Diseño de Patrones de Ventilación: Compromisos entre Blindaje EMI y Flujo de Aire
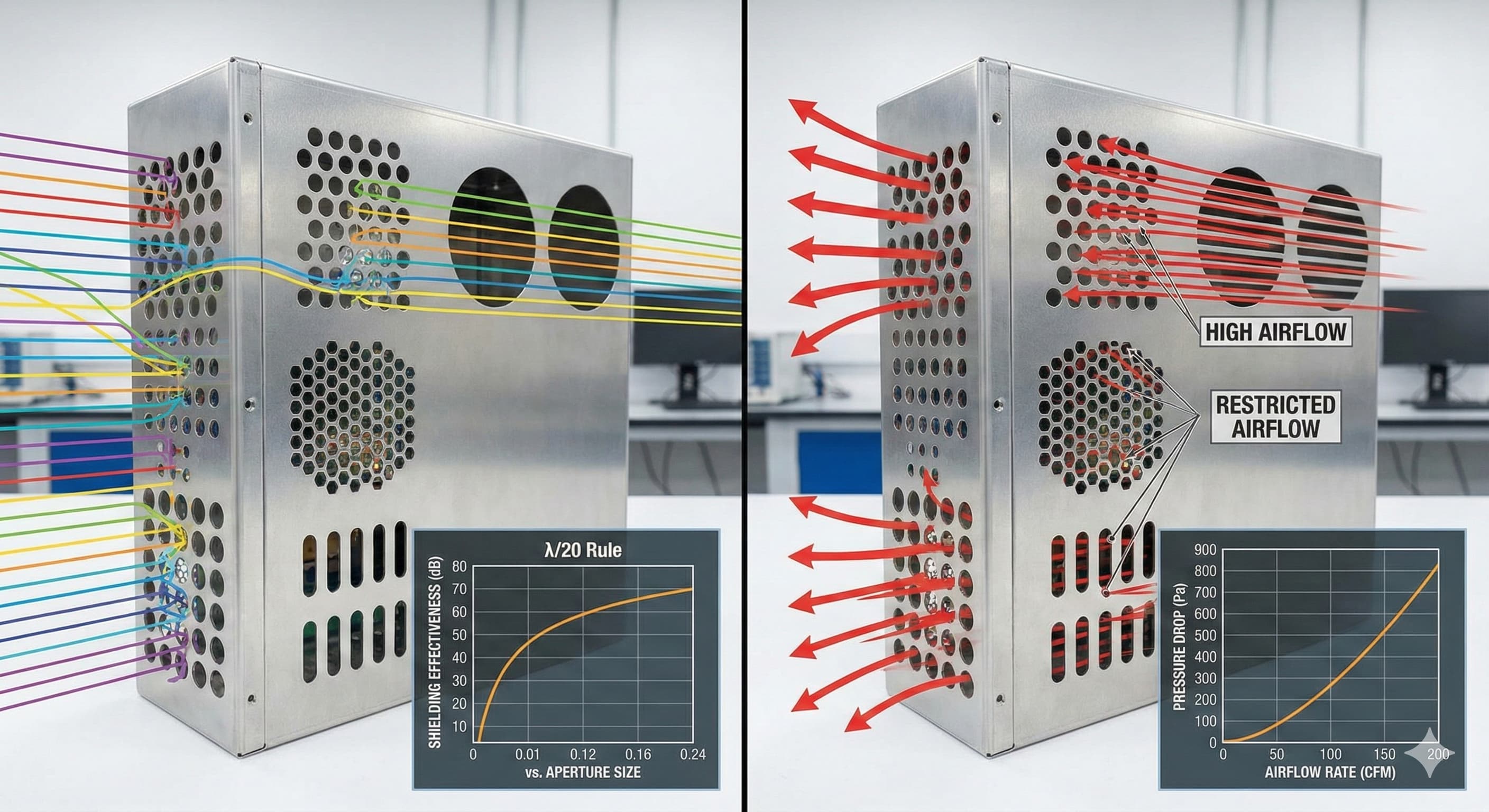
La efectividad del blindaje EMI disminuye exponencialmente a medida que los tamaños de las aberturas exceden λ/20 de la frecuencia de interferencia, sin embargo, la mayoría de los ingenieros descubren esta restricción fundamental solo después de que las fallas térmicas fuerzan las revisiones del diseño. El desafío se intensifica cuando los requisitos de ventilación exigen aberturas más grandes que comprometen directamente la compatibilidad electromagnética.
Puntos Clave
- El tamaño de la abertura debe permanecer por debajo de λ/20 para frecuencias superiores a 1 GHz para mantener una efectividad de blindaje de 20 dB
- Los patrones de panal y perforados pueden lograr una eficiencia de flujo de aire del 60-80% mientras se preserva la protección EMI
- El grosor y la conductividad del material impactan significativamente tanto en el rendimiento del blindaje como en los costos de fabricación
- Las geometrías de malla avanzadas reducen la caída de presión en un 35% en comparación con los patrones de orificios redondos tradicionales
Comprensión de los Fundamentos del Blindaje EMI
El blindaje contra interferencias electromagnéticas se basa en tres mecanismos principales: reflexión, absorción y múltiples reflexiones dentro del material de blindaje. La efectividad depende críticamente de la conductividad eléctrica, la permeabilidad magnética y el grosor del material de blindaje, así como de la geometría de cualquier abertura.
Para las aberturas en recintos conductores, la efectividad del blindaje (SE) sigue la relación: SE = 20 log₁₀(λ/2L), donde λ representa la longitud de onda y L la dimensión máxima de la abertura. Esta relación logarítmica significa que duplicar el tamaño de la abertura reduce la efectividad del blindaje en 6 dB, lo que representa una reducción del 75% en la protección.
Los materiales de blindaje comunes incluyen aleaciones de aluminio (6061-T6, 5052-H32), aleaciones de cobre (C11000, C10100) y grados de acero (acero inoxidable 304, laminado en frío 1008). Cada material presenta distintas compensaciones entre conductividad, costo y propiedades mecánicas que influyen tanto en el rendimiento EMI como en las características del flujo de aire.
Requisitos de Flujo de Aire y Gestión Térmica
Los recintos electrónicos normalmente requieren caudales de aire entre 10-50 CFM por cada 100 vatios de potencia disipada, dependiendo de las condiciones ambientales y las temperaturas aceptables de los componentes. Esta demanda de refrigeración entra en conflicto con los requisitos de blindaje EMI, ya que una ventilación eficaz necesita aberturas que puedan comprometer la protección electromagnética.
La caída de presión a través de las aberturas de ventilación sigue la relación ΔP = ρv²/2 × K, donde ρ representa la densidad del aire, v la velocidad y K el coeficiente de pérdida. El coeficiente de pérdida varía significativamente con la geometría de la abertura, desde 0.6 para orificios circulares de bordes afilados hasta 1.2 para ranuras rectangulares con altas relaciones de aspecto.
Los modernos servicios de fabricación de chapa metálica permiten un control preciso de las dimensiones de las aberturas y el acabado de la superficie, lo que impacta directamente tanto en la eficiencia del flujo de aire como en el rendimiento EMI. Los valores de rugosidad superficial por debajo de 3.2 μm Ra reducen la turbulencia y las pérdidas de presión asociadas hasta en un 15%.
Geometrías y Rendimiento de los Patrones de Ventilación
La selección de la geometría del patrón de ventilación representa la decisión de diseño más crítica que afecta tanto al blindaje EMI como al rendimiento del flujo de aire. Cada tipo de patrón ofrece distintas ventajas y limitaciones que deben evaluarse en función de los requisitos específicos de la aplicación.
Patrones de Orificios Redondos
Las aberturas circulares proporcionan el equilibrio óptimo entre la simplicidad de fabricación y la previsibilidad del rendimiento. La relación entre el diámetro del orificio (d), el espaciamiento centro a centro (s) y el porcentaje de área abierta sigue: Área Abierta % = π(d/s)² × 100 para arreglos de paso cuadrado.
Para aplicaciones EMI por encima de 1 GHz, los diámetros de los orificios deben permanecer por debajo de 15 mm para mantener una efectividad de blindaje de 20 dB. Las relaciones de espaciamiento óptimas (s/d) varían de 1.5 a 2.0, proporcionando un área abierta del 20-35% mientras se mantiene la integridad estructural en espesores de chapa de 1.0-3.0 mm.
Patrones Hexagonales de Panal
Las geometrías de panal logran una densidad de empaquetamiento superior en comparación con los patrones circulares, lo que permite áreas abiertas de hasta el 60% manteniendo un rendimiento EMI constante. La estructura celular hexagonal proporciona una distribución de corriente uniforme y elimina los efectos de concentración de campo comunes en las aberturas rectangulares.
La fabricación de patrones de panal requiere herramientas especializadas y técnicas de conformado precisas para mantener la precisión dimensional. Los tamaños de celda típicos varían de 3.2-12.7 mm, con espesores de pared entre 0.08-0.25 mm dependiendo del material base y los requisitos estructurales.
Configuraciones de Ranuras Alargadas
Los patrones de ranuras sobresalen en aplicaciones que requieren flujo de aire direccional o donde las consideraciones estructurales limitan las aberturas circulares. La dimensión crítica para fines de EMI es el ancho de la ranura, no la longitud, lo que permite diseños de alta relación de aspecto que maximizan el área de flujo de aire.
Los anchos de ranura deben controlarse cuidadosamente para evitar fugas de EMI, particularmente para frecuencias superiores a 100 MHz. Las tolerancias de ancho de ±0.05 mm se vuelven críticas para mantener un rendimiento de blindaje constante en todas las cantidades de producción.
| Tipo de patrón | Área Abierta (%) | Eficacia EMI (dB) | Caída de Presión (Pa) | Costo de Fabricación |
|---|---|---|---|---|
| Agujeros Redondos (3 mm) | 25-30 | 25-30 | 45-55 | €2.80/dm² |
| Hexagonal (6 mm) | 55-60 | 22-28 | 25-35 | €4.20/dm² |
| Ranuras Rectangulares | 35-45 | 20-25 | 40-50 | €3.50/dm² |
| Malla Perforada | 40-50 | 28-35 | 30-40 | €5.60/dm² |
Consideraciones sobre la Selección del Material y el Grosor
La selección del material base impacta significativamente tanto en la efectividad del blindaje EMI como en la viabilidad de fabricación. La aleación de aluminio 6061-T6 proporciona una excelente conductividad (59% IACS) y formabilidad, lo que la hace ideal para patrones de ventilación complejos que requieren radios de curvatura ajustados o embuticiones profundas.
El acero inoxidable 304 ofrece una resistencia superior a la corrosión y resistencia mecánica, pero requiere fuerzas de conformado un 25% más altas y herramientas especializadas para aberturas de precisión. La permeabilidad magnética del acero inoxidable (μᵣ ≈ 1.02) proporciona un blindaje magnético de baja frecuencia mínimo en comparación con los grados de acero al carbono.
El grosor de la chapa afecta directamente tanto al rendimiento del blindaje como a las limitaciones de fabricación. Los espesores inferiores a 0.8 mm pueden exhibir una deflexión excesiva bajo cargas de flujo de aire, mientras que los espesores superiores a 2.5 mm aumentan significativamente los costos de material y las fuerzas de conformado. El rango de espesor óptimo de 1.0-1.6 mm equilibra los requisitos estructurales con las consideraciones económicas.
Técnicas Avanzadas de Optimización del Diseño
El análisis de dinámica de fluidos computacional (CFD) permite la optimización precisa de los patrones de ventilación para requisitos de flujo de aire específicos manteniendo las restricciones de EMI. El modelado tridimensional revela la separación del flujo, las zonas de recirculación y los efectos de recuperación de presión que los cálculos bidimensionales no pueden predecir.
Los algoritmos de optimización multi-objetivo pueden minimizar simultáneamente la caída de presión mientras maximizan la efectividad del blindaje dentro de las restricciones de fabricación. Estas técnicas han logrado mejoras del 15-20% en la eficiencia del flujo de aire en comparación con los enfoques de diseño tradicionales.
Para obtener resultados de alta precisión, solicite una cotización gratuita y obtenga precios en 24 horas de Microns Hub.
Aberturas Biseladas y Radiadas
Los biseles de entrada y los bordes redondeados reducen la separación del flujo y las pérdidas de presión asociadas en un 20-30% en comparación con las aberturas de bordes afilados. Los ángulos de bisel entre 30-45° proporcionan un rendimiento óptimo, aunque los costos de fabricación aumentan aproximadamente €0.80/dm² para el acabado de bordes de precisión.
La profundidad del biselado debe controlarse para evitar la eliminación excesiva de material que podría comprometer la integridad estructural. Las profundidades de bisel típicas varían de 0.2-0.5 veces el grosor de la chapa, dependiendo del tamaño de la abertura y las propiedades del material.
Dimensionamiento Progresivo de Aberturas
Los tamaños de abertura variables dentro de un solo patrón de ventilación pueden optimizar las condiciones de flujo locales manteniendo el rendimiento EMI general. Las aberturas más grandes en regiones de baja velocidad reducen la caída de presión, mientras que las aberturas más pequeñas en zonas EMI críticas preservan la efectividad del blindaje.
Este enfoque requiere un análisis sofisticado para garantizar la compatibilidad electromagnética en todo el espectro de frecuencias mientras se logran los objetivos de gestión térmica. La complejidad de la fabricación aumenta significativamente, pero se pueden lograr mejoras de rendimiento del 25-35% en aplicaciones especializadas.
Consideraciones sobre el Proceso de Fabricación
El punzonado sigue siendo el método más rentable para producir patrones de ventilación simples en cantidades superiores a 100 piezas. Las modernas punzonadoras CNC logran precisiones de posicionamiento de ±0.025 mm y pueden mantener tolerancias de dimensión de abertura de ±0.05 mm en espesores de chapa de hasta 6.0 mm.
El corte por láser proporciona una calidad de borde superior y permite geometrías complejas imposibles con el punzonado convencional. Los sistemas láser de fibra que operan a una longitud de onda de 1070 nm producen zonas afectadas por el calor (ZAC) de menos de 0.1 mm de ancho en aluminio y acero inoxidable, preservando las propiedades del material adyacente a las aberturas.
El corte por chorro de agua elimina los efectos térmicos por completo, pero aumenta el tiempo de procesamiento y el costo en un 300-400% en comparación con los métodos láser. El proceso sobresale para materiales gruesos (por encima de 3.0 mm) o aplicaciones que requieren condiciones de borde absolutamente prístinas para un rendimiento EMI crítico.
| Proceso | Rango de Espesor (mm) | Calidad del Borde (μm Ra) | Velocidad de Procesamiento | Costo por Pieza |
|---|---|---|---|---|
| Punzonado CNC | 0.5-6.0 | 1.6-3.2 | Alto | €0.15-0.45 |
| Láser de Fibra | 0.3-25.0 | 0.8-1.6 | Medio | €0.35-0.90 |
| Chorro de Agua | 1.0-150.0 | 0.4-1.2 | Bajo | €1.20-3.50 |
| Corte por Plasma | 3.0-50.0 | 6.3-12.5 | Alto | €0.25-0.75 |
Métodos de Prueba y Validación
Las pruebas de efectividad del blindaje EMI siguen los procedimientos estándar IEEE 299, utilizando cámaras de reverberación anidadas o celdas TEM dependiendo del rango de frecuencia y la configuración de la muestra. Las mediciones típicamente abarcan de 10 kHz a 18 GHz para capturar tanto las características de emisión conducida como radiada.
Las pruebas de flujo de aire requieren túneles de viento calibrados o bancos de flujo capaces de medir diferenciales de presión hasta una resolución de 1 Pa. La anemometría de hilo caliente proporciona perfiles de velocidad detallados a través de los patrones de ventilación, revelando la uniformidad del flujo y las posibles oportunidades de optimización.
Los protocolos de prueba combinados evalúan la interacción entre el rendimiento térmico y electromagnético en condiciones de funcionamiento realistas. Estas pruebas a menudo revelan efectos de acoplamiento inesperados donde la expansión térmica altera las dimensiones de la abertura lo suficiente como para impactar el blindaje EMI.
Estrategias de Optimización de Costos
La eficiencia de la utilización del material impacta significativamente los costos de producción, particularmente para patrones de ventilación complejos que requieren una eliminación sustancial de chatarra. Los algoritmos de optimización de anidamiento pueden mejorar el rendimiento del material en un 15-25%, reduciendo directamente los costos por pieza.
Los costos de las herramientas dominan la producción de bajo volumen, a menudo requiriendo más de 500 piezas para amortizar los gastos de punzón y matriz. Para cantidades por debajo de este umbral, el corte por láser típicamente proporciona una mejor economía a pesar de los mayores costos de procesamiento por pieza.
Al realizar pedidos a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y enfoque de servicio personalizado significa que cada proyecto recibe la atención al detalle necesaria para un rendimiento EMI y térmico óptimo.
Consideraciones sobre la Producción en Volumen
La producción de alto volumen permite inversiones en herramientas especializadas que pueden reducir los costos por pieza en un 40-60%. Los troqueles progresivos para patrones de ventilación complejos requieren inversiones iniciales de €15,000-45,000 pero logran tasas de procesamiento que exceden las 300 piezas por hora.
Las operaciones secundarias, como la aplicación de recubrimientos, deben tener en cuenta los requisitos de enmascaramiento de la abertura para mantener la conductividad en las interfaces EMI críticas. Los recubrimientos conductores agregan €2.80-5.60/dm² a los costos de procesamiento, pero pueden mejorar la efectividad del blindaje en 5-10 dB en ciertos rangos de frecuencia.
Integración con el Diseño General del Recinto
La colocación del patrón de ventilación dentro de la geometría general del recinto afecta críticamente tanto al rendimiento térmico como al EMI. Las ubicaciones en las esquinas típicamente exhiben densidades de corriente más altas y requieren un dimensionamiento de abertura más conservador para mantener la efectividad del blindaje.
Las interfaces de junta alrededor de los paneles extraíbles presentan desafíos particulares, ya que la deformación permanente y la degradación ambiental pueden crear rutas de fuga de EMI que evitan los patrones de ventilación cuidadosamente diseñados. Las juntas conductoras con clasificaciones de compresión del 40-60% proporcionan un sellado confiable a largo plazo.
El diseño integral del recinto requiere la coordinación entre las disciplinas de ingeniería mecánica, térmica y EMI. Nuestros servicios de fabricación incluyen la revisión del diseño y recomendaciones de optimización para garantizar que se cumplan todos los criterios de rendimiento de manera eficiente.
Desarrollos Futuros y Materiales Avanzados
Las estructuras de metamateriales ofrecen capacidades de avance potencial para aplicaciones de blindaje EMI, permitiendo aberturas de sublongitud de onda que mantienen altas tasas de flujo de aire. Estos materiales de ingeniería manipulan los campos electromagnéticos a través de patrones geométricos precisos en lugar de propiedades del material a granel.
Las tecnologías de fabricación aditiva están comenzando a permitir geometrías de ventilación tridimensionales complejas imposibles con los procesos convencionales de chapa metálica. La sinterización directa de metal por láser (DMLS) puede producir rutas de flujo de aire tortuosas que proporcionan atenuación EMI manteniendo un excelente rendimiento térmico.
Los recubrimientos nanoestructurados y los tratamientos superficiales muestran ser prometedores para mejorar la conductividad y la resistencia a la corrosión manteniendo la compatibilidad con los procesos de fabricación existentes. Estos desarrollos pueden permitir nuevas combinaciones de materiales y enfoques de diseño en la próxima década.
Preguntas Frecuentes
¿Qué límites de tamaño de abertura se requieren para diferentes rangos de frecuencia EMI?
Para frecuencias inferiores a 100 MHz, las aberturas de hasta 300 mm pueden mantener un blindaje adecuado. Entre 100 MHz y 1 GHz, las dimensiones máximas de la abertura no deben exceder los 30 mm. Por encima de 1 GHz, las aberturas deben permanecer por debajo de 15 mm para lograr una efectividad de blindaje de 20 dB, con límites progresivamente más pequeños requeridos para frecuencias más altas.
¿Cómo afecta el grosor del material tanto al blindaje EMI como a los costos de fabricación?
El grosor del material impacta el blindaje basado en la absorción logarítmicamente, con cada duplicación del grosor agregando aproximadamente 6 dB de efectividad. Sin embargo, los costos de fabricación aumentan linealmente con el grosor debido a los mayores costos de material y al aumento de las fuerzas de conformado. El rango óptimo de 1.0-1.6 mm equilibra el rendimiento con las consideraciones económicas para la mayoría de las aplicaciones.
¿Qué tolerancias de fabricación son críticas para mantener el rendimiento EMI?
Las tolerancias de dimensión de abertura de ±0.05 mm son esenciales para frecuencias superiores a 1 GHz para garantizar un rendimiento de blindaje constante. Las tolerancias de posición de ±0.1 mm evitan problemas de alineación de la abertura que podrían crear rutas de fuga inesperadas. Las especificaciones de calidad de borde por debajo de 3.2 μm Ra ayudan a minimizar los efectos de concentración de corriente de alta frecuencia.
¿Cómo se comparan las diferentes geometrías de patrones de ventilación en complejidad de fabricación?
Los patrones de orificios redondos ofrecen la fabricación más simple con herramientas de punzonado estándar. Los patrones hexagonales requieren herramientas especializadas pero proporcionan un rendimiento superior. Las ranuras alargadas presentan una complejidad moderada, pero pueden requerir operaciones secundarias para un acabado de borde óptimo. Los patrones complejos con dimensionamiento variable exigen corte por láser CNC o procesamiento por chorro de agua.
¿Qué métodos de prueba validan tanto el rendimiento EMI como el térmico simultáneamente?
Los protocolos de prueba combinados utilizan cámaras ambientales con capacidad de medición EMI integrada. Las muestras se someten a ciclos térmicos mientras se monitorea la efectividad del blindaje en múltiples bandas de frecuencia. Este enfoque revela los efectos de la expansión térmica en las dimensiones de la abertura e identifica la posible degradación del rendimiento en condiciones de funcionamiento.
¿Cómo afecta el tratamiento superficial a las características de blindaje EMI y flujo de aire?
Los recubrimientos conductores pueden mejorar la efectividad del blindaje en 5-10 dB, pero pueden aumentar la rugosidad de la superficie y la caída de presión en un 10-15%. El anodizado de aluminio proporciona protección contra la corrosión manteniendo la conductividad, pero requiere un control de proceso cuidadoso para evitar un grosor de recubrimiento excesivo que podría alterar las dimensiones de la abertura.
¿Qué consideraciones de diseño se aplican a las aplicaciones de blindaje EMI de alta temperatura?
Las aplicaciones de alta temperatura requieren materiales con conductividad estable y expansión térmica mínima. El acero inoxidable 321 y el Inconel 625 mantienen las propiedades por encima de los 300°C, pero aumentan significativamente los costos de fabricación. Los cálculos de expansión térmica deben tener en cuenta los cambios en las dimensiones de la abertura que podrían comprometer el rendimiento EMI a temperaturas elevadas.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece