Estampado Profundo vs. Hilado: Fabricación de Formas Metálicas Cilíndricas
La fabricación de componentes metálicos cilíndricos presenta a los ingenieros dos procesos de conformado principales: el estampado profundo y el hilado de metales. Cada proceso ofrece distintas ventajas en términos de utilización de materiales, costes de utillaje, volúmenes de producción y tolerancias alcanzables. Comprender las diferencias fundamentales entre estos procesos es fundamental para optimizar los resultados de fabricación y la rentabilidad.
Puntos Clave
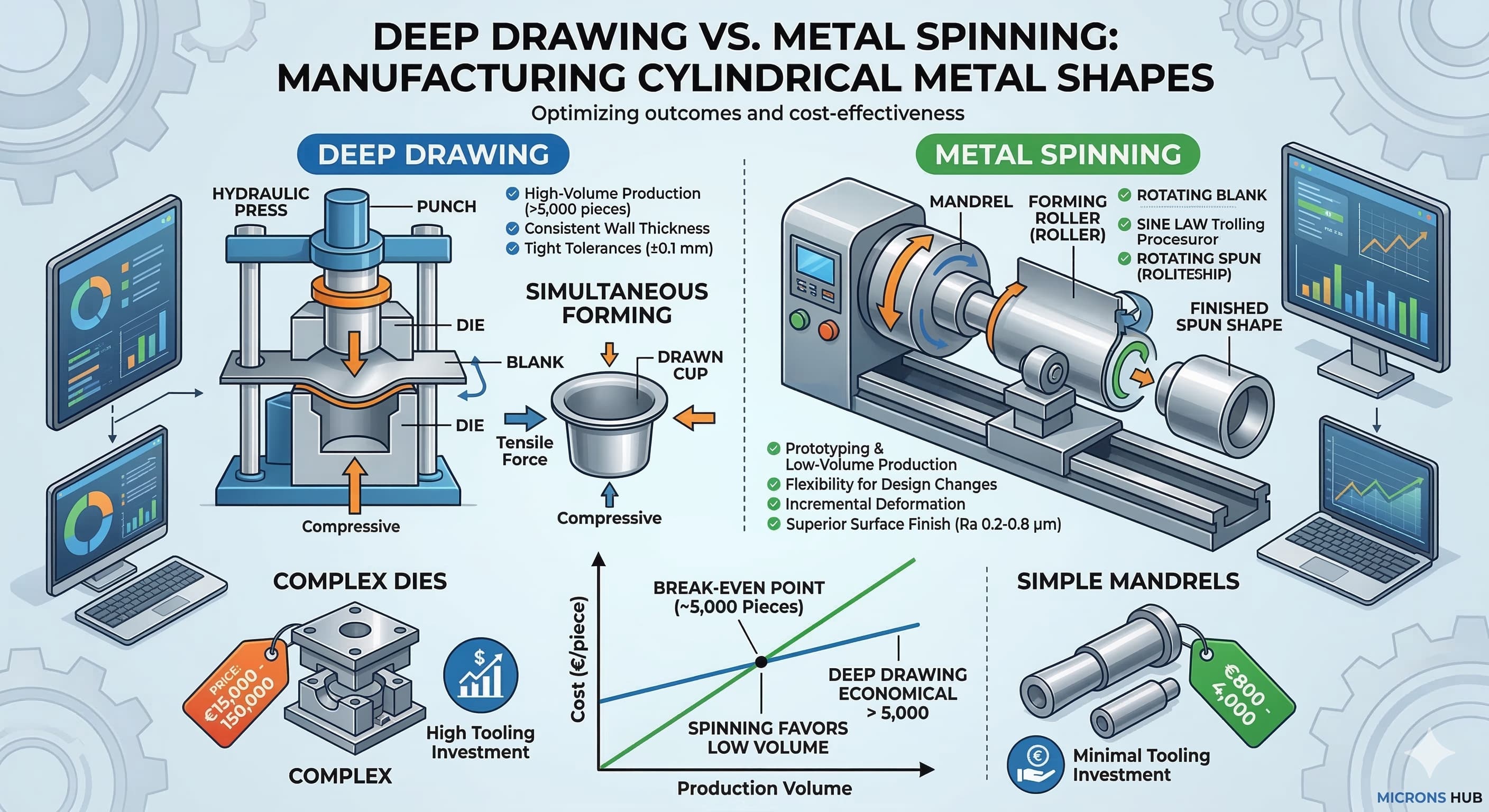
- El estampado profundo destaca en la producción de alto volumen con un espesor de pared constante y tolerancias ajustadas (±0,1 mm)
- El hilado de metales ofrece una flexibilidad superior para la creación de prototipos y la producción de bajo volumen con una inversión mínima en utillaje
- La selección del material afecta significativamente a la viabilidad del proceso, y el estampado profundo requiere mayores índices de ductilidad
- El análisis de costes revela que el estampado profundo se vuelve económico a volúmenes superiores a 5.000 piezas anuales
Fundamentos del Proceso de Estampado Profundo
El estampado profundo transforma las láminas planas de metal en componentes cilíndricos o en forma de caja mediante una combinación de fuerzas de tracción y compresión. El proceso utiliza un sistema de punzón y matriz en el que el punzón fuerza la pieza en bruto a través de la cavidad de la matriz, creando una forma hueca sin costuras con una profundidad superior a la mitad del diámetro.
El parámetro crítico en el estampado profundo es la relación de embutición (DR), que se calcula como el diámetro de la pieza en bruto dividido por el diámetro del punzón. Para la mayoría de los materiales, una sola operación de embutición puede alcanzar relaciones entre 1,8:1 y 2,2:1. Cuando se requieren relaciones más altas, se hacen necesarias múltiples etapas de embutición, y cada etapa subsiguiente reduce el diámetro en aproximadamente un 20-30%.
El flujo de material durante el estampado profundo sigue patrones específicos. Las regiones exteriores de la pieza en bruto experimentan una compresión circunferencial, mientras que el material de la pared lateral se somete a una tensión de tracción. Esta condición de doble tensión requiere materiales con excelente ductilidad y estructura de grano uniforme. Los grados de acero como DC04 (EN 10130) y la aleación de aluminio 3003-H14 demuestran un rendimiento óptimo debido a sus altos valores r (relación de deformación) de 1,8-2,2.
El diseño del utillaje juega un papel crucial para lograr resultados consistentes. El radio de la matriz suele oscilar entre 6 y 10 veces el espesor del material, mientras que el radio del punzón se mantiene entre 4 y 8 veces el espesor. Estas relaciones evitan el desgarro del material durante la operación de conformado, al tiempo que minimizan los efectos de recuperación elástica.
Mecánica del Proceso de Hilado de Metales
El hilado de metales, también conocido como conformado por hilado, da forma a los componentes cilíndricos haciendo girar una pieza en bruto de metal a altas velocidades mientras se aplica presión localizada a través de herramientas de conformado. La pieza en bruto se sujeta contra un mandril que define la geometría interna, y el material se conforma progresivamente sobre este mandril utilizando rodillos o herramientas de hilado especializadas.
El proceso opera sobre principios fundamentalmente diferentes al estampado profundo. En lugar de un conformado simultáneo, el hilado crea la forma deseada a través de una deformación incremental. El material fluye radialmente hacia adentro y axialmente a lo largo de la superficie del mandril, con el espesor de la pared variando de acuerdo con la ley del seno: t₁ = t₀ × sen α, donde t₁ es el espesor final, t₀ es el espesor inicial, y α es el ángulo desde el eje de rotación.
Los mandriles de hilado requieren un mecanizado preciso, pero representan costes de utillaje significativamente más bajos en comparación con las matrices de estampado profundo. Un mandril de acero típico para hilado cuesta entre 800 y 1.500 euros, mientras que el utillaje de estampado profundo equivalente oscila entre 15.000 y 50.000 euros, dependiendo de la complejidad y los requisitos de producción.
El proceso admite una gama más amplia de materiales, incluyendo aleaciones de endurecimiento por trabajo que pueden resultar difíciles para el estampado profundo. El acero inoxidable 316L, el titanio Ti-6Al-4V y el Inconel 625 pueden hilarse con éxito debido a la naturaleza incremental de la deformación, lo que evita la concentración excesiva de tensión.
Selección de Materiales y Compatibilidad
La selección de materiales representa un punto de decisión crítico entre los procesos de estampado profundo e hilado. Cada método de conformado impone diferentes exigencias a las propiedades del material, influyendo tanto en la viabilidad del proceso como en la calidad final del componente.
| Propiedad del material | Requisitos de Embutición Profunda | Requisitos de Hilado | Valores Típicos |
|---|---|---|---|
| Elongación (%) | ≥25% | ≥15% | DC04: 38-42% |
| Valor r (Relación de Deformación) | ≥1.4 | ≥0.8 | Al 3003: 0.6-0.8 |
| Valor n (Endurecimiento por Deformación) | 0.20-0.25 | 0.15-0.30 | 304 SS: 0.45 |
| Límite Elástico (MPa) | 140-300 | 200-600 | Ti-6Al-4V: 880 |
El estampado profundo exige materiales con altos índices de deformación plástica (valores r) para evitar la formación de orejas y garantizar un flujo de material uniforme. El valor r representa la relación entre la deformación de la anchura y la deformación del espesor durante las pruebas de tracción. Los materiales con valores r inferiores a 1,0 tienden a adelgazarse excesivamente durante las operaciones de embutición, lo que puede provocar fallos.
Los procesos de hilado admiten materiales con índices de formabilidad más bajos porque la deformación se produce de forma incremental en lugar de simultánea en toda la pieza en bruto. Esta característica hace que el hilado sea especialmente adecuado para aleaciones de alta resistencia y materiales exóticos donde el estampado profundo excedería los límites de conformado del material.
El tamaño del grano afecta significativamente a ambos procesos, pero con diferentes implicaciones. Los materiales de grano fino (tamaño de grano ASTM 7-9) proporcionan un mejor acabado superficial en las aplicaciones de estampado profundo, mientras que el hilado puede tolerar estructuras de grano más grueso sin comprometer la precisión dimensional.
Diseño de Utillaje y Análisis de la Inversión
La diferencia fundamental en los requisitos de utillaje entre el estampado profundo y el hilado impacta directamente en la economía del proyecto y en los plazos de entrega. El estampado profundo necesita matrices progresivas mecanizadas con precisión fabricadas con aceros para herramientas como D2 o A2, con valores de dureza que oscilan entre 58 y 62 HRC.
La construcción de matrices progresivas implica múltiples estaciones para geometrías complejas, y cada estación requiere una alineación precisa y un control de la holgura. Las holguras típicas de la matriz oscilan entre 1,1 y 1,3 veces el espesor del material para el acero y entre 1,2 y 1,4 veces para las aleaciones de aluminio. Estas tolerancias ajustadas exigen una fabricación de alta precisión, lo que eleva los costes de utillaje.
Los mandriles de hilado ofrecen una inversión en utillaje drásticamente reducida. Un mandril típico puede fabricarse con aluminio 7075-T6 para aplicaciones de prototipos o con acero 4140 para tiradas de producción. El mandril requiere sólo la geometría interna final, eliminando los complejos perfiles de cavidad necesarios para las matrices de estampado profundo.
| Componente de Herramienta | Costo de Embutición Profunda (€) | Costo de Hilado (€) | Tiempo de Entrega (Semanas) |
|---|---|---|---|
| Cilíndrico Simple (Ø100mm) | 15,000 - 25,000 | 800 - 1,500 | 6-8 vs 2-3 |
| Perfil Escalonado Complejo | 35,000 - 60,000 | 2,000 - 4,000 | 10-12 vs 3-4 |
| Progresivo Multi-Etapa | 75,000 - 150,000 | N/A (Etapa Única) | 12-16 vs N/A |
| Mantenimiento de Herramientas (Anual) | 5-10% del Costo Inicial | 2-3% del Costo Inicial | En curso |
Las consideraciones sobre la vida útil de las herramientas diferencian aún más los procesos. Las matrices de estampado profundo suelen soportar entre 500.000 y 2.000.000 de ciclos, dependiendo del material y la complejidad, mientras que los mandriles de hilado pueden superar los 10.000 ciclos con un mantenimiento adecuado. Sin embargo, las herramientas de hilado (rodillos e implementos de conformado) requieren una sustitución periódica cada 5.000-15.000 ciclos.
Para obtener resultados de alta precisión, envíe su proyecto para obtener un presupuesto en 24 horas de Microns Hub.
Precisión Dimensional y Calidad de la Superficie
Lograr un control dimensional preciso requiere comprender cómo cada proceso influye en la geometría final del componente. El estampado profundo suele ofrecer una concentricidad superior y una uniformidad del espesor de la pared debido a la acción de conformado simultánea en toda la pieza en bruto.
La variación del espesor de la pared en los componentes estampados en profundidad generalmente se mantiene dentro de ±10-15% del espesor original de la pieza en bruto, con las secciones más delgadas que ocurren en el radio de la nariz del punzón. Este patrón de adelgazamiento predecible permite a los ingenieros compensar mediante la selección del espesor de la pieza en bruto y la programación de la reducción de la embutición.
Las operaciones de hilado producen componentes con un espesor de pared que sigue la relación de la ley del seno, lo que resulta en una variación intencional del espesor que debe tenerse en cuenta en los cálculos de diseño. Sin embargo, el hilado ofrece un control superior sobre la geometría local, permitiendo características como bridas, ranuras y curvas complejas que requerirían múltiples operaciones de estampado profundo.
La calidad del acabado superficial difiere significativamente entre los procesos. Los componentes estampados en profundidad exhiben características superficiales uniformes que coinciden con la condición original de la pieza en bruto, típicamente Ra 0,8-1,6 μm para sustratos de acero laminado en frío. Las operaciones de hilado pueden lograr acabados superficiales superiores (Ra 0,2-0,8 μm) a través de la acción de bruñido de las herramientas de conformado, particularmente beneficioso para aplicaciones que requieren un post-procesamiento mínimo.
Las tolerancias dimensionales alcanzables a través de cada proceso reflejan los mecanismos de conformado fundamentales. El estampado profundo logra rutinariamente ±0,1 mm en el diámetro y ±0,15 mm en la altura para componentes de hasta 200 mm de diámetro. Las tolerancias de hilado dependen de la precisión del mandril y del control del proceso, entregando típicamente ±0,2 mm en el diámetro y ±0,25 mm en la altura para componentes de tamaño similar.
Optimización del Volumen de Producción
El análisis económico revela distintos puntos de equilibrio en los que cada proceso se vuelve ventajoso. La alta inversión en utillaje del estampado profundo requiere volúmenes de producción sustanciales para justificar el gasto inicial, mientras que los menores costes de configuración del hilado favorecen los lotes más pequeños y el desarrollo de prototipos.
El cálculo del coste por pieza incluye la eficiencia de la utilización del material, que favorece fuertemente el estampado profundo para geometrías simples. Los cilindros estampados en profundidad suelen alcanzar una utilización del material del 85-92%, mientras que las operaciones de hilado oscilan entre el 95-98% debido a la mínima generación de chatarra. Sin embargo, la ventaja de la eficiencia del material del hilado disminuye al considerar el potencial de piezas en bruto iniciales más gruesas necesarias para lograr el espesor final deseado en áreas críticas.
| Volumen de Producción | Embutición Profunda (€/pieza) | Hilado (€/pieza) | Proceso Recomendado |
|---|---|---|---|
| 1-100 piezas | 45.00 - 65.00 | 12.00 - 18.00 | Hilado |
| 500-1,000 piezas | 18.00 - 25.00 | 10.00 - 15.00 | Hilado |
| 5,000-10,000 piezas | 4.50 - 6.50 | 8.00 - 12.00 | Embutición Profunda |
| 50,000+ piezas | 2.20 - 3.80 | 7.50 - 11.00 | Embutición Profunda |
El análisis del tiempo de ciclo revela la superioridad del estampado profundo en escenarios de alto volumen. Una operación típica de estampado profundo se completa en 3-8 segundos dependiendo de la complejidad, mientras que las operaciones de hilado requieren de 2 a 15 minutos por componente. Esta dramática diferencia en la tasa de producción hace que el estampado profundo sea la opción clara para aplicaciones de alto volumen a pesar de la inversión inicial en utillaje.
Las operaciones secundarias impactan significativamente en el coste total de fabricación. Los componentes estampados en profundidad a menudo requieren recorte, perforación u operaciones de conformado adicionales que añaden entre 0,50 y 2,00 euros por pieza. Las operaciones de hilado suelen entregar componentes casi netos que requieren un procesamiento secundario mínimo, ofreciendo ventajas de coste en geometrías complejas.
Control de Calidad y Métodos de Inspección
Los protocolos de garantía de calidad para ambos procesos deben abordar las características únicas y los posibles modos de fallo de cada método de conformado. El control de calidad del estampado profundo se centra en la prevención de defectos comunes como la formación de orejas, las arrugas, el desgarro y el adelgazamiento excesivo mediante la optimización de los parámetros del proceso y el control estadístico del proceso.
Los puntos de medición críticos para los componentes estampados en profundidad incluyen la distribución del espesor de la pared utilizando la medición ultrasónica, la precisión dimensional a través de máquinas de medición por coordenadas (MMC) y la evaluación de la calidad de la superficie. Los sistemas de monitorización en línea pueden detectar variaciones en la fuerza del punzón que indiquen un posible desgaste de la herramienta o cambios en las propiedades del material.
El control de calidad del hilado enfatiza la precisión del mandril, la condición de la herramienta de conformado y la consistencia de la velocidad de rotación. La naturaleza incremental del hilado permite ajustes en el proceso, proporcionando oportunidades para corregir las desviaciones dimensionales durante el conformado en lugar de desechar los componentes completados.
La implementación del control estadístico del proceso difiere entre los procesos. El estampado profundo se beneficia de valores Cpk superiores a 1,33 para las dimensiones críticas, alcanzables mediante un control estricto del posicionamiento de la pieza en bruto, la consistencia de la lubricación y el tonelaje de la prensa. Las operaciones de hilado requieren la monitorización de la estabilidad de la velocidad de rotación (±2%), la consistencia de la velocidad de alimentación (±5%) y la uniformidad de la presión de conformado.
Al realizar un pedido a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas del mercado. Nuestra experiencia técnica y nuestro enfoque de servicio personalizado significan que cada proyecto recibe la atención al detalle que merece, con una documentación de calidad y una trazabilidad completas.
Integración con Sistemas de Fabricación
Los entornos de fabricación modernos requieren una integración perfecta de los procesos de conformado con las operaciones ascendentes y descendentes. Las líneas de estampado profundo suelen incorporar la alimentación automatizada de piezas en bruto, los sistemas de transferencia y servicios de mecanizado CNC de precisión integrados para las operaciones secundarias.
La naturaleza de alta velocidad de las operaciones de estampado profundo exige sistemas de automatización sofisticados capaces de mantener los tiempos de ciclo al tiempo que garantizan una calidad constante de las piezas. Los sistemas de matrices progresivas pueden integrar múltiples operaciones de conformado, perforación y recorte dentro de una sola carrera de prensa, maximizando la eficiencia y minimizando los costes de manipulación.
Las operaciones de hilado, aunque generalmente requieren más intervención manual, ofrecen flexibilidad para adaptarse a los cambios de diseño y a las variaciones del producto. Los tornos de hilado CNC proporcionan un control automatizado de las secuencias de conformado al tiempo que mantienen la adaptabilidad inherente del proceso a las diferentes geometrías de los componentes.
La integración con nuestros servicios de fabricación permite una gestión integral del proyecto desde el diseño inicial hasta la inspección final. Este enfoque integrado garantiza una selección óptima del proceso basada en los requisitos específicos del proyecto, en lugar de limitar las opciones a un único método de fabricación.
Las consideraciones de la cadena de suministro también influyen en la selección del proceso. La dependencia del estampado profundo de utillaje especializado crea dependencias de los fabricantes de herramientas y matrices, lo que podría prolongar los plazos de entrega de los nuevos proyectos. Las operaciones de hilado a menudo pueden utilizar el inventario de mandriles existente o fabricar rápidamente nuevos mandriles utilizando capacidades de mecanizado estándar.
Aplicaciones Avanzadas y Estudios de Caso
Las aplicaciones aeroespaciales demuestran la importancia crítica de la selección del proceso en entornos exigentes. El estampado profundo destaca en la producción de componentes de tanques de combustible donde el espesor de pared consistente y la construcción a prueba de fugas son primordiales. El proceso ofrece la repetibilidad dimensional requerida para las operaciones de ensamblaje automatizadas al tiempo que mantiene la integridad estructural necesaria para las aplicaciones de recipientes a presión.
El hilado encuentra aplicación en la industria aeroespacial para secciones de cono complejas, conos de nariz y conductos de transición donde la capacidad de formar curvas compuestas y espesores de pared variables proporciona ventajas de diseño. La compatibilidad del proceso con las aleaciones de titanio e Inconel lo hace particularmente valioso para aplicaciones de alta temperatura donde las propiedades del material exceden los límites de conformado del estampado profundo convencional.
Las aplicaciones automotrices muestran la toma de decisiones impulsada por el volumen. El estampado profundo domina la producción de componentes de alto volumen, como cárteres de aceite, tanques de combustible y elementos estructurales, donde el coste de utillaje amortizado se vuelve insignificante en millones de componentes. La integración del proceso con las líneas de ensamblaje automotrices proporciona la velocidad y la consistencia necesarias para la fabricación justo a tiempo.
La fabricación de dispositivos médicos presenta desafíos únicos donde convergen la biocompatibilidad, el acabado superficial y la precisión dimensional. Las operaciones de hilado destacan en la producción de instrumentos quirúrgicos y componentes de dispositivos implantables donde el acabado superficial superior y la compatibilidad del material con aleaciones exóticas proporcionan ventajas clínicas.
La industria electrónica aprovecha ambos procesos dependiendo de los requisitos de volumen. El estampado profundo sirve para aplicaciones de alto volumen, como disipadores de calor y componentes de blindaje electromagnético, mientras que el hilado aborda requisitos especializados como aplicaciones de blindaje EMI donde las geometrías complejas y el acabado superficial superior influyen en el rendimiento.
Tendencias Tecnológicas Futuras
Las tecnologías emergentes continúan expandiendo las capacidades de ambos procesos de conformado. Las prensas de estampado profundo servoaccionadas proporcionan perfiles de movimiento programables, lo que permite la optimización del flujo de material y la reducción de los efectos de recuperación elástica. Estos sistemas avanzados logran fuerzas de conformado con una precisión previamente inalcanzable con las prensas mecánicas convencionales.
Las técnicas de conformado en caliente extienden la gama de materiales adecuados para las operaciones de estampado profundo. Las aleaciones de aluminio que tradicionalmente requerían múltiples etapas de embutición ahora se pueden conformar en operaciones únicas mediante el calentamiento controlado de las piezas en bruto y las matrices. Este avance reduce la complejidad del utillaje al tiempo que mejora la eficiencia de la utilización del material.
El hilado CNC continúa evolucionando a través de sistemas mejorados de monitorización de procesos y control adaptativo. La medición en tiempo real de las fuerzas de conformado y las dimensiones de los componentes permite el ajuste automático de los parámetros del proceso, reduciendo los requisitos de habilidad del operador al tiempo que mejora la consistencia dimensional.
La fabricación aditiva influye en ambos procesos a través de aplicaciones de utillaje rápido. Los mandriles y las herramientas de conformado impresos en 3D permiten el desarrollo de prototipos rentables y tiradas de producción de bajo volumen, cerrando la brecha entre las inversiones tradicionales en utillaje y los requisitos del proyecto.
El avance del software de simulación proporciona una predicción cada vez más precisa del flujo de material, la distribución de tensiones y los posibles modos de fallo. El análisis de elementos finitos (FEA) permite la optimización del proceso antes de la fabricación del utillaje, reduciendo el tiempo de desarrollo y mejorando las tasas de éxito de la primera pieza.
Preguntas Frecuentes
¿Cuál es el espesor de pared mínimo que se puede lograr con el estampado profundo frente al hilado?
El estampado profundo normalmente mantiene el espesor de la pared dentro del 85-90% del espesor original de la pieza en bruto, con un espesor práctico mínimo de alrededor de 0,3 mm para el acero y 0,5 mm para el aluminio. El hilado puede lograr paredes más delgadas en áreas localizadas, alcanzando potencialmente un espesor de 0,2 mm, pero esto varía según la relación de la ley del seno y la geometría del mandril.
¿Cómo se comparan los costes de los materiales entre los dos procesos?
Los costes de los materiales favorecen el estampado profundo debido a una mejor utilización del material (85-92%) en comparación con la mayor utilización del hilado (95-98%), pero el requisito de piezas en bruto iniciales más gruesas. El estampado profundo normalmente utiliza un 15-25% menos de materia prima para formas cilíndricas simples, aunque esta ventaja disminuye con geometrías complejas que requieren múltiples operaciones.
¿Qué calidad de acabado superficial se puede lograr con cada proceso?
El estampado profundo mantiene el acabado superficial original de la pieza en bruto, típicamente Ra 0,8-1,6 μm para sustratos de acero laminado en frío. El hilado puede lograr acabados superficiales superiores de Ra 0,2-0,8 μm a través de la acción de bruñido de las herramientas de conformado, lo que lo hace preferible para aplicaciones que requieren un post-procesamiento mínimo o acabados decorativos.
¿Qué proceso ofrece un mejor control de la tolerancia dimensional?
El estampado profundo logra rutinariamente tolerancias de ±0,1 mm en el diámetro y ±0,15 mm en la altura para componentes de hasta 200 mm de diámetro. El hilado normalmente entrega ±0,2 mm en el diámetro y ±0,25 mm en la altura, aunque es posible un control superior de la geometría local a través de una operación hábil y un utillaje adecuado.
¿Cómo afecta el volumen de producción a la economía del proceso?
El estampado profundo se vuelve económicamente ventajoso en volúmenes superiores a 5.000 piezas anuales debido a los altos costes de utillaje (15.000-60.000 €), pero los bajos costes por pieza (2,20-6,50 €). El hilado favorece la producción de bajo volumen con una inversión mínima en utillaje (800-4.000 €), pero mayores costes por pieza (8,00-18,00 €) en altos volúmenes.
¿Cuáles son los plazos de entrega típicos para el utillaje y los primeros artículos?
El utillaje de estampado profundo requiere de 6 a 16 semanas dependiendo de la complejidad, con matrices cilíndricas simples que tardan de 6 a 8 semanas y el utillaje progresivo de múltiples etapas que se extiende a 16 semanas. Los mandriles de hilado normalmente requieren de 2 a 4 semanas, lo que permite una iniciación del proyecto y ciclos de iteración de diseño más rápidos.
¿Qué proceso se adapta mejor a los cambios de diseño durante la producción?
El hilado ofrece una flexibilidad superior para las modificaciones de diseño, a menudo requiriendo sólo ajustes del mandril o la fabricación de un nuevo mandril que cuesta entre 800 y 4.000 €. Los cambios de diseño del estampado profundo normalmente necesitan modificaciones de la matriz o el reemplazo completo de la matriz, lo que representa importantes inversiones de tiempo y coste de 5.000 a 25.000 € dependiendo del alcance de los cambios requeridos.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece