Estándares de Desbarbado: Especificación de las Condiciones de los Bordes para una Manipulación Segura
Los bordes afilados procedentes de operaciones de mecanizado, estampación y corte crean riesgos para la seguridad y problemas funcionales que requieren enfoques de desbarbado sistemáticos. La especificación adecuada de las condiciones de los bordes evita lesiones en el lugar de trabajo, mejora el rendimiento de las piezas y garantiza resultados de fabricación coherentes en todas las series de producción.
Puntos Clave
- Las especificaciones de rotura de bordes deben ajustarse a las propiedades del material y a los requisitos de la aplicación prevista
- Las normas de desbarbado varían significativamente entre las industrias, y la industria aeroespacial exige tolerancias más estrictas que la fabricación general
- Los procesos de desbarbado automatizados ofrecen una consistencia superior, pero los métodos manuales proporcionan un mejor control para geometrías complejas
- Las estrategias de desbarbado rentables equilibran los requisitos de seguridad con la eficiencia de la producción mediante una selección adecuada del proceso
Comprensión de los Fundamentos de la Rotura de Bordes
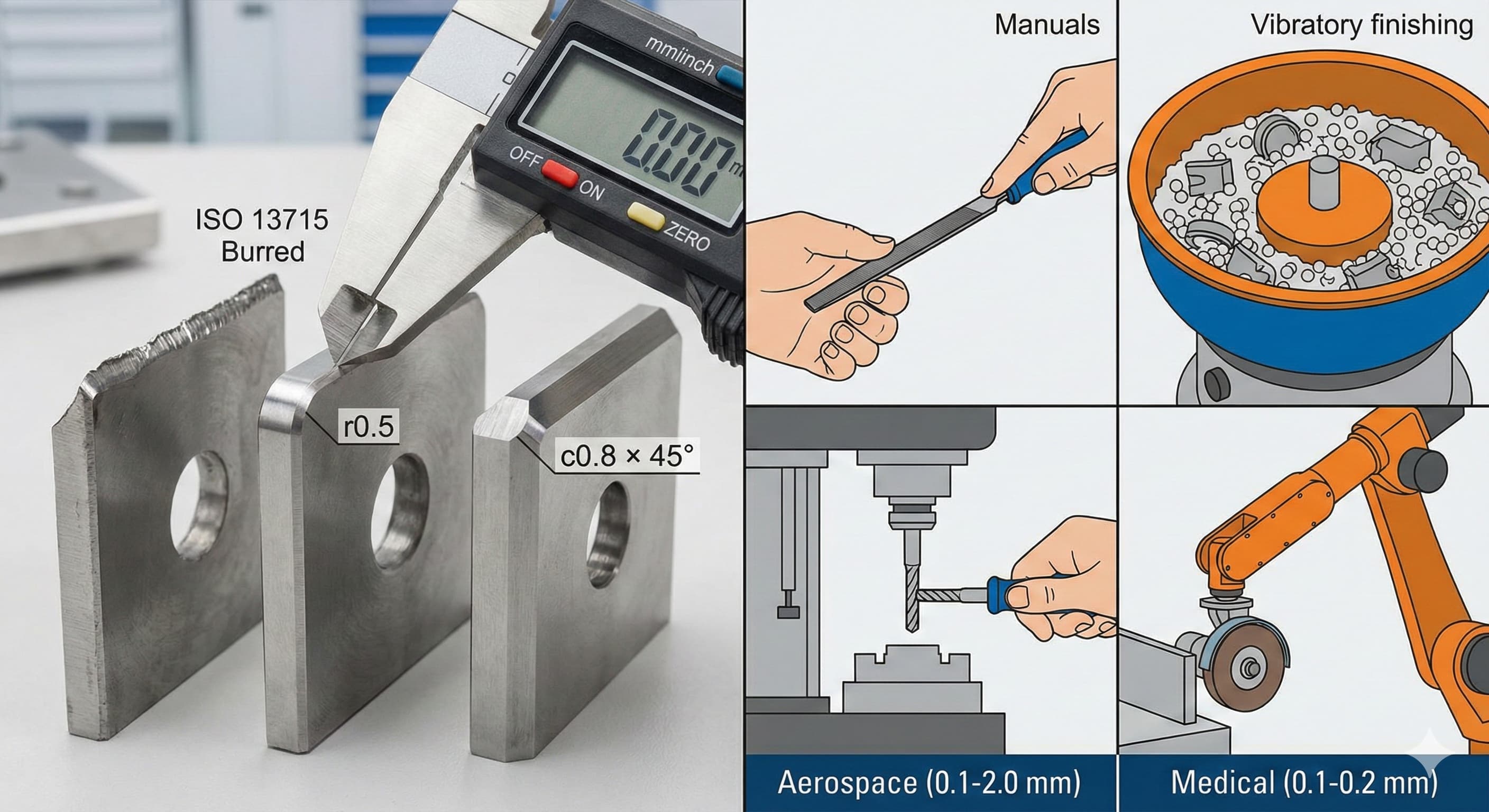
La rotura de bordes, definida como la eliminación o modificación intencionada de los bordes afilados, transforma las superficies de corte potencialmente peligrosas en bordes seguros y funcionales. La medición fundamental implica dos parámetros clave: el radio del borde y la dimensión del chaflán. Las mediciones del radio del borde suelen oscilar entre 0,1 mm y 2,0 mm para la mayoría de las aplicaciones de fabricación, mientras que las especificaciones del chaflán suelen estar entre 0,2 mm y 1,5 mm en ángulos de 45 grados.
Las propiedades del material influyen directamente en los requisitos de rotura de bordes. Las aleaciones de aluminio como la 6061-T6 se mecanizan limpiamente, pero producen rebabas afiladas que requieren roturas de bordes consistentes de 0,2-0,4 mm para una manipulación segura. El acero inoxidable 316L genera rebabas más agresivas durante las operaciones de corte, lo que requiere roturas de bordes más grandes de 0,5-0,8 mm para eliminar todas las proyecciones afiladas. Los grados de acero al carbono como el 1018 se sitúan entre estos extremos, y normalmente requieren roturas de bordes de 0,3-0,6 mm dependiendo del método de corte utilizado.
La complejidad de la geometría afecta significativamente a la selección del enfoque de desbarbado. Las piezas rectangulares simples con bordes rectos se adaptan a los métodos automatizados de tambaleo o acabado vibratorio. Las geometrías complejas con esquinas internas, agujeros y secciones de espesor variado requieren un desbarbado manual selectivo o enfoques de herramientas especializadas.Los rigidizadores de paneles con nervios y bridas ejemplifican esta complejidad, requiriendo una cuidadosa atención a las condiciones de los bordes donde se unen diferentes espesores de material.
Normas y Especificaciones de la Industria
La norma ISO 13715 proporciona el marco fundamental para especificar las roturas de bordes en los dibujos técnicos, estableciendo una notación estándar y métodos de medición. La norma define las indicaciones de rotura de bordes utilizando el formato "r" para las roturas de radio y "c" para las roturas de chaflán, seguido de la especificación dimensional. Por ejemplo, "r0.5" indica una rotura de radio de 0,5 mm, mientras que "c0.8 x 45°" especifica un chaflán de 0,8 mm a 45 grados.
Las aplicaciones aeroespaciales siguen las normas de gestión de la calidad AS9100 que exigen requisitos específicos de rotura de bordes para los componentes críticos para la seguridad. Las roturas de bordes aeroespaciales típicas oscilan entre 0,1 y 0,3 mm para las piezas de precisión y entre 1,0 y 2,0 mm para los componentes estructurales. Estas especificaciones garantizan un rendimiento constante en condiciones de funcionamiento extremas, manteniendo al mismo tiempo tolerancias dimensionales precisas.
La fabricación de dispositivos médicos se adhiere a las normas ISO 13485 que exigen superficies sin rebabas para la seguridad del paciente. Las roturas de bordes en aplicaciones médicas suelen especificar dimensiones máximas de 0,1-0,2 mm con perfiles suaves y consistentes. Los bordes afilados o las rebabas restantes pueden causar daños en los tejidos o comprometer la funcionalidad del dispositivo, lo que hace que el desbarbado riguroso sea esencial.
| Industria | Rango típico de rotura de bordes | Estándar primario | Requisitos críticos |
|---|---|---|---|
| Aeroespacial | 0.1-2.0 mm | AS9100 | Prevención de la concentración de tensión |
| Dispositivo médico | 0.1-0.2 mm | ISO 13485 | Biocompatibilidad y seguridad |
| Automotriz | 0.2-1.0 mm | ISO/TS 16949 | Resistencia a la fatiga |
| Fabricación general | 0.3-1.5 mm | ISO 9001 | Manipulación segura |
Selección del Proceso de Desbarbado
El desbarbado manual con limas, raspadores y herramientas abrasivas proporciona el máximo control para geometrías complejas y aplicaciones críticas. Los operarios cualificados pueden lograr roturas de bordes consistentes de 0,1-0,5 mm preservando al mismo tiempo tolerancias dimensionales ajustadas. Los métodos manuales destacan cuando se trata de geometrías de piezas variadas, características internas o cuando existen diferentes requisitos de rotura de bordes en el mismo componente. Los costes laborales suelen oscilar entre 25 y 45 euros por hora, dependiendo del nivel de cualificación y de la ubicación geográfica.
Los procesos de tambaleo utilizan tambores giratorios llenos de medios abrasivos para crear roturas de bordes uniformes en múltiples piezas simultáneamente. Los medios cerámicos producen una acción de corte agresiva adecuada para roturas de bordes de 0,5-2,0 mm, mientras que los medios plásticos proporcionan una acción más suave para roturas de 0,2-0,8 mm. Los tiempos de procesamiento oscilan entre 2 y 8 horas, dependiendo de la dureza del material y del tamaño de la rotura de borde deseada. El tambaleo funciona eficazmente para piezas sin características delicadas o requisitos de tolerancia ajustada.
El acabado vibratorio emplea recipientes o cubas oscilantes que contienen medios abrasivos y piezas en un entorno cuidadosamente controlado. Este método produce resultados más consistentes que el tambaleo, manteniendo al mismo tiempo un mejor control dimensional. Los sistemas vibratorios pueden lograr roturas de bordes de 0,1-1,5 mm con tiempos de procesamiento de 1-6 horas. La selección del compuesto afecta significativamente a los resultados, con compuestos alcalinos que promueven un corte más rápido y compuestos neutros que proporcionan acabados más suaves.
Para obtener resultados de alta precisión, Solicite un presupuesto gratuito y obtenga precios en 24 horas de Microns Hub.
Tecnologías de Desbarbado Automatizadas
Los sistemas de desbarbado CNC integran herramientas y programación especializadas para eliminar las rebabas durante la operación de mecanizado primaria. Las fresas de chaflán, las herramientas de desbarbado y los sistemas de cepillo se pueden programar en los ciclos de mecanizado para crear roturas de bordes consistentes sin operaciones secundarias. Este enfoque elimina la manipulación entre operaciones, manteniendo al mismo tiempo un control dimensional preciso. Las roturas de bordes típicas que se pueden lograr mediante el desbarbado CNC oscilan entre 0,1 y 1,0 mm con una excelente repetibilidad.
Los sistemas de desbarbado robótico combinan robots industriales con varias herramientas de desbarbado para automatizar operaciones complejas de rotura de bordes. Los robots controlados por fuerza pueden seguir los contornos de las piezas manteniendo al mismo tiempo una presión consistente contra las herramientas de corte o las muelas abrasivas. La flexibilidad de la programación permite diferentes especificaciones de rotura de bordes en la misma pieza, lo que hace que los sistemas robóticos sean ideales para entornos de producción mixtos. Los costes de inversión oscilan entre 150.000 y 500.000 euros, dependiendo de la complejidad del sistema y de los requisitos de las herramientas.
El desbarbado térmico, también conocido como desbarbado por explosión, utiliza la combustión controlada para eliminar las rebabas de los conductos internos y las geometrías complejas. Este proceso llega eficazmente a las áreas inaccesibles para los métodos de desbarbado convencionales, creando al mismo tiempo roturas de bordes consistentes de 0,1-0,3 mm. El desbarbado térmico funciona particularmente bien para los componentes de moldeo por inyección con características internas intrincadas que requieren superficies sin rebabas para un funcionamiento adecuado.
| Método de desbarbado | Rango de rotura de bordes | Tiempo de ciclo típico | Costo de inversión |
|---|---|---|---|
| Manual | 0.1-0.5 mm | 5-30 min/pieza | €500-2,000 |
| Tamboreo | 0.5-2.0 mm | 2-8 horas | €15,000-50,000 |
| Vibratorio | 0.1-1.5 mm | 1-6 horas | €25,000-75,000 |
| Integración CNC | 0.1-1.0 mm | 1-5 min/pieza | €5,000-25,000 |
| Robótico | 0.2-2.0 mm | 2-15 min/pieza | €150,000-500,000 |
Consideraciones de Desbarbado Específicas del Material
Las aleaciones de aluminio requieren una cuidadosa selección del enfoque de desbarbado debido a su tendencia a cargar las herramientas de corte y generar rebabas fibrosas. El aluminio 6061-T6 responde bien a las herramientas de desbarbado afiladas con ángulos de ataque positivos y una evacuación adecuada de las virutas. Las velocidades de corte recomendadas oscilan entre 200 y 400 pies de superficie por minuto con velocidades de avance de 0,05-0,15 mm por revolución. El refrigerante de inundación evita la acumulación de material en los bordes de corte, manteniendo al mismo tiempo la estabilidad dimensional.
Los grados de acero inoxidable como el 316L y el 304 presentan desafíos de endurecimiento por trabajo que afectan a la selección de la herramienta de desbarbado. Las herramientas de desbarbado de carburo mantienen los bordes de corte afilados durante más tiempo que las alternativas de acero de alta velocidad al procesar materiales inoxidables. Las velocidades de corte deben reducirse a 100-200 pies de superficie por minuto para evitar la generación excesiva de calor que puede causar el endurecimiento por trabajo. Las velocidades de avance consistentes evitan el roce de la herramienta que conduce a acabados superficiales deficientes y al desgaste prematuro de la herramienta.
Los materiales de acero al carbono generalmente se mecanizan y desbarban de manera predecible en los grados comunes como 1018, 1045 y 4140. La selección de la herramienta depende principalmente de la dureza del material en lugar de las características de endurecimiento por trabajo. Los aceros al carbono recocidos aceptan parámetros de desbarbado agresivos, mientras que los grados endurecidos requieren enfoques más conservadores. La fabricación de barras colectoras de cobre demuestra cómo las propiedades del material afectan tanto al procesamiento primario como a los requisitos de desbarbado para aplicaciones eléctricas.
Control de Calidad y Medición
La medición de la rotura de bordes requiere herramientas y técnicas apropiadas para garantizar el cumplimiento de las especificaciones. Los comparadores ópticos proporcionan una medición sin contacto del radio del borde y las dimensiones del chaflán con una precisión de 0,01 mm. Los medidores de radio ofrecen una verificación rápida de pasa/no pasa para entornos de producción donde la velocidad importa más que la medición de precisión. Los perfilómetros de contacto ofrecen la máxima precisión para aplicaciones críticas que requieren documentación de los perfiles de rotura de bordes reales.
Las especificaciones de rugosidad superficial suelen acompañar a los requisitos de rotura de bordes, particularmente en aplicaciones aeroespaciales y médicas. Los valores de Ra de 0,8-3,2 μm son comunes para los bordes desbarbados, con acabados más suaves requeridos para aplicaciones que involucran contacto humano o flujo de fluidos. La medición de la rugosidad superficial utilizando probadores de rugosidad portátiles permite la verificación en la planta de producción sin necesidad de equipos de laboratorio.
La implementación del control estadístico de procesos rastrea la consistencia del desbarbado en todas las series de producción e identifica las tendencias antes de que las piezas queden fuera de los límites de especificación. Los gráficos de control que monitorean las dimensiones de la rotura de bordes ayudan a optimizar los parámetros del proceso y reducir las tasas de desecho. Al realizar un pedido a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y nuestras capacidades integrales de medición significan que cada proyecto recibe la atención al detalle necesaria para obtener especificaciones de rotura de bordes consistentes.
Estrategias de Optimización de Costes
La consolidación de procesos reduce los costes de manipulación y configuración al integrar las operaciones de desbarbado con los pasos de fabricación primarios. La programación CNC que incluye trayectorias de herramientas de desbarbado elimina las operaciones secundarias, manteniendo al mismo tiempo el control dimensional. Las modificaciones en el diseño de las piezas, como la especificación de roturas de bordes uniformes en todos los bordes, simplifican el procesamiento y reducen los requisitos de inspección.
El procesamiento por lotes maximiza la utilización de los equipos para las operaciones de tambaleo y acabado vibratorio. La agrupación de piezas con requisitos de desbarbado similares permite tiradas de procesamiento más largas con una selección consistente de medios y compuestos. La fijación adecuada de las piezas evita daños durante el desbarbado automatizado, garantizando al mismo tiempo resultados uniformes en todas las superficies.
La optimización de la vida útil de las herramientas mediante una selección y un mantenimiento adecuados reduce los costes de desbarbado por pieza. Las herramientas de desbarbado de carburo justifican los costes iniciales más elevados gracias a la mayor vida útil de las herramientas en los entornos de producción. Las inspecciones periódicas de las herramientas y los programas de sustitución evitan los problemas de calidad, manteniendo al mismo tiempo tiempos de ciclo consistentes. Nuestros servicios de fabricación incluyen programas integrales de gestión de herramientas que optimizan las operaciones de desbarbado para una producción rentable.
Requisitos de Seguridad y Manipulación
Las especificaciones de los equipos de protección personal para las operaciones de desbarbado deben abordar tanto los riesgos mecánicos como los químicos. Los guantes resistentes a los cortes con clasificación de nivel 3 o superior protegen contra los bordes afilados y las herramientas giratorias. Las gafas de seguridad con protectores laterales evitan las lesiones oculares causadas por las partículas que salen despedidas durante las operaciones de desbarbado manual. Es posible que se requiera protección respiratoria al procesar materiales que generan polvo nocivo o al utilizar compuestos químicos en las operaciones de acabado.
El diseño de la estación de trabajo afecta tanto a la seguridad como a la productividad en las operaciones de desbarbado manual. Una iluminación adecuada elimina las sombras que pueden ocultar las rebabas o los bordes afilados restantes. Los mangos de las herramientas ergonómicas reducen la fatiga de la mano durante las sesiones de desbarbado prolongadas. Las piezas deben estar fijadas de forma segura para evitar el movimiento durante las operaciones de desbarbado que podrían causar lesiones o errores dimensionales.
Las características de seguridad del sistema automatizado incluyen cortinas de luz, paradas de emergencia y una protección adecuada alrededor de los equipos giratorios. Los procedimientos de bloqueo/etiquetado garantizan un acceso seguro al mantenimiento de los equipos de tambaleo y vibración. Los sistemas de manipulación de materiales deben minimizar el levantamiento y el posicionamiento manual de piezas pesadas durante las operaciones de desbarbado.
Preguntas Frecuentes
¿Qué especificación de rotura de bordes debo utilizar para trabajos de fabricación general?
Para las aplicaciones de fabricación general, las roturas de bordes de 0,3-0,6 mm proporcionan una seguridad adecuada para la manipulación, al tiempo que siguen siendo rentables. Especifique roturas de bordes uniformes en todos los bordes de las piezas siempre que sea posible para simplificar el procesamiento. Tenga en cuenta el espesor del material y la aplicación prevista al determinar las dimensiones específicas.
¿Cómo especifico las roturas de bordes en los dibujos técnicos?
Utilice la notación ISO 13715 con "r" para las roturas de radio y "c" para las roturas de chaflán seguido de la dimensión. Por ejemplo, "r0.5" indica una rotura de radio de 0,5 mm. Incluya notas generales para las roturas de bordes uniformes o dimensione los bordes específicos individualmente cuando los requisitos varíen.
¿Puede el desbarbado afectar a las dimensiones y tolerancias de las piezas?
Sí, el desbarbado agresivo puede eliminar material más allá de la rotura de borde prevista, afectando a las dimensiones críticas. Especifique cuidadosamente las ubicaciones de la rotura de bordes y tenga en cuenta los efectos de acumulación dimensional. El desbarbado CNC suele proporcionar el mejor control dimensional para las piezas de precisión.
¿Qué método de desbarbado funciona mejor para la producción de lotes pequeños?
El desbarbado manual ofrece la mayor flexibilidad para lotes pequeños con geometrías variadas. El acabado vibratorio funciona bien para lotes pequeños de piezas similares que requieren roturas de bordes uniformes. Tenga en cuenta los costes de configuración frente a los costes laborales al seleccionar los métodos para pequeñas cantidades.
¿Cómo controlo la calidad del desbarbado en los sistemas automatizados?
Implemente controles de medición regulares utilizando medidores de pasa/no pasa o sistemas de medición óptica. Supervise los parámetros del proceso, como el estado de los medios, los tiempos de ciclo y el posicionamiento de las piezas. Establezca gráficos de control para rastrear la consistencia de la rotura de bordes e identificar las tendencias antes de que se produzcan problemas de calidad.
¿Qué consideraciones de seguridad se aplican a las operaciones de desbarbado?
Utilice siempre el EPP adecuado, incluidos guantes resistentes a los cortes y gafas de seguridad. Asegure una ventilación adecuada cuando utilice compuestos químicos o procese materiales que generen partículas nocivas. Implemente los procedimientos adecuados de bloqueo/etiquetado para el mantenimiento de los equipos automatizados.
¿Cómo afecta la dureza del material a los requisitos de desbarbado?
Los materiales más duros suelen requerir métodos de desbarbado más agresivos y tiempos de procesamiento más largos. La selección de la herramienta se vuelve crítica para los materiales endurecidos para evitar el desgaste prematuro. Considere la posibilidad de recocer antes del desbarbado al procesar materiales muy duros, y luego tratar térmicamente hasta la dureza final si es necesario.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece