Chaflanes vs. Redondeos: ¿Qué método de rotura de bordes es más barato de mecanizar?
Los ingenieros de fabricación se enfrentan a una decisión crítica de costes en cada pieza mecanizada: ¿las roturas de bordes deben ser chaflanes o redondeos? Este detalle aparentemente menor puede hacer variar los costes de producción entre un 15 y un 40%, dependiendo de la geometría de la pieza, la selección del material y el volumen de producción. La elección afecta no solo al tiempo de mecanizado, sino también al desgaste de la herramienta, la calidad del acabado superficial y los procesos de ensamblaje posteriores.
La mayoría de los ingenieros optan por los chaflanes por su aparente simplicidad, pero esta suposición a menudo conduce a resultados de costes subóptimos. La realidad implica interacciones complejas entre la geometría de la herramienta de corte, las velocidades del husillo, las tasas de eliminación de material y la eficiencia de la trayectoria de la herramienta que exigen un análisis más profundo.
- Los chaflanes suelen reducir el tiempo de mecanizado entre un 25 y un 35% en comparación con los redondeos en las operaciones CNC estándar.
- Los radios de redondeo inferiores a 0,5 mm requieren herramientas especializadas que aumentan los costes entre 0,15 y 0,45 € por metro lineal.
- La dureza del material superior a 45 HRC favorece significativamente la geometría del chaflán para la optimización de la vida útil de la herramienta.
- Los volúmenes de producción superiores a 500 unidades a menudo justifican las inversiones en herramientas de redondeo a pesar de los mayores costes de configuración.
Comprensión de los fundamentos de la rotura de bordes
Las roturas de bordes cumplen múltiples funciones de ingeniería más allá de la estética. Los bordes afilados crean concentraciones de tensión que pueden iniciar grietas por fatiga, especialmente en aplicaciones de carga cíclica. También presentan riesgos de seguridad durante las operaciones de manipulación y montaje. Desde una perspectiva de fabricación, las roturas de bordes controladas eliminan las rebabas microscópicas y las proyecciones afiladas que inevitablemente resultan de las operaciones de mecanizado.
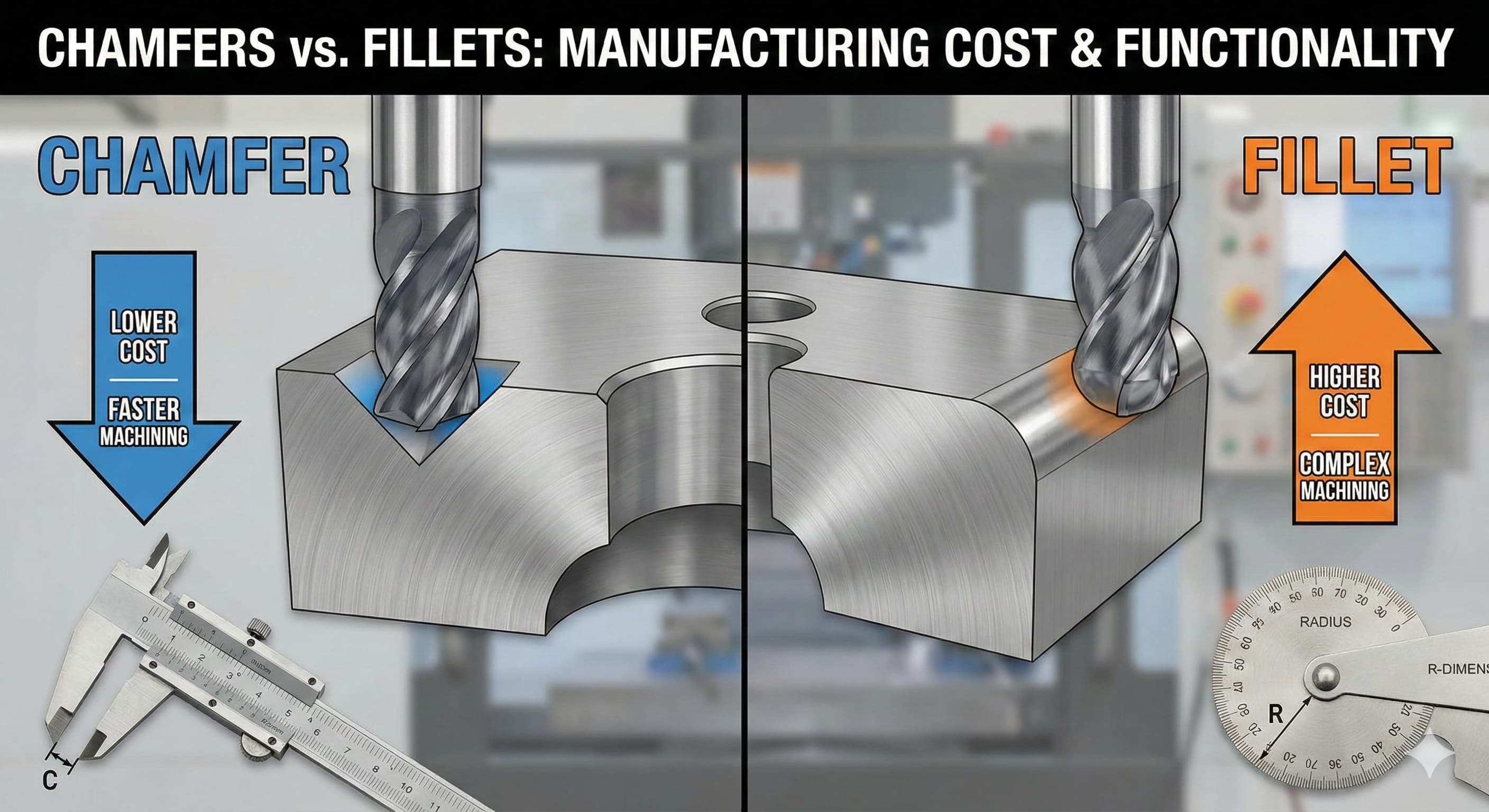
Los chaflanes representan la solución geométrica más simple: un corte angular recto que elimina la intersección del borde afilado. Los ángulos de chaflán estándar varían de 30° a 60°, siendo 45° el más común debido a la disponibilidad de herramientas y la facilidad de inspección. Las dimensiones del chaflán suelen seguir la notación "C0.5", que indica un chaflán de 0,5 mm a 45°, aunque otros ángulos requieren indicaciones específicas como "0,5 x 30°".
Los redondeos crean una transición de radio suave entre las superficies, eliminando por completo la intersección angular. Los radios de redondeo comunes varían de R0,2 mm para características finas hasta R5,0 mm o más grandes para aplicaciones estructurales. A diferencia de los chaflanes, los redondeos proporcionan una distribución de tensión y una resistencia a la fatiga superiores, lo que los hace preferibles para componentes muy cargados.
Las implicaciones de fabricación difieren significativamente entre estos enfoques. Los chaflanes a menudo se pueden crear utilizando fresas de extremo estándar o herramientas de chaflán en una sola pasada, mientras que los redondeos requieren fresas de extremo esférico o herramientas de radio con trayectorias de herramienta cuidadosamente programadas para mantener un acabado superficial consistente.
Análisis del proceso de mecanizado
El mecanizado de chaflanes aprovecha la mecánica de corte directa. Las herramientas de chaflán estándar cuentan con bordes de corte de un solo punto rectificados a ángulos precisos, lo que permite cortes de ancho completo en una sola pasada. Este enfoque minimiza el tiempo del husillo y reduce la complejidad de la programación. El contacto de la herramienta permanece constante durante todo el corte, lo que permite fuerzas de corte predecibles y un excelente acabado superficial.
Para chaflanes de hasta 2,0 mm en materiales como el aluminio 6061-T6, los parámetros de corte típicos incluyen:
| Parámetro | Rango de valores | Notas de optimización |
|---|---|---|
| Velocidad del husillo | 8,000-15,000 RPM | Velocidades más altas para chaflanes más pequeños |
| Velocidad de avance | 1,500-4,000 mm/min | Ajustar según la dureza del material |
| Profundidad de corte | Paso único de ancho completo | Elimina múltiples pasadas |
| Vida útil de la herramienta | 15-25 metros lineales | Herramientas de carburo en aluminio |
El mecanizado de redondeos presenta una mayor complejidad debido a los requisitos de geometría curva. Las fresas de extremo esférico deben seguir trayectorias de herramienta 3D precisas para mantener dimensiones de radio consistentes. La calidad del acabado superficial depende en gran medida de la distancia de paso: un espaciado más ajustado mejora el acabado, pero aumenta el tiempo de mecanizado exponencialmente.
Las consideraciones críticas para el mecanizado de redondeos incluyen la deflexión de la herramienta, que se vuelve problemática con herramientas de radio pequeño. Una fresa de extremo esférico de 2,0 mm que se extiende 15 mm desde el husillo puede desviarse entre 0,02 y 0,05 mm bajo cargas de corte normales, lo que afecta directamente la precisión del radio. Esto requiere herramientas más cortas y rígidas o parámetros de corte reducidos.
Nuestros servicios de mecanizado CNC de precisión utilizan fijaciones especializadas y portaherramientas acortados para minimizar los problemas de deflexión, manteniendo al mismo tiempo parámetros de corte óptimos tanto para las operaciones de chaflán como de redondeo.
Análisis de los factores de coste
Los costes de adquisición de herramientas muestran diferencias inmediatas entre las operaciones de chaflán y redondeo. Las herramientas de chaflán estándar oscilan entre 45 y 85 € por herramienta para opciones de carburo de calidad, y cada herramienta es capaz de procesar entre 15 y 25 metros lineales en aluminio o entre 8 y 12 metros en acero. Las herramientas de redondeo especializadas cuestan entre 65 y 150 € por herramienta, dependiendo del tamaño del radio y las especificaciones del revestimiento.
El impacto del inventario de herramientas agrava estos costes. Las herramientas de chaflán cubren amplios rangos dimensionales: una sola herramienta de chaflán de 45° puede crear cualquier tamaño de chaflán limitado solo por el diámetro de la herramienta. Las operaciones de redondeo requieren herramientas dedicadas para cada tamaño de radio, lo que multiplica los requisitos de inventario. Un taller de trabajo típico mantiene entre 3 y 4 herramientas de chaflán frente a entre 12 y 18 herramientas de radio para una cobertura de capacidad equivalente.
Las diferencias de tiempo de mecanizado resultan aún más significativas que los costes de las herramientas en la producción de gran volumen. Los chaflanes suelen requerir entre 0,8 y 1,2 minutos por metro lineal de rotura de bordes, mientras que los redondeos exigen entre 2,5 y 4,5 minutos por metro lineal debido a los complejos requisitos de la trayectoria de la herramienta y las velocidades de avance más lentas que exige la geometría de la fresa de extremo esférico.
| Operación | Tiempo de configuración | Tiempo de ciclo/Metro | Costo de la herramienta | Vida útil de la herramienta |
|---|---|---|---|---|
| Chaflán (Estándar) | 8-12 minutos | 0.8-1.2 minutos | €45-85 | 15-25 metros |
| Chaflán (Complejo) | 12-18 minutos | 1.2-1.8 minutos | €65-120 | 12-18 metros |
| Redondeo R0.5-2.0 | 15-25 minutos | 2.5-3.5 minutos | €85-140 | 8-15 metros |
| Redondeo R2.0-5.0 | 12-20 minutos | 1.8-2.8 minutos | €95-150 | 12-22 metros |
Las operaciones secundarias también influyen en las ecuaciones de coste total. Los bordes achaflanados a menudo requieren un ligero desbarbado para eliminar las marcas menores de la herramienta, lo que añade entre 0,08 y 0,15 € por metro lineal en costes de acabado manual. Las operaciones de redondeo bien ejecutadas normalmente no necesitan ningún acabado secundario, aunque lograr este nivel de calidad exige una configuración precisa de la máquina y parámetros de corte óptimos.
Consideraciones específicas del material
Las propiedades del material afectan drásticamente la ecuación de costes entre chaflanes y redondeos. En aleaciones de aluminio como la 6061-T6, ambas operaciones funcionan bien con herramientas y parámetros estándar. La excelente maquinabilidad del material y las características de evacuación de virutas admiten un corte agresivo en cualquier geometría.
Los grados de acero inoxidable como el 316L presentan diferentes desafíos. La tendencia al endurecimiento por trabajo del material favorece la geometría del chaflán, donde el contacto de corte constante evita la formación de capas endurecidas que pueden dañar los cortes posteriores. Las operaciones de redondeo en acero inoxidable requieren una atención cuidadosa a las relaciones entre la velocidad de corte y la velocidad de avance para mantener una formación de virutas adecuada y evitar el endurecimiento por trabajo en las zonas de transición curvas.
Los aceros de alta resistencia por encima de 40 HRC favorecen significativamente las operaciones de chaflán. La trayectoria de corte lineal permite un contacto constante de la herramienta y patrones de desgaste predecibles. El corte de redondeos en materiales endurecidos a menudo produce vibraciones debido a las diferentes fuerzas de corte a lo largo de la trayectoria de la herramienta curva, lo que conduce a un mal acabado superficial y a un desgaste acelerado de la herramienta.
Para materiales difíciles, la selección del enfoque puede afectar los costes entre un 200 y un 300%. En Inconel 718, las operaciones de chaflán podrían costar entre 2,50 y 3,20 € por metro lineal, mientras que las operaciones de redondeo equivalentes podrían alcanzar entre 7,50 y 9,80 € por metro lineal debido a los requisitos de herramientas especializadas y a los parámetros de corte drásticamente reducidos.
Cuando se trabaja con materiales exóticos o aplicaciones críticas, las estrategias de mecanizado especializadas se vuelven esenciales para mantener tanto la calidad como la rentabilidad.
Para obtener resultados de alta precisión, obtenga su presupuesto personalizado en 24 horas de Microns Hub.
Diseño para la optimización de la fabricación
Las opciones de diseño inteligentes pueden eliminar por completo el dilema del coste entre chaflán y redondeo. La colocación estratégica de las características, la estandarización dimensional y las decisiones geométricas conscientes de la fabricación reducen los costes de producción independientemente de la selección de la rotura de bordes.
La estandarización de los tamaños de chaflán comunes como C0.5, C1.0 y C1.5 permite la máxima utilización de la herramienta en múltiples proyectos. Del mismo modo, la estandarización de redondeos en torno a R0.5, R1.0, R2.0 y R3.0 reduce el inventario de herramientas y la complejidad de la configuración. Las piezas diseñadas en torno a estas dimensiones estándar se benefician de parámetros de corte optimizados y datos establecidos de vida útil de la herramienta.
La accesibilidad de las características afecta significativamente la eficiencia del mecanizado. Los chaflanes en los bordes externos requieren una holgura mínima de la herramienta y, a menudo, se pueden mecanizar con herramientas estándar. Los redondeos internos exigen la consideración del acceso a la herramienta, los requisitos de holgura y la posible interferencia con las fijaciones de sujeción.
La interacción entre las roturas de bordes y las características adyacentes crea consideraciones de costes adicionales. Los chaflanes suelen terminar limpiamente en las características que se cruzan, mientras que los redondeos pueden requerir una geometría de fusión compleja que aumenta el tiempo de programación y la complejidad del mecanizado. Estas intersecciones deben considerarse cuidadosamente durante la fase de diseño para evitar sorpresas costosas durante la producción.
Las especificaciones de tolerancia también afectan las relaciones de coste. Los chaflanes normalmente se pueden mantener a ±0,1 mm sin una consideración especial, mientras que las tolerancias del radio de redondeo por debajo de ±0,05 mm pueden requerir equipos de medición especializados y un control de proceso más estricto, lo que añade entre 0,25 y 0,45 € por característica a los costes de inspección.
Economía de la producción en volumen
El volumen de producción altera fundamentalmente la ecuación de costes entre las operaciones de chaflán y redondeo. La creación de prototipos de bajo volumen y el trabajo personalizado favorecen en gran medida los chaflanes debido a la menor complejidad de la configuración y los requisitos de herramientas. La inversión de tiempo en la programación de redondeos y la configuración de herramientas especializadas no se puede amortizar en suficientes piezas para justificar la complejidad adicional.
En volúmenes moderados (50-500 piezas), el punto de decisión cambia en función de factores específicos de la pieza. Las geometrías complejas con múltiples requisitos de radio pueden justificar inversiones en herramientas dedicadas, mientras que las piezas simples con requisitos mínimos de rotura de bordes siguen favoreciendo los enfoques de chaflán.
La producción de gran volumen por encima de 1.000 piezas abre posibilidades de optimización adicionales. Las fijaciones dedicadas, las herramientas especializadas y los programas optimizados pueden reducir los costes de redondeo por pieza por debajo de las alternativas de chaflán en aplicaciones específicas. La clave reside en un análisis exhaustivo de todos los factores de coste, incluidas las operaciones secundarias, los requisitos de calidad y las consideraciones de ensamblaje posteriores.
Los sistemas de producción automatizados muestran una afinidad particular por las operaciones de chaflán debido a sus fuerzas de corte predecibles y a los requisitos simplificados de la trayectoria de la herramienta. Los escenarios de fabricación sin supervisión se benefician de la menor complejidad y la mayor fiabilidad de los procesos de chaflán.
| Rango de volumen | Costo del chaflán/pieza | Costo del redondeo/pieza | Enfoque recomendado |
|---|---|---|---|
| 1-25 piezas | €0.85-1.20 | €1.85-3.20 | Chaflán preferido |
| 25-100 piezas | €0.65-0.95 | €1.25-2.10 | Chaflán típicamente mejor |
| 100-500 piezas | €0.45-0.75 | €0.85-1.45 | Depende de la complejidad |
| 500-2000 piezas | €0.35-0.55 | €0.55-0.95 | Redondeo competitivo |
| 2000+ piezas | €0.25-0.45 | €0.35-0.65 | Análisis completo requerido |
Al realizar pedidos a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y nuestro enfoque de servicio personalizado significan que cada proyecto recibe la atención al detalle que merece, ya sea que se optimice para las operaciones de chaflán o redondeo.
Consideraciones de calidad e inspección
Los requisitos de control de calidad influyen significativamente en el coste real de las operaciones de chaflán frente a redondeo. La inspección de chaflanes utiliza técnicas de medición sencillas: los calibradores básicos, los medidores de altura o los comparadores ópticos pueden verificar las dimensiones de forma rápida y precisa. Las indicaciones de chaflán estándar como "C1.0" proporcionan criterios de inspección claros e inequívocos que minimizan las disputas de calidad y la repetición del trabajo.
La inspección de redondeos exige enfoques más sofisticados. Los medidores de radio proporcionan una verificación básica para los redondeos más grandes, pero la medición de precisión requiere máquinas de medición de coordenadas (MMC) o equipos ópticos especializados. La geometría curva dificulta el establecimiento de datos de medición claros, lo que puede conducir a diferencias de interpretación entre los estándares de calidad del proveedor y del cliente.
Los requisitos de acabado superficial también difieren entre los dos enfoques. Los chaflanes suelen alcanzar Ra 1,6-3,2 μm directamente de las operaciones de mecanizado, lo que es adecuado para la mayoría de las aplicaciones sin acabado secundario. Los redondeos requieren una atención más cuidadosa a los parámetros de corte y las estrategias de trayectoria de la herramienta para lograr una calidad superficial equivalente, particularmente en las zonas de transición donde el contacto de la herramienta varía continuamente.
Para las aplicaciones que requieren un acabado superficial superior (Ra 0,8 μm o mejor), los redondeos pueden proporcionar ventajas de coste. La transición curva suave elimina la intersección angular que puede acumular contaminantes o crear dificultades de limpieza en aplicaciones farmacéuticas o de calidad alimentaria.
Los requisitos de documentación y trazabilidad favorecen las operaciones de chaflán debido a sus procedimientos de medición y registro sencillos. Los certificados de calidad pueden indicar claramente "C1.0 ±0.1" con confianza, mientras que la documentación de redondeos puede requerir indicaciones de dimensionamiento y tolerancia geométrica (GD&T) más complejas para definir adecuadamente los criterios de aceptación.
Recomendaciones específicas de la aplicación
Las aplicaciones estructurales que exigen la máxima resistencia a la fatiga favorecen claramente la geometría de redondeo a pesar de los mayores costes de fabricación. La transición de tensión suave proporcionada por los redondeos diseñados adecuadamente puede extender la vida útil del componente entre un 200 y un 400% en comparación con los diseños achaflanados equivalentes. En las aplicaciones aeroespaciales, automotrices o de dispositivos médicos donde las consecuencias del fallo son graves, la inversión adicional en fabricación está justificada.
Por el contrario, los productos de consumo, las carcasas y los componentes industriales generales a menudo funcionan adecuadamente con bordes achaflanados a costes de fabricación significativamente reducidos. La clave reside en hacer coincidir la selección de la rotura de bordes con los requisitos de rendimiento reales en lugar de optar por cualquiera de los enfoques sin análisis.
Las consideraciones estéticas pueden anular la optimización pura de los costes en los componentes visibles. Los redondeos generalmente proporcionan una apariencia más refinada y acabada que los consumidores asocian con una mayor calidad. Este valor de percepción puede justificar costes de fabricación adicionales en aplicaciones orientadas al consumidor.
Los requisitos de montaje y manipulación también influyen en la selección óptima. Los chaflanes proporcionan una geometría consistente y predecible que simplifica los procesos de montaje automatizados y reduce el riesgo de interferencia o atascamiento durante el acoplamiento de las piezas. Los redondeos, aunque más suaves, pueden crear condiciones de contacto ambiguas que complican los sistemas de montaje automatizados.
La relación entre las roturas de bordes y otros procesos de fabricación como las operaciones de taladrado debe considerarse durante la optimización del diseño para garantizar la eficiencia general de la fabricación.
Nuestro enfoque integral a través de nuestros servicios de fabricación garantiza que la selección de la rotura de bordes se alinee con los requisitos específicos de su aplicación al tiempo que optimiza los costes generales de producción.
Tendencias tecnológicas futuras
Las tecnologías de fabricación emergentes están remodelando la dinámica de costes entre las operaciones de chaflán y redondeo. El software CAM avanzado con optimización automatizada de la trayectoria de la herramienta reduce la complejidad de la programación tradicionalmente asociada con las operaciones de redondeo. Los algoritmos de aprendizaje automático ahora pueden optimizar los parámetros de corte en tiempo real, reduciendo la brecha de experiencia entre el mecanizado de chaflanes y redondeos.
Los centros de mecanizado de alta velocidad con dinámica de husillo y control de vibraciones mejorados están haciendo que las operaciones de redondeo de radio pequeño sean más económicamente viables. Los fabricantes de herramientas están desarrollando revestimientos y geometrías especializados que extienden la vida útil de la herramienta en aplicaciones de redondeo difíciles, cerrando gradualmente la brecha de costes con las operaciones de chaflán.
Los enfoques de fabricación híbridos que combinan procesos aditivos y sustractivos pueden eventualmente eliminar por completo la decisión de chaflán frente a redondeo. Las piezas podrían imprimirse con geometría de redondeo integrada y mecanizarse con acabado para superficies críticas, capturando los beneficios de ambos enfoques.
La implementación de la Industria 4.0 con capacidades de monitoreo en tiempo real y mantenimiento predictivo favorece las operaciones más complejas como los redondeos al proporcionar el control de proceso necesario para obtener resultados consistentes y repetibles. Las herramientas inteligentes con sensores integrados pueden optimizar los parámetros de corte continuamente, reduciendo la brecha de conocimiento del proceso que tradicionalmente favorecía las operaciones de chaflán más simples.
Preguntas frecuentes
¿Cuál es la diferencia de coste típica entre las operaciones de chaflán y redondeo?
Los chaflanes suelen costar entre un 40 y un 60% menos que los redondeos equivalentes en las operaciones de mecanizado estándar. Para las piezas de aluminio, los chaflanes promedian entre 0,45 y 0,75 € por metro lineal, mientras que los redondeos oscilan entre 0,85 y 1,45 € por metro lineal, incluyendo las herramientas, la configuración y el tiempo de mecanizado. La diferencia exacta depende del material, la complejidad de la geometría y el volumen de producción.
¿Se pueden usar los chaflanes y los redondeos indistintamente desde una perspectiva funcional?
No siempre. Si bien ambos eliminan los bordes afilados, los redondeos proporcionan una distribución de tensión y una resistencia a la fatiga superiores debido a sus transiciones de radio suaves. Los chaflanes son adecuados para el desbarbado general y los requisitos de seguridad, pero no pueden igualar el rendimiento de los redondeos en aplicaciones de alta tensión. Los componentes estructurales bajo carga cíclica normalmente requieren geometría de redondeo independientemente de las implicaciones de coste.
¿Qué tamaños de radio hacen que las operaciones de redondeo sean competitivas en coste con los chaflanes?
Los radios de redondeo más grandes (R2,0 mm y superiores) se acercan a la rentabilidad del chaflán debido a los parámetros de corte más agresivos y a la mejora de la vida útil de la herramienta. Los radios pequeños por debajo de R0,8 mm requieren herramientas especializadas y parámetros de corte conservadores que aumentan significativamente los costes. El punto de cruce normalmente ocurre alrededor de R1,5-2,0 mm dependiendo del material y el volumen de producción.
¿Cómo afectan las propiedades del material a la ecuación de costes de chaflán frente a redondeo?
Los materiales duros por encima de 45 HRC favorecen fuertemente las operaciones de chaflán debido al contacto constante de la herramienta y a los patrones de desgaste predecibles. Los materiales blandos y gomosos como el aluminio puro pueden favorecer las operaciones de redondeo porque la acción de corte continua evita la formación de bordes acumulados. Los aceros inoxidables y las aleaciones de endurecimiento por trabajo generalmente se mecanizan de manera más económica con geometría de chaflán debido a su sensibilidad a los cortes interrumpidos.
¿Qué características de diseño pueden minimizar los costes de mecanizado de la rotura de bordes independientemente de la elección de la geometría?
La estandarización de los tamaños comunes (C0.5, C1.0, R0.5, R1.0) maximiza la utilización de la herramienta y reduce el tiempo de configuración. Asegurar un acceso y una holgura adecuados de la herramienta elimina la necesidad de fijaciones especializadas o herramientas extendidas. Evitar las intersecciones y fusiones complejas reduce la complejidad de la programación y el tiempo de mecanizado tanto para las operaciones de chaflán como de redondeo.
¿Cómo afecta el volumen de producción a la selección óptima de la rotura de bordes?
Los volúmenes bajos por debajo de 100 piezas favorecen fuertemente los chaflanes debido a la reducción de los costes de configuración y herramientas. Los volúmenes medios de 100-1000 piezas crean un punto de decisión donde la complejidad de la pieza y los requisitos de rendimiento determinan la selección óptima. Los volúmenes altos por encima de 1000 piezas pueden justificar las inversiones en herramientas de redondeo cuando los requisitos funcionales exigen geometría de radio, lo que podría lograr costes por pieza competitivos con las operaciones de chaflán.
¿Qué diferencias de inspección y control de calidad existen entre los chaflanes y los redondeos?
Los chaflanes utilizan herramientas de medición simples como calibradores y medidores de altura con indicaciones dimensionales claras. Los redondeos requieren equipos de medición más sofisticados, como medidores de radio o sistemas MMC para una verificación precisa. Esta diferencia añade entre 0,15 y 0,35 € por característica a los costes de inspección para la geometría de redondeo, lo que es particularmente importante en aplicaciones de alta precisión o certificadas que requieren informes dimensionales completos.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece