Refuerzos de paneles: Adición de nervios y bridas para evitar el "efecto fuelle"
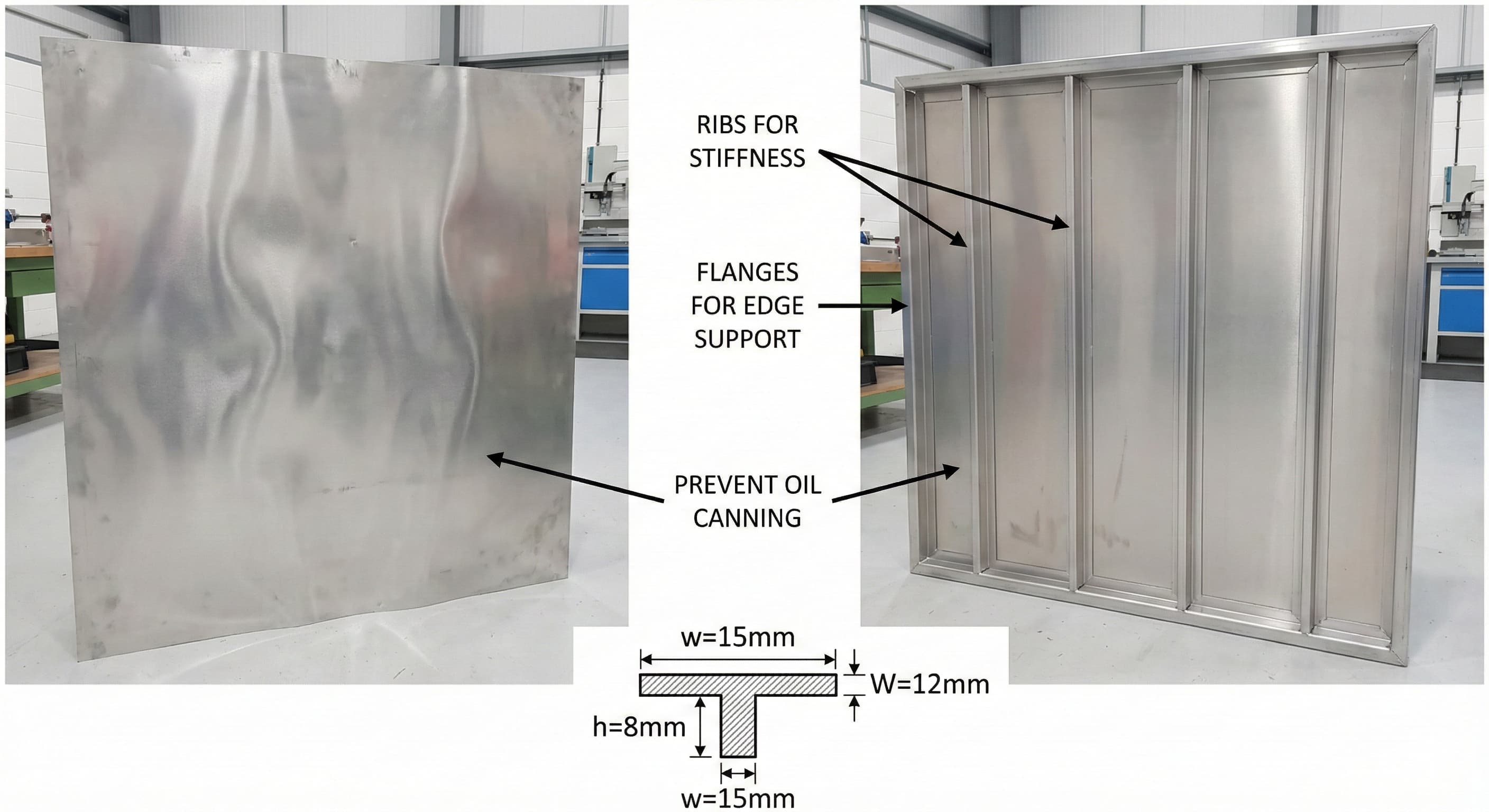
El efecto fuelle (oil canning), la deformación flexural no deseada de paneles metálicos delgados bajo carga, representa uno de los desafíos más persistentes en la fabricación de chapa metálica. Esta inestabilidad estructural se manifiesta como ondulaciones o pandeos visibles que comprometen tanto el atractivo estético como la integridad funcional de los componentes fabricados.
Los ingenieros de Microns Hub se enfrentan a problemas de efecto fuelle en diversas aplicaciones, desde paneles arquitectónicos hasta carcasas electrónicas, donde las limitaciones de grosor del material entran en conflicto con los requisitos de rigidez. El fenómeno ocurre cuando las dimensiones del panel exceden el umbral de rigidez natural del material, típicamente cuando las relaciones grosor-luz caen por debajo de los valores críticos.
- La colocación estratégica de nervios puede aumentar la rigidez del panel en un 300-400% al tiempo que añade un coste de material mínimo
- La optimización de la geometría de la brida reduce la susceptibilidad al efecto fuelle al distribuir las cargas a través de los perímetros reforzados
- La selección del material entre los grados de aluminio (6061-T6 frente a 7075-T6) impacta significativamente en los requisitos de refuerzo y los costes de fabricación
- El diseño adecuado del refuerzo elimina los problemas de deformación posteriores a la fabricación que afectan a las fabricaciones de calibre fino
Comprendiendo el efecto fuelle: La física de la ingeniería
El efecto fuelle se produce cuando las fuerzas aplicadas exceden la resistencia local al pandeo de los paneles delgados, creando deformaciones elásticas que se hacen visualmente evidentes en condiciones de visión normales. La tensión crítica de pandeo para paneles rectangulares sigue la relación:
σ_cr = k × π² × E × (t/b)²
Donde k representa el coeficiente de pandeo dependiente de las condiciones de contorno, E es el módulo elástico, t es el grosor del panel y b es la dimensión del ancho no soportado. Para el aluminio 6061-T6 con E = 68,9 GPa, los paneles que exceden las relaciones ancho-grosor de 150:1 típicamente exhiben tendencias al efecto fuelle.
El umbral visual para la detección del efecto fuelle varía de 0,2 a 0,5 mm de amplitud de deflexión, dependiendo del acabado de la superficie y el ángulo de visión. Las superficies anodizadas amplifican la apariencia de ligeras deformaciones debido a los patrones de reflexión de la luz, mientras que los acabados cepillados proporcionan un mejor camuflaje para las irregularidades menores.
Las propiedades del material influyen directamente en la susceptibilidad al efecto fuelle. Las aleaciones de aluminio demuestran diferentes niveles de resistencia basados en la condición de temple y la composición:
| Grado de aleación | Límite elástico (MPa) | Módulo de elasticidad (GPa) | Resistencia al alabeo | Factor de costo |
|---|---|---|---|---|
| Al 6061-T6 | 276 | 68.9 | Buena | 1.0x |
| Al 7075-T6 | 503 | 71.7 | Excelente | 2.2x |
| Al 5052-H32 | 193 | 70.3 | Aceptable | 0.9x |
| Acero 304 SS | 290 | 200 | Excelente | 1.8x |
Fundamentos del diseño de nervios: Geometría y estrategia de colocación
Un diseño de nervios eficaz requiere comprender la relación entre las propiedades de la sección transversal y la resistencia a la flexión. El momento de inercia del área aumenta proporcionalmente al cubo de la altura, haciendo que los nervios altos y estrechos sean más eficientes que los anchos y poco profundos para un uso equivalente del material.
El espaciamiento óptimo de los nervios sigue la regla de los tercios para los paneles rectangulares, con nervios primarios posicionados al 33% y 67% de la dimensión mayor. Esta configuración minimiza la deflexión máxima manteniendo la eficiencia de la fabricación. Los nervios secundarios, cuando son necesarios, deben mantener relaciones de espaciamiento entre 1:2 y 1:3 con respecto a los nervios primarios.
Los cálculos de la altura del nervio dependen de las condiciones de carga del panel y los requisitos de rigidez. Para paneles cargados uniformemente, la altura efectiva mínima del nervio es igual a:
h_min = t_panel × √(24 × L²/(E × t_panel × δ_max))
Donde L representa el tramo no soportado y δ_max define el límite de deflexión aceptable. Las alturas prácticas de los nervios típicamente varían de 3 a 15 mm para aplicaciones de chapa metálica, con 5-8 mm proporcionando relaciones óptimas de rigidez a peso.
Las consideraciones de fabricación influyen significativamente en los parámetros de diseño de los nervios. Los servicios de mecanizado CNC de precisión permiten perfiles de nervios complejos con tolerancias ajustadas, mientras que el plegado con freno limita la complejidad de los nervios a formas geométricas simples. La elección entre nervios mecanizados y formados impacta tanto en los costes como en las características de rendimiento.
Optimización del perfil del nervio
Los perfiles de sección transversal de los nervios afectan drásticamente la eficiencia del refuerzo y la complejidad de la fabricación. Los perfiles comunes incluyen configuraciones rectangulares, triangulares y en forma de T, cada uno ofreciendo distintas ventajas:
Los nervios rectangulares proporcionan la máxima utilización del material y una fabricación simple, pero concentran la tensión en las esquinas afiladas. Los radios de acuerdo de 0,5-1,0 mm eliminan las concentraciones de tensión manteniendo la formabilidad en materiales delgados.
Los nervios triangulares ofrecen excelentes relaciones rigidez-peso y una distribución natural de la tensión, pero requieren herramientas especializadas para una formación consistente. El ángulo incluido típicamente varía de 60 a 90 grados para características de resistencia óptimas.
Los nervios en forma de T maximizan el segundo momento de área, pero requieren secuencias de formación complejas u operaciones de mecanizado. Estos perfiles se adaptan a aplicaciones de alta carga donde la optimización del uso del material justifica una mayor complejidad de fabricación.
Ingeniería de bridas: Estrategias de refuerzo perimetral
El diseño de la brida representa el método principal para prevenir el efecto fuelle iniciado en el borde, al tiempo que proporciona interfaces de montaje y continuidad estructural. La geometría efectiva de la brida debe equilibrar la mejora de la rigidez con las restricciones de fabricación y los requisitos de montaje.
El ancho mínimo de la brida sigue la relación: W_flange ≥ 3 × t_material + radio de curvatura, asegurando material adecuado para una formación fiable sin agrietamiento. Para aluminio 6061-T6 de 2,0 mm, los anchos mínimos de brida de 8-10 mm proporcionan suficiente mejora de la rigidez manteniendo los límites de formabilidad.
La contribución de la rigidez de la brida depende del módulo de sección efectivo de la configuración doblada. Una brida de 90 grados aumenta la rigidez local aproximadamente de 8 a 12 veces en comparación con el equivalente del panel plano, haciendo que las bridas sean elementos de refuerzo altamente eficientes.
La transición entre el panel y la brida requiere una cuidadosa selección del radio para prevenir la concentración de tensión manteniendo la máxima transferencia de rigidez. Los diseños de alivio de esquinas se vuelven críticos en las intersecciones de las bridas, donde las limitaciones del flujo de material pueden causar agrietamiento o formación incompleta.
| Configuración de brida | Multiplicador de rigidez | Complejidad de conformado | Utilización de material | Impacto en el costo |
|---|---|---|---|---|
| Curva simple de 90° | 8-10x | Baja | 95% | +15% |
| Borde doblado | 12-15x | Alta | 85% | +35% |
| Brida de retorno | 6-8x | Media | 90% | +25% |
| Curva compuesta | 15-20x | Muy alta | 80% | +50% |
Integración de brida a panel
La zona de transición entre el panel y la brida representa un elemento de diseño crítico que determina la efectividad general del refuerzo. Las transiciones bruscas crean concentraciones de tensión que pueden iniciar fallos por fatiga, mientras que las transiciones demasiado graduales reducen los beneficios de rigidez.
Los radios de curvatura óptimos para las aleaciones de aluminio varían de 1,0 a 2,0 veces el grosor del material, proporcionando suficiente flujo de material manteniendo una definición de esquina ajustada. Los radios más grandes mejoran la formabilidad pero reducen la eficiencia de la transferencia de rigidez, requiriendo un equilibrio cuidadoso basado en los requisitos de la aplicación.
La formación de bridas en múltiples pasos permite perfiles complejos que maximizan la rigidez al tiempo que se adaptan a las limitaciones de fabricación. Las secuencias de troqueles progresivos pueden crear bridas compuestas con alturas variables y características de montaje integradas, aunque los costes de las herramientas aumentan proporcionalmente con la complejidad.
Impacto de la selección del material en el rendimiento del refuerzo
Las propiedades del material determinan fundamentalmente la efectividad del refuerzo y los requisitos de fabricación. El módulo elástico, la resistencia a la fluencia y las características de formabilidad influyen directamente en los parámetros de diseño y las estrategias de optimización de costes.
Las aleaciones de aluminio dominan las aplicaciones de chapa metálica debido a las excelentes relaciones resistencia-peso y la resistencia a la corrosión. Sin embargo, diferentes composiciones de aleación exhiben diferentes respuestas a la integración del refuerzo:
El aluminio 6061-T6 proporciona un equilibrio óptimo entre formabilidad y resistencia para la mayoría de las aplicaciones de refuerzo. El material acepta fácilmente secuencias de curvatura complejas manteniendo características de recuperación elástica predecibles. El endurecimiento por trabajo durante las operaciones de formación puede aumentar la resistencia a la fluencia local en un 10-15% en regiones de alta tensión.
El aluminio 7075-T6 ofrece características de resistencia superiores pero presenta desafíos de formación debido a la reducida ductilidad. Los diseños de refuerzo deben acomodar fuerzas de formación más altas y un posible agrietamiento en transiciones bruscas. El material sobresale en aplicaciones donde las relaciones máximas resistencia-peso justifican una mayor complejidad de fabricación.
El aluminio 5052-H32 demuestra una excelente formabilidad pero las características de menor resistencia requieren mayores dimensiones de refuerzo para un rendimiento equivalente. Esta aleación se adapta a aplicaciones que priorizan la geometría compleja sobre los requisitos de resistencia final.
Consideraciones de corrosión para paneles reforzados
La integración del refuerzo crea características geométricas que pueden atrapar la humedad y acelerar los procesos de corrosión, particularmente en aplicaciones al aire libre. Las estrategias de diseño deben abordar tanto la selección del material como los requisitos de recubrimiento protector.
Las alternativas de acero galvanizado proporcionan una mayor resistencia a la corrosión, pero requieren diferentes parámetros de formación y enfoques de diseño de refuerzo debido a las consideraciones de grosor del recubrimiento y fragilidad.
Las provisiones de drenaje se vuelven críticas en los diseños de paneles acanalados, donde las superficies horizontales pueden acumular humedad. Incorpore orificios de drenaje con un diámetro mínimo de 3 mm en los puntos bajos, posicionados para prevenir el compromiso estructural al tiempo que se asegura una evacuación efectiva del agua.
Integración del proceso de fabricación
Los métodos de fabricación del refuerzo impactan significativamente la viabilidad del diseño, las estructuras de costes y los resultados de calidad. La selección entre enfoques de formación, mecanizado e híbridos depende de los volúmenes de producción, los requisitos de tolerancia y la complejidad geométrica.
El plegado con freno de prensa representa el enfoque más rentable para geometrías simples de nervios y bridas. Las herramientas estándar acomodan radios de curvatura de 0,5 a 6,0 mm con repetibilidad dentro de ±0,1 mm. Las secuencias complejas de múltiples curvaturas requieren una cuidadosa planificación de las herramientas para evitar problemas de interferencia y mantener la precisión dimensional.
La formación con troqueles progresivos permite la producción de alto volumen con operaciones integradas de perforación, formación y recorte. Las inversiones iniciales en herramientas de 15.000 a 50.000 € requieren volúmenes de producción que excedan las 10.000 piezas para la justificación económica, pero los costes por pieza pueden caer a 0,50-2,00 € dependiendo de la complejidad.
El mecanizado CNC proporciona la máxima flexibilidad para el desarrollo de prototipos y la producción de bajo volumen. Los perfiles de nervios complejos con alturas variables y características de montaje integradas son fácilmente alcanzables, aunque el desperdicio de material y los tiempos de ciclo limitan la viabilidad económica a aplicaciones especializadas.
| Método de fabricación | Costo de configuración (€) | Rango de costo unitario (€) | Tiempo de entrega | Flexibilidad de diseño | Umbral de volumen |
|---|---|---|---|---|---|
| Conformado con freno de prensa | 200-500 | 2.50-8.00 | 3-5 días | Media | 50-1000 piezas |
| Troquel progresivo | 15,000-50,000 | 0.50-2.00 | 6-8 semanas | Alta | 10,000+ piezas |
| Mecanizado CNC | 100-300 | 8.00-25.00 | 1-2 días | Muy alta | 1-500 piezas |
| Hidroformado | 5,000-15,000 | 3.00-7.00 | 4-6 semanas | Alta | 1,000+ piezas |
Control de calidad y verificación dimensional
La inspección del panel reforzado requiere técnicas de medición especializadas para verificar tanto la precisión geométrica como el rendimiento estructural. Las máquinas de medición por coordenadas (MMC) proporcionan una verificación dimensional precisa, pero pueden requerir fijaciones personalizadas para geometrías complejas.
La medición de la planitud se vuelve crítica para los paneles con refuerzos integrados, donde las deformaciones locales pueden propagarse a través de regiones no reforzadas. Los sistemas de escaneo láser permiten la creación rápida de perfiles de superficie con una resolución de hasta 0,01 mm, identificando posibles problemas de efecto fuelle antes del montaje final.
Las pruebas de carga validan el rendimiento del refuerzo en condiciones de servicio. Las pruebas de viga simplemente apoyada con cargas distribuidas simulan las condiciones de uso reales al tiempo que proporcionan mediciones de deflexión cuantitativas para la verificación del diseño.
Para resultados de alta precisión, obtenga una cotización en 24 horas de Microns Hub.
Estrategias de optimización de costes
La optimización de costes del refuerzo requiere equilibrar el uso del material, la complejidad de la fabricación y los requisitos de rendimiento. El coste total incluye materias primas, operaciones de procesamiento, amortización de herramientas y actividades de verificación de calidad.
La eficiencia de la utilización del material impacta significativamente la economía del proyecto. Los diseños anidados para el corte por láser pueden lograr una utilización del material del 85-95%, mientras que las operaciones complejas de formación con troqueles pueden desperdiciar del 15-20% debido a los requisitos del esqueleto y las operaciones de recorte.
La estandarización del refuerzo reduce los costes de las herramientas y mejora la eficiencia de la fabricación. El desarrollo de familias de perfiles de nervios y configuraciones de bridas permite la reutilización de herramientas en múltiples proyectos manteniendo la flexibilidad de diseño para aplicaciones específicas.
Las estrategias de consolidación de volumen pueden reducir los costes unitarios combinando múltiples números de pieza en tiradas de producción únicas. Sin embargo, los costes de mantenimiento de inventario y los requisitos de entrega al cliente deben equilibrarse con las economías de escala de fabricación.
Principios de diseño para la fabricación
Los principios DFM para paneles reforzados se centran en reducir la complejidad de la fabricación manteniendo el rendimiento estructural. Las consideraciones clave incluyen la optimización de la secuencia de curvatura, la accesibilidad de las herramientas y la minimización de las operaciones secundarias.
La planificación de la secuencia de curvatura previene la interferencia de las herramientas y mantiene la precisión dimensional durante todo el proceso de formación. Las piezas complejas pueden requerir múltiples configuraciones con operaciones de recocido intermedias para prevenir el endurecimiento por trabajo y el agrietamiento.
La consolidación de características elimina las operaciones secundarias integrando orificios de montaje, ranuras y otras características en las operaciones de formación primarias. Este enfoque reduce los costes de manipulación y mejora las relaciones dimensionales entre las características críticas.
Técnicas avanzadas de refuerzo
Más allá de los nervios y bridas tradicionales, las técnicas avanzadas de refuerzo abordan requisitos especializados para aplicaciones críticas en peso, condiciones de carga extremas y restricciones estéticas.
El refuerzo con cuentas crea elementos de refuerzo lineales a través de la deformación controlada sin adición de material. Los perfiles de las cuentas típicamente miden de 2 a 5 mm de altura con transiciones graduales para minimizar las concentraciones de tensión. Esta técnica se adapta a aplicaciones donde los nervios sobresalientes interfieren con los requisitos de montaje o estéticos.
El refuerzo acuñado implica el desplazamiento localizado del material para crear patrones de refuerzo poco profundos. El proceso requiere fuerzas de formación más altas, pero produce elementos de refuerzo virtualmente invisibles, ideales para aplicaciones críticas en apariencia. Las profundidades de acuñación de 0,3 a 0,8 mm proporcionan una mejora medible de la rigidez manteniendo la continuidad de la superficie.
La construcción sándwich con núcleo de panal representa el enfoque de refuerzo definitivo para aplicaciones críticas en peso. Los núcleos de panal de aluminio proporcionan relaciones rigidez-peso excepcionales, pero requieren procesos de unión especializados y consideraciones de sellado ambiental.
Enfoques de diseño integrados
Las estrategias modernas de refuerzo integran múltiples técnicas de refuerzo para optimizar el rendimiento al tiempo que minimizan la complejidad de la fabricación. Los enfoques híbridos combinan nervios, bridas y características formadas en diseños coordinados que maximizan la eficiencia estructural.
La optimización FEA permite la colocación de refuerzos basada en el rendimiento que minimiza el uso del material al tiempo que cumple con los criterios de deflexión. Los algoritmos de optimización de topología pueden identificar ubicaciones de refuerzo óptimas que pueden no ser intuitivas a través de enfoques de diseño tradicionales.
Al realizar pedidos a Microns Hub, se beneficia de relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y enfoque de servicio personalizado significa que cada proyecto recibe la atención al detalle que merece, desde la consulta inicial de diseño hasta la verificación final de la calidad.
Las técnicas de fabricación aditiva permiten geometrías de refuerzo interno complejas imposibles a través de métodos de formación convencionales. Los elementos de refuerzo impresos en 3D se pueden integrar con componentes tradicionales de chapa metálica para crear estructuras híbridas con características de rendimiento optimizadas.
Validación y pruebas de rendimiento
La validación del rendimiento del panel reforzado requiere protocolos de prueba integrales que verifiquen tanto el rendimiento estructural inmediato como las características de durabilidad a largo plazo. Las metodologías de prueba deben simular las condiciones de servicio reales al tiempo que proporcionan datos cuantitativos para la optimización del diseño.
Las pruebas de carga estática proporcionan mediciones de rigidez de referencia en condiciones controladas. Las pruebas de flexión de tres y cuatro puntos cuantifican las relaciones carga-deflexión al tiempo que identifican los modos de fallo y los límites de capacidad final. Los accesorios de prueba deben acomodar varias geometrías de panel manteniendo condiciones de contorno consistentes.
Las pruebas dinámicas evalúan la respuesta del panel reforzado a la vibración y la carga de impacto. El análisis modal identifica las frecuencias naturales y las formas de modo que podrían conducir a problemas de resonancia en entornos de servicio. Las pruebas de impacto validan la resistencia al daño y las características de absorción de energía para escenarios de transporte y manipulación.
Las pruebas de fatiga se vuelven críticas para los paneles reforzados sujetos a condiciones de carga cíclica. El desarrollo de la curva S-N para configuraciones de refuerzo específicas permite la predicción de la vida útil y la optimización de la programación del mantenimiento. Los parámetros de prueba deben reflejar los espectros de carga reales y las condiciones ambientales esperadas en servicio.
A través de nuestros servicios de fabricación, nos aseguramos de que cada panel reforzado cumpla o supere los criterios de rendimiento especificados a través de rigurosos protocolos de prueba y garantía de calidad.
Preguntas frecuentes
¿Qué relación grosor-luz típicamente requiere refuerzo para prevenir el efecto fuelle?
Los paneles con relaciones grosor-luz por debajo de 1:150 generalmente requieren refuerzo para las aleaciones de aluminio. Por ejemplo, un panel de 300 mm de ancho debe tener al menos 2,0 mm de grosor para evitar el efecto fuelle, o incorporar nervios/bridas si es necesario un material más delgado. Los paneles de acero pueden tolerar relaciones de hasta 1:200 debido a un módulo elástico más alto.
¿Cuánta mejora de rigidez pueden proporcionar los nervios en comparación con los paneles planos?
Los nervios diseñados adecuadamente pueden aumentar la rigidez del panel en un 300-400% al tiempo que añaden solo un 10-15% de coste de material. Un nervio de 5 mm de altura en aluminio de 2,0 mm puede proporcionar una rigidez equivalente a un panel sólido de 4,5 mm, lo que representa un ahorro significativo de peso y costes en aplicaciones de paneles grandes.
¿Cuál es el ancho mínimo de brida necesario para un refuerzo eficaz?
El ancho mínimo efectivo de la brida es igual a 3 veces el grosor del material más el radio de curvatura. Para aluminio de 2,0 mm con un radio de curvatura de 2,0 mm, el ancho mínimo de la brida es de 8,0 mm. Sin embargo, los anchos de 10-15 mm proporcionan una mejor mejora de la rigidez y tolerancias de fabricación más fáciles.
¿Se pueden añadir refuerzos a los paneles existentes sin un rediseño completo?
Sí, el refuerzo de adaptación es posible a través de la unión adhesiva o la fijación mecánica de nervios externos. Los adhesivos estructurales como 3M VHB o los acrílicos estructurales de Loctite pueden unir los refuerzos de aluminio con resistencias que superan los 15 MPa. Sin embargo, los enfoques de diseño integrados típicamente proporcionan un mejor rendimiento y estética.
¿Cómo afectan las condiciones ambientales a los requisitos de diseño del refuerzo?
Las variaciones de temperatura causan una expansión diferencial que puede tensar las fijaciones del refuerzo. Diseñe juntas de expansión o conexiones flexibles para rangos de temperatura que excedan los 50°C. Las aplicaciones al aire libre requieren provisiones de drenaje y protección contra la corrosión. La exposición a los rayos UV puede degradar las uniones adhesivas, requiriendo sistemas de respaldo mecánico.
¿Qué tolerancias de fabricación se pueden lograr para los paneles acanalados?
El plegado con freno de prensa mantiene una tolerancia dimensional de ±0,1 mm para geometrías de nervios simples. Las operaciones de troqueles progresivos logran una repetibilidad de ±0,05 mm, pero requieren una mayor inversión en herramientas. Los nervios mecanizados por CNC pueden mantener ±0,02 mm, pero cuestan 3-4 veces más que las alternativas formadas.
¿Cómo afecta la dirección del grano del material al rendimiento del refuerzo?
El doblado paralelo a la dirección del grano (con el grano) proporciona un 10-15% mejor formabilidad, pero una resistencia ligeramente reducida perpendicular al eje de curvatura. Para una máxima rigidez, oriente los nervios perpendiculares a la dirección de laminación cuando sea posible. El doblado a través del grano requiere radios de curvatura más grandes para prevenir el agrietamiento, pero proporciona características de resistencia isotrópicas.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece