pueden quitar de forma segura sin dañar el sustrato de aluminio. El proceso de clinch deforma ambos materiales, lo que imposibilita la inversión. Las aplicaciones que requieren capacidad de extracción deben usar tuercas convencionales con placas de respaldo o tuercas de jaula diseñadas para aplicaciones de láminas delgadas.
¿Qué fuerza de instalación se requiere para diferentes tamaños de sujetadores PEM en aluminio?
Las fuerzas de instalación varían según el tamaño del sujetador y el espesor del aluminio. Los rangos típicos incluyen 6-9 kN para sujetadores #6-32, 10-13 kN para #8-32, 12-16 kN para #10-32 y 18-25 kN para tamaños de 1/4-20 en aluminio de 1,6 mm. Consulte las especificaciones del fabricante para conocer los valores exactos, ya que las fuerzas pueden variar en un 20-30% entre diferentes diseños de sujetadores.
¿Cómo verifico la calidad adecuada de la instalación del sujetador PEM?
La verificación de la calidad combina la inspección visual, la verificación dimensional y las pruebas funcionales. Busque el asiento de la cabeza al ras, la deformación uniforme del material y la protuberancia en la parte posterior de 0,2-0,8 mm. Las pruebas de torque deben requerir el 80-120% de los valores especificados para causar la rotación del sujetador. Las pruebas de extracción proporcionan datos cuantitativos de resistencia de retención para aplicaciones críticas.
¿Qué sucede si el tamaño del orificio es incorrecto para la instalación de PEM?
Los orificios sobredimensionados reducen la resistencia de retención en un 25-35% y pueden evitar el clinch completo. Los orificios de tamaño insuficiente aumentan las fuerzas de instalación y pueden agrietar materiales quebradizos o causar un asiento incompleto del sujetador. Las tolerancias del orificio deben permanecer dentro de ±0,05 mm de las dimensiones especificadas para un rendimiento óptimo.
¿Existen limitaciones de temperatura para los sujetadores PEM en ensamblajes de aluminio?
Las instalaciones PEM estándar funcionan de manera confiable desde -40°C hasta +150°C. Las temperaturas más altas requieren un análisis de la expansión térmica diferencial entre los materiales del sujetador y el sustrato. Los sujetadores de acero inoxidable se expanden menos que el aluminio, lo que potencialmente reduce las fuerzas de retención durante los ciclos de calentamiento. Los sujetadores PEM de aluminio proporcionan una mejor compatibilidad térmica para aplicaciones de temperatura extrema.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece