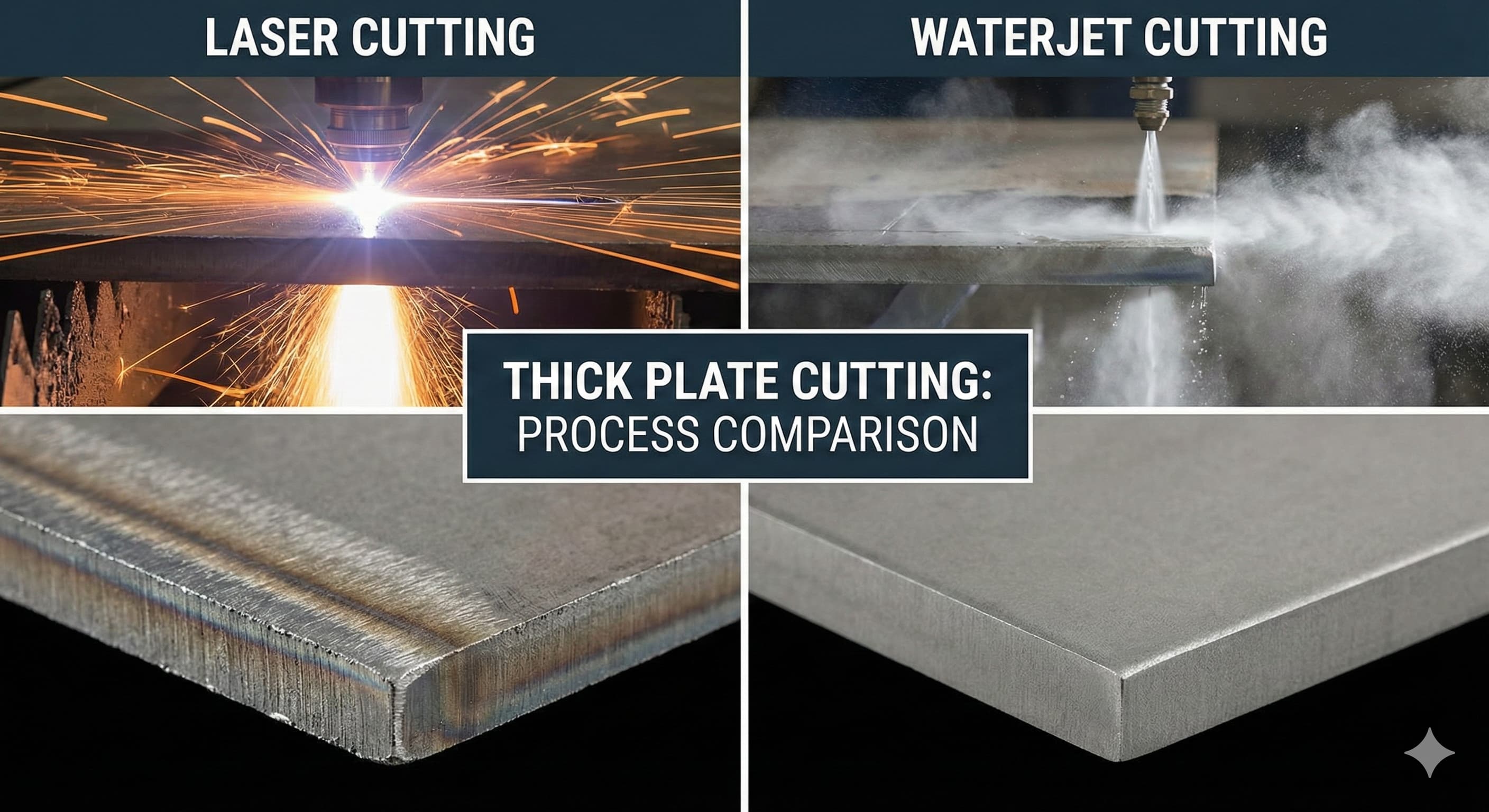
Corte por láser vs. Chorro de agua: Elegir el método adecuado para placas gruesas
Al cortar placas gruesas que superan los 25 mm de espesor, la elección entre el corte por láser y la tecnología de chorro de agua determina fundamentalmente el éxito del proyecto, la rentabilidad y la calidad final de la pieza. Esta decisión afecta a todo, desde las propiedades metalúrgicas hasta la precisión dimensional y la economía de la producción.
Puntos clave:
- El chorro de agua destaca para placas de más de 100 mm de espesor con una calidad de borde superior y sin zonas afectadas por el calor.
- El corte por láser domina la velocidad y la rentabilidad para placas de 25 a 50 mm de espesor en aceros al carbono.
- El tipo de material dicta la selección del método: los materiales reflectantes favorecen el chorro de agua, los aceros al carbono favorecen el láser.
- El coste total del proyecto incluye el desperdicio de material, las operaciones secundarias y el tiempo de preparación más allá de las tarifas por hora.
Comprensión de los fundamentos del corte de placas gruesas
El corte de placas gruesas presenta desafíos únicos que amplifican las diferencias entre las tecnologías láser y de chorro de agua. A medida que el grosor del material aumenta más allá de los 25 mm, factores como la entrada de calor, la velocidad de corte, la perpendicularidad del borde y la tensión del material se convierten en consideraciones críticas que pueden hacer o deshacer las especificaciones del proyecto.
El corte por láser utiliza un haz enfocado de luz coherente, normalmente de fuentes de fibra o CO2, combinado con gases auxiliares para fundir y expulsar el material. Para placas gruesas, los láseres de fibra con potencias nominales de 6 kW a 30 kW son estándar, y las potencias más altas permiten velocidades de corte más rápidas y una mejor capacidad de sección gruesa. El proceso genera una entrada de calor significativa, creando una zona afectada por el calor (ZAC) que se extiende de 0,1 a 0,5 mm desde el borde de corte, dependiendo del material y el grosor.
El corte por chorro de agua emplea agua a ultra alta presión (normalmente entre 60.000 y 90.000 PSI) mezclada con partículas abrasivas de granate para erosionar el material mediante acción mecánica. Este proceso de corte en frío no genera ZAC y puede cortar virtualmente cualquier material, independientemente de su dureza o propiedades térmicas. El proceso funciona a velocidades mucho más lentas que el láser, pero ofrece una calidad de borde y una precisión dimensional superiores para secciones gruesas.
Capacidades y limitaciones del grosor del material
Comprender los límites prácticos de grosor para cada tecnología ayuda a establecer criterios preliminares de selección de procesos antes de un análisis detallado.
| Tipo de material | Láser máximo (mm) | Chorro de agua máximo (mm) | Rango óptimo Láser | Rango óptimo Chorro de agua |
|---|---|---|---|---|
| Acero al carbono | 40-50 | 200+ | 6-25 | 25-150 |
| Acero inoxidable 316L | 30-40 | 200+ | 6-20 | 20-100 |
| Aluminio 6061-T6 | 25-30 | 150+ | 3-15 | 15-80 |
| Acero para herramientas H13 | 15-20 | 200+ | No recomendado | 10-100 |
| Inconel 718 | 8-12 | 100+ | No recomendado | 5-50 |
Estos rangos de grosor representan límites prácticos en los que se puede mantener una calidad de corte aceptable y velocidades de producción razonables. Superar los rangos óptimos suele provocar una mala calidad del borde, una conicidad excesiva o velocidades de corte poco económicas.
Calidad del borde y consideraciones metalúrgicas
Las diferencias en la calidad del borde entre el láser y el chorro de agua se hacen pronunciadas en aplicaciones de placas gruesas, lo que afecta directamente a la funcionalidad de la pieza y a los requisitos de las operaciones secundarias.
El corte por láser de placas gruesas produce un acabado de borde característico con zonas distintas. La parte superior suele presentar una superficie lisa, ligeramente estriada, procedente de la acción de fusión y soplado de gas. A medida que aumenta el grosor, la parte inferior puede mostrar mayores estrías, una ligera conicidad y una posible adherencia de escoria. La ZAC se extiende de 0,2 a 0,8 mm, dependiendo del material y el grosor, lo que puede afectar a las propiedades mecánicas en aplicaciones críticas.
El corte por chorro de agua ofrece una calidad de borde consistente en todo el grosor del material con una conicidad mínima (normalmente de 0,003 a 0,005 mm por mm de grosor). El borde presenta una textura fina y uniforme procedente de la acción de corte abrasiva sin cambios metalúrgicos. Esto hace que el chorro de agua sea ideal para aplicaciones que requieren condiciones de borde precisas para una manipulación segura o posteriores operaciones de soldadura.
Para obtener resultados de alta precisión, Obtenga su presupuesto personalizado en 24 horas de Microns Hub.
Los valores de rugosidad superficial difieren significativamente entre los procesos. El corte por láser suele producir valores Ra de 6,3 a 12,5 μm en placas gruesas, mientras que el chorro de agua alcanza de forma consistente de 1,6 a 6,3 μm. Esta diferencia a menudo elimina los requisitos de mecanizado secundario para las piezas de chorro de agua.
Velocidad de corte y economía de producción
El análisis de la velocidad de producción debe tener en cuenta el tiempo de preparación, el tiempo de perforación y la velocidad de corte real para determinar las verdaderas capacidades de rendimiento.
| Espesor (mm) | Material | Velocidad del láser (mm/min) | Velocidad del chorro de agua (mm/min) | Tiempo de perforación con láser (seg) | Tiempo de perforación con chorro de agua (seg) |
|---|---|---|---|---|---|
| 25 | Acero al carbono | 800-1200 | 200-300 | 2-4 | 10-15 |
| 40 | Acero al carbono | 300-500 | 150-200 | 5-8 | 15-25 |
| 50 | Inoxidable 316L | 200-300 | 120-180 | 8-12 | 20-30 |
| 75 | Aluminio 6061 | No es práctico | 100-150 | N/A | 25-40 |
| 100 | Acero al carbono | No es práctico | 80-120 | N/A | 40-60 |
El tiempo de perforación se vuelve cada vez más significativo para las placas gruesas, lo que afecta particularmente a las piezas pequeñas con múltiples perforaciones. La perforación por láser se degrada rápidamente con el grosor, mientras que el tiempo de perforación por chorro de agua aumenta de forma más lineal, pero parte de una línea de base más alta.
Consideraciones específicas del material
Los diferentes materiales exhiben diferentes respuestas al corte por láser y al corte por chorro de agua, lo que influye en la selección del proceso más allá de las simples consideraciones de grosor.
Rendimiento del acero al carbono:Los aceros al carbono responden de forma excelente al corte por láser hasta un grosor de 40 a 50 mm debido a la reacción exotérmica entre el hierro y el gas auxiliar de oxígeno. Esta reacción proporciona energía de corte adicional, lo que permite velocidades más rápidas y cortes más limpios. El corte por chorro de agua de acero al carbono produce una calidad de borde superior, pero a velocidades significativamente más lentas para secciones más delgadas.
Desafíos del acero inoxidable:Los aceros inoxidables presentan dificultades para el corte por láser debido a su alta reflectividad y conductividad térmica. Normalmente se requiere gas auxiliar de nitrógeno para evitar la oxidación, lo que aumenta los costes operativos. El corte por chorro de agua elimina estas preocupaciones al tiempo que proporciona excelentes resultados en todos los grados de acero inoxidable.
Complicaciones del aluminio:La alta reflectividad y conductividad térmica del aluminio dificultan el corte por láser, especialmente para secciones gruesas. El chorro de agua destaca para el corte de aluminio, proporcionando bordes limpios sin la fusión y la resolidificación que pueden comprometer el acabado de la superficie en aplicaciones críticas.
Aleaciones exóticas:Los materiales como el Inconel, el Hastelloy y los aceros para herramientas se adaptan mejor al corte por chorro de agua debido a su alta resistencia a la temperatura y a sus características de endurecimiento por trabajo que complican el procesamiento por láser.
Tolerancia y precisión dimensional
Las tolerancias alcanzables varían significativamente entre los procesos y se ven afectadas por el grosor del material, la geometría de la pieza y el estado de la máquina.
Las tolerancias de corte por láser para placas gruesas suelen oscilar entre ±0,1 y 0,3 mm, dependiendo del grosor y el material. La distorsión térmica se convierte en un factor significativo a medida que aumenta el grosor, lo que puede afectar a la precisión dimensional en piezas grandes. El ancho de corte (normalmente de 0,2 a 0,4 mm) se mantiene relativamente constante, pero puede desarrollarse una ligera conicidad en secciones gruesas.
El corte por chorro de agua alcanza de forma consistente tolerancias de ±0,05 a 0,1 mm en todo el rango de grosor con una conicidad mínima. El estrecho ancho de corte (0,8-1,2 mm) y el proceso de corte en frío eliminan los problemas de distorsión térmica. Sin embargo, los tiempos de corte más largos pueden permitir una ligera deriva de la máquina en cortes muy largos.
Análisis de costes y factores económicos
La verdadera comparación de costes requiere un análisis más allá de las simples tarifas operativas por hora, incorporando el tiempo de preparación, la utilización del material, las operaciones secundarias y las consideraciones de calidad.
| Factor de costo | Corte por láser | Corte por chorro de agua | Impacto en el costo total |
|---|---|---|---|
| Tarifa de operación por hora | €45-85 | €55-95 | Medio |
| Tiempo de configuración | 15-30 minutos | 20-40 minutos | Alto para lotes pequeños |
| Utilización del material | 85-92% | 88-95% | Alto para materiales costosos |
| Operaciones secundarias | A menudo requerido | Raramente requerido | Alto |
| Costos de consumibles | €2-8 por hora | €15-25 por hora | Medio |
Los costes de los consumibles difieren significativamente entre los procesos. El corte por láser consume gases auxiliares (oxígeno, nitrógeno o aire) y reemplazos ocasionales de boquillas. El corte por chorro de agua requiere granate abrasivo (0,30-0,50 € por kg), sellos de alta presión y reemplazo periódico del orificio de la joya.
Al realizar un pedido a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y nuestro enfoque de servicio personalizado significan que cada proyecto recibe la atención al detalle que merece, con acceso a capacidades de láser y chorro de agua bajo un mismo techo.
Matriz de decisión de selección de procesos
La selección sistemática del proceso requiere la evaluación de múltiples factores ponderados por las prioridades del proyecto. Los factores de decisión críticos incluyen el tipo y el grosor del material, la calidad del borde requerida, las tolerancias dimensionales, el volumen de producción y las limitaciones presupuestarias.
Elija el corte por láser cuando: el grosor del material sea inferior a 25 mm para la mayoría de los materiales, la velocidad de producción sea crítica, el material sea acero al carbono, se requiera un anidamiento ajustado para la eficiencia del material o las limitaciones presupuestarias favorezcan tarifas por hora más bajas a pesar de las posibles operaciones secundarias.
Elija el corte por chorro de agua cuando: el grosor del material exceda los rangos óptimos del láser, se requiera una calidad de borde superior, no se acepte ninguna ZAC, los materiales incluyan aluminio, acero inoxidable o aleaciones exóticas, las tolerancias ajustadas sean críticas en todo el grosor o la aplicación implique componentes eléctricos que requieran bordes limpios.
Integración con el flujo de trabajo de fabricación
Ambos métodos de corte se integran de forma diferente con los procesos de fabricación posteriores, lo que afecta a la eficiencia general de la producción y a la calidad de la pieza.
Las piezas cortadas con láser a menudo requieren desbarbado, acabado de bordes u operaciones de alivio de tensión, especialmente para secciones gruesas. La ZAC puede requerir un tratamiento térmico para restaurar las propiedades mecánicas en aplicaciones críticas. Sin embargo, las velocidades de corte más rápidas pueden permitir estrategias de producción justo a tiempo para muchas aplicaciones.
Las piezas de chorro de agua normalmente pasan directamente a operaciones posteriores como el conformado, la soldadura o el ensamblaje sin procesamiento intermedio. Este flujo de trabajo optimizado a menudo compensa las velocidades de corte más lentas a través de la reducción de la manipulación y las operaciones secundarias. La integración con servicios de mecanizado CNC de precisión es perfecta debido a la calidad de borde superior y la precisión dimensional.
Ambos procesos complementan la gama completa de nuestros servicios de fabricación, incluidas las operaciones de conformado, soldadura y acabado. La clave es seleccionar el método de corte que optimice todo el flujo de trabajo de producción en lugar de centrarse únicamente en el rendimiento del corte.
Requisitos de control de calidad e inspección
Los procedimientos de control de calidad difieren entre el corte por láser y el corte por chorro de agua debido a las distintas características de cada proceso y a sus aplicaciones típicas.
Las piezas cortadas con láser requieren inspección para verificar la consistencia de la calidad del borde, la adherencia de la escoria, la precisión dimensional, incluida la posible distorsión térmica, la extensión y las propiedades de la ZAC y la variación del acabado de la superficie entre las superficies de corte superior e inferior. Las secciones más gruesas pueden exhibir una conicidad que requiere medición y comparación con las especificaciones.
Las piezas cortadas con chorro de agua necesitan evaluación para verificar la precisión dimensional y la conicidad, la consistencia del acabado de la superficie, la perpendicularidad del borde y la posible deslaminación en materiales en capas. La acción de corte consistente normalmente da como resultado resultados de calidad más predecibles en las series de producción.
Ambos procesos se benefician del control estadístico del proceso que monitorea los parámetros clave como la velocidad de corte, el estado de los consumibles y la calibración de la máquina para mantener resultados consistentes en las series de producción.
Consideraciones ambientales y de seguridad
El impacto ambiental y los requisitos de seguridad difieren significativamente entre las operaciones de corte por láser y corte por chorro de agua, lo que afecta a los requisitos de las instalaciones y a los procedimientos operativos.
El corte por láser genera humos y partículas que requieren sistemas de extracción y filtración. El consumo de gas auxiliar, particularmente nitrógeno para el corte de acero inoxidable, representa una consideración ambiental continua. Los niveles de ruido son generalmente moderados, pero los protocolos de seguridad láser requieren una estricta adhesión para evitar lesiones oculares.
El corte por chorro de agua produce contaminantes mínimos en el aire, pero genera cantidades significativas de lodo abrasivo que requieren una eliminación adecuada. Los sistemas de tratamiento y reciclaje de agua son esenciales para el cumplimiento ambiental. Los niveles de ruido son más altos que el corte por láser, lo que requiere protección auditiva para los operadores.
Ambos procesos consumen una cantidad significativa de energía eléctrica, y los sistemas láser normalmente consumen de 20 a 100 kW y los sistemas de chorro de agua requieren de 50 a 200 kW, dependiendo del tamaño y la configuración. Las consideraciones de eficiencia energética favorecen el corte por láser para la mayoría de las aplicaciones dentro de su rango de capacidad.
Preguntas frecuentes
¿Cuál es el grosor máximo que cada proceso puede cortar de forma fiable?
El corte por láser maneja de forma fiable el acero al carbono hasta 40-50 mm y el acero inoxidable hasta 30-40 mm con buena calidad de borde. El corte por chorro de agua puede procesar virtualmente cualquier material hasta más de 200 mm de grosor con una calidad consistente, limitado principalmente por la profundidad de la garganta de la máquina en lugar de la capacidad de corte.
¿Cómo se compara la velocidad de corte entre el láser y el chorro de agua para placas gruesas?
El corte por láser es significativamente más rápido para los materiales dentro de su capacidad de grosor, a menudo de 3 a 5 veces más rápido que el chorro de agua. Sin embargo, a medida que el grosor se acerca a los límites del láser, la ventaja de velocidad disminuye mientras que la calidad del borde se degrada. El chorro de agua mantiene velocidades de corte consistentes independientemente del grosor.
¿Qué proceso proporciona una mejor precisión dimensional para placas gruesas?
El corte por chorro de agua ofrece de forma consistente una precisión dimensional superior (±0,05-0,1 mm) con una conicidad mínima en todo el grosor del material. La precisión del corte por láser se degrada con el grosor debido a los efectos térmicos y al posible desarrollo de conicidad, alcanzando normalmente ±0,1-0,3 mm en secciones gruesas.
¿Cuáles son las diferencias de coste típicas entre el corte por láser y el corte por chorro de agua?
El corte por láser generalmente ofrece tarifas por hora más bajas (45-85 € frente a 55-95 € para el chorro de agua), pero puede requerir operaciones secundarias. El chorro de agua tiene costes de consumibles más altos (15-25 €/hora frente a 2-8 €/hora), pero rara vez necesita procesamiento adicional. El coste total del proyecto depende de los requisitos específicos y de la complejidad de la pieza.
¿Cómo afectan las propiedades del material a la selección del proceso?
Los aceros al carbono favorecen el corte por láser debido a los beneficios de la reacción exotérmica, mientras que los materiales reflectantes (aluminio, cobre) y las aleaciones de alta temperatura (Inconel, aceros para herramientas) funcionan mejor con el chorro de agua. Los aceros inoxidables pueden utilizar cualquiera de los dos procesos, con el láser ofreciendo velocidad y el chorro de agua proporcionando una calidad de borde superior.
¿Qué operaciones secundarias se requieren normalmente para cada proceso?
Las piezas cortadas con láser a menudo requieren desbarbado, eliminación de escoria y, potencialmente, tratamiento térmico para abordar los efectos de la ZAC. Las piezas de chorro de agua normalmente necesitan operaciones secundarias mínimas más allá de la limpieza estándar, pasando directamente a los pasos de fabricación posteriores, como la soldadura o el conformado.
¿Qué proceso es mejor para las piezas que requieren soldadura posterior?
El corte por chorro de agua generalmente se prefiere para las piezas que requieren soldadura debido a la ausencia de ZAC y a la calidad de borde superior. El borde limpio y libre de óxido producido por el chorro de agua elimina las posibles fuentes de contaminación de la soldadura y reduce el tiempo de preparación previo a la soldadura.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece